

В производственной отрасли, точность, скорость производства и контроль качества продукции являются ключевыми. В этот момент,Поворот с ЧПУ (численное управление компьютером)Было отличное использование - эта технология может эффективно разрезать материалы, обеспечивая высокую точность.
В настоящее время это можно увидеть при производстве автомобильных деталей, компонентов самолетов и даже медицинского оборудования. Если вам интересно, как машины превращают кусок металла в сложные детали, или вы хотите изучить секреты автоматического производства, эта статья проведет вас через то, как работает поворот с ЧПУ и с проблемами, с которыми он сталкивается.
Что переворачивает ЧПУ?
Проще говоря, поворот с ЧПУ - это процесс постепенного удаления избытка деталей с использованием вращающегося сырья и точно контролируемых режущих инструментов,В конечном итоге достигая желаемой формы переворачивающихся частей с ЧПУ.CNC здесь фактически представляет собой численное управление компьютером, которое позволяет компьютерным программам полностью командовать машиной для работы.
В отличие от старомодных токарных станков, токарные станки полностью контролируются предварительно запрограммированной программой поворота ЧПУ (например, обычно используемого G-кода), которая может не только автоматически переключать инструменты, но и точные комплексные структуры, такие как цилиндры и потоки, и даже ошибки управления в пределах 0,01 миллиметра!
Какова функция сервиса поворота ЧПУ?
С точки зрения непрофессионала, сервис поворота с ЧПУ относится к использованию компьютерных машин для «формирования» металлических материалов, таких какАвтомобильные детали и винты, которые требуют вращательной обработки, все это завершено им. Самым большим преимуществом этой технологии является то, что она может минимизировать ошибки ручной работы с точностью одной десятой человеческих волос, а также может непрерывно вращаться в течение 24 часов, что делает его особенно подходящим для крупномасштабного производства.
В настоящее время многие перерабатывающие установки используют комбинацию поворота и фрезерования с ЧПУ, чтобы обеспечить точность и повысить эффективность. Специально дляпопулярный маленький пакетный обычайЗаказы в настоящее время этот гибкий метод производства особенно популярен. Сегодня клиенты нуждаются в специальной форме соединения и завтра вал с ритмом, а оборудование с ЧПУ может быстро настроить программу для ее обработки.
Фактически, основная функция служб поворота ЧПУ состоит в том, чтобы сделать металл более умной и надежной. Он не только сохраняет основные принципы традиционной механической обработки, но и добавляет преимущества интеллектуального контроля. В сочетании с фрезерованием ЧПУ он может в основном удовлетворять более 80% потребностей в обработке запчастей в производственной отрасли.
Как вообще работает поворот с ЧПУ?
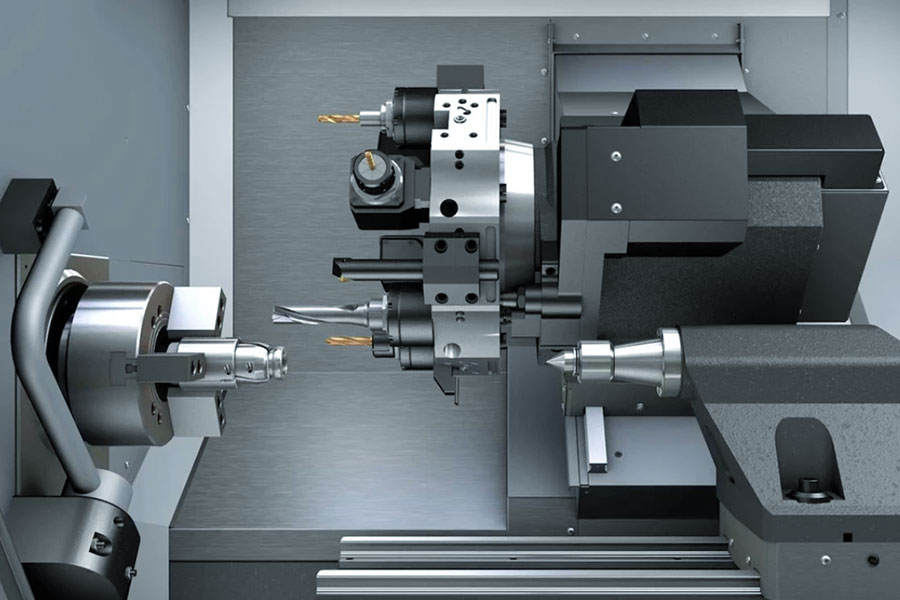
Обычно первым шагом является зажатие металлической стержни (большую часть времени он круглый) на патроне токарного станка. Этот патрон похож на электрический гироскоп, который может вращаться с материалом. В настоящее время голова резака, закрепленная на держателе инструмента, начинает работать. Он медленно приближается к вращающемуся материалу в соответствии с предустановленным маршрутом и отрезает избыточный слой слоем на слое.
Итак, как машина узнает, где разрезать? Ключ заключается в файле проектирования PDF -файла PDF, поворачивающего PDF, поворачивая чертеж. Как будто вы даете нашим инженерам рисунок. Мы преобразуем инструкции CAD с трехмерным рисунком дизайна или обработку CAM в язык, который машина может понять. Мастер мастер -класса лично выполняет программирование с ЧПУ.
Эта система похожа на установку мастера, который не может встряхнуть руку на машину. Каждый миллиметр маршрута, который выходит на головку резака, рассчитывается заранее. Не говоря уже о том, чтобы сделать десять или восемь, даже создание тысячи деталей может гарантировать, что каждый из них выглядит как близнец.
Весь процесс обработки на самом деле представляет собой комбинацию вращения + резки. Чем быстрее поворачивается материал, тем точнее движения маршрута головки резака, и чем ближе окончательная часть к требованиям рисунка дизайна. Многие обработки теперь любят использовать этот метод, особенно для частей, которые необходимо обрабатывать в круге, таких какпоршневые стержни в двигателеили точные валы на медицинском оборудовании. Это может не только гарантировать, что размер является точным для миллиметра, но и повысить эффективность производства.
Из из чего состоит токарный станок с ЧПУ?
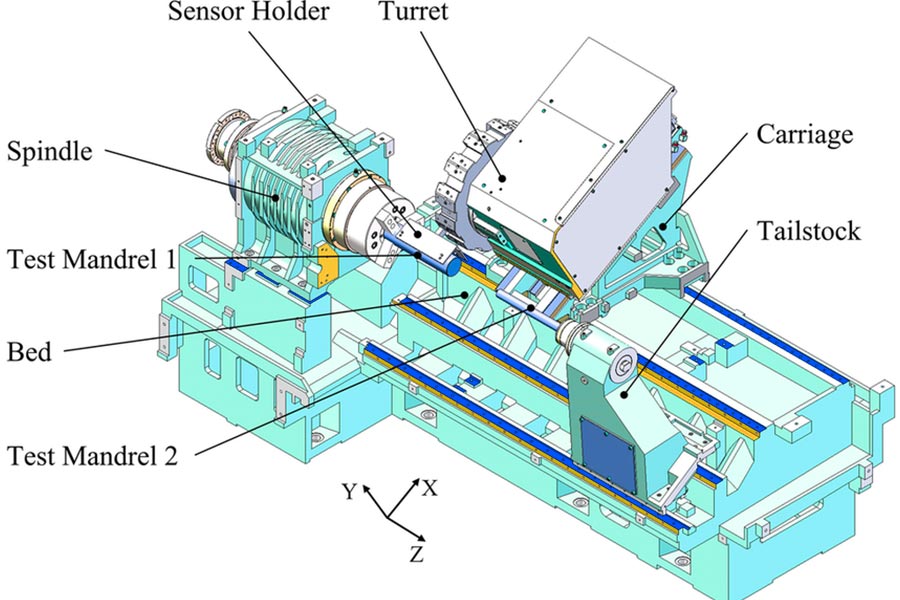
Токарный станок с ЧПУ похож на разделение робота труда, и каждый член играет свою роль. Давайте разделим его от 7 самых важных частей:
1. Комман -центр - блок управления
Это как мозг токана. Как только оператор вкладывает в команду, он сможет перевести команду «Овертаться» вмашино читаемый языки скажите каждому компоненту работать вместе с точностью. Это похоже на установку автоматической системы вождения на токарном станке.
2. Сердце силы - система веретена
- Шпиндель: Спинку и заготовка дико, его максимальная скорость составляет 6000 революций в минуту (в 3 раза больше, чем у электрической тренировки).
- Sub-Spindle: «Вторая пара рук», доступная только в высококлассных моделях, может быть автоматически управлять обратной стороной заготовки для дальнейшего лечения. Для изготовления двухглавых винтов, после переворачивания резьбы спереди, подпрограмма сохраняет заготовку и переворачивает ее, чтобы продолжить поворот, устраняя дискомфорт от повторного зажара.
3. Machinery Palm - Chuck & Collet
- Чак: Стальные клещи Три прочных пальца железа держат заготовку и могут закрепить стальной блок с вашбазином.
- Collet: Особенно мелкие детали, такие как буровой патрон электрического сверла, подходящие для обработки деталей размером с точного размера размером с ключей.
- Наш маленький секрет: рекомендуется использовать компоненты патрона для машины диаметра менее 6 см, что дает более плотное понимание.
4.
Тяжелый чугунный фонд - это эквивалент токана «скелета». Он должен противостоять вибрацииВысокоскоростная революцияи стабилизируйте башню от развращения во время его путешествия, представьте, что вышивайте на движущемся автобусе, полагаясь на эту массу железа, чтобы стабилизировать сцену.
5. Туррет -система
- Башня: 12-20 различных инструментов поддерживаются для установки на круговом поворотном столе, а инструменты поворота, биты тренировки и инструменты для резьбы расположены в линии.
- Изменение инструментов чернокожие технологии: она автоматически переключается на целевой инструмент с командой программы в течение 0,5 секунды, в 10 раз быстрее, чем старый мастер -нашел инструмент.
- Держатель инструмента: все инструменты имеют свое собственное положение, он может точно установить длину расширения инструмента (точность до 0,01 мм) с помощью регулировочных винтов.
6. Объединение инструментов
Выбор материала:
- Инструменты с алмазным покрытием: для мягких металлов, таких как алюминий, они могут непрерывно сокращать высокую эффективность и низкую сопротивление.
- Карбидные инструменты: обогащены добавлением таких элементов, как кобальт и титан, они применимы к стабильной обработкеМатериалы с высокой гордостью, такие как нержавеющая сталь и титановые сплавыПолем
Структурные особенности:
- Резьбы: они могут разрезать стандартные метрические/имперские нити с точно выровненными резьщими зубами.
- Инструменты отсечения: чрезвычайно узкая конструкция тела инструмента (толщина корпуса инструмента 3-6 мм) используется для деликатного разделения заготовки.
- Инструменты внутренних отверстий: тонкий вал объединяется с микросорезанной головкой и минимальнымСтруктура полости, которая может быть обработана, является φ2mmПолем
Стратегия обработки:
- Стадия черновой обработки: используйте резак с высоким углом наклона, чтобы быстро снять более 90% отпуска, а глубина резки может составлять 5 мм.
- Стадия отделки: переключитесь на инструмент небольшого радиуса (R0.2-0,4 мм), уменьшите скорость подачи до 0,05 мм/r и получите поверхность RA0,8 мкм.
7. Система охлаждения
Хотя это не включено, инъекция резки жидкости очень важна:
- Охладите инструмент (температура наконечника превышает 500 ℃ при высокоскоростной резке).
- Выразите железные чипсы, чтобы предотвратить запутывание инструментов.
- Выполнить «полировку спа» на поверхности обработкиПолем
Как установить параметры центра поворота ЧПУ?
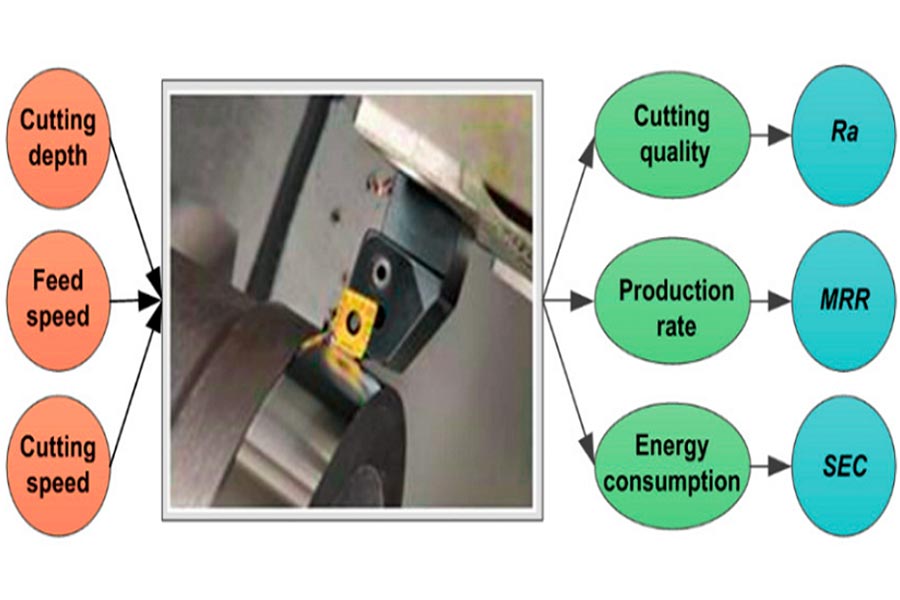
При фактической обработке машин по поворотам с ЧПУ следующие четыре фундаментальных параметра должны регулироваться операторами с точки зрения конкретных условий труда. Эти параметры оказывают прямое влияние на эффективность обработки, срок службы инструмента и качество конечных продуктов:
1. Скорость SPINDLE (об / мин)
Скорость шпинделя и диаметр заготовки обратно пропорциональны, так же, как при уменьшении скорости революции, чтобы отметить большой круг с компасом. По мере увеличения диаметра скорость должна быть уменьшена, чтобы поддерживать постоянную скорость разреза.
2. Скорость корма (мм/оборотная)
Перемещение инструмента в отношении революции имеет прямую корреляцию с поверхностной отделкой и продуктивностью обработки:
- Слишком высокий: приводит к прыжкам с подсказкой или повреждением поверхности заготовки.
- Слишком низко:Более длительное время обработки и склонность к заусенцамПолем
Рекомендуемое эталонное значение:
Сталь: 0,1-0,3 мм/Rev.
Алюминиевый материал: 0,2-0,5 мм/Rev.
3. Диплект диаметра заготовки
Размер диаметра оказывает прямое влияние на два критических фактора:
- Выбор инструмента: для диаметров > 50 мм рекомендуется армированный держатель инструмента.
- Жесткость системы: когда диаметр < 20 мм, скорость подачи может быть снижена, чтобы предотвратить вибрацию.
4. Длубь (мм)
Ключевые области для контроля суммы материала, взятого на операцию:
- Грубая обработка: к краю режущих инструментов (жесткие сплавные ножи: 1,5 мм для стальных компонентов, 3 мм для алюминиевых компонентов).
- Точная обработка: контролируется в 0,1-0,5 мм (в зависимости от требования шероховатости поверхности)
| Аномальное состояние | Схема корректировки |
| Износ инструмента | Снижение глубины 0,2-0,3 мм. |
| Прерван | Глубина уменьшена до 50% от нормального значения. |
| Материал содержит твердые пятна | Глубина ≤ 0,5 мм. |
JS Специальное напоминание:При обработке нержавеющей стали глубина должна быть уменьшена на 20%, чтобы избежать поломки инструмента.
Каковы ключевые соображения в программировании с ЧПУ?
1. Материальная характерная идентификация
(1) Переписка между материалами и инструментами:
- Мягкие материалы: напримералюминиевые сплавы, алмазные инструменты предпочтительнее, которые имеют коэффициент трения на 40% ниже, чем у обычных инструментов и могут достичь плавной непрерывной резки.
- Жесткие материалы: при обработке закаленной стали (HRC> 50), необходимо использовать лопасти CBN (кубический нитрид бора), чья высокая температурная сопротивление может выдержать температуру резания 1200 ° C.
(2) Профилактические меры для ненормальной обработки:
- Прилипание нержавеющей стали: увеличьте концентрацию охлаждающей жидкости на водной основе до 8%-10%и добавьте экстремальные добавки, чтобы избежать плавления чипа.
- Управление чугуной пыли: используйте лезвия с разрывами чипсов с наклоном и используйте систему очистки газа 2,5 м/с для очистки рабочей зоны в режиме реального времени.
- Типичный случай: когда мастерская обработана 304 рукава из нержавеющей стали, параметр Q команды G75 не был включен, что привело к тому, что чипы шириной 3 мм, обернутые вокруг шпинделя, в результате чего оборудование внезапно остановилось. После того, как значение Q было отрегулировано до 0,3 мм, длина чипа контролировалась в пределах 15 мм, а непрерывность обработки была значительно улучшена.
2. Геометрическая обработка структуры
(1) Разберите сложные детали на три этапа:
① Сначала поверните внешний круг.
② Затем выравнивайте конечное лицо.
③ Наконец -то выкопайте канавку (обратите внимание на пространство для отсека).
(2) Контрольный список антиколлиений:
- Длина стержня инструмента: при обработке глубоких отверстий общая длина панели инструментов должна быть менее чем в 4 раза превышает диаметр отверстия (например, при обработке отверстия φ20 мм в стержне инструмента до 80 мм).
- Зажим зажима: оставьте не менее 3 мм расстояния безопасности, представьте его как расстояние между передним и задним транспортным средством при парковке.
- Специальная форма: при встрече с внутренней вогнутой дугой, необходимо использовать инструмент с углом R, меньше, чем радиус контура.
(3) Стратегия оставшегося распределения:
- Критические поверхности спаривания (такие как точки подшипника): оставьте отделочную долю 0,02 мм, что составляет 1/4 от толщины волос.
- Некритические части (такие как боссы процесса): могут быть расслаблены до 0,1 мм, экономя около 30% времени обработки.
- Деформируемые детали: обрабатывайте шаги, сначала оставьте на 0,5 мм пособие и впоследствии после лечения.
(4) Три вещи должны быть сделаны при отладке программы:
- Проверка пустого запуска: тестовый запуск при 200% -ной скорости подачи на машинном инструменте, наблюдая за точкой изменения инструмента.
- Измерение первой части: после обработки первого компонента,Используйте три координата, чтобы измерить 3 размера ключейПолем
- Регулировка параметров: отрегулируйте в соответствии с фактическим звуком резки нормальный звук резки должен быть таким же плоским, как разрывая бумага.
3. Планирование пути пути
| Тип пути | Спиральная резка применимых сценариев | Преимущества | Риски |
| Контурная резка |
Обработка шага.
|
Уменьшает простоя. | Углы склонны к перереги. |
| Спиральная резка в | Конечное лицо поворачивается. | Уменьшает ударную силу. | Высокая сложность программирования. |
| Отслеживание копий | Контур специальной формы. | Высокая точность. | Потребление времени увеличилось на 40%. |
4. Соединение параметров
- Баланс трех элементов: скорость (n), подача (F) и глубина резки (AP) необходимо динамически отрегулировать.
- Формула черновой обработки: AP (3 мм) × f (0,3 мм/r) = высокая скорость удаления материала.
- Финишная формула: n (2000 rpm) × f (0,05 мм/r) = высокое качество поверхности.
- Мониторинг нагрузки машины: автоматическое снижение скорости, когда питание превышает 85% от номинального значения.
5. Три принципы позиционирования приспособления
- Последовательный база:От дизайнерских чертежей до обработки и зажима до качественной проверки, чтобы избежать реле, тот же набор базовых точек позиционирования должен использоваться.
- Гарантия жесткости: при обработке тонких деталей (таких как гидравлические стержни) с длиной, превышающей в 5 раз больше диаметра, должен быть установлен держатель инструмента последователя, чтобы предотвратить изгиб и деформацию.
- Быстрая переключение:Использование системы быстрого измененийМодули позиционирования объединяются как блоки LEGO, а время изменения производства сжимается от 2 часов до 40 минут.
6. Три хитрости для оптимизации программы
- Грубающий цикл поворота: используйте команду G71 для упаковки и обработки повторяющихся этапов резки, и напрямую сократите количество кода на 70%.
- Интеллектуальная компенсация инструмента: в номере T0101 первые две цифры выберите инструмент, а последние две цифры 01 представляют значение компенсации инструмента № 1, которое в любое время исправляет ошибку износа.
- Повторное использование подпрограммы: при столкновении с той же структурой используйте M98, чтобы вызвать письменный сегмент программы, чтобы сохранить необходимость повторного ввода кода.
7. Качество и контроль безопасности
Обнаружение онлайн: вставьте команду STOP M05 STOP в программу и автоматически компенсирует размер зонда.
План аварийного аварийного плана:
X/Z Ос мягкого предела оси, чтобы предотвратить столкновение машины.
Установите максимальную резку нагрузку для каждого инструмента отдельно.
Обработка продолжения точки останова: быстро найдите позицию прерывания через поиск номера линии.
Проблемы, с которыми сталкиваются переворачивание ЧПУ и как их решить?
Задача 1: трудности при обработке твердых материалов
Типичная проблема:При обработке закаленной стали (HRC55 или выше) и высокотемпературных сплавов, скорость износа инструмента увеличивается в 3-5 раз, а шероховатость поверхности трудно контролировать.
Решение:
- Мы используем инструменты CBN (кубический нитрид бора)с термостойкостью до 1200 ℃ в сочетании с охлаждением высокого давления (давление ≥7 МПа).
- Реализация переменных параметров: скорость линии составляет 80 м/мин на стадии грубой обработки и уменьшена до 50 м/мин на стадии тонкой обработки.
- Внедряя технологию поворота ультразвуковой вибрации, усилия резания уменьшаются на 40%.
Случай применения: JS увеличил срок службы инструмента с 15 штук/лезвия до 45 штук/лезвия через вышеуказанное решение при обработке турбинных дисков INSEL 718.
Задача 2: Обработка сложной структуры
Типичная проблема:Для структурных частей с поперечными отверстиями внутренней полости, путь инструмента подвержен интерференции (например, когдаобработка деталей аэрокосмического соединения, расстояние между панелью инструмента и внутренней стены составляет <1 мм).
Профилактические меры:
На этапе программирования наши инженерыИспользовать программное обеспечение для 3D -симуляцииЧтобы обнаружить путь, сосредоточившись на:
✓ Положение точки смены инструмента.
✓ Разрезка дуги и угла.
✓ Держатель инструментов.
Трехступенчатая проверка перед фактической обработкой:
① Наблюдайте за траекторией движения машины, работая с пустым инструментом
② Тестовая резка с нейлоновым испытанием
③ Уменьшите скорость подачи на 50% при обработке первой части
Вызов 3: Противоречие между эффективностью обработки и качеством
| Комбинация параметров | Время | Шероховатость поверхности Ра | Стоимость инструмента за штуку |
| Обычная резка | 25 минут | 1,6 мкм | $ 8,5 |
| Высокоскоростной поворот | 18 минут | 0,8 мкм | $ 6,2 |
| Жесткий сухой поворот | 12 минут | 0,4 мкм | $ 4,8 |
Прорывной путь:
- Используйте инструменты PCBN для реализации жесткого поворота вместо шлифования (экономя 60% времени процесса).
- Разработайте систему адаптивной подачи для динамической настройки параметров в соответствии с резкой нагрузкой.
- Применить технологию композитной обработки, Центр CNC Turning и Melling интегрирует функцию фрезерного производства.
Краткое содержание
Благодаря своей высокопроизводной и высокоэффективной функции обработки технология поворота ЧПУ стала предпочтительным выбором для производства цилиндрических компонентов. От частей точного вала для применения двигателя в транспортных средствах до структуры внутренней полости смиллиметровые измерения в медицинских продуктах, Расширенные конфигурации, такие как библиотеки энергетики и многоосная связь, позволяют машине выполнять весь процесс обработки сложной детали.
Если ваши детали должны быть настроены,Платформа цифрового производства JS предоставляет вам решение от поворота до фрезерованияПолем Просто загрузите дизайнерские чертежи онлайн, и мы предоставим вам бесплатный анализ производства, от выбора материала до оптимизации толерантности. Вы можете попасть в процесс производства в течение всего 48 часов. Загрузите свою 3D -модель и испытайте нашу интеллектуальную производственную услугу по поводу переворачивающих чертежей в детали сегодня!

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Какова роль шпинделя в повороте?
Шпиндель является основным компонентом, который управляет вращением заготовки, ответственным за зажим заготовку и передачу вращательной мощности. Точно контролируя скорость (50-3000 оборотов в минуту), он обеспечивает стабильное относительное движение между режущим инструментом и заготовкой, непосредственно влияя на точность обработки и качество поверхности.
2. Каково основное оборудование поворота ЧПУ?
Токарный станок с ЧПУ - это основное оборудование, состоящее из системы численного управления, веретена и системы подачи. Система CNC анализирует инструкции по программе, шпиндель приводит к вращению заготовки, а система подачи управляет инструментом для перемещения по прямой линии. Трое работают вместе, чтобы завершить точную резку.
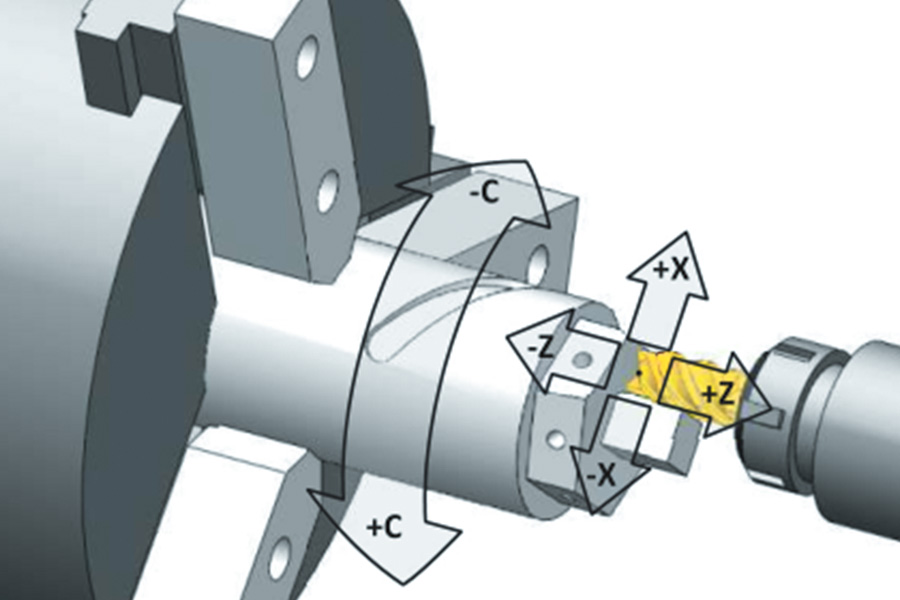
3. Как инструмент движется по заготовке?
Режущий инструмент управляется сервоприводом для точного перемещения вдоль оси X (радиальная) и ось z (осевая). Система ЧПУ управляет скоростью и пути движения в соответствии с инструкциями по программе и следует за установленной траекторией с точностью 0,001 мм во время резки для достижения сложной обработки контура.
4. Какова практическая функция охлаждающей жидкости?
Охлаждающая жидкость в основном служит функциям охлаждения, смазки и удаления чипа. Он может убрать 75% режущего тепла, предотвратить перегрев инструмента (> 600 ℃ сгорит), промыть железные заявки, чтобы избежать запутывания инструментов, смазать и продлить срок службы инструмента более чем на 30% и предотвратить тепловую деформацию заготовки.
Ресурс

