

为什么某些产品的软透光握把在长期使用后掉落并破裂,而另一些产品可以紧紧地粘在硬塑料外壳上,就好像它们是一个出生时呢?实际上,关键不是胶水,而是在过度开始之前的核心选择:材料配对。
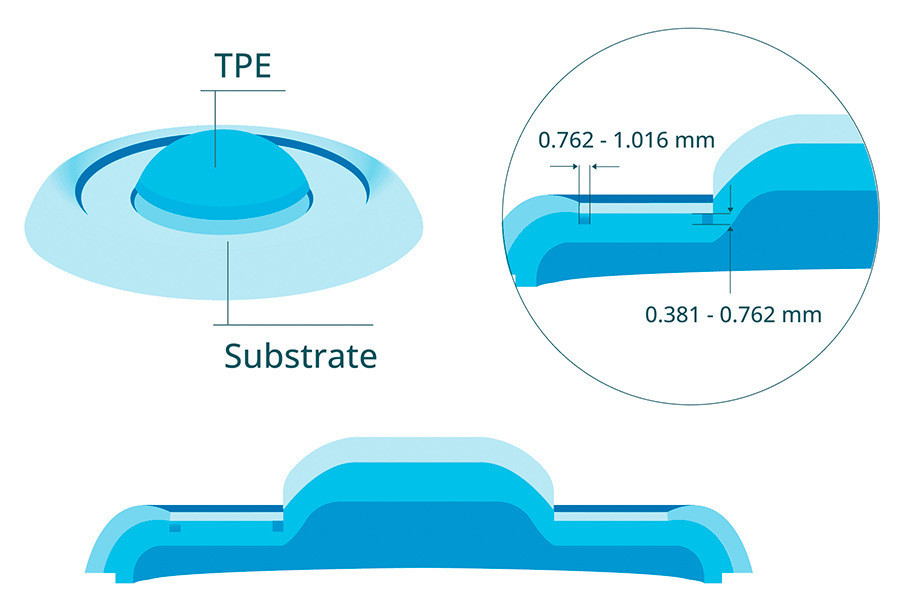
什么是过量的?简单地说,过度的过程是在硬塑料基材上包裹不同的材料(通常是软胶)。这不仅仅是将两层塑料粘合在一起。它需要软胶在高温下融化,将基材紧密包裹,然后依靠物质咬合,甚至材料之间的分子键合粘在一起。如果粘附良好,则产品将坚固耐用。如果粘附不好,则很容易引起问题。
因此,选择合适的材料组合绝对是过度淘汰的关键!它远非足够,只能查看单个材料的性能。有必要确保底物和涂层的软胶(例如常用的TPE)相互调整。他们必须能够在高温下粘在一起,并且在冷却后可以真正合并成一个。
在我们的JS实验室中核心任务之一是重复测试和筛选各种材料组合,以确保每个过度填充都能达到最佳的组合效果和最终产品性能。这是那些产品舒适且耐用的产品背后的秘密。
核心答案摘要:
| 核心概念 | 描述 | 为什么重要 |
| 基材 | 硬材料的第一层通常是结构成分(例如ABS,PC,尼龙)。 | 它决定了产品的基本强度和形状。 |
| 过度涂料材料 | 柔软的第二层材料通常是功能/触觉层(例如TPE,TPU,LSR)。 | 它决定了产品的抓地力,密封和美学。 |
| 化学键合 | 两种材料在分子水平上彼此吸引并融合,形成最强的结合力。 | 这是实现高质量次要注射成型的首选目标 |
| 机械互锁 | 通过设计诸如凹槽和孔的结构,两种材料在物理上被“锁定”在一起。 | 当材料不兼容时,这是必要的补充或替代解决方案。 |
本指南希望与您分享我们积累的实践经验:
- 我们将提供一个实用的材料组合参考表(这是行业中的常见工具)。
- 专注于分析最常用的塑料过度混合组合。
- 我们还将详细说明有机硅过量的独特特征和要求。
- 最终目标是明确的:为了帮助您准确选择最合适的过量塑料材料。
为什么相信本指南?从JS材料和过程专家的角度来看
作为负责JS材料和过程开发的工程师,我知道在过度过度(二级注射成型)领域,材料选择决策至关重要。本指南的价值源于我们团队的深刻实践经验。
“詹姆斯·亨德里(James Hendry)是该行业注射成型的公认权威,曾经强调:材料是过程的起点,也是产品性能的基石。这在我们关注的过度货币领域尤其反映。”
在JS,根据无数项目,我们总结了一个简单的事实:一个项目是否可以成功,霉菌设计占70%,剩下的关键30%都是押注材料科学。
这不仅是一个随便的话。我们亲眼目睹了选择错误的TPE材料等级的客户的痛苦课程,从而取消了整批产品。我们也是解决了客户软橡胶层的问题通过建议特定的尼龙底物在高温下轻松剥离。
这种体验并没有从稀薄的空气中获得。我们的团队每天都与世界顶级材料供应商打交道,并且具有数百个塑料和弹性体等级的实际性能数据。更重要的是,我们知道如何调整注射机上的参数,以使两种材料真正咬合在一起。
本指南中的事情不是理论上的扣除,而是我们在经历成功的乐趣和失败教训之后以一点点实践经验提取的核心经验。
次要注射成型的黄金法则:兼容性决定了一切
在JS,我每天都在处理注射成型,尤其是过量与插入成型。我深刻了解到,如果您想长时间在同一部分使用两种不同的材料,关键在于是否可以长时间合并不同的材料。其中排名第一的是物质兼容性!这直接决定了产品是否坚固耐用,还是容易破裂和分层。
这两种材料是否可以紧密组合主要取决于两个连接机制:
1。化学键合:分子之间的“手”
原则:
在高温和高压条件下,覆盖的软胶(例如TPE)将融化并在基板的表面稍微融化。目前,两种材料的分子可以穿透,扩散和纠缠。冷却后,它们在界面形成强大的化学键连接,就像分子紧密地“握住手”一样。
什么是主要考虑因素?
这主要取决于两种材料的特性:
- 极性:就像磁体分为正极和负极一样,具有相似极性的材料更有可能相互结合。
- 熔点/处理温度:软胶的熔化温度必须适当,必须能够融化并稍微软化基板的表面。
- 表面能:表面能匹配良好,因此熔体可以更好地湿润并在基板上扩散。
好处:这是最理想的情况!粘附力非常牢固,部分通常会呈现出没有明显接缝的集成外观。此外,对霉菌设计相对简单,直接,并且无需故意制造太多复杂的结构。
2。机械互锁:工程学
当两种材料的强度不足,或者仅化学键不够牢固时,我们需要提前在基板上设计“机制”。这些机制可以是小的凹槽,孔,特定的粗糙纹理,甚至是倒钩形的结构。
然后,在次级注射成型过程中,熔融软胶材料将钻入这些小孔并填充这些结构。当柔软的胶水冷却并变硬时,它在基材的这些结构中被物理“锁定”,就像锚固式海床一样。如果您想将它们分开,则必须销毁材料本身。
我们通常在哪里使用它?
在许多特殊情况下,此方法是救星:
- 使用有机硅(通常具有较差的化学粘附)来覆盖其他材料。
- 将塑料涂在金属插件外。
- 当两个塑料确实找不到可以化学结合的一对时。
“成功过度过度的关键是有效建立材料之间的联系(化学键合,机械互锁或两者的组合),这直接影响了产品性能和质量。当选择材料时,我们不仅应该研究材料的一般类别,而且还要研究深度的特定等级数据和应用经验。您会发现完美的物质伙伴。”
次要注塑材料配对指南
该表总结了该行业中常见的硬基质和主流覆盖材料(TPE/TPV,TPU,LSR)的典型组合性能,并且是在项目初始阶段筛选方向的有效工具。但是请记住:
- 该表只是一般指南。
- 最终组合效应将受到公式,处理条件和特定材料等级的设计的影响。
- 实际效果取决于验证!它仅用作项目启动的基本参考,而不是最终的基础。
以下是核心配对参考表:
| 基材(硬) | TPE/TPV(热塑性弹性体) | TPU(热塑性聚氨酯) | LSR(液体有机硅橡胶) |
| 腹肌 | 优秀(化学键合) |
好(化学键合)
|
差(需要机械互锁/底漆) |
| PC(聚碳酸酯) | 优秀(化学键合) | 优秀(化学键合) | 差(需要机械互锁/底漆) |
| PC/ABS合金 | 优秀(化学键合) | 优秀(化学键合) | 差(需要机械互锁/底漆) |
| PP(聚丙烯) | 好(需要特殊级别的TPE) | 贫穷的 | 差(需要机械互锁/底漆) |
| 尼龙(PA6,PA66) | 好(需要特殊级别的TPE) | 好(需要特殊的TPU) | 培养基(需要特殊的底漆和机械互锁) |
| PBT | 好的 | 优秀(化学键合) | 差(需要机械互锁/底漆) |
| 金属(钢,铝) | 培养基(需要机械互锁) | 好(需要机械互锁) | 好(需要特殊的底漆和机械互锁) |
我对此表中的成绩的解释:
- 出色的:可以在软材料和硬材料之间产生牢固的化学键合。这是最理想的情况,具有较高的粘结强度和很少的设计限制。这是我们的工程师最喜欢看到的评估。
- 好:可以产生某种化学键合,但是粘结强度通常低于优秀水平。我建议您在设计产品时将机械互锁功能作为补充或保险,以使粘结更可靠。
- 介质:化学键非常弱或几乎不存在。它是否可以成功取决于您设计的机械互锁结构,通常需要表面处理,例如喷洒一层治疗剂(底漆)以改善粘附或稍微保护表面。
- 糟糕:很难形成化学键合。必须通过非常精确的快照结构设计来实现粘结强度,并且基本上必须是特定的底漆用于处理硬塑料表面。
从我作为JS工程师的痛苦经历中:
(1)特定的材料等级是国王!
该表是一份通用指南,但是不同制造商的性能,甚至来自同一制造商的TPE/TPU/LSR的不同品牌可能会大不相同!
特别是在标记为“特殊等级”(例如PP+TPE,Nylon+TPE/TPU)的情况我们的JS技术部门。如果您直接使用此表订购材料,则可能会失败。
(2)结构设计是灵魂!
特别是对于中和差的组合,甚至是良好的组合,良好且经过深思熟虑的机械互锁设计通常是成功或失败的关键。在设计阶段,必须与模具工程师和材料工程师进行密切的沟通。
(3)无法保存验证测试!
无论理论多么完美,都必须在实践中进行测试。强烈建议您使用您选择的特定材料品牌进行小样品测试(例如简单的重叠测试件)在正式打开模具之前实际测试粘结强度。无法保存此步骤,因为以后可以避免大麻烦。
该表可帮助您初步筛选材料组合并避免明显的问题。过度的成功在于三个钥匙:特定等级,有针对性的结构设计和严格的样品验证的精确匹配。
“不要仅凭桌子就做出决定!如果您正在评估一个项目,尤其是涉及困难的材料的项目,我们建议您尽快与我们的技术团队联系。我们将使用专业的过度过度过度过度的注入成型技术来帮助您稳定地降落最终产品!”
常见的材料组合和应用程序案例
让我告诉您我们实际项目中一些最常用,最可靠的材料组合以及它们的应用。这些都是已完成和验证的经验:
案例1:手机案例和工具手柄的经典组合:ABS/PC/PC-ABS + TPE/TPU
- 硬塑料 +软橡胶溶液被广泛用于零件防滑手机盒,工具握把和遥控按钮区域,它们的优势很重要:
- 功能互补性:硬塑料提供结构强度和良好的外观,TPE/TPU软橡胶提供舒适的触摸,防滑性能以及缓冲和减震功能。
- 可靠的组合:关键的化学键合使两个优秀的界面键合,从而确保产品的长期耐用性。
同时,在橡胶过度量中,由于其出色的化学兼容性,这种组合也已成为首选解决方案之一,工程师对其具有很高的信心。
案例2:汽车和室外产品的强烈选择:尼龙(PA) + TPE/TPU
应用程序:汽车门把手衬里(舒适的握把),经常被插入和插入的连接器接口(电缆过度),需要灵活性和耐磨性的室外零件。
优点:
- 尼龙提供出色的耐磨性,化学腐蚀性和高温耐药性,适合严格的工作条件。
- 特殊配制的TPE/TPU软橡胶,覆盖尼龙的表面,在接触中提供柔软弹性的保护层,摩擦和密封零件。
要点:尽管该组合比前一个(有必要选择正确的软橡胶等级)要困难得多,但是一旦比赛成功,效果和耐用性就非常好。
案例3:医疗和食品级安全卫队:有机硅过量
应用程序方案:直接接触皮肤,婴儿奶嘴,需要高温烘烤的模具以及对防水密封要求严格要求的电子产品(例如智能手表)的电子产品。
为什么选择它?
硅酮(尤其是液体硅LSR)自然无毒且无味,符合医疗和食物等级的要求,不怕极高和低温,与其他事物反应不容易,并且特别柔软且弹性。
密钥提醒:
有机硅在化学上与大多数硬塑料不相容,并且不能牢固地坚持!为了取得成功,必须解决这两个方面:
- 设计精确的“快照”结构:在硬塑料部件上的设计倒钩,凹槽等,以便在注射成型后可以物理锁定硅酮。
- 很好地使用底漆:在注射成型之前将硬塑料表面固定。这种胶水可以充当改善有机硅和硬塑料之间的粘附力的桥梁。在我们执行的医疗和防水项目中,这两个点不得草率。
这些成功的案例提供了可靠的设计方向。但是项目的成功或失败在于细节:精确的材料等级选择,优化的粘结结构设计,匹配的底漆和过程。
“我通常建议在尼龙或LSR组合方面,最好在设计的早期阶段咨询我们的专业技术团队。我们将共同确定最佳的材料组合,审查结构设计,并通过小批次试验生产进行验证,以确保产品在功能,耐用性和可靠性方面完全满足标准。”

常见问题解答 - 有关您有关材料选择的所有问题的答案
问题1:什么是最佳的二次注射塑料?
老实说,确实没有绝对的最好,并且需要全面考虑产品功能和性能要求。
- 追求良好的感觉和成本效益:建议将ABS作为基材,涂有TPE软胶。它可以显着改善触摸,同时有效地控制成本。
- 需要透明度和高冲击电阻:带有涂层TPU软胶的PC硬胶底物是理想的解决方案,适用于诸如透明的抗倒壳壳等应用。
- 请注意耐磨性和耐化学性:建议将尼龙涂成底物,涂有耐磨损或耐化学性的TPE或TPU材料。
- 医疗应用或极端温度环境:液体硅胶橡胶(LSR)是一种选择,但其过程要求很高,并且需要仔细选择底物结构设计才能匹配。
问题2:用于插入成型的哪些材料?
这有两个部分回答:
- 插入材料:通常金属零件(例如黄铜,不锈钢,铝合金)。也可以使用陶瓷或印刷电路板(PCB)板。注射成型之前,将插入物放在霉菌腔中。
- 涂层塑料选择:常用的材料包括尼龙(尼龙),PBT,PPS和其他高性能工程塑料。特定的选择取决于对零件强度,绝缘性能,抗温度抗性水平等的要求。例如,PPS涂层的金属插入物通常用于需要高温电气绝缘的运动部件。
问题3:模具本身是什么材料?
主要力是特殊的钢:诸如P20,H13和S7之类的钢是绝对的主力。它们具有高硬度或通过热处理加强,尤其是耐磨损和耐影剂,仅仅是为了承受成千上万甚至数十万个高温和高压塑料冲击。
如何处理小批次或校对?
如果我们只做几百或几千个样本,或者该产品仍处于验证阶段,以节省时间和成本,有时我们使用7075铝合金制作模具。铝处理速度很快,而且霉菌成本要低得多,但寿命绝对不如钢模。它适用于早期验证或不大规模生产。
概括
确保成功过度过度的过程的关键是对材料特性有深入的了解。选择正确的材料组合不仅确保了强大而可靠的产品结构,而且可以显着提高其市场价值和用户体验。尽管兼容性图表是一个重要的起点,但真正优化设计,实现牢固纽带并避免风险的最有效方法是与经验丰富的工程师合作。
让JS团队用过量点亮您的产品!
- 避免昂贵的反复试验:当涉及物质选择时,JS团队可以帮助您在项目开始时选择正确的材料。
- 优化设计和键合:我们不仅选择材料,还可以优化您的设计,以确保过量零件的理想结合效果。
立即获得专用支持:与我们联系,您将:
- 获得“过度设计指南”的免费PDF(包括实际原则)。
- 直接与我们的工程师交谈,深入讨论您的项目需求。
- 找到理想的组合:让我们一起工作找到最佳性能和成本的物质解决方案。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有任何明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng Network提供的性能参数,几何公差,特定设计特征,材料质量和类型或做工。这是买家的责任要求零件报价确定这些部分的特定要求。请与我们联系了解更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们拥有超过5,000多个客户的20多年经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是小体积生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
资源

