

在JS中,我们经常有这样的需求:制作具有复杂结构的50公斤泵体。如果整个金属块被切割和加工,则材料和成本的浪费是巨大的。沙子铸造,可以将一种历史的技术视为铸造的祖先,它使用最常见的沙子作为模具将熔融金属直接“形成”到所需的复杂部分中。
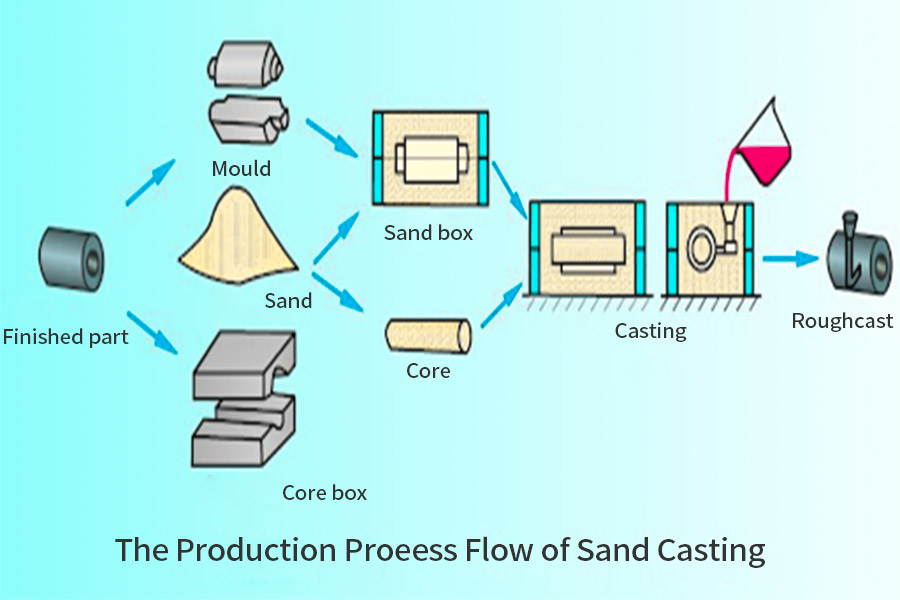
该过程非常简单:
- 我们首先在金属或木头上制作您的榜样。将其放入特殊的沙盒中,填充准备好的沙子,然后打包。
- 然后,小心地卸下模型,并将确切形状的零件腔留在沙子中。
- 然后将沸腾的熔融金属倒入其中,让其冷却并变得固体,敲除沙子,零件熄灭。
您会发现,在这种情况下,金钱和储蓄尖端是沙模是一次性的,可以产生复杂的形状。
每天都使用我们的研讨会中的此过程。它最适合制作大小,形状复杂的零件,并且不想浪费太多材料,例如大型泵套管,阀体,发动机缸等等。尽管在选择沙子,建模和浇注温度方面需要经验,但正是这种灵活性,经济性和可靠性使沙子铸造可以安全地在汽车和机械工业中保持一席之地。
核心答案摘要:
| 特征 | 沙子铸造 | 投资铸造 | 高压铸造 |
| 模具材料 | 沙子(通常是一次性)。 | 陶瓷外壳(一次性)。 | 钢模(可重复使用)。 |
| 维度的准确性 | 一般的 | 高的 | 很高。 |
| 表面平滑度 | 粗糙(需要次要处理)。 | 光滑的 | 非常光滑。 |
| 生产成本 | 低(尤其是在霉菌成本方面)。 | 高的 | 模具的成本极高,但每件的成本很低。 |
| 适用的方案 | 大的壁和复杂的内腔成分。 | 小,复杂,高精度零件。 | 大量,薄壁,高光滑零件。 |
本文将回答您的问题:
- 本指南将带您详细介绍沙子铸造的完整步骤。
- 分析核心绿沙铸造过程,并列出其典型的沙子铸造产品。
- 并使用真实案例来解释为什么它仍然是当今工业制造业中不可替代的关键过程。
为什么相信本指南?前线JS铸造工程师的现实
作为JS公司的演员工程师,客户发送了订单铝合金沙铸件。我们必须首先问:最终将在哪里使用此部分?它会承受什么力?因为这直接决定了我们使用的铝合金!例如,具有特别好的流动性的A356合金适用于具有复杂形状的薄壁部分。如果该零件受到高力量并需要更强大,则必须更改为另一个更艰难的成绩。这不是随机选择。
让我们谈谈我们使用的湿沙。我们严格控制水分含量的准确度为0.1%。我们知道,如果沙滩上有太多的水,当将热铝水倒入其中时,多余的水就会立即变成气体,从而导致铸件中的气泡和沙孔,整个加工将被毁了!这是从血腥的课程中获得的经历。
为客户选择模具也是如此。我们应该使用木材或金属吗?这不仅是一个成本问题。这是基于客户长期需求的准确预测。
经验是最好的老师:
- 我们曾经帮助水泵制造商处理一个大型液压阀体,由于流通通道的尺寸不准确,这很难处理。
- 我们仔细研究了这个问题,最后建议他们用化学剂硬化的树脂砂。复杂的内部空腔流通道的尺寸精度得到显着提高。这样,随后的处理的切割津贴减少了60%,从而节省了时间和成本。
“正如演员行业的领导人约翰·坎贝尔(John Campbell)经常强调的那样:90%的铸造质量取决于模具制备阶段。”
本指南是我们的JS工程师小组如何将这种深刻的材料科学知识与一线过程实践结合在一起的结果。这不是教科书理论,而是炉子上实践和理论的结晶。

核心原则:使用“负空间”的艺术
想象一下,在海滩上按下脚印,然后将水倒入足迹中,然后水巩固以形成“脚”形状。沙子铸造的本质相似为此,除了我们使用特殊的沙子铸砂和熔融金属。简而言之,它是使用坚固的“图案”在沙子中创建其“腔”(负空间),然后将熔融金属倒入该腔中。冷却后,它是您想要的金属零件。
此过程取决于三个基本要素:
(1)模式:
这是我们工作的起点,这相当于您的最后一部分的“替身”。这是根据零件图制成的物理模型,通常由木材,塑料或金属制成。
关键点:模式不是零件的1:1复制品!设计时我们将提前扩大大小,并且必须提前计算并保留此收缩。使图案更大,以使冷却后的零件大小恰到好处。
此外,模具表面必须以截止角度设计,否则模具在压实砂霉菌后将无法顺利从沙子中脱落。
(2)砂霉:
这是我们的核心战场!埋在特殊的铸造沙子里由我们的JS专门准备。当仔细地取出模具时,我们需要的空腔留在沙模中。
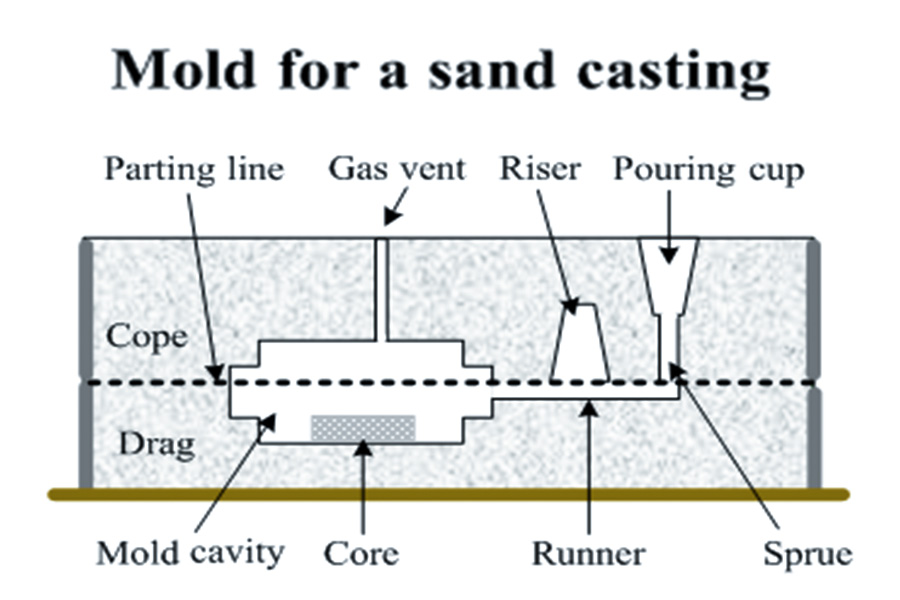
为了促进操作并确保铸件的质量,沙模通常分为两半,并放在专用的沙盒中:
- 下部盒(拖动):放置在沙盒的下半部分,通常包含零件的主要轮廓。
- 上盒(COPE):放置在沙盒的上半部,覆盖下部盒子的顶部,一起形成一个完整的腔,并包含倒金属的通道。
夺走模具后,将上部和下部的沙箱组合在一起,中间的腔是我们想要的“空心模具”。
(3)铸造:
- 这是我们的最终目标产品。倒融化的高温熔融金属进入“空心模具”从沙子顶部的开口。熔融金属在霉菌腔中充满和流动,最终冷却和硬化。
- 最后,拆卸沙盒,取出最初形成的金属零件,然后进行清洁(去除浇注的立管,闪光毛刺,表面沙等),检查和其他过程以获取铸造。
沙子铸造的魅力在于它使用最基本的沙质材料通过图案复制复合空间,从而使流动的金属能够凝固成所需的形状。该方法具有极高的设计自由和经济,特别适合于生产单一作品,小批次或大型零件。
“如果您有要进行沙子铸造的部分,只需将其交给我们!我们最了解技巧,因此让我们帮助您铸造下一个关键组成部分。”
逐步:沙子铸造的完整过程
今天,我将用最现实的话与您交谈,即金属部分是如何从一块木头转变的。在此过程中,每个步骤都隐藏了我们的经验和智慧。
步骤1:模式制作
获得零件图后,第一步是制作物理模型,这是模式。材料最常见的是木材,塑料或金属。
这里有两个要点:
- 首先,图案大小必须包括金属冷却和固化后的收缩额(例如,铝合金的收缩率约为1.3%)。
- 其次,该图案无法在上下直接制成,并且必须使用斜坡(通常为1-3度)设计,以确保稍后可以从紧凑型砂中顺利将其从紧凑型砂中清除。
步骤2:沙芯制造
如果您的零件内部是空心的,例如水管或阀腔,则图案本身将无法形成这些“负空间”。您现在需要建立一个“沙核”。我们使用特殊的核心沙子,添加特殊的粘合剂以使其难以使其放在沙子中间。什么时候 我们铸造,形成里面零件的形状。
步骤3:制作下部盒子
我们拿一个底部沙盒(称为“下部盒子”)。首先,将图案的下半部分稳定地放在下部沙盒的底板上。
然后,使用JS制备的特殊铸造沙子(绿沙是最常见的,是与水和高岭土混合的湿沙),小心地填充下部的盒子,并使用任何工具或设备均匀地将其均匀,完全紧凑。此步骤是基础。如果没有压实沙子,则背后的腔会很容易塌陷。
步骤4:翻转并构建上部框
将内置的下部盒子和整体上的图案旋转,以使底部朝上。卸下底板以露出图案的分隔表面。将均匀的分隔层铺在分隔表面上,以防止上下盒子的沙子粘住。
接下来,将图案的上半放在上面,并扣上上部沙盒。目前,我们将制作通道(门),以使金属水流入流,并最终出现金属水的位置(立管)。这就是所谓的浇注系统,这非常关键!
步骤5:去除霉菌,降低核心和盒子关闭
- 压实沙子后,您可以小心地将上和下部沙盒分开。打开。轻轻从沙子上取出图案。
- 现在,恰恰是零件印象的腔体留在沙模中。
- 如果零件需要沙芯,请将其准确地放在下部沙箱中的保留位置。
- 最后,将上部盒子准确,平稳地关闭到下部盒子,将其固定或用重物按住它,以防止在倒入过程中将其推开。一个完整的腔已经准备好了!
步骤6:倒入
这是亮点!将金属(例如铝砂)放在炉子中加热并变成水变成模具。在铸造中,铝合金通常在700-750°C),然后迅速将其通过门倒入封闭的沙子中,直到看到金属水从立管中溢出。必须很好地控制此步骤的温度和速度。太快会很容易地引起沙子洗涤,并且太慢可能导致冷闭合缺陷。
第7步:冷却和去除沙子
让铸件自然冷却并在沙模中完全固化。冷却周期取决于铸件中金属的尺寸,壁厚和性质。固化后,打开锁定装置,销毁沙盒,并从振动,敲门等中取出大部分沙子。这个过程称为落山)。倒下的沙子后获得的铸件仍然具有门,立管系统和粘附的沙子。我们回收大部分的成型沙子和芯砂,以降低成本。
步骤8:后处理铸件
从沙子出来后,铸件仍处于原始状态。我们需要使用切割工具来删除多余的零件,例如门和立管,并使用磨削工具清洁闪光毛刺。有时有必要执行喷砂或射击以完全去除表面粘沙和氧化物尺度以获得光滑的表面。最后,您将获得满足您要求的完成的铸造。
“您会发现,沙子铸造过程是顺序的,模型以倒入和冷却,这有点类似于彼此。对一个步骤的经验和控制直接影响成品的质量。在JS,我们最熟悉此过程中的每个问题和窍门。如果您想要与我们脱颖而出的一部分,那么您就不能将其抛在我们身上。”
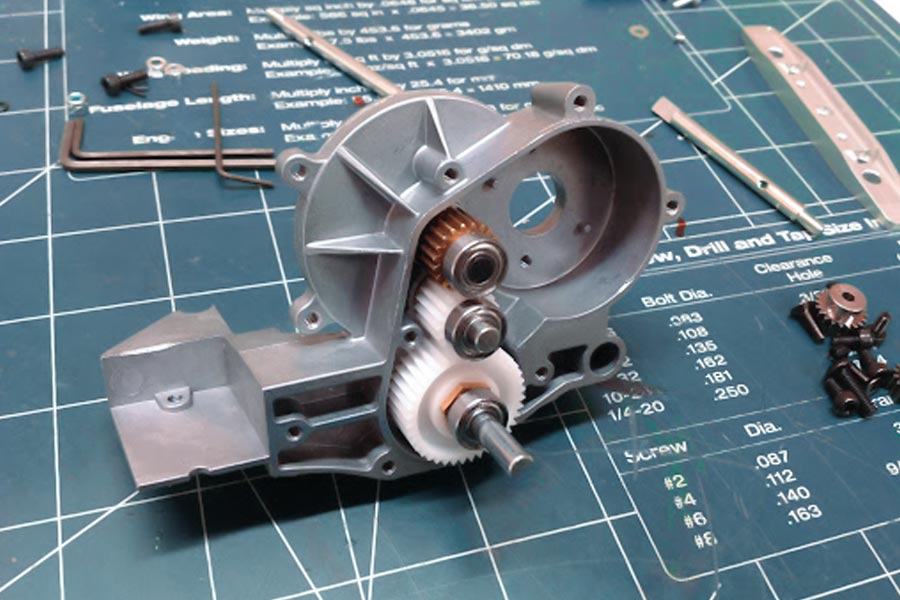
实际战斗案例分析:重型机械的制造具有成本效益的变速箱
作为负责此项目的工程师,我将为您分析我们的方式二手砂铸造技术成功地解决了农业机械制造商的大型变速箱的制造问题。
客户痛点:焊接和组装的高成本
客户是著名的农业机械制造商。他们的主要拖拉机之一的大变速箱最初与几个厚的钢板一起焊接在一起。目前,他们面临着严重的挑战:
- 巨大的成本压力:原始过程使用多个厚的钢板焊接和形成,依靠大量高技能的焊工和长时间的工作时间,导致了高单位成本。
- 突出的性能风险:焊缝成为疲劳失败的弱点,在连续重负荷条件下,破裂的风险很高,威胁着产品的寿命和可靠性。
- 生产能力遇到瓶颈:复杂的焊接随后的组装过程限制了生产周期,因此很难满足市场增长的需求。
JS的解决方案:沙子铸造可实现一件成型
我们仔细分析了客户的核心需求,并以经济高效的方式分析了复杂和高强度的壳。我们强烈促进延性铁砂铸造解决方案:
为什么选择延性铁?
这个材料很棒!强度几乎赶上了钢,关键是它特别令人震惊。它自然适合撞击和抗疲劳性,并且是比焊接零件可靠得多。
集成设计:
我们完全推翻了原始的拼布焊接设计。使用我们的沙子铸造专业知识和组合沙核技术,我们一次铸造了一个完整的外壳,内部肋骨,轴承座孔和内置的油路。消除了焊接和组装的麻烦。
成本效率双赢:
我们的沙子铸造模具是低成本的。此外,生产过程易于使用自动化设备,并且效率得到进一步提高,因此设备成本自然会下降。
| 制造过程 | 霉菌/工具成本 | 单件生产成本(大零件) | 生产速度 |
| 钢板焊接 | 中等的 | 高的 | 慢的 |
| 沙子铸造 | 低的 | 低的 | Fast (especially in bulk). |
资料来源:美国铸造协会AFS。
重大结果:强度,成本和可靠性的全面提高
当将第一批铸造箱交付给客户时,工程师看了看无缝的结构和密集的材料,他们的第一印象是它们不再被焊接在一起。
该计划的实施取得了显着的结果:消除焊缝,优化壁厚,并显着提高整体刚度和强度。
出色的经济利益:
- 单件作品的成本下降了45%:材料和人工节省和效率提高在一起工作。
- 生产效率增加了两倍:沙铸造过程(尤其是树脂自塑性沙子)比复杂的焊接快得多。
可靠性飞跃:
- 疲劳寿命增长> 50%:无焊接应力浓度 +延性铁的极佳疲劳性。
- 客户售后的成本大大降低:盒子破裂的问题已经完全解决。
行业见解和权威证据
此案证实了在特定情况下铸造的不可替代性质。
“正如美国铸造学会(AFS)前主席戴维·C·施密特(David C.
砂铸造完美地体现了这个概念:
| 关键指标 | 原始焊接计划 | JS砂铸溶液(延性铁) |
| 单位成本 | 基准(100%)。 | 减少45%。 |
| 生产周期 | 基准(100%)。 | 缩短67%(效率X3)。 |
| 生活 | 基准(100%)。 | 增加> 50%。 |
| 适用性 | 中小型批次。 | 首选用于大/单/小批次。 |
| 设计自由 | 受焊接过程的限制。 | 极高(复杂的管腔/形状)。 |
资料来源:美国铸造协会行业报告。
对于不需要微米级精度的大型,复杂,成本敏感的结构零件(例如某些要求的要求砂铝零件),砂铸造具有其经典设计自由和经济性的强烈活力。
“在JS,我们专注于深入了解客户的需求,并通过我们深厚的物质知识和过程经验为客户提供最佳的沙子铸造解决方案。如果您有相似的大型,复杂或具有成本敏感的关键组件需求,我们很高兴深入讨论。”
常见问题 - 回答有关沙子铸造的更多问题
1。沙子铸造的优点和缺点是什么?
优点:
最大的优势是模具相对便宜,准备时间很短。它对铸件的大小和重量几乎没有限制,并且可以使零件小至几十克或至少几十吨。而且几乎所有金属材料都可以用它施加,尤其擅长于具有非常复杂的内部结构的零件。
缺点:
铸件的精度和表面表面表面效果会更糟,通常需要在以后进行处理。此外,生产效率不太高,用机器充分自动化生产是有点困难的。此外,它不适用于特别薄壁的零件。
2。通常由砂铸造生产哪些产品?
砂铸造具有非常广泛的应用。像汽车上的发动机缸体和气缸盖一样,在市政工程中使用的水管和阀门以及泵的主体,大型机床底座,变速箱外壳以及其他尺寸较大的零件,相对复杂的结构和相对复杂的结构以及在工业场所需的某些强度,其中许多是由沙子铸造产生的,尤其是当形状相对复杂时,它非常合适。
3.沙铸vs投资铸造(丢失蜡方法):有什么区别?
作为JS公司的工程师,让我谈谈投资铸造与沙子铸造之间的核心区别:
沙子铸造:
我们使用可以反复使用的“图案”来按沙子中的腔。优点是模具便宜且迅速。但是缺点是,制作的零件的尺寸准确性和表面饰面会更糟。
投资铸造(失去蜡方法):
它使用一次性蜡模,该蜡模带有陶瓷浆料以制成空腔,然后将蜡融化。以这种方式获得的模具非常精确,因此铸件具有极高的精度和表面饰面。但是,价格是高成本和复杂的过程。
Sand casting pursues economical and versatile, and can process large parts and complex cavities.投资铸造追求极高的表面和尺寸,适合特别高要求的零件。
概括
尽管沙子铸造历史悠久,但它仍然具有独特的灵活性和成本优势,在现代行业中仍然处于重要地位。它证明了看似普通的沙子和合理的工程设计,仍然可以制成强大可靠的核心组件。
您是否在项目中遇到过这些情况?
- 需要制造强大的形状组件并控制成本。
- 仍然担心焊接零件的高加工成本或不稳定的质量。
不要犹豫与我们交谈:我们的JS团队拥有十多年的铸造经验!我们将仔细研究您的需求和设计,进行全面的评估和分析,并帮助您确定沙子铸造是否是您项目最合适的解决方案。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng网络提供性能参数,几何公差,特定的设计特征,材料质量和类型或做工。这是买家的责任需要零件报价确定这些部分的具体要求。请与我们联系以获取更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们在5,000多个客户方面拥有超过20年的经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是少量生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
资源

