

Пластиковая литьяявляется одним из самых основных и часто используемых процессов для производства пластиковых изделий. Он нагревает и растает пластиковое сырье в формовочной машине для подпредьем, чтобы сделать его источником. Затем под высоким давлением расплавленный пластик впрыскивается в определенное пространство для формы в плотно закрытой стальной форме через форсунку машины на высокой скорости. После того, как пластик заполняет полость, он затвердевает с помощью системы охлаждения внутри формы. Наконец, когда форма открывается, можно получить пластиковую часть с точной формой полости.
Сила этого процесса заключается в его способности эффективно и точно формировать чрезвычайно сложные геометрические формы. Многие из этих форм являются либо дорогостоящими, неэффективными, либо просто невозможными для достижения других методов производства.
Итак, прежде чем оценить,Ваш проект подходит для пластикового литья для литья под давлением, будет полезно понять следующие ключевые моменты.
Что такое пластиковая литья?
Литье пластикового инъекции является основным методом производства различных индивидуальных пластиковых деталей, будь то ежедневные потребности или высококлассные промышленные продукты.
АПроцесс литья пластиковой инъекцииСначала нагревает и растает небольшие пластиковые частицы, а затем заставляет их в полость металлической формы. После того, как пластик охлажден и закален внутри и имеет форму, откройте форму, выньте формованные детали, и они в основном готовы к использованию.
Его самое большое преимущество заключается в том, что он особенно подходит для массового производства. Во -первых, существует меньше материальных отходов, а во -вторых, стоимость каждой части может быть очень низкой. Из -за этого, такие отрасли, как медицинские устройства, ежедневные потребительские товары и автомобильные детали, особенно любят их использовать.
JS-ведущая в отрасли пластиковую инъекционную компаниюПолем Если вам нужны пластиковые услуги литья под давлением, мы можем сделать это здесь. Будь то доказательство и прототипирование, или окончательные части формального производства, мы можем справиться с этим. Части могут быть доставлены вам в течение 1 дня.
Как пластиковое литье под давлением делает продукты шаг за шагом?
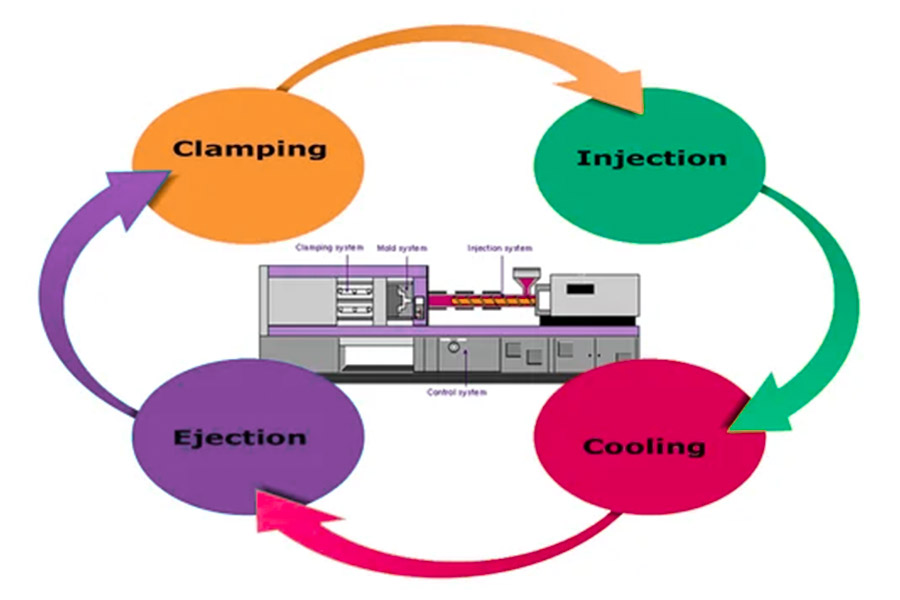
1. Закрытие плесени
Первый шаг пластикового инъекционного литья - плотно закрыть плесень. Обычно есть две половинки плесени в машине для литья под давлением. Этот шаг состоит в том, чтобы переместить нижнюю половину формы вперед и плотно установить ее верхней половиной формы.
Когда две половинки формы полностью закрыты, поднятые и утопленные части внутри них (профессионально называемые ядрами и полостями) оставят место посередине. Форма этого пространства - это форма пластикового продукта, который мы хотим сделать в конце.
В это время машина для формования под давлением использует много усилий, чтобы плотно заблокировать плесень. Убедитесь, что верхняя и нижняя плесень всегда может соединиться на последующих этапах, даже на поверхности сильного давления впрыска. Этот шаг особенно важен для того, можно ли сделать хороший продукт позже.
2. Инъекция/начинка
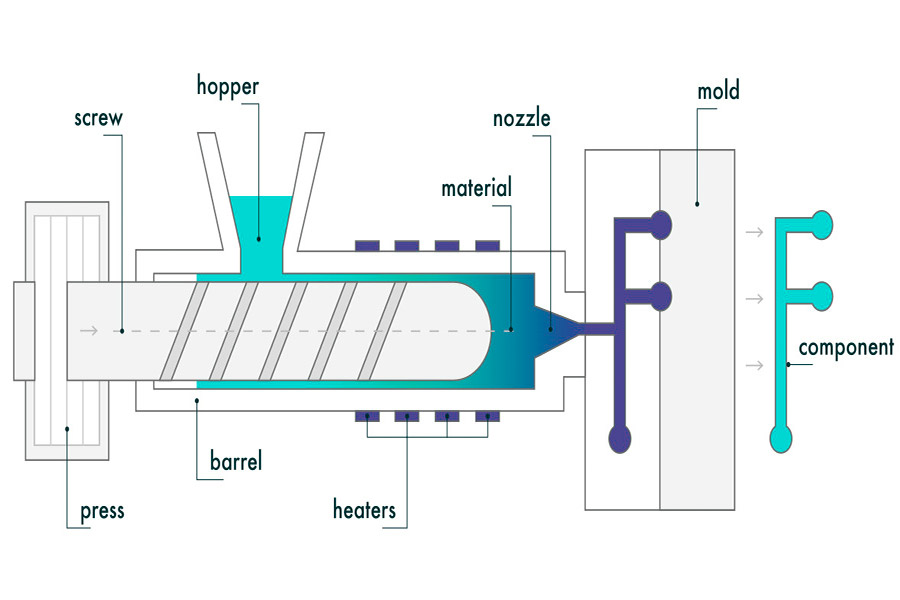
После того, как плесень прочно заблокирована, следующий шаг -Введите расплавленный пластик в полость формыПолем
Пластиковые гранулы падают с бункера в нагретый ствол. Вращающийся винт в стволе переносит гранулы вперед, используя внешнее нагревание и его собственное трение, чтобы растопить их в жидкость, называемую расплавкой.
Расплавленный пластик выдвигается к передней части винта и собирается. После достижения предустановленного объема впрыска винт останавливается.
Следуют критической стадии инъекции: гидравлическая система сильно толкает винт вперед на высокой скорости, вводя расплавленный пластик через сопло и в форму при высоком давлении. Пластик протекает через систему бегунов плесени (включая основного бегуна и бегуна ветви) и в конечном итоге заполняет полость, образованную закрытой формой.
Основная цель этого шага - быстро, равномерно и полностью заполнить всю полость под высоким давлением. Только таким образом все детали формы могут быть точно воспроизведены наОбеспечить точность формы и размера продуктаПолем
3. удержание давления
ПослеПластиковый расплав быстро заполняет полость пресс -формы под высоким давлением, работа не выполнена. В настоящее время машина не будет разгрузить силу немедленно, но продолжит поддерживать определенное давление впрыска. Мы называем этот этап давление.
Когда пластик охлаждается от горячей жидкости до твердого вещества, объем будет естественным образом сокращаться (точно так же, как тепловое расширение и сокращение). Если давление не будет продолжено, пластик, который охлаждает и затвердевает, будет уменьшаться и образовывать полость внутри продукта или сделать размер меньше, а форма искажается.
В настоящее время продолжайте поддерживать пластик со спины, чтобы в полость можно было добавить больше расплавленного пластика, чтобы компенсировать часть объема, который освобождается из -за охлаждения и усадки. Сделайте конечный продукт полным, плотным и точным по размеру.
Распространенные ссылки на классификацию давления пластика следующие:
| Диапазон удержания давления (MPA) | Сложность работы |
| 80 - 100 | Идеал |
| 100 - 120 | Сложнее |
| > 120 - 150 | очень высоко |
Если он превышает 120-150 МПа, требования к машинах, формам и управлению процессами будут очень высокими.
4. Охлаждение и затвердевание
После того, как расплавленный пластик заполняет полость пресс -формы, плесень должна быть закрыта, чтобы пластик охладился и затвердел, переходя из жидкости на твердое вещество. Этот процесс сопровождается естественной усадкой пластика.
Контроль температуры формы является ключом:
- Температура формы напрямую влияет на качество продукции(например, деформация, поверхность и размер).
- Обычно плесень нагревается циркуляцией горячего масла или быстро охлаждается циркуляцией холодной воды.
- Несколько точных продуктов требуют переменного топлива/охлаждения в том же цикле и точного контроля температуры.
Время охлаждения очень важно:
Пластмассы должны быть охлаждены в форме в течение достаточного времени, прежде чем они смогут полностью затвердеть и установить. Если период слишком короткий, продукт может быть легко деформирован, а размер нестабилен. Если период слишком длинный, он создаст неэффективность. Необходимо найти подходящую момент времени, чтобы продукт был полностью установлен, и размер является наиболее стабильным.
После того, как пластиковые детали полностью охлаждены, затвердевают и достаточно твердые, вы можете перейти к следующему шагу.
5. Открытие плесени и выброс деталей
Следующим шагом является открытие формы и вытащить литом пластиковый продукт.
В отличие от начального процесса закрытия плесени, нижняя форма вернется и отпустит из верхней формы. Удобно, что часть, называемая эжектором внутри формы, должна оттолкнуть недавно отлитый и охлажденный продукт от нижней плесени.
Эти эжекторы особенно важны, особенно при изготовлении продуктов со сложными формами или толстыми стенами, которые нелегко демольд. Без эжектора некоторые продукты могут застрять в форме, и их практически невозможно вытащить их.
Другая ключевая проблема - гарантировать, что продукт не будет придерживаться верхней формы. Потому что верхняя плесень обычно не оснащена устройством эжектора. Поэтому,Проектирование хорошей системы эжектораТаким образом, продукт может падать гладко каждый раз, особенно важно для сглаживания всего производственного процесса и качества продукта.
Какие факторы следует учитывать при разработке пластиковых формованных форм?
1. Городская толщина стенки
Это главный приоритет! Неровная толщина приведет к различным скоростям охлаждения деталей. Тонкие детали будут затвердеть первым, а толстые детали будут затвердеть позже. Это легко сокращать, деформировать и даже производить внутреннее растрескивание напряжений.
2. Обработайте поднятые детали
Там, где корни этих мест соединяются с главной стеной, необходимо сделать округлый переход. Но ключевой факт в том, что этот округлый угол не должен утолливать корень! Корень утолщается, охлаждение замедляется, и его легко уменьшить и формировать ямы.При проектировании корневые округлые углы должны быть естественно переведеныбез увеличения местной толщины.
3. хорошо использовать ребра
Вставьте ребра в тонкие области или слабые точки детали. Размер ребра должен быть сведен к минимуму (обычно 50% -60% от критической толщины стенки), а корни также должны быть филе, и им необходимо дать световой конус, иначе они будут поцарапать или даже джема при выбросе.
4. Выбор позиции ворот
Ворота - это дверь для пластикового расплава, чтобы войти в полость, и очень важно, куда его положить! Если ворота открываются на видной внешней поверхности,это оставит уродливую марку воротПолем Попробуйте скрыть его в незаметном месте (например, внутренняя сторона, под ребра, и место, покрытое после сборки).
Во -вторых, положение затвора повлияет на направление потока пластика. Встаньте подальше от наличия линии сварки в месте высокого напряжения или высокой известности и делайте ее способным плавно протекать всю полость.
5. Выберите подходящую прощальную поверхность
Чем более сложная структура формы, тем больше требований к точности и тем выше используется качественный материал, тем ниже стоимость самой плесени.
При выборе поверхности прощания рассмотрим: как можно демольдровать часть самым простым способом? Где найти линию расставания, чтобы ее влияние на внешний вид был уменьшен?Многосторонние детали могут иметь более чем одну прощальную поверхностьПолем
6. Соображения стоимости
Чем сложнее структура пресс -формы, тем выше точности точности и, чем лучше используется материал, тем дороже будет сама форма.
При проектировании постарайтесь сделать структуру плесени простой, надежную, простую в обработке и простую в обслуживании при выполнении требований продукта. Если это может быть достигнуто с помощью простой структуры, не усложняйте это.
Что такоепластиковая литьяТипы машин?
На пластиковой фабрике литьяВыбор правильной машины - первый шаг. В настоящее время существует три основных типа машин: гидравлический, электрический и гибридный, и каждый из них имеет свои характеристики.
1. Гидравлическая инъекционная формовочная машина
Этот тип машины самый старый.Это был единственный выбор до японской компанииизобретенныйпервая электрическая машина в 1980 -х годахПолем Преимущества гидравлических прессов очень реальны:
- Низкая цена: это самая дешевая покупка и подходит для заводов с ограниченными бюджетами.
- Сохранение деталей: в случае, если детали разбиты или должны быть заменены после многих лет использования, аксессуары не только дешевле, но и легче покупать.
- Долгое: его гидравлические детали сильны и устойчивы к износу, с длительным сроком службы, обычно до десяти лет.
- Мощный: он может обеспечить чрезвычайно высокую силу зажима, которая очень подходит для продуктов с большим размером литья или высокими требованиями зажима.
2. Электрическая машина для формования
После его рождения в 1980 -х годах быстро стали популярны электрические формовочные машины. Преимущества перед нами:
- Высокая энергоэффективность: двигатель работает только при выполнении действия, и он выполняет столько же работы, сколько использует электричество, в отличие от гидравлической прессы, которая поддерживает насос в течение всего дня и тратит электричество.
- Легкое обслуживание: самое большое преимущество в том, что гидравлическое масло не используется! Нет риска утечки нефти, и нет необходимости часто менять нефть и фильтровать часто, что снижает стоимость расходных материалов и рабочей нагрузки на техническое обслуживание.
- Быстрая скорость и высокая точность: все действия обусловлены сервоприводами, с цифровым управлением, чрезвычайно высокой точностью повторения, а цикл формования обычно короче, и в основном не требуется наблюдение за человеком.
- Чистый и экологичный: особенность масла слишком критична! Это особенно подходит для областей с высокими требованиями для чистоты производственной среды,такие как производство медицинских деталей, и особенно безопасно использовать его в чистой комнате.
3 Гибридный формовочный аппарат
Многие люди думают, что микшер поглощает сильные стороны гидравлических и электрических, в основном для дополнения друг друга. Это действительно так:
- Комбинация сильных сторон: объединение энергосбережения и точности двигателя с преимуществами гидравлической прессы для обеспечения большой силы зажима.
- Высокоэффективная гидравлическая система: старый двигатель масляного насоса с фиксированной скоростью заменяется на регулируемой скорости с переменной частотой. Масляный насос работает только при необходимости, значительно улучшая скорость использования энергии гидравлической системы.
- Проще говоря, возможность простоя меньше, чем у чисто гидравлического или чистого электрического, а техническое обслуживание проще.
- Выдающаяся экономическая эффективность: она дешевле, чем полная электрическая и дорогая, чем полный гидравлический. Это экономичный и практический выбор,Особенно для производителей медицинских устройствкоторые обращают внимание на экономическую эффективность.
Сравнение трех типов инъекционных формовочных машин:
| Характеристика | Гидравлическая машина для формования | Электрический инъекционный формовочный аппарат | Гибридный формовочный аппарат |
| Уровень цен | ★ ★ ★ (низкий) | ★ (высокий) | ★★ (середина) |
| Уровень энергопотребления | ★ (высокий) | ★ ★ ★ (низкий) | ★★ (середина) |
| Стоимость обслуживания /расходных материалов. | ★ (необходимо изменить элемент масла/фильтра) | ★★★ (очень мало технического обслуживания) | ★★ (умеренный) |
| Рабочая скорость и точность | ★★ (приемлемо) | ★ ★ ★ (высокий) | ★ ★ ★ (высокий) |
| Уровень чистоты | ★ (Внимание должно быть обращено на нефтяные пятна) | ★★★ (без загрязнения нефти) | ★★ (меньше загрязнения нефти) |
| Заблокировка силы силы | ★ ★ ★ (Сильный) | ★★ (среда) | ★ ★ ★ (Сильный) |
| Типичное применение | Ограниченный бюджет, крупные предметы и средние требования к чистоте. | Высокие точные компоненты, медицинская чистая среда, стремление к эффективности и точке. | Балансирование экономии затрат на электроэнергию с сильными возможностями и высокими требованиями экономической эффективности. |
Следовательно, при выборе оборудования для обработки компании пластиковой литья под давлением должны всесторонне рассмотреть конкретные потребности и условия производства, а не только цену машины.

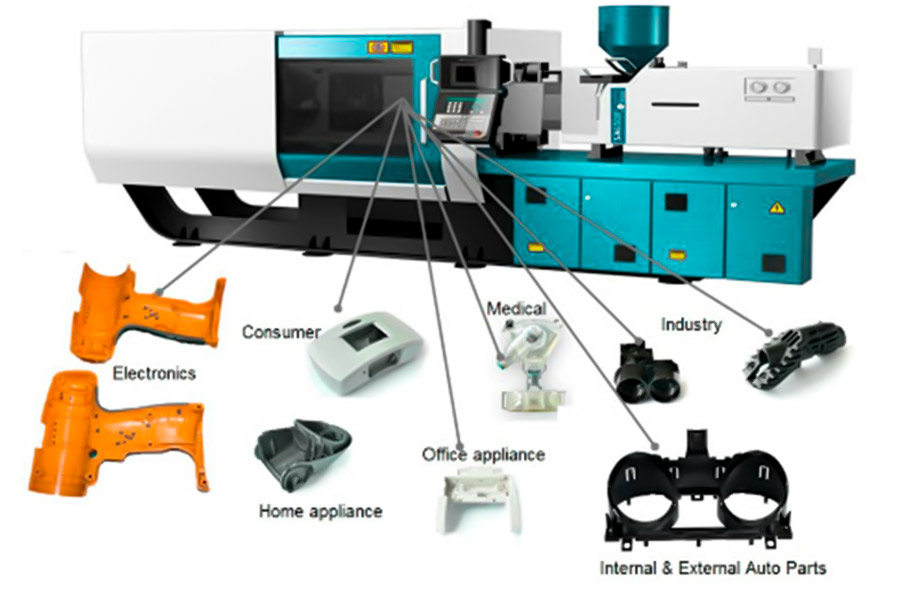
Каковы ключевые применения пластикового литья?
1. Медицинская промышленность
Медицинская область имеет чрезвычайно высокие требования к качеству продукта, что напрямую связано с безопасностью пациента. Здесь широко используется пластиковое литье инъекции, например, различное медицинское оборудование, одноразовые расходные материалы, обычно используемые в больницах, многие ключевые компоненты и дажеВесь продукт завершается литьем под давлениемПолем
Пластик особенно подходит для медицинской среды. Во -первых, он обладает хорошей терпимостью к различным сильным дезинфицирующим средствам, обычно используемым в больницах, и может выдерживать повторные и строгие процедуры дезинфекции. Во -вторых, поверхность некоторых специальных пластиков чрезвычайно плотная и имеет не маленькие отверстия, которые нелегко скрывать и разводить бактерии, что помогает контролировать распространение микробов в больничной среде.
2. Электронная промышленность
Наиболее распространенным является создание оболочек для различных устройств, таких как мобильные телефоны, Телевизионные пульты дистанционного управления и ключевые оболочки автомобиля, которые в основном создаются адаптированными машинами для литья под давлением. Пластмассы подходят для электронных продуктов, потому что они могут противостоять некоторым суровым средам, таким как высокая температура или химическая коррозия. Более того, при изготовлении оболочки необходимо открыть отверстия для установки кнопок, переключателей и т. Д. Можно быть сделано непосредственно за один шаг, что очень удобно.
3. Автомобильная промышленность
Многие пластиковые детали на автомобилях производятся им. Например, бамперы, педали, крышки стеклоочистителей снаружи, а также приборная панель, кнопки, переключатели, подставки внутри, многие из которых изготовлены из пластикового литья.
Автомобильные компании часто используют процесс литья пластиковой инъекции, что делает вещи быстрыми, точными и сильными. Для крупномасштабного производства автомобилей автомобильное пластиковое литье инъекции может гарантировать, что детали с одинаковыми спецификациями неоднократно сделаны, что особенно важно. Во-вторых, пластик намного легче металла, что может сделать автомобиль легче, но также очень долговечным, так что автомобиль более экономичный.
4. аэрокосмическая промышленность
Литье пластикового инъекции также используется во многих местах на самолетах и ракетах. Его самое большое преимущество - легкость! Ион может сделать детали со сложными формамии также может соответствовать местам с высокими требованиями. Например, лезвия реактивных двигателей, пуговицы в кабине, детали джойстика и т. Д.
В этой отрасли, заботящейся о безопасности, литье инъекционного литья может гарантировать, что каждая часть соответствует строгим стандартам безопасности и очень последовательна.
Краткое содержание
Ядро всего цикла пластикового литья под давлением лежит на четырех ключевых этапах изменения, которые пластика подвергается внутри формы: нагрев и плавление, инъекция, удержание давления, охлаждение и формирование. Весь процесс опирается на тесное сотрудничество высоко автоматизированных машин для литья под давлением и хорошо сделанных форм.
Чтобы освоить эту эффективную технологию, три элемента необходимо точно контролировать одновременно: температура, давление и время. Это основное преимуществоJS в предоставлении высококачественных пластиковых литьяПолем Если вам нужно узнать больше о пластиковых услугах литья под давлением, пожалуйста, свяжитесь с нами, и мы быстро ответим вам!

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Каковы основные компоненты инъекционной формованной машины?
Ствол и винт, зажимный цилиндр и шаблон, механизм эжектора, гидравлическая/электрическая система и система управления.
2. Какова роль давления в формованном виде?
Давление приводит к тому, что пластиковая расплава для быстрого заполнения формы, поддержания давления, чтобы предотвратить усадку и гарантировать, что зажим плотно и не переполняется, что непосредственно определяет точность размера продукта и качество внешнего вида.
3. Почему сила зажима так важна?
Сила зажима должна быть больше, чем давление впрыска, чтобы плотно удерживать плесень. В противном случае, когда расплавленный пластик подталкивается с высоким давлением, плесень будет растянута, а пластик будет вытиснут, чтобы сформировать вспышку или даже повредить оборудование.
4. Каковы основные преимущества литья пластиковой инъекции?
Пластиковое литье под давлением может производить сложные детали быстро и в больших количествах, с высокой точностью и превосходной консистенцией, широким спектром вариантов материала и высоко автоматизированных процессов, что очень подходит для экономического производства.
Ресурс
Машина для формирования пластика
Инъекционный формовочный аппарат
Дизайн пластиковых компонентов

