

这沙铸造过程可以追溯到将近5000年前的古埃及。尽管核心仍将沙子用作铸造金属的模具,但长期以来一直升级,并且仍然是金属铸造领域的主要技术。
沙铸件已完美地整合到现代制造中。世界上有60%以上的金属铸件是由IT生产的,尤其是当它以小批量或中型制成时,通常是最具成本效益的选择。您周围的许多金属物体,从汽车发动机外壳到复杂的艺术铸件,都是沙子铸造产品。
当然,它也有缺点零件的表面通常略微粗糙,尺寸的精度不如那些更昂贵的精确铸造方法好,但是对于许多具有强大适应性和成本优势的工业制造而言,它仍然是首选方法。接下来,我们将从基本的定义开始,查看其优势的位置以及其缺点是什么,以帮助您完全了解沙子铸造过程。
什么是沙子铸造?
沙子铸造的核心过程相对直接。首先,根据零件的形状制作一个腔,然后将沸腾的熔融金属倒入其中,然后等待冷却和凝固,然后您可以获得最终部分。
经过数百年的发展,沙铸件已成为金属铸造中最灵活,最广泛使用的方法之一。是否选择它取决于设计要求,成本注意事项,生产批次和工厂制造的可行性。它最有力的功能是其强大的设计自由,可以生产各种形状和复杂结构的一部分,尤其是具有内部渠道的大型工件和组件。
沙子铸造流行的主要原因:
- 成本效益:便宜!霉菌成本很低,沙子本身并不昂贵,整体过程经济也不错。
- 超高的灵活性:它可以符合小批量定制的生产,也适用于大型工业应用(例如汽车零件)。
- 高形状的兼容性:它可以处理简单的形状或精致,复杂的结构,甚至需要使内部空腔的部分。
- 广泛的材料通用性:它适用于各种金属材料。
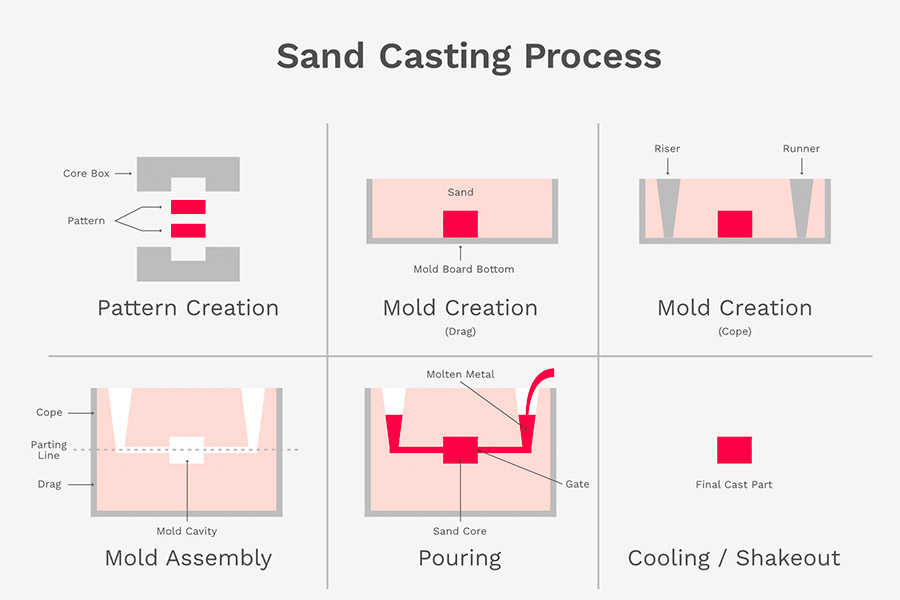
如何以台阶完成砂光?
1。准备材料
沙是主要成分,需要与粘合剂混合以将沙粒固定在一起。有时会添加添加剂,例如粘土,煤粉或特殊化学物质,以使砂霉菌更强壮,更透气,更易于冷却后分解。
关键是选择正确的沙子:它必须能够承受熔融金属的高温,具有良好的透气性,可以使气体平稳排放,并易于去除铸件。例如,在铸造铝制零件时通常使用的铝砂铸造对沙子性能有特定的要求。
另外,这也是必要的:要倒入的熔融金属液体,最终铸造形状的模型以及制作砂霉菌的各种工具。
2。制作模型
首先,使用木材,塑料或金属制作最终铸造形状的型号。
通常通过分别按下上层和下部沙盒中的相应腔,将该模型压入混合砂中。上下沙箱结合在一起形成一个完整的腔,这是熔融金属最终将填充并形成铸件。
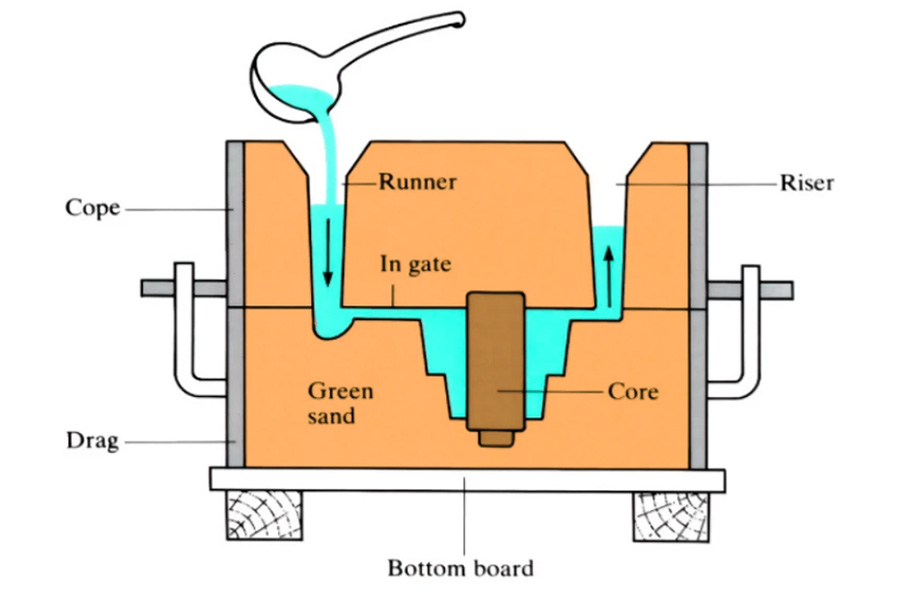
3。设计浇注系统
熔融金属需要一个特殊的通道才能流入模具腔,即浇注系统。铸件的质量由该系统的设计直接确定。良好的系统应简单,高效,降低熔融金属的湍流,并阻止炉渣和气体。
浇注系统主要包括以下部分:
| 成分 | 功能 | 关键点 |
| 门杯 | 倒入熔融金属的漏斗。 | 第一个入口。 |
| 泉水 | 熔融金属从浇注杯中垂直流动的通道。 | 通过重力流动。 |
| 跑步者 | 水平通道连接浇口和成分。 | 分发熔融金属,通常会阻止炉渣。 |
| 发育 | 熔融金属进入腔的最后入口。 | 控制流量和方向以防止闪光灯。 |
| 立管 | 储存过多的熔融金属。 | 当铸件冷却和收缩时,补充金属缺失。 |
4。放置核心
如果在铸件的中间需要一个空腔或孔,则必须在盒子关闭之前放置核心。芯也是由沙子制成的实心块,该块精确地放在模具中的保留位置。在倒入过程中,熔融金属将围绕芯填充空间。冷却和凝固后,将芯除去芯,并在铸件上形成所需的腔或孔。
5。倒金属和冷却
小心地将熔融金属从浇注杯中倒入,以填充整个腔和浇注系统。
熔融金属填充后,让它缓慢冷却并凝固成坚固的铸造。控制冷却速度很重要。太快或太慢可能会影响铸件的最终性能和维度准确性。冷却方法可以是自然冷却的,有时还需要风扇,水雾和其他辅助手段来控制它。
6。处理沙子和铸件
铸件完全冷却并变硬后,将沙子除去,沙盒被拆卸,并敲打沙子并摇动沙子,以使包裹在铸件上的沙子掉下来,然后将铸件取出。被删除的铸件将被发送清洁闪光灯,毛刺和随后的加工过程。
我们称之为旧沙子的大多数去除的沙子可以回收并重复使用。每次回收时,都会丢失一些沙子,这需要添加一些新的沙子以满足下一次铸造的要求。
哪些类型的沙子铸造过程是什么?
1。绿沙子铸造:
它是最受欢迎和传统的沙子铸造方法。它的简单沙子含有粘土和一点水。 “湿”用于沙子中的水含量,就像胶一样,可用于结合沙子和粘土,从而使制作模型易于制作。
这种方法的优点是,制作砂霉时很容易修改,取出模型也很方便,并且铸件的大小相对准确。
因为它是简单,灵活和经济的,所以特别是在需要批量生产,例如汽车零件和机器零件。这是我们公司铸造厂的基本过程。
2。干砂铸造:
实际上,这可以被视为湿沙铸造的升级版本。制作湿砂模后,不要立即倒入熔融金属,而是将其放入烤箱中以彻底干燥水。
干燥后,砂霉变得越来越坚固,内部差距较少。以这种方式制作的铸件具有光滑的表面,更精确的维度和更少的内部缺陷。随着额外的干燥过程,时间和成本比湿沙略高。
3。外壳铸造:
这是第二次世界大战期间德国人发明的一种方法,该方法特别适合大量生产具有光滑表面和精确尺寸的小部分。
所使用的沙子非常特别:它是非常细的二氧化硅砂,几乎没有粘土,然后与树脂胶混合,该树脂胶在加热时会变硬,通常是酚类树脂。
该方法也是唯一的:将混合沙子撒在金属霉菌板上。当沙子撞到热板时,表面上的树脂融化并粘在沙子上,形成了约6毫米厚的硬壳。需要再加热几分钟才能成为实心壳模。
该壳模非常薄且光滑,因此铸件的表面质量很好,尺寸是准确的,并且所使用的沙子量远低于湿沙。它非常适合制作精确的零件需要大量生产,例如汽车发动机的某些部分。
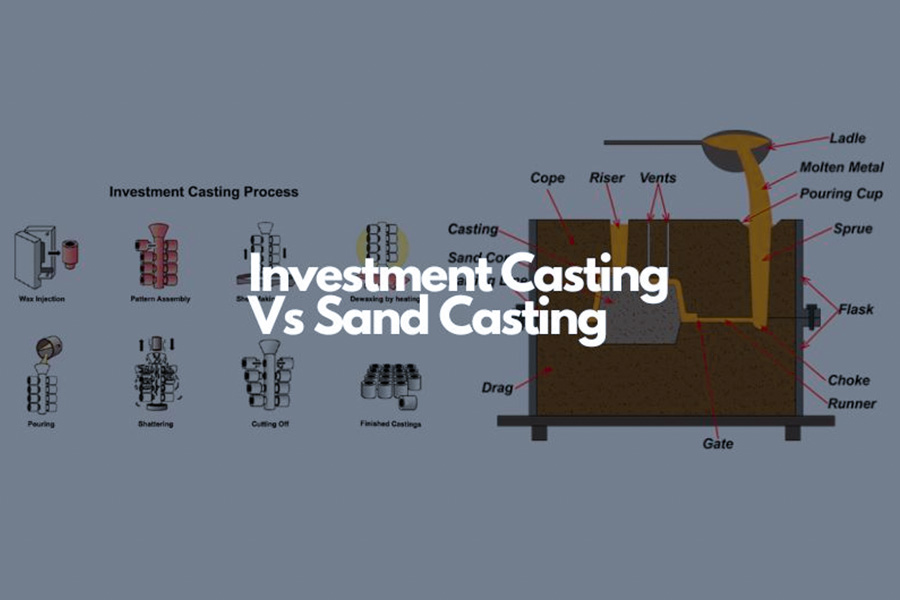
沙铸vs投资铸造:什么是核心差异?
1。不同的模具材料
两种方法之间的核心差异是模具的材料。投资铸造依赖于陶瓷材料制作模具。它是在蜡模型上,并且逐层涂上特殊的陶瓷泥浆以形成硬壳结构。
相反,沙子铸造使用砂作为主要材料,通常将二氧化硅砂与粘土或树脂混合形成。
2。设计能力比较
如果您的零件设计非常复杂,结构薄或细节,那么投资铸造的优点就显然更为明显。它利用蜡模特性轻松塑造各种细节。
虽然沙子铸造也可以产生许多复杂的形状,很难产生薄或细的结构,因为沙子很容易崩溃。
3。生产规模和成本
当涉及投资铸造与砂铸件的成本时,生产量是关键。沙铸造模具简单且低成本,特别适合大规模生产。当处理的零件数量较大时,单位价格非常实惠。
投资投掷模具是昂贵和耗时, 和更多的适合对于小批次运行。他们值得选择何时需要高精度和完成要求。以下是典型生产量下的成本比较(单位是每种产品的成本范围),数据基于行业平均水平:
| 生产量范围 | 投资铸造成本(每件) | 沙子铸造成本(每件) |
| 小批次(1-100件) | $ 50-100 | $ 10-30 |
| 中等批次(100-1000件) | $ 30-60 | $ 5-15 |
| 大批次(1000倍) | $ 50+(不太成本效益) | $ 2-8 |
4。成品产品质量和精确度
投资铸造具有它是 定优势的表面平滑度和尺寸控制。它将要 投掷零件更细细节和较少的维数错误。由于沙子本身的性质,沙子铸造将具有相对粗糙的表面和较差的尺寸精度。当您想要高精度,光滑的零件时投资铸造通常是首选。
沙子铸造中使用的主要原材料是什么?
1。沙:
天然沙子,特别是在这种情况下,是石英砂的使用,因为它可以承受高温金属熔化的热量,并且不会过多地形成。沙子可用于形成模具的身体,并作为易于塑造金属零件的骨骼。
2。粘合剂:
沙子本身太松了,因此需要添加诸如粘土或树脂之类的“胶水”以将其紧密地保持在一起。这阻止模具崩溃倒金属时。常见的粘合剂是膨润土或酚醛树脂,根据铸件的类型选择。
3。添加剂:
为了提高沙子的性能,通常会增加降低或减少粘附问题,煤粉,木屑或淀粉变得更容易。这些东西就像调味。添加它们后,砂表面更光滑,铸件出来时会更干净,并且降低了残留物的风险。
4。水:
用于混合沙子,粘合剂和添加剂,并调节湿度,以便将所有材料均匀粘合。只有在适当量的水中添加水时,模具才能具有足够的强度和空气渗透性,可以在倒入过程中排出热空气。
沙铸造设计应考虑哪些因素?
1。圆角治疗
铸件上的所有交叉点都不是尖锐的角落,必须设计为圆角过渡。这非常重要,因此铸件不容易收缩或裂纹,并且可以减少压力浓度引起的裂缝风险。
2。铸造系统设计
必须仔细设计铸造系统,包括浇注杯,直跑者,跨赛跑者和内门。它的核心功能是允许熔融铁或铝平滑流入整个霉菌腔,以避免溅出或倒入不足。
3。分开表面选择
模具的分离表面应尽可能地是平坦的水平表面。根据铸件的形状要求,该位置应尽可能低。这是为了简化霉菌的生产,易于降解和容易从铸件中清除毛刺。
4。预备加工津贴
如果以后要在车床或铣床上处理铸件,则必须在设计过程中施放一定的厚度,即加工津贴。这种厚度通常在1.5毫米至6毫米之间,具体取决于铸件的大小,复杂性,处理要求和铸造过程水平。
5。设置草稿角度
为了使铸造在冷却后从砂模中平稳去除,垂直于分节线的表面在模具上必须以一定的倾斜角设计,称为草稿角,通常3°至5°就足够了
6。最小壁厚极限
铸件的壁厚不能太薄,否则熔融金属可能不会平稳地流动以填充整个区域,并且很容易产生诸如冷闭合或倒入不足之类的缺陷。
对于轻巧的非金属铸件,例如砂铝,建议的最小壁厚通常不小于5 mm。对于诸如铸铁和铸钢等金属,必须至少6毫米。
7。经济批次考虑
沙子铸造过程可以产生广泛的铸造重量从理论上讲,从不到1公斤到20吨以上。为了实现经济可行性,由于制造,建模,冶炼和其他链接的固有成本,单个生产的金属进料量通常至少为300公斤,具有成本效益。在此下方,每件费用是 更大。

哪种类型的零件或产品适合沙子铸造?
1。医疗和能源设备
尽管需要高精度要求,但仍在大型或基本零件中使用沙子铸造,例如重的基础和支撑框架大型医疗成像设备(例如CT,MRI)。医院中央天然气供应系统的大阀和管道配件。能量场中涡轮机和蒸汽涡轮机的巨大炮弹和阀门。这些零件的大小通常很大,结构上很复杂。
2。工业设备和通用机械
这是沙子铸造的核心阶段,包括各种工业泵的住房,叶轮和终端盖。压缩机和鼓风机的气缸,气缸盖和曲轴。阀体和阀盖各种阀门。齿轮,滑轮和飞轮。几乎所有工厂都可以找到砂铸件。
3。农业机械
农业机械通常在恶劣的环境中起作用,需要强大耐用的零件。它是广泛的用于拖拉机变速箱外壳和后桥外壳。播种机和收割机的关键结构框架和耐磨性部分,以及大型泵外壳和灌溉系统的阀门。
4。其他字段
- 消费电子:重型外壳和一些高端音频设备的大散热器基地。
- 艺术与建筑:大型雕塑,用于恢复历史建筑的装饰组件,金属栏杆和公园的装饰零件。
- 教育:用于演示演示,金属基础和工程实验室长椅框架的大型机械模型。
概括
作为传统的过程,沙子铸造仍在广泛 在制造业。它最大的优势是高成本效益,强大的物质适应性和出色的设计自由。从汽车的核心部分到建筑物的支撑结构,许多人可以通过沙子铸造在经济上实现。在JS,这是我们最核心和成熟的过程之一。
许多客户选择JS进行沙子铸造。关键是我们将传统流程与现代技术集成,大大提高效率30%,并缩短交付周期。应用优化的成型材料来帮助减少15%的缺陷。所有这些使我们能够为您提供有效的解决方案具有高成本效益和可靠的质量,同时保持沙子铸造的原始成本优势。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有任何明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng Network提供的性能参数,几何公差,特定设计特征,材料质量和类型或做工。这是买家的责任要求零件报价确定这些部分的特定要求。请与我们联系了解更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们拥有超过5,000多个客户的20多年经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是小体积生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
常见问题解答
1。沙子铸造的工作原理是什么?
将熔融金属倒入成型砂的空心模具腔中。熔融金属通过重力作用填充了腔。凝固和冷却后,砂霉破裂,并取出铸件。它适用于生产大型和中型的简单至中型金属零件。
2。如何制造砂霉?
将原型模型放在沙盒中,将模制砂填充在层中,然后将其压实。然后取出模型形成一个空腔,将上下沙箱组合在一起,然后打开浇注系统,最终形成可浇注的空心沙模。整个过程依赖于沙子的手动或机械压实。
3。为什么可以使用沙模铸造金属?
砂铸造使用难治砂形成一个空心腔,该空心腔具有高温抗性(> 1600℃),并能够承受熔融的金属侵蚀。沙子被粘合剂结合在一起以进行形状维护,熔融金属是将重力倒入腔中。冷却后,砂霉可能会破碎并去除以完成金属形成。
4。什么是分隔表面?
隔离表面是指将沙盒分为上下的接触表面,或者是在沙子铸造中的上下或多个部分。它通常沿模型的最大横截面设置,以促进模型从腔体中平稳地去除,同时确保形成铸件后在该位置形成可见的分隔线或毛刺。
资源

