

В 1872 году родилась первая в мире инъекционная формовка, которая заложила основу для роста процесса формования пластиковой инъекции. Теперь бесчисленные пластиковые детали в нашей жизни, от больших автозаработков до небольших оболочек домашнего прибора, изготавливаются путем литья под давлением и чрезвычайно широко используются.
Причина, почемупластиковая литьяМожет быть первым в области пластической обработки, заключается в том, что она может стабильно и эффективно производить большое количество высококачественных пластиковых деталей. Фактически, вся инъекционная литьевая отрасль находится на хорошем пути, и прогнозы показывают, что к 2028 году ее рынок будет расти с совокупным годовым темпом роста на 4,6%.
Но опять же, хотя машины для литья под давлением могут быстро и производить большие величины, чтобы гарантировать, что каждая часть соответствует стандарту, каждый шаг во всем процессе не может быть неаккуратным и должен строго контролироваться!
Итак, что такое пластиковая литья? Как это делатьОпытные производителиконтролировать его, чтобы создать лучшие пластиковые детали? Далее, давайте поговорим об этих ключевых основах и методах управления.
Что такое пластиковая литья?
Пластиковое литье под давлением является одним из самых основных процессовПолем Проще говоря, это литье под давлением, которое является методом массового производства пластиковых деталей.
Литье пластикового инъекций (часто называемое литьем под давлением) действительно является одним из наиболее распространенных и эффективных процессов для производства пластиковых деталей сегодня. Проще говоря, это пластиковые услуги литья под давлением, разработанные специально для массового производства.
Весь процесс литья под давлением неотделим от трех основных элементов: машины для литья под давлением, пластиковое сырье и разработанные и изготовленные формы.
Основной процесс очень ясен:
- Кормление и плавление: пластиковые частицы помещаются в бункеру на подпредьем формованной машине и нагревают в стволе, пока они не будут полностью расплавлены в плавное расплав.
- Инъекционное формование: расплавленный пластик быстро вводится в предварительно обработанную полость в форме под высоким давлением. Форма этой полости напрямую соответствует геометрии конечной части.
- Охлаждение и формирование: пластиковый расплав остывает и затвердевает в закрытой полости.
- Выброс деталей: плесень открывается, формованная часть выброшена, а производственный цикл завершается.
Поэтому,Когда вам нужно массово производить пластиковые деталиС стабильными формами и строгими требованиями к качеству, литье под давлением почти всегда является предпочтительным техническим решением.
Каковы основные особенности пластикового литья?
1. Чрезвычайно высокая повторяемость и размерная последовательность
Это основное преимущество литья под давлением. Благодаря точным вакансиям для формования в пластиковой инъекции, литье под давлением может непрерывно и стабильно производить детали с очень последовательными геометрическими формами и допусками размеров. Даже в крупномасштабном производстве повторяемость деталей превосходна.
Это важно для приложений, которые требуют строгого сопоставления толерантности и взаимозаменяемости.Пользовательская пластиковая литьяПолагается на это, и сложный пользовательский дизайн идеально восстанавливается с помощью точных форм, чтобы каждый из них соответствовал стандартам.
2. крупномасштабная эффективность производства и экономика
Как только запускается машина для литья под давлением, производственный ритм очень быстрый. Инъекционное формование очень подходит для массового производства. Цикл литья одной части обычно короткий (от секунд до минут), и производственный процесс может быть высоко автоматизирован.
Это означает, что когда вам нужно делать тысячи частей, стоимость одной части будет в среднем. Это его огромная стоимостьпреимущество перед 3D -печати, особенно для продуктов, которые необходимо производить массово.
3. Гибкость проектирования
Инъекционное формование является выдающимся при обработке индивидуальных сложных форм. Будь то особенно гладкая изогнутая поверхность или сложная внутренняя структура, она может быть точно воспроизведена. В то же время процесс также поддерживает специальные технологии, такие какВставьте формование, двухцветное литья и украшение в виде, что значительно расширяет возможности дизайна продукта.
4. Материальная адаптивность
Большинство термопластиков, от общих пластиков общего назначения до высокопроизводительных инженерных пластиков, подходят для литья под давлением. Это позволяет нам гибко выбирать материалы в соответствии с потребностями при разработке продуктов,который является ключевым фактором в поддержке индивидуальных продуктовПолем
5. Отличное качество поверхности
Хорошая плесень определяет не только форму, но и эффект поверхности. От высокого глянцевого до матового, различных текстур до тонких узоров, они могут быть непосредственно сформированы, уменьшая необходимость вторичной обработки. Некоторые поверхностные обработки могут быть даже завершены одновременно в форме.
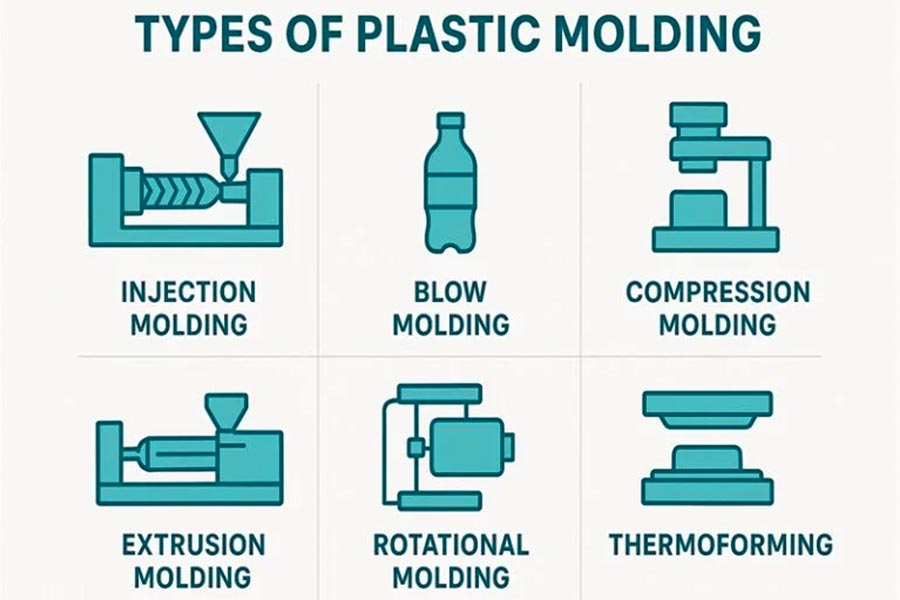
Каковы основные типы пластикового литья?
1. Безулевание
Основным принципом пластикового выдутого формования является продувка воздуха в кусок нагретого и размягченного пластика. Этот выпуклый пластиковый пузырь будет продолжать расширяться, пока он полностью не заполнит каждый уголок формы и плотно не станет формой формы. Когда пластик охлаждается и затвердевает, откройте плесень, и вновь изготовленная пластиковая часть может быть выведена.
Этот метод формования удараможет быстро и экономически производить большое количество пустых цельных пластиковых деталейПолем Потому что толщина стены взорванных вещей относительно однородна и относительно тонкая. Следовательно, от маленьких, таких как бутылки для напитков и бутылки с лекарствами, до больших, таких как резервуары для хранения и бочки, если это такая пустого контейнера, выдувка особенно хороша.
2. Сжатие формования
Компрессионное формование должно положить предварительно разогретый и смягченный пластиковый блок в нагретую форму, а затем закрепить форму и нажать твердо, а пластик прижимается в форму формы. После того, как он остынет и затвердевает, откройте форму и выньте готовые детали. Этот процесс нагрева и давления называется отверждением, что может сделать пластиковые детали более сильными и стабильными по форме.
Этот процесс особенно популярен. Он часто использует некоторые армированные пластиковые материалы. Эти материалы сами по себе сильны. В сочетании с процессом отверждения сжатия, сделанные детали более сильнее, более долговечны и имеют более длительный срок службы, чем те, которые сделаны общимипластиковая литьяПолем Следовательно, сжатие литья особенно хороша в создании деталей, которые требуют высокой прочности, таких как автомобильные детали, электрические детали, кнопки на одежде и даже ключевые компоненты в пуленепробиваемых жилетах.
3. Инъекция литья
Среди многих процессов пластикового литья, литья под давлением выделяется для ее превосходной универсальности. Он может эффективно производить детали с широким спектром размеров и форм.
Основной принцип инъекционного литья является относительно простымПолем Расплавленный пластик впрыскивается в точную стальную форму под высоким давлением. Плесень содержит полость, которая согласуется с формой конечной части. После охлаждения и затвердевания форма открывается и формованная часть выбросает через эжекторную систему. Хотя принцип прост, управление процессом в реальном производстве является ключом к обеспечению того, чтобы тысячи частей оставались весьма последовательными.
4. Экструзионная литья
Экструзионная литья немного похожа на сжимание зубной пасты, но она сжимает расплавленный пластик. Самая большая разница между ним и некоторыми другими методами обработки пластиковой обработки состоит в том, что форма выходов формы определяет, как выглядит конечный продукт. Сама форма больше похожа на фиксированную розетку здесь, а не на закрытое пространство.
Внутри экструдера есть вращающийся винт, который нагревает и растает пластиковые частицы, а затем толкает расплавленный пластик вперед и вытесняет его из определенной формы отверстия формы. Таким образом, экструдированная пластиковая полоса становится формой отверстия плесени.
Общие формы формы и примеры продукта:
| Форма открытия плесени | Типичные экструдированные продукты |
| Вращение | Водные трубы, напитки соломинки, проволочные кожухи. |
| Квадрат | Дверные и оконные уплотнения, декоративные линии, рамки профиля. |
| L-тип | Уголки на стенах, краевые охранники, подкрепление рамы. |
| U-образный | Слайд -рельсы, каналы, водяные гиды, декоративные канавки. |
| Т-тип | Уплотнительные полоски, разделители, декоративные молдинги. |
| Я формировал | Структурные профили (такие как легкие строительные материалы, опорные балки). |
Пластиковый профиль, который экструдирован, будет таким же, как отверстие плесени. Этот процесс особенно хорош в том, чтобы сделать вещи, которые имеют одинаковую форму от начала до конца,Особенно продукты, которые требуют непрерывной длины, такие как трубы, воздуховоды и уплотнения двери и оконПолем
5. Ротационное формование
Это относительно особый метод для производства пластиковых деталей, также известных как ротационное литье. Его основная идея состоит в том, чтобы использовать нагрев и двухосное вращение, чтобы позволить порошкообразному пластику образовать неотъемлемая часть на внутренней стенке формы.
Процесс заключается в следующем:
- Кормление: положите пластиковый порошок в полную форму.
- Нагревание и вращение: плесень отправляется в нагревательную печь и начинает медленно вращаться вокруг двух вертикальных оси. Таким образом, порошок постепенно тает и становится липким от нагрева и вращения, а затем равномерно прилипает к внутренней стенке всей формы.
- Охлаждение и формирование: когда порошок полностью распространяется и сливается в форме, плесень продолжает вращаться, охлаждая, чтобы позволить пластиковой части затвердеть внутри.
- Удаление детали: когда форма открывается, вы можете взять полную часть с полной формой и однородной толщиной стенки.
Этот процесс экономически эффективен и экономит материал,Подходит для изготовления больших и пустых контейнеров, который является как экономичным, так и экологически чистым.
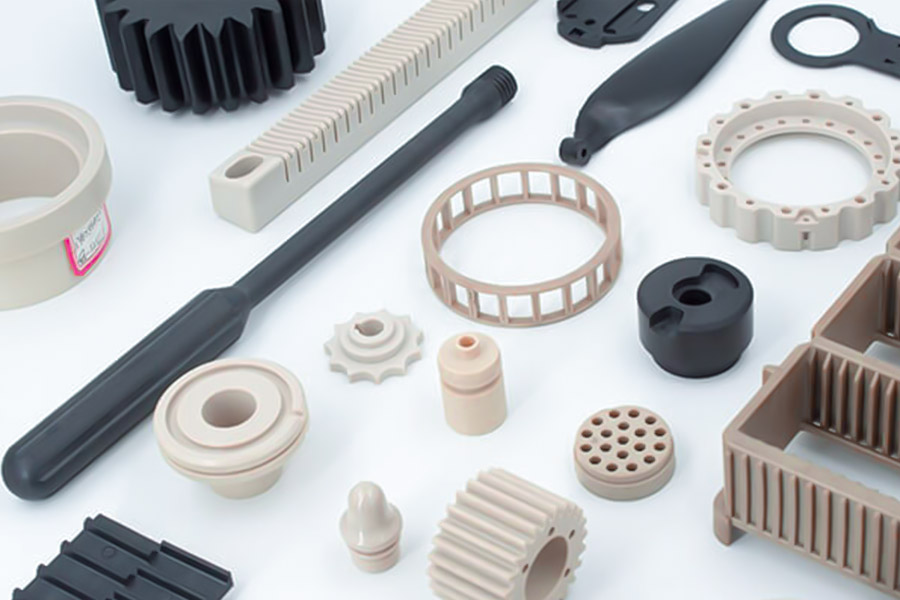
Какие отрасли используют пластиковую литью инъекции?
1. Электронные приборы
Корпус мобильного телефона в вашей руке, клавиши с клавиатурой компьютера, рамки отображения, различные зарядные устройства, оболочки заглушек, блоки терминала внутри машины и даже оболочка дистанционного управления кнопкой на телевизоре, все должны быть сделаны с помощью литья под давлением. Многие мелкие детали также могут быть сделаны таким образом, а материалы в основном являются термопластиками.
2. Автомобильная промышленность
Автомобильная пластиковая инъекционная литья особенно широко используется здесь!От обложки фар, бамперов и украшений решетки решетки вы можете увидеть за пределами автомобиля, до оболочки приборной панели, вентиляционных отверстий воздуха, различных переключателей кнопок внутри автомобиля, включая некоторые детали в отсеке двигателя, которые не подвергаются непосредственно на высоком огне, все они изготовлены путем литья инъекции. Большое количество и высокие требования.
3. ежедневные потребительские товары
Зубная щетка, расчески, мысли и ведра, зажимы для вешалки, мусорные баки, различные небольшие инструменты на кухне и игрушечные раковины, которые вы используете каждый день, изготовлены путем литья под давлением. Просто, дешево и практично.
4. Медицинское оборудование
Эта область имеет очень строгие требования. Стержень ядра шприца (такая часть), некоторые оболочки оборудования, которым не нужно контактировать с жидким медицином или кровью, покров оборудования для испытательного оборудования, одноразовые блюда по культуре, хирургические лотки и т. Д. Требования к материалам, чистоте окружающей среды и точности размера продукта очень высоки, и они являютсянеобходимо сделать с точным литьем инъекцииПолем
5. Промышленные продукты
Например, ручки для инструментов, оболочки для инструментов,Оболочки кнопок и крышки различных машин, детали на конвейерных ремнях, лопасти вентилятора и некоторые относительно сильные детали, такие как шестерни, шкивы и трубные суставы, изготовленные из инженерных пластмасс, прочные и прочные.
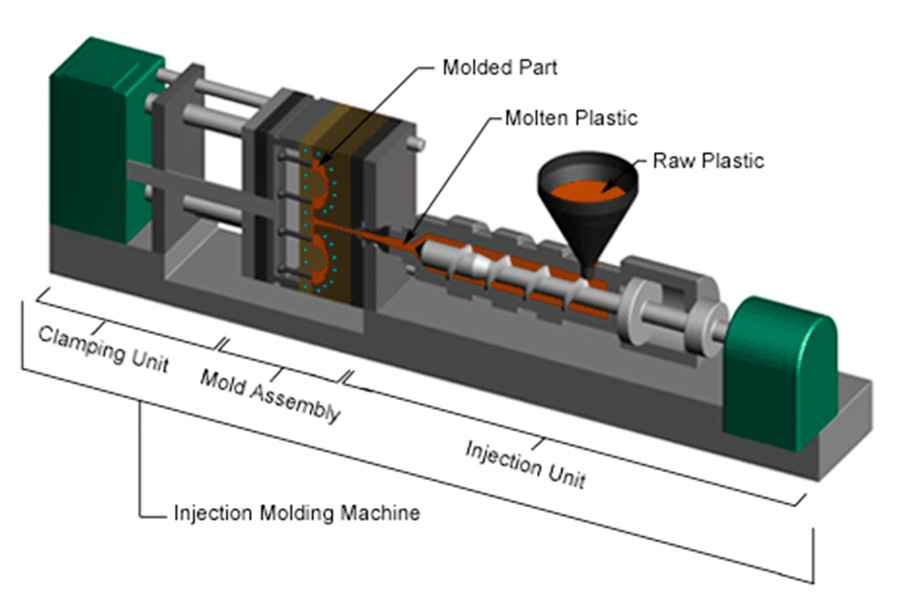
Как создается машина для литья под давлением?
Типичная инъекционная формовочная машина, как правило, представляет собой горизонтальную длинную полосу конструкцию. Его основная функция состоит в том, чтобы растопить пластиковые гранулы, а затем вводить их в форму под высоким давлением. Основные компоненты включают:
1. Хоппер:Расположенный в задней части или верхней части машины, в форме большой воронки. Пластиковые шарики сырья добавляются в машину отсюда.
2. Материальный цилиндр:Длинный цилиндр, соединенный к нижней части бункера. Пластиковые гранулы начинают свое путешествие отсюда.
3. Вид:Толстый спиральный стержень, установленная внутри ствола, которая может вращаться. Он управляется двигателем, передает и уплотнения пластиковые гранулы вперед во время вращения во время работы.
4. Выживание катушки:Электрический нагревающий элемент, обернутый вокруг внешней стенки ствола (обычно кружок нагревающих поясов). Они обеспечивают тепло, чтобы постепенно нагревать и растопить пластиковые гранулы в стволе в вязкое расплавленное состояние. Температура ствола обычно точно контролируется в разделах.
5. Столковое устройство зажима:
Это вход и мощность машины, ответственный за два основных действий:
- Заблокировать/открыть форму: обеспечивает огромную силу, чтобы плотно закрыть две половинкиплесень во время инъекции, чтобы противостоять высокому давлениюКогда пластик вводится.
- Выброс деталей: после формования и охлаждения плесень открывается, и затвердевшие пластиковые детали выталкиваются из формы с помощью механизма выброса (обычно выталкивающее штифт или эжектор).
Обычные методы зажима плесени:
| Характеристика | Стиль локтя (механический) | Прямое давление (гидравлическое) |
| Рабочий принцип | Используйте механизм сцепления на локте, чтобы усилить силу гидравлического цилиндра для блокировки плесени. | Гидравлический цилиндр непосредственно генерирует и передает силу блокировки. |
| Скорость | Скорость открытия и закрытия формы быстрая. | Скорость открытия и закрытия формы относительно медленная. |
| Потребление энергии | Поддержание потребления энергии давления после блокировки плесени относительно низкое. | Весь процесс блокировки требует гидравлического обслуживания, что приводит к высокому потреблению энергии. |
| Зажимная сила | Обычно используется для малых и средних машин, диапазон сил блокировки ограничен. | Сила блокировки является большой и равномерной, подходящей для крупных форм/высоких требований к силе блокировки. |
| Структура | Структура относительно сложна (механизм сцепления). | Структура проще и прямо. |
| Общие приложения | Маленькие и средние формованные машины среднего размера используются для производства мелких или средних деталей. | Средние до большого инъекционного формованного литья используются для производства больших, точных или высоких деталей спроса. |
6.
Это основной пользовательский компонент, который определяет окончательную форму продукта. Обычно состоит из двух частей:
- Установленная форма: исправлена на стационарной стороне машины.
- Перемещение плесени: исправлена на подвижной стороне устройства зажима.
Когда устройство зажима толкает движущуюся форму к фиксированной форме и блокирует ее, полость, которую они образуют вместе, является формой пластиковой части. Расплавленный пластик впрыскивается в эту полость для образования.
На пластиковой фабрике литьяИменно эти детали работают вместе, от кормления, отопления и таяния, инъекции высокого давления, блокировки плесени, охлаждения и отверждения до окончательного выброса деталей, для достижения эффективного, точного и крупномасштабного производства пластиковых изделий.
Как процесс формования JS делает пластиковые детали подходящими для вас?
В JS мы сосредоточены на том, чтобы точно преобразовать ваш дизайн в высококачественные и высокие пластиковые детали с помощью технологии формования точной инъекции. Ключ заключается в том, как мы это делаем:
- Precision Flom-это ядро: мы инвестируем в создание высокопроизводительных форм, которые идеально соответствуют вашему дизайну, что является краеугольным камнем точного размера детали и идеального внешнего вида.
- Знание материалов, зная вас лучше: с богатым опытом,Мы помогаем вам выбрать самый подходящий материалдля производительности и стоимости из широкого спектра пластмассы.
- Управление процессом:Наша команда оборудования и инженерииТочно управляйте параметрами ключей, такими как температура, давление, время и т. Д., Чтобы убедиться, что каждая партия деталей является стабильной и надежной, снижая проблемы, такие как вспышка и усадка.
- Быстрое решение проблем: от обзора дизайна до производства наша инженерная команда участвует во всем процессе, быстро идентифицирует и решает потенциальные проблемы и обеспечивает плавное массовое производство.
Выбор JS,Опытные пластиковые компании по формитированию инъекций, означает, что вы получаете не только детали, но и надежные решения от проектирования до доставки, а также эффективного, стабильного и пластикового партнера по производству деталей, который соответствует вашим строгим требованиям.
Краткое содержание
Пластиковое литье под давлением может создавать различные спецификации продуктов путем циркуляции горячего пластикового расплава в течение десятков секунд, отМаленькие и точные медицинские устройствадля больших автомобильных деталей. Ключ должен взглянуть на тщательный контроль над проектированием, материалами, плесеньми и параметрами.
Я надеюсь, что вышеперечисленное может помочь вам понять, как работает литья инъекции. Для любой компании, занимающейся литьем пластиковой инъекции, освоение этой технологии является основной способностью реализовать производство продукции.

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Каков основной принцип литья пластиковой инъекции?
После таяния пластикового сырья он впрыскивается в полость закрытой формы под высоким давлением, охлаждается и затвердевает и, наконец, выбросит, чтобы получить пластиковый продукт, соответствующий форме полости.
2. Как работает инъекция формованной машины?
Нагрейте и растопите пластиковые частицы, введите их в полость замкнутой формы под высоким давлением, сохраняйте давление, охладите и затвердите, открывайте форму, выбросите продукт и выполните его в цикле.
3. Какова функция формования пластиковой инъекции?
Дайте расплавленному пластику точную форму и структуру, управляйте пластиковым потоком через полость, охладите и, наконец, образуйте пластиковый продукт с определенными геометрическими характеристиками и точностью размеров.
4. Каковы преимущества литья пластиковой инъекции?
Эффективное массовое производство сложных точных пластиковых деталей, высокая точность размеров продукта, хорошее качество поверхности и чрезвычайно низкие затраты на единицу, подходящие для автоматизированного крупномасштабного производства
Ресурс
Инъекционный формовочный аппарат

