

我将一块塑料放入激光切割器中,然后按下开始按钮。结果可能会有所不同:您要么拥有干净的边缘和确切的尺寸的完美部分。或者,您突然从机器上散发出窒息的黄绿色烟雾,刺耳的气味会击中您的脸。这不仅像弄脏机器中珍贵的聚焦镜头一样简单。更糟,您可能会意外释放有毒气体。
这是现实激光切割塑料:选择正确的材料,以一半的精力获得两倍的结果。最好选择错误的材料,该材料将被取消,设备将被损坏,或者在最坏的情况下,它会危害安全性。
有很多类型的塑料,具有截然不同的成分,他们对激光的反应差异很大。有些塑料只是不合适的甚至不可能切割,但是也有许多常见的塑料是我们的“好助手”。掌握这一点,激光切割塑料可以成为我们手中非常方便的工具,帮助我们快速,准确地用精确的设计来制作各种零件。
无论是制作样品,制作徽标,切割包装还是制作复杂的产品零件,它都非常有用制造过程。因此,本指南的核心是帮助您避免陷阱,确定可以使用激光安全有效地切割哪些塑料,如何切割它们以及操作时必须牢记哪些安全点。让我们详细谈论它。
核心答案的摘要:
| 塑料类型 | 激光切割适用性 | 关键原因/预防措施 |
| 丙烯酸/PMMA | ✅优秀 | 光滑的边缘如火焰抛光,可产生最佳效果。 |
| 腹肌 | 需要谨慎 | 将融化并产生不愉快的气味,平均边缘质量。 |
| 聚碳酸酯(PC) | 🚫不建议 | 吸收红外激光,易于变色和点火,有效性差。 |
| 聚氯乙烯(PVC) | ☠资绝对被禁止 | 释放高毒的氯气,腐蚀机,并构成健康危害。 |
| Petg | 需要谨慎 | 易于融化和粘附,需要精确的参数设置。 |
| 乙酰树脂(Delrin/POM) | ✅很好 | 切割很干净,但是气味浓烈,需要良好的通风。 |
| 聚丙烯(PP) | 🚫不建议 | 切割后,它将变成熔融的粘性物质。 |
本文将回答您的问题:
- 本指南将向您展示不同的塑料在激光下的表现如何,并突出显示哪些材料永远不应触及。错误的选择可能会导致设备损坏或安全危害。
- 我们将使用一个现实生活中的示例(比较丙烯酸原型和ABS功能部位),以清楚地显示材料选择如何影响结果。
- 最后,我们将为常见的操作问题提供实际答案,例如切割厚度和激光选择,以帮助您安全有效地应用激光切割技术。
为什么相信本指南? JS的激光和材料科学实践
这里的每一种体验都来自我们JS公司的激光切割研讨会中的实际操作表。我们的核心业务之一是生产高精度激光切割零件。例如,当客户想从10mm厚的丙烯酸中切开透明且光滑的展示件时,或者当他们想切割一块PVC或厚的聚碳酸酯时,我们将直接告诉他们“这真的是不可能的”清楚地说明这些材料会释放有害气体,并建议更安全CNC加工解决方案。
哪种塑料最好用二氧化碳激光切割,如何调整参数,或者为什么纤维激光不适合切割某些塑料。这些知识不是从书籍中复制的,而是通过我们的机器和重复处理的机器获得的。
本指南是由我们积累的JS工程团队通过无数次调整功率,测试速度,检查频率并清理切割和燃烧材料碎片的时间。
“激光物理学的先驱者之一亚瑟·舒沃洛(Arthur Schawlow)说:要做激光工作,您必须学会与Light交谈。”
正是通过日常的“对话”,我们已经彻底了解了机器的性能,并真正了解了激光下不同塑料的性能和安全边缘。我们在这里分享的是我们实际上已经制定的操作规则,以确保安全和可靠性。”
激光切割塑料的科学:融化,汽化或燃烧?
激光切割塑料并不是简单的切割。本质上我们使用高能光的光束与材料准确“交谈”。了解这种对话的进行方式,无论是融化,蒸发还是不幸的是燃烧,绝对是选择正确的材料并变得良好的第一步激光切割零件。
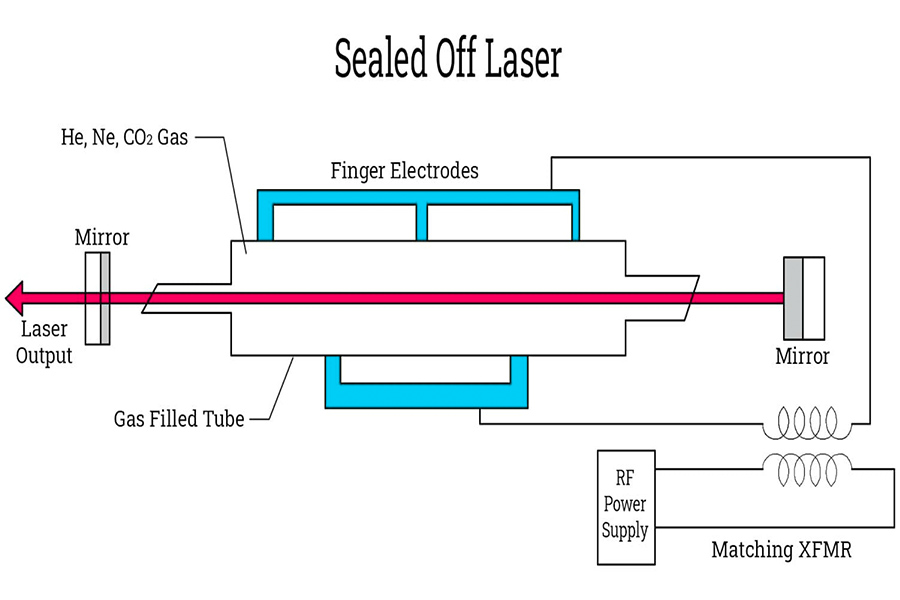
CO₂激光:为什么它与塑料如此“兼容”?
在我们的JS研讨会中,Co₂激光是切割有机材料(例如丙烯酸)的绝对主要力。原因很简单:它发出的红外光(波长10.6μm)只是受大多数塑料(例如木材和丙烯酸)的分子结构所喜爱的,并且可以有效地吸收。能量很快被材料“食用”,温度立即飙升至蒸发点,材料直接变成气体并被辅助气体吹走,切口自然清洁且整洁。
融化和汽化:切口质量的流域
理想情况:
清洁蒸发(例如丙烯酸/PMMA):丙烯酸可以吸收10.6μm激光,迅速到达蒸发点,直接形成气体以吹走。边缘的残留热量会稍微融化表面,使其看起来像是燃烧,半透明和光滑的,这是制作高质量显示零件的关键激光切割。
麻烦的情况:
过度熔化(例如ABS,PETG):这种类型的材料更容易融化。因为在300°C和350°处的ABS的熔点太近。当激光照射时,它不会迅速变成气体,但是首先变成熔融材料。
结果是切口的边缘粗糙,覆盖着炉渣,甚至粘在自身上,这大大降低了零件的质量,因此很难清理。
绝对禁止的区域:含氯的塑料 - 激光切割的“毒药”
在JS,如果我遇到想要对含氯塑料的激光切割的客户,例如PVC和乙烯基,,,,我会毫不犹豫地拒绝。这不是夸张的,这确实是致命的:
- 剧毒气体:高温激光器会导致它们分解并释放氯化氢(HCL)气体。吸入此东西会导致呼吸道毁灭性的烧伤,后果非常严重。
- 机器杀手:HCL气体在空气中遇到水分时会立即变成盐酸!这种酸雾会疯狂地腐蚀机器中的所有金属零件,包括精密轨道,螺钉,尤其是昂贵的光透镜,这些镜头将在几分钟内报废。一个切割会破坏机器,我不是在开玩笑。
常见的塑料激光切割(CO₂)特征和风险:
| 塑料类型 | Co₂激光的吸收率 | 主要切割机制 | 切口质量的典型表现 | 主要风险水平 |
| 丙烯酸(PMMA) | 极高 | 铅:气化 | 光滑,透明,边缘融化抛光。 | 低(需要通风)。 |
| 腹肌 | 高的 | 铅:融化 | 易于融化的炉渣,粗糙的边缘,并且可能会重新固化。 | 培养基(烟雾高,可能是痕量的苯衍生物)。 |
| Petg | 高的 | 铅:融化 | 易于绘制,容易在边缘碳化。 | 中等(烟雾和灰尘高)。 |
| PVC(含氯) | 高的 | 分解/燃烧 | 严重的碳化和不规则边缘。 | 很高! (剧毒HCl气体,高度腐蚀性)。 |
| 聚碳酸酯(PC)厚板 | 上升 | 易于融化/碳化 | 易于黄色,破裂和积聚炉渣。 | 中至高(烟雾高,可能含有苯酚)。 |
来自ISO 11553的数据,ECHA风险评估报告
“了解材料融化,在塑料的激光切割过程中是否融化,蒸发或分解是否与零件质量,操作安全性和设备寿命直接相关。我强烈建议您在尝试之前彻底了解任何新材料的激光处理特性。安全和质量始终在速度之前出现。
激光切割塑料材料指南:交通信号灯规则
我已经进行了激光切割已有十多年了,并与许多塑料材料。今天,我将利用众所周知的“交通信号灯”原则以及我的实践经验,以解释切割常见塑料的关键点,尤其是在使用我们日常的涂料激光切割机时需要观察到的问题。安全首先,效果第二!
✅绿灯区域:置信度(建议的材料)
丙烯酸(PMMA):激光切割的“黄金伴侣”。二氧化碳吸收率> 90%,并且可以整齐,干净地蒸发,并且切割边缘与玻璃RA≤3.2μm一样光滑,透明,几乎不需要次级处理。它是我们在线激光切割服务中标志,显示模型和精确零件的最受欢迎的材料。
乙酰树脂(POM / Delrin):高切割精度和光滑和整洁的边缘适合耐磨性零件,例如齿轮,轴承和功能零件。注意:当加工和通风系统必须充分发挥作用时,气味很大!它需要配备≥500m³/h的空气量排气系统(甲醛排放0.5ppm)。
聚酯薄膜(宠物膜 /薄膜):对于薄膜(通常<0.5mm),激光可以实现非常细的,非融化的边缘切割,通常用于制造模板,电子绝缘板等。
⚠️黄光区域:谨慎
ABS:可以切割,但效果不是理想的。切割时很容易融化而不是蒸发,并且边缘会粘稠和黄色,同时释放出明显的烟雾和微量苯乙烯单体的气味。除非它是一个粗糙的空白,而边缘没有任何要求,否则不建议使用它。通风必须与强烈通风结合使用!
PETG:切割具有挑战性。它的融化粘度很高,非常容易融化,绘制或碳化。合适的参数窗口特别狭窄,如果略有错误,它将严重融化。尽管它可以切除艰难的零件,但是如果您想剪切好,则必须反复调整参数以尝试和错误。在许多情况下,使用可能会更加担心CNC铣削。
PLA(3D打印的常见材料):您可以尝试切割薄床单(<1mm)。但是,如果稍厚,那不是很好。熔点很低,并且易于与能量稍高的融化,从而导致边缘粗糙和起泡。不建议将其用于精密零件。
🚫红灯区:不要触摸它!危险的!
PVC(氯化聚合物≥56%):这是一个绝对的限制区域!高温下的分解释放出剧毒氯化氢(HCL)气体(释放> 15ppm),这严重危害了人事健康,并将腐蚀您的激光机镜头和内部零件。当您看到PVC材料时,立即停止!无论客户的需求有多紧急,JS拒绝这种处理。
聚碳酸酯(PC):用Co₂激光切割。太冒险了!它可以很好地吸收热量,并且可以轻松直接燃烧,从而导致剧烈的熔化,发黄并产生大量的碳烟和有毒烟雾。即使是薄的床单(<1mm),也只能绘制一条线,效果比用刀或加工用刀具差得多铣床。不要为自己造成麻烦。
玻璃纤维/碳纤维增强塑料:树脂会燃烧,加固纤维不仅可以连续切割,而且会产生很多刺激性和有害的灰尘,PM2.5浓度>1200μg/m³(比工业标准高40倍),严重污染机器和环境。
激光切割塑料,识别丙烯酸,乙酰胶片和聚酯薄膜是最安全的。应谨慎尝试ABS,PETG和PLA。远离PVC,聚碳酸酯和玻璃纤维/碳纤维复合材料!
“选择正确的材料是安全有效处理的关键。如果您不确定是否可以剪切手头的材料,请随时与JS Company联系。我们成熟的在线激光切割服务可以帮助您检查并提出解决方案!”

实际情况分析:快速原型与终端产品
无论理论有多好,都取决于它的实际完成方式。今天,我将与您分享一个真正的客户的智能家庭控制器壳项目,以了解我们如何在不同阶段选择材料和流程。
案例:智能家庭控制器壳的开发
项目背景:客户希望为新的智能家庭控制器制作外壳。该项目分为两个步骤:
- 快速视觉原型:迅速制作1:1模型。核心要求是准确呈现外观(尤其是透明的显示窗口和磨砂纹理),以进行设计确认。
- 小批处理功能原型:制作约10套壳,必须足够强大以模拟日常使用(例如按钮按下,意外下降),并为内部团队进行功能测试。
阶段1:视觉原型
核心客户需求:快速交付,可控成本,高度逼真的外观(透明窗户的清晰度,磨砂身体的质地)。
JS解决方案:激光切割丙烯酸(PMMA)。
为什么选择它?
- 好外观:透明的丙烯酸用作窗口,切割边缘干净明亮,没有次要抛光。磨砂黑丙烯酸被用作身体,质地看起来与最终产品概念几乎相同。
- 极端交付:丙烯酸是激光切割最有效的塑料之一。客户在早上确认图纸,我们可以在下午将原型运送给他。这对于快速设计至关重要。
- 费用友好(单件/小批次):对于单件或非常小的批次视觉模型,激光切割的启动成本和单位成本远低于注入成型。激光切割的价格优势非常明显,尤其适合验证阶段。
阶段2:功能原型
核心客户需求:提供10组壳,具有足够的强度和韧性,以在实际环境中进行功能和耐用性测试。
客户的最初想法:可以使用激光切割ABS片来制作吗?
JS的专业分析和建议:
为什么不建议使用激光切割ABS?
我们向客户解释了:尽管在技术上是可行的,但激光切割ABS存在重大问题。
- 边缘质量差:激光切割ABS易于融化,边缘粘稠,碳化和埋入,表面粗糙,外观很差。
- 隐藏的内部伤害:高温切割过程将在材料内部产生压力,使零件变脆,并且实际强度远低于材料本身的理论价值。当您放下它时,它可能会在掉落后立即破裂,但这并不意味着ABS材料本身不好,而是该过程造成的“内部伤害”。这将扭曲测试结果。
- 强烈的气味和烟雾:需要强大的通风,并且处理环境也不友好。
JS建议的替代方案:
选项1:ABS纸的CNC处理。
- 优点:处理精度极高,可以完全保留ABS原材料的强度和韧性,并且性能是最接近最终的注入模制零件。
- 考虑:成本相对较高,尤其是对于小批次(10组),并且处理时间也更长。
选项2:FDM 3D打印ABS(最终采用的选项)。
优点:
- 在强度,成本和速度之间找到了最佳平衡。 FDM打印的ABS零件具有良好的韧性,可以更好地模拟注射模制零件的抗冲击力。成本低于CNC,速度更快。
- 最重要的是,如果一个小设计问题在测试期间发现(例如扣子太紧),可以立即修改设计文件,并立即重新打印,并且调整非常灵活。
考虑:表面具有分层线,不如CNC或注塑零件那么光滑,而是功能测试是完全可以接受的。
增值服务:我们还使用了激光切割高精度薄膜(聚酯薄膜)绝缘垫圈,以确保客户控制器内电路板的安全性。
结果:
客户首先使用超快速的丙烯酸激光原型锁定了外观设计。然后,我们成功完成了内部测试3D打印ABS功能原型,事先暴露和纠正几个小结构问题。整个过程都是无缝,高效且可靠的,可以为客户节省大量的反复试验时间和潜在成本。
关键启示:
不同材料和过程对零件性能的影响是真实的,尤其是在受外部力量的影响时。看看以下关键指标的性能差异 - 弯曲应力 (材料抵抗弯曲变形的能力)处理后:
| 材料 | 做工 | 弯曲应力(MPA) | 合适的阶段 | 核心优势 |
| 丙烯酸(PMMA) | 激光切割 | 70 | 视觉原型。 | 速度,成本,表面效应。 |
| 腹肌 | 激光切割 | 30 | 不建议。 | 高内部应力会导致强度显着降低。 |
| 腹肌 | CNC加工 | 45 | 功能原型/小批次。 | 最高强度和高精度。 |
| 腹肌 | FDM 3D打印 | 40 | 功能原型/小批次。 | 弹性,成本和速度平衡以及灵活性。 |
| 个人电脑 | 注射成型(目标) | 95 | 最终质量生产。 | 高力量和韧性。 |
注意:表中的弯曲应力值是典型的范围。特定值受材料等级,过程参数,零件设计等的影响。关键是要查看趋势差异。
有不同的方法可以在不同的阶段制造产品。激光切割是“看起来不错”的强大工具(尤其是丙烯酸),快速速度和低成本。但是要制作耐用的功能零件,您必须权衡CNC处理和3D打印的强度,成本和灵活性。
不要让过程限制设计,也不要让材料拖动测试。在JS,我们不仅切割材料,但也知道如何根据项目阶段和目标选择最佳的材料处理组合。下一个项目,让我们谈谈您的需求吗?我们将帮助您计划最佳道路!

常见问题 - 回答您关于塑料切割的最后一个问题
激光可以切成塑料的厚度?
这主要取决于机器的力量以及您要切割的塑料类型。以最常见的丙烯酸为例。我们的130W激光机通常可以平稳地切下20至25毫米(约1英寸)的厚板。
但是,如果您要切割诸如ABS或Delrin之类的材料,那么可以切割的厚度将大大较小。应当指出的是,如果板太厚并且超过了机器的理想切割范围,则切割的斜角将更加明显,并且边缘可能不会光滑且笔直。
在实际工作中,当我们遇到特别厚的工件时,我们通常会准备不同的机器和方法,以根据其特定的厚度来处理它,以获得最佳效果。
如何确定未知塑料是否为PVC?
不要盲目猜测,自己测试! - 使用贝尔斯坦测试(也称为铜线氯测试方法):
- 请注意:请确保在通风的地方进行操作,并穿着防护装备(手套,护目镜)。
- 步骤:找到一条干净的铜线,用喷枪燃烧红色,然后在热量时贴上一点塑料样品(融化并粘贴)。然后将铜线用塑料放回火焰中,然后燃烧。
- 看看结果:如果火焰变绿色,则意味着塑料含有氯,这可能是PVC!切勿使用激光切割这种材料,因为氯在加热时会产生有害气体。原理很简单:氯会使火焰显得绿色。
纤维激光可以切割塑料吗?
通常不是,否则效果很差。
为什么?
- 纤维激光器的1.06微米波长主要被金属吸收,但大多数塑料几乎对其都是“透明”的。能量直接通过,塑料中没有太多的东西将其加热。
- 尽管有些塑料具有特殊的吸收剂,以允许纤维激光器标记它们,但如果您真的想切开并切割好,但您仍然必须依靠二氧化碳激光器。它的波长(10.6微米)对于塑料吸收而容易得多,并且能量利用率很高,这是切割塑料的更可靠的选择。
我在哪里可以找到我附近的塑料激光切割服务?
您可以搜索“塑料激光切割”以找到本地服务提供商,但是更快,更担心的方法是使用像我们这样的在线激光切割服务。您可以直接上传设计文件,选择材料厚度和类型,系统会立即为您提供清晰的激光降价。我们拥有不同力量的设备,有库存的常见塑料床单,准确性和速度可以保证,无论您身在何处,都可以根据需求进行自定义。
概括
激光切割塑料具有强大的功能,但是成功的应用与专业知识和安全意识密不可分。核心是:对不同塑料和激光器之间的相互作用的深入了解至关重要,安全始终是首要任务。权利材料选择直接确定切割效果,设备寿命和人员安全。
无需在材料选择中冒险。 JS团队为您提供专业支持:
- 专业材料咨询:我从事这个行业已经有很多年了,并且最了解哪种塑料适合激光切割。您告诉我们您的需求,我们根据我们的经验推荐最好的材料,以确保运营安全和削减质量。
- 一站式定制服务:如果需要的话定制激光切割制造业,请上传您的CAD文件,我们的系统将立即为您提供真正的报价。我们的工程团队还将免费审查您的设计,以确保最合适的过程和材料用于生产。
- 节省时间和精力:从物质建议,报价到生产,一切都可以在线上有效地完成。无论您身在何处,都可以轻松获得高质量的切割零件。
安全不是很小的,材料选择是关键。让我们的经验护送你,提交您的项目现在在线!

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng网络提供性能参数,几何公差,特定的设计特征,材料质量和类型或做工。这是买家的责任需要零件报价确定这些部分的具体要求。请与我们联系以获取更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们在5,000多个客户方面拥有超过20年的经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是少量生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
资源

