

Поворот с ЧПУ (также известный как числовой поворот контроля)является одним из наиболее часто используемых методов в обработке ЧПУ. Проще говоря, это метод вычищенной обработки, где металлический или пластиковый стержень зажимают на машине и вращается на высокой скорости. Затем инструмент используется для постепенного разрезания материала в соответствии с предварительно написанной программой поворота ЧПУ, и, наконец, обрабатывается желаемая форма и размер.
Вы можете задаться вопросом: какова разница между токарным стасью и поворотным центром, как работает эта технология, и как она отличается от фрезерования с ЧПУ.
Давайте будем полное понимание вместе и поможем вам определить, есть лиСлужба переворачивания ЧПУподходят для ваших потребностей в обработке.
Что переворачивает ЧПУ?
Поворот с ЧПУ - это в основном ручный токарный станок, который существовал две тысячи лет назад. В то время ремесленники использовали педали для энергии древесины, чтобы повернуть и использовали доли, чтобы постепенно вырезать блюда. Хотя теперь он был заменен управлением компьютером, принцип остается прежним - для зажатия материала и повернуть его и использовать режущий инструмент для его формирования.
В настоящее время существует два типа токарных станков с ЧПУ: вертикальная и горизонтальная. Вставленный материал не имеет определенной формы, будь то круглый стержень, квадратный материал или шестигранный сталь. До тех пор, пока патрон может закрепить его, он может быть обработан в любую форму.
Самым большим различием между самым ранним ручным руководителем и самой последней полной автоматической обработкой является точность. Ручной поворот, как правило, требует полмитиметровой ошибки, но тусые турниры с ЧПУ могут легко обеспечить точность ± 0,01 мм сегодня.
Хотя любой сложный компонент может быть произведенПять оси станокДля таких компонентов, как винты и подшипники, которые можно повернуть, вращая их по кругу, поворот с ЧПУ все еще быстрый и дешевый.
Каков процесс обработки деталей с ЧПУ?
Шаг 1: рисунки нарисовать -детали разработки с программным обеспечением CAD
Первый,Нарисуйте 3D -модель деталина компьютере с использованием программного обеспечения CAD (например, SolidWorks). Обычно мы ссылаемся на формат Turnc Turnc Truck PDF при проектировании деталей. Это все равно, что рисовать строительный рисунок, прежде чем можно построить дом, внимательно отметив все измерения и угол, чтобы обратиться к нему позже во время обработки.
Шаг 2: Преобразование формата -Получите машины для чтения дизайнерских чертежей
Возьмите нарисованную вручную 3D-модель и перенесите ее в программное обеспечение CAM, такое как Mastercam. Этот процесс эквивалентен переводу 3D -дизайна на язык, который может понять станок, сообщая машиноровку, где сначала разрезать и где разрезать секунду, преобразуя точный контент.
Шаг 3: Планирование пути инструментов -Найдите машину по пути резки
Укажите путь инструмента в программном обеспечении CAM:
Где инструмент начинает резать.
Сокращение скорости движения (скорость подачи).
Материал Скорость вращения шпинделя.
Инструменты, которые должны быть заменены на разных этапах обработки.
Подобно программному обеспечению для навигации маршрутизации между местами и определением кратчайшего пути для самой высокой эффективности, цель этого шага состоит в том, чтобы избежать препятствий (таких как приспособления) и перемещаться по самым коротким путям для самой высокой эффективности.
Шаг 4: Программирование с ЧПУ -запишите руководство по эксплуатации для машины
Программное обеспечение CAM преобразует путь инструмента в G-код, который представляет собой последовательность команд, состоящих из букв и чисел. Например, G01 x50 Z-10 F200 представляет: инструмент перемещается прямо в положения 50 мм на оси x и -10 мм на оси Z, с скоростью подачи 200 мм в минуту.
Шаг 5: Имитационное тестирование -разорение перед фактическим боем
Перед формальной обработкой смоделировать весь процесс на компьютере. Он может обнаружить заранее, будет ли инструмент столкнуться с приспособлением, слишком ли большая сумма резки, и другие проблемы, избегая несчастных случаев, когда обработка уже началась.
Шаг 6: Передача программы -включите инструкции в станок
Перенесите проверенный G-код на контроллер машины через USB-флеш-диск, локальную сеть или прямое соединение. В настоящее время большинство машин также поддерживают трансмиссию Wi -Fi, которая так же удобна, как передача файлов с мобильного телефона.
Шаг 7: Подготовка материала и загрузка ножа -подготовка перед запуском
- Загрузите металлический стержень в патрон с умеренной силой зажима (слишком свободный приведет к тому, что он будет летать, слишком плотно приведет к деформации).
- Установите инструменты, такие как внешние круглые резаки, канавки и резьбы в порядке обработки.
- Калибровать эталонную точку инструмента (выравнивание инструмента), обычно с помощью инструмента выравнивания инструмента, точного до 0,001 мм.
Шаг 8: Автоматическая обработка
Когда программа открыта:
- Шпиндель вращается с материалом между 500-3000 революций в минуту.
- Башня будет автоматически переключаться между различными режущими инструментами.
- Внешний круглый нож сначала вырезает общую форму, прорезиционный нож вырезает канавку, а резьбовой нож вытирает конструкцию винта.
- Резка жидкость в режиме реального времени, чтобы охладить железные заявки и упасть, как пружины.
- Требуется всего 10 минут, чтобы обработать железный стержень в точный вал с резьбой.
Шаг 9: Измерение размера -только квалифицированные продукты могут быть отправлены с завода
- Суппорт Vernier: измеряйте простые размеры, такие как внешний диаметр и длина.
- Датчик резьбы: проверьте, является ли шаблон винта в соответствии с стандартом.
- Тестер шероховатости: обнаруживает,поверхность гладкая, как зеркалоПолем
- Критические особенности должны быть измерены с использованием машины измерения координат (CMM), и в случае ошибки, превышающей 1/10 диаметра волос (около 0,005 мм), переделка обязательно.
Как различить переворачивание и фрезерование с ЧПУ?
Терп и фрезерование с ЧПУ - два наиболее часто используемых процесса в обработке ЧПУи их основные различия связаны с различиями в структуре оборудования, движении инструментов и применимых сценариях. Сравните из 5 ключевых размеров:
1. Высоки в структуре инструментов
- Инструмент по повороту: используйте один инструмент с одним красом (похожий на лезвие с разрезанием карандаша), с одним наконечником в контакте с материалом за раз.
- Фрешенинг инструмент: используются многоочередные инструменты (такие как бурильные биты и конечные мельницы), с несколькими режущими краями, распределенными вокруг головки инструмента, которые могут участвовать в обработке одновременно.
- Например:
Наш завод всегда использует один и тот же наконечник инструмента, чтобы разрезать вал из нержавеющей стали во время поворота.При обработке оболочек мобильного телефонаБлагодаря фрезерной машине, четырех краевая конечная мельница может одновременно разрезаться с четырьмя лезвиями, что приводит к значительному повышению эффективности.
2. Сравнение структур оборудования
Центры поворота ЧПУ можно рассматривать как переходное оборудование, более интеллектуальное, чем токарные, но все еще слабые по функциональности, чем центр поворота и фрезерования (которые интегрируют пять возможностей измельчения осей и поддерживают сложную поверхностную обработку):
| Сравнение пунктов | Токарный станок с ЧПУ | Стоин с ЧПУ |
| Движение веретена | Поверните заготовку. | Вращение инструмента привода. |
| Количество оси обработки | Обычно 2 ось (x/z-ось). | Начиная с 3 осей, высококачественные модели могут достигать 5 осей. |
| Типичная стоимость | Модель начального уровня стоит приблизительно от 150 000 до 300 000 долл. США. | Основная оплата от 250 000 до 500 000 долларов США. |
3. Подходит для обработки форм
- Опытный в повороте: вращающиеся симметричные детали, такие как цилиндрические и конические формы, такие как винты, рукава с подшипниками и суставы для водопроводов.
- Опытные в фрезеровании: асимметричные структуры, такие как плоские поверхности, канавки и изогнутые поверхности, такие какполости плесени, поверхности зубчатого зубаи электронные оболочки устройства.
4. Обращение с режимом движения
- Процесс поворота: заготовка вращается, инструмент перемещается по прямой линии, а процесс резки непрерывный и непрерывный.
- Процесс измельчения: инструмент вращается и перемещается, заготовка фиксирован, а лезвие периодически сокращает/издает материал.
- Распад действий: при повороте материальный стержень вращается, как шашлик баранины, и нож продвигается на постоянной скорости, такой как очистка кожи яблока. Во время фрезерования инструмент вращается и перемещается как электрическая буровая бить, грызуя фигуры на материале.
5. Вывод в морфологии чипов
- Поворот чипов: в зависимости от материала, непрерывные длинные полоски (такие как обработанные алюминиевые), можно создать фрагментированные кусочки (такие как чугунные) или разбитые чипсы (такие как сплав титана).
- Фрешенинг: всегда присутствуют как короткие фрагменты, и из -за непрерывной резки и резки инструмента мусор периодически разбрызгивается.
Воздействие производства: длинные чипы от поворота подвержены запутанному и должны быть своевременно очищены. Чипсы из фрезерования легче уносят чип -конвейером, но металлическая пыль больше.
Центр переворачивания с ЧПУ и с ЧПУ: каковы различия?
Стояние с ЧПУ и центры поворота выглядят как «близнецы» и выполняют аналогичную работу, но фактический разрыв в способностях не маленький. Проще говоря, центр поворота эквивалентен обновленной версии токарного станка. Вот основные различия между ними с практической точки зрения использования, чтобы помочь вам быстро определить, как выбрать:
1. Функциональный объем
Токарнины с ЧПУ в основном используются для базовой обработки поворота, такие как поворот внешних кругов, режущие канавки и резьба, и подходят для обработки простых вращающихся деталей, таких как рукава вала и болты. На основании функций поворота центр поворота добавил такие возможности, как фрезерование, бурение и постукивание, что эквивалентно комбинации токарного станка и мелкого фрезерного машины. Например, при обработке деталей с боковыми отверстиями или рубашками Центр поворота не требует вторичного зажима и может завершить все процессы за один раз, что приводит к более высокой точности и более высокой эффективности.
2. Три фундаментальных различия в структурной конфигурации:
Центр поворота и резки полностью заключен, с автоматическим конвейером чипа и системой восстановления охлаждения. Железные чипсы накладываются прямо в коробку для сбора, а железные чипсы не обрабатываются оператором. Токарный станок имеет открытую структуру, с железными чипсами, сложенными рядом с машиной. Он должен быть закрыт и очищен лопатой после каждых 1-2 часов работы.
Пехой токарного станка наклонен 30 ° -45 °, а железная стружка автоматически разряжается в бак сбора и может работать непрерывно в течение 8 часов без засорения. Токарный станок имеет плоскую кровать, а железная стружка будет засорить пробел направляющей рельсы. Неспособность очистить его приведет к разломам обработки.
Центр поворота поворачивается на 5000-8000 об / мин (максимум 15 000 об / мин) и сокращает алюминиевые стержни за 1 минуту. Токарный станок поворачивается со скоростью 1000-3000 об / мин, что достаточно для поворота стальных деталей, но 3-5 минут будут потрачены на разрезание через одну и ту же алюминиевую стержень. Вкратце, центр поворота подходит для массового производства малых компонентовОбщий токарный станок подходит для ремонта или обработки тяжелых компонентовПолем
3. Точность и сложность обработки передач
Точность обработкиТокарный станок обычно ± 0,01 мми центр поворота может достигать ± 0,002 мм через систему управления с замкнутой петлей.
Большинство точек имеют 2 оси (оси x/z), а центры поворота оснащены 3 осей в качестве стандартного (добавление вращения оси C). Некоторые модели поддерживают ось Y и ось B, реализуя обработку 5-осевой связи и могут обрабатывать сложные структуры, такие как эксцентричные отверстия и изогнутые поверхности.
Токарное программирование - это в основном ручной G -код; Поворотные центры часто используют программное обеспечение CAM для автоматического генерации многопроцессных составных программ.
4. Стратегия инвестиций и отбора.
Стоимость закупки оборудования:
Цена на токарное станка с ЧПУ начального уровня составляет около 150 000-500 000 юаней (эквивалентно цене семейного автомобиля), в то время как стартовая цена базового поворотного центра составляет 400 000 долларов, а модель высокого класса составляет более 1 миллиона долларов.
Стоимость использования и обслуживания:
Стоимость технического обслуживания гидравлической системы и журнала инструментов центра поворота относительно высока (например, единая плата за обслуживание за позиционирование и калибровку башни составляет около 4000 долларов США), но автоматизированное производство может снизить 70% спроса на труд-работа, которая первоначально потребовала 3 технических специалистов для работы в сдвигах, теперь может отслеживать 1 человека.
Типичные сценарии применения:
- Оптимальные сценарии для токарных станков: подходят для простых деталей с ежемесячной выходом менее 500 штук, таких как ядра для шарнирных валов для дверей и окон и пластиковых роликов принтера. Эти продукты имеют простую структуру и ограниченную прибыль.
- Преимущества сценарии поворотных центров: массовое производство более 2000 штук/месяц сложных деталей, таких какМеталлические суставы для сердечных стентови моторные корпусы для дронов. Принимающийкорпус автомобильной турбиныНапример, центр поворота может завершить обработку внутренних и внешних потоков, охлаждающих плавников и отверстий для монтажа датчиков одновременно.
Предложение JS:
(1) Из-за небольшого бюджета и простых требований к обработке пластырь более рентабельны.
(2) Если компоненты представляют собой многопроцессовые, специальные формы или производятся на 24-часовой непрерывной основе, используются центры поворота.
(3) На начальном этапе можно арендовать поворотный центр для пробного производства и, определив, что необходимо, купите его.
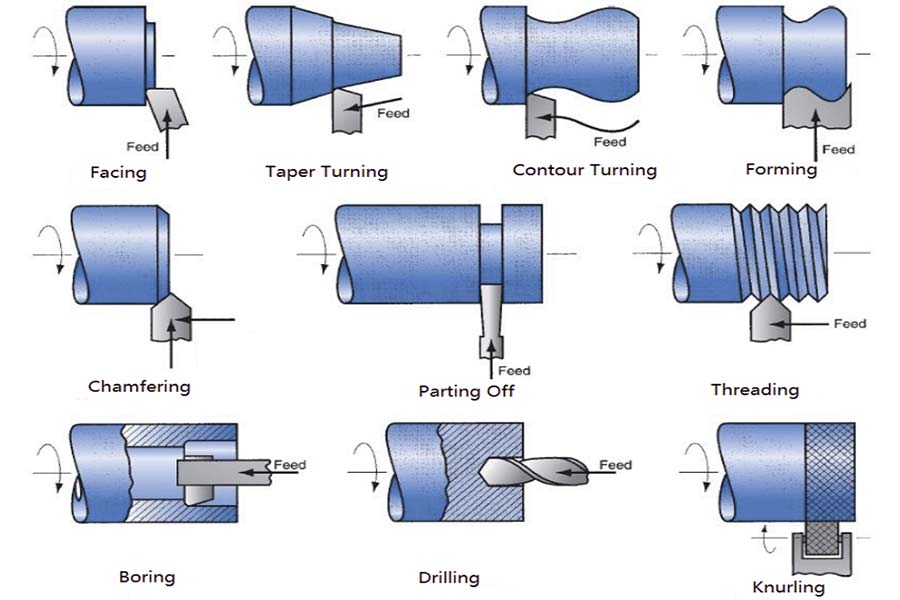
Какие типы операций в повороте ЧПУ?
1.
Это основная работа поворота с ЧПУ, в основном используется для обработки внешней поверхности деталей. Во время работы инструмент будет двигаться вперед и назад вдоль вращающейся заготовки, а различные формы будут формироваться путем регулировки глубины резания. Например, при изготовлении цилиндра инструмент будет двигаться по прямой линии (прямая линия линии), а при изготовлении конической части инструмент будет наклонен под углом (резка конуса). Проще говоря, это все равно, что заточить карандаш, за исключением того, что металлические инструменты используются для вырезания металлических материалов.
2. Расположение
Конечный поворот используется для оборудования плоскости, перпендикулярной оси вращения заготовки, чтобы обеспечить плоскостность конечной лица. Инструмент подается из наружного окружности до центрального горизонтали, что может быстро удалить пустое разрешение (грубая глубина резания обработки 2-5 мм) или тонкую обрезку (отделочная глубина резки обработки 0,1-0,3 мм) и широко используется дляКонечная поверхность передачи и герметичная обработка поверхностиПолем
3. Поворот
Используйте широко лезвие, чтобы постепенно отключить диаметр заготовки до законченного размера в одном количестве резания максимума 3-8 мм, обычно с пособием 0,2-0,5 мм для черновой обработки. Подходит для партийного производства стандартных деталей, таких как кольца подшипника и втулка.
4. Поворот
Используется для формирования наклонных компонентов, таких как компоненты в форме конуса. Изменив угол пути режущего инструмента или с помощью вспомогательных приспособлений, на поверхности заготовки может быть образован растущий диаметр. Обычными приложениями являются отверстия для шпинделя с помощью машинного инструмента, инструментальные аппаратные хвостовики и другие детали, где требуется сопоставление.
5. Требование
Используйте треугольные лезвия или упругие стержни инструментов, чтобы разрезать внутренние и внешние резьбы, а скорость шпинделя обычно составляет 200-800 об / мин. Ошибка высоты внешних потоков должна составлять ≤0,02 мм, а внутренние потоки должны избегать вибрации. Это распространено в производстве болтов и трубной резьбы.
6. Повышение
Используйте канавку шириной 2-6 мм, чтобы радиально разрезать на заготовку. Узкие канавки образуются за один раз, а широкие канавки разрезаны партиями. Он используется для обработки канавки на заднем плане и герметизированных канавок. Специальные типы канавков (такие как Т-слоты) требуютИндивидуальные инструменты формированияПолем Скорость подачи должна контролироваться во время резки, чтобы предотвратить скопление.
7. Час
Используйте прощальный резак шириной 2-5 мм, чтобы отделить готовый продукт от бара. Инструмент должен быть строго центрирован (отклонение ≤0,02 мм), а скорость подачи составляет 0,05-0,15 мм/rev.Заусенцы легко генерируются на поверхности среза, и требуется последующее разглашениеПолем
8. Распространение
Хотя буровые машины в основном используются, токарные турниры с ЧПУ также могут просверлить отверстия напрямую. Используя хвостовую башню или башню, отверстия могут быть просверлены в центре вращающейся заготовки. Усовершенствованные модели также могут обрабатывать эксцентричные отверстия или наклонные отверстия. Например,При обработке зубчатой передачи с центральным отверстиемВнешний круг и бурение могут быть завершены за один раз.
9. Knurling
Используйте ролик с зубами, чтобы выдвинуть схемы против скольжения на поверхности детали. Этот процесс не меняет размер детали и в основном используется для увеличения трения сцепления или декоративных эффектов. Сетки сетки на поверхности ручек ключей и ручек приборов, которые мы видим в повседневной жизни, сделаны таким образом.
Как использовать разные виды токарных станков для поворота ЧПУ?
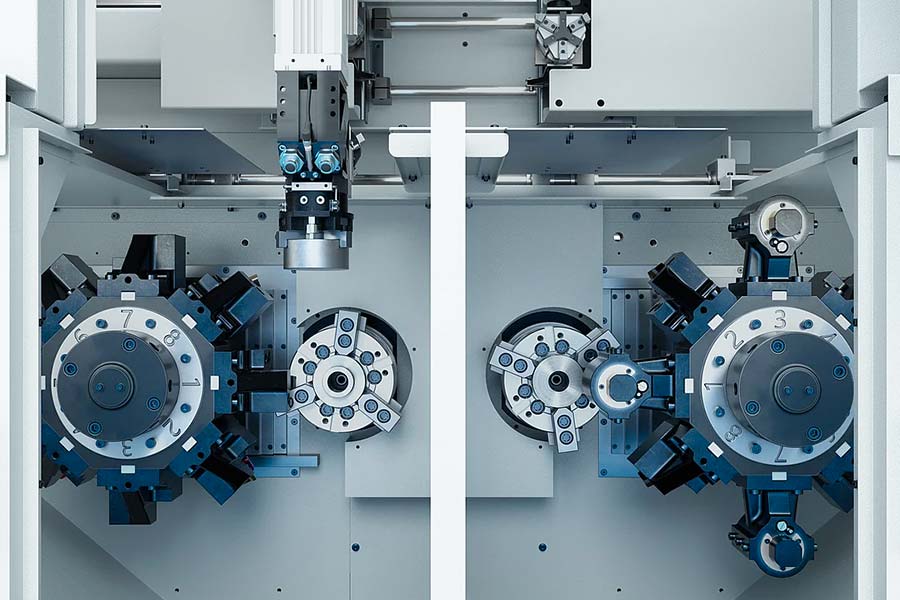
1. Горизонтальный центр поворота
Структурные особенности: полностью закрытый корпус, веретеное горизонтальное расположение, инструмент, расположенный над вращающейся заготовкой, оснащенный автоматической системой удаления чипа.
Основные функции: интегрированное поворотное, фрезерование, бурение, поддержка боковой обработки электроинструментов.
Преимущества обработки:
- Чипы естественным образом попадают в бак сбора из -за тяжести, повышая эффективность очистки на 50%.
- Подходит дляМаленькие и средние сложные детали(например, тела гидравлического клапана), отдельный зажим может завершить несколько процессов.
- Типичные параметры: скорость шпинделя 3000-8000 об / мин, точность обработки ± 0,005 мм.
2. Овертический поворотный центр
Структурный дизайн: патрон расположен плоским на земле, а башня кормятся с стороны. Это может быть перевернуто (с шпинделем внизу и патроном вверху).
Применимые сценарии:
Обработка больших заготовков с диаметром более 500 мм (например, кольца подшипника ветряных турбин).
Тяжелые детали(с одним весом до 10 тонн).
Технические функции:
Низкая скорость (обычно 200-800 об / мин) обеспечивает стабильность обработки.
Инвертированный дизайн уменьшает накопление чипа, подходит длякрупномасштабное производство алюминиевых деталейПолем
3. Горизонтальный токарный станок с ЧПУ
Основные функции: стандартный поворот (внешний круг/конечный лицо/нить), скучно.
Характеристики оборудования:
Открытая или полузащитная структура, большое рабочее пространство.
Стандартный 4-8 рабочая бана, поддерживающая ручная/автоматическая изменение инструмента.
Области применения:
Небольшое и среднее производство (ежемесячное производство 100-2000 штук).
Обработка вала и деталей рукава (напримерКоленчатые валы и гидравлические цилиндрические бочки)
Преимущество затрат: модели начального уровня стоят от 150 000 до 300 000 долл. США, с низкими затратами на техническое обслуживание.
4. Овертический токарный станок с ЧПУ
Основная особенность: заготовка вертикально зажимается, а шпиндель приводит к вращению снизу.
Основные преимущества:
На 40% снижение площади пола по сравнению с горизонтальными.
Подходит для коротких и толстых деталей (например, заготовки для передач, большие фланцы).
Ограничения обработки:
Высота заготовки обычно составляет менее 800 мм (ограничена ходом колонны).
Не очень хорошо обрабатывает тонкие валы (склонно к изгибе и деформации).
Отраслевая применение: обработка плесени Руководство обработки,Большие вращающиеся части инженерной машиныПолем
Таблица сравнения отбора
| Тип | Подходит для деталей | Максимальный диаметр обработки | Типичный ценовой диапазон |
| Горизонтальный поворотный центр | Сложные многофункциональные функции мелких и средних компонентов. | Φ300 мм | От 800 000 до 2 миллионов |
| Центр вертикального поворота | Большие/тяжелые вращающиеся детали. | Φ2000 мм | 1,5-5 миллионов |
| Горизонтальный турнир с ЧПУ | Обычные компоненты вала/рукава. | Φ500 мм | От 150 000 до 500 000 |
| Вертикальный турнир с ЧПУ | Короткие и толстые/большой диаметр детали. | Φ1200 мм | От 300 000 до 1 миллиона |
Краткое содержание
Технология переворачивания численного управления полностью изменила традиционный режим обработки с помощью цифрового управления и теперь стала важной опорой производственной отрасли. Будь то небольшая студия или крупное производственное предприятие, освоение этой технологии может значительно повысить эффективность, обеспечивая при этом качество, помогая предприятиям получить преимущество в конкуренции на рынке.
Почему выбирают наш поворотный сервис?
После понимания характеристик процесса поворота ЧПУ вам может понадобиться надежный партнер. JS оснащен новым поколением интеллектуальных токарных станков и независимо разработанных систем процессов,Предоставление лучших услуг по поворотам ЧПУэто может помочь вам достичь:
- Обработка сложной структуры: он может обрабатывать все, от микросхема с диаметром 0,5 мм до тяжелого ролика с длиной 1 метра.
- Материальное разнообразие:Поддерживает более 50 видов материаловв том числе алюминиевый сплав, титановый сплав, Peek Engineering Plastics и т. Д.
- Гарантия точности: допуск на ключевые размеры можно контролировать в пределах ± 0,005 мм (эквивалентно 1/5 диаметра эритроцитов).
JS завершает три этапа пользовательской обработки:
1. Загрузите свои 3D -чертежи (поддерживая общие форматы, такие как шаги/IGE).
2. Интеллектуальная система мгновенно анализирует маршрут процесса и генерирует список кавычек в течение 30 секунд.
3. После подтверждения заказа производство может начаться в течение 8 часов в ближайшее время (поддержка небольших партийных заказов в 50 штук или более).

📞 Телефон: +86 189 2585 8912
📧 Электронная почта: doris.wu@js-rapid.com
🌐 Веб -сайт:https://jsrpm.com/
Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
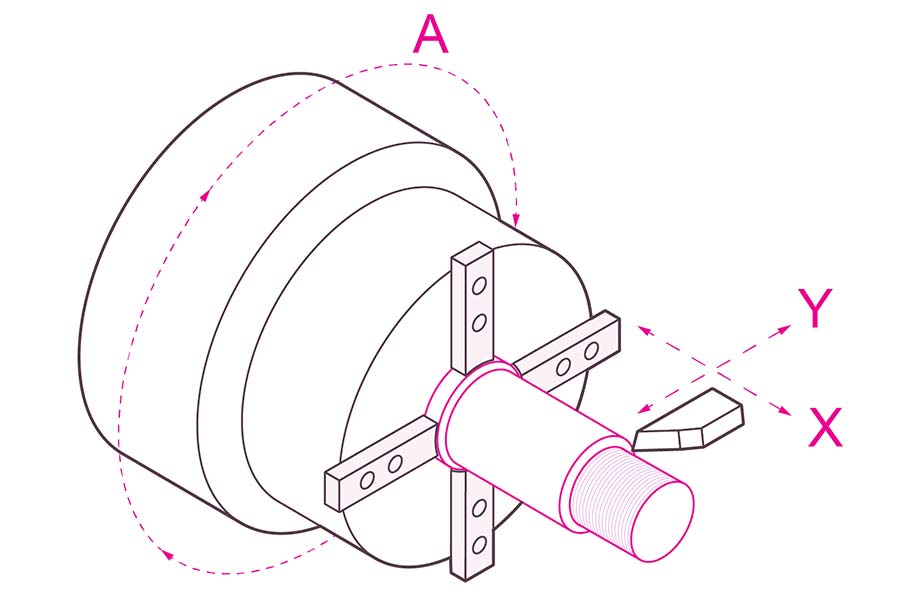
1. Каковы типы направлений движения обработки для точек?
Основными направлениями движения точек с ЧПУ являются оси x (радиальная), ось Z (осевая), а усовершенствованные модели могут расширять ось y (вертикальную) и оси C.
2. Каковы преимущества поворота ЧПУ?
Обращение с ЧПУ обладает высокой точностью, быстрой эффективностью и может обрабатывать сложные вращающиеся детали. Он имеет широкий спектр адаптивности материала (металл/пластик), подходящий для массового производства, высокой степени автоматизации и минимальных отходов.
3. Какова функция токарного станка с ЧПУ?
Стояние с ЧПУ автоматически обрабатывает вращающиеся симметричные детали (такие как валы и диски) посредством управления программой, достижения высокого поворота, прорезей, прорезей, резьбы и других процессов, подходящих для массового производства металлических/пластиковых деталей.
4. Какие материалы обычно используются при повороте ЧПУ?
В обращении с ЧПУ обычно используются металлические материалы, такие как алюминий, сталь, нержавеющая сталь, латунь, а также специальные материалы, такие как нейлон, инженерные пластики Peek, титановые сплавы и т. Д., Для удовлетворения различных потребностей в обработке.
Ресурсы

