

В ходе интеллектуальной трансформации производственной промышленности,Обработка управления обработкой с ЧПУстал основной движущей силой современной промышленности с помощью компьютерной программы для точного управления движением станок -инструментов и реализации автоматической обработки металла, пластика, композита и т. Д.Процесс диверсификации технологии ЧПУ (такой как обработка измельчения, обработка токарного токарного станка, обработка шлифования и т. Д.) Не только превышал физические пределы традиционной обработки, но и достиг двойного скачка свободы и продуктивности дизайна путем оцифровки.
Благодаря интеллектуальной системе ЧПУ, модульной платформе процессов и зеленой производственной системе, JS не толькодостигнутая бесшовная интеграция от проверки прототипа до массовой доставки производства, но также изменил отраслевую экосистему с сокращением потребления энергии на 20% и экономией затрат на 15%, установив технический эталон для точности, эффективности и устойчивости в высококлассном производстве.
Каков принцип обработки ЧПУ?
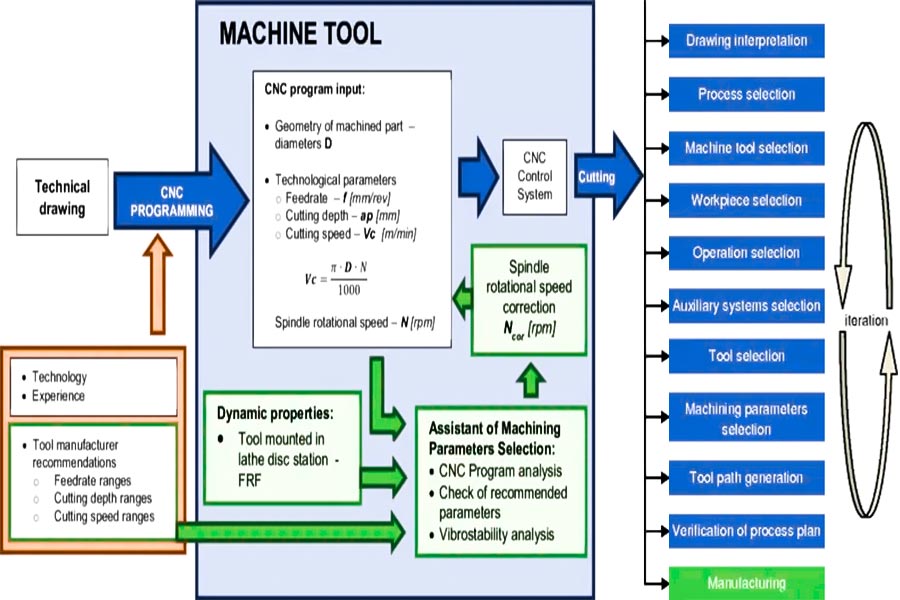
Уточнение с ЧПУ-это своего рода передовая технология производства, который контролируется предварительно запрограммированным программным обеспечением, автоматизируя процесс обработки. В своем ядро файлы проектирования CAD преобразуются в коды машинного обозначения (например, G-код), которые приводят к машине, чтобы точно манипулировать путями инструментов, скорости, подачи и другими параметрами. Вся система объединяет технологию CAD, CAM и точного механического привода для достижения очень повторяемой обработки от простых частей до сложных поверхностей. По сравнению с традиционной ручной эксплуатацией обработка ЧПУ значительно повышает точность обработки (до ± 0,005 мм), эффективность производительности и использование материалов, особенно в аэрокосмической промышленности, автоматических деталях, медицинских устройствах и т. Д., Которые требуют высоких допусков и качества поверхности.
Каковы общие типы обработки ЧПУ?
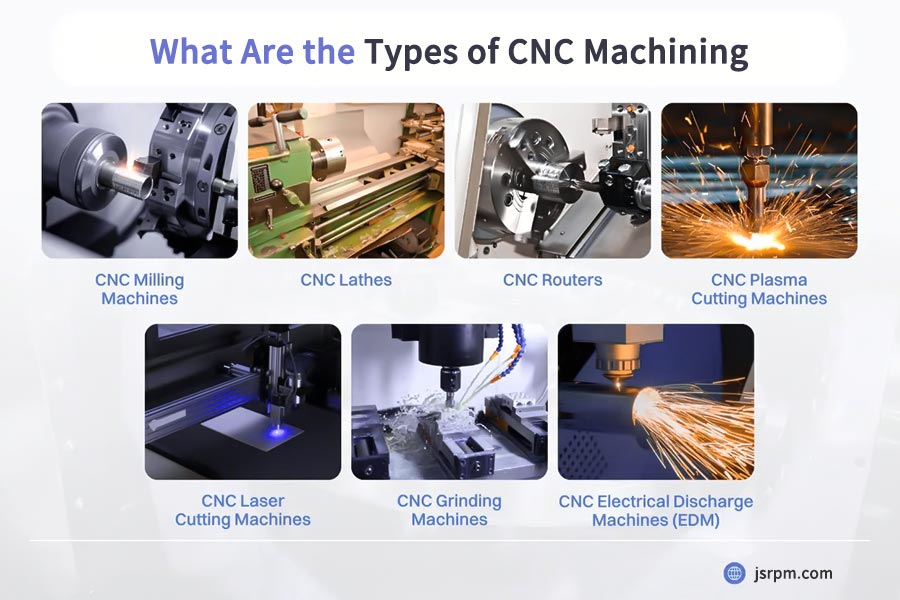
Обработка ЧПУ - это своего рода передовая технология, которая реализует высокую автоматическую обработку с помощью компьютерного численного управления.Некоторые из наиболее распространенных типов обработки:
1Сторонний фрезерование
Роторные режущие инструменты используются дляМногоосвязанная резка заготовкиПолем Он подходит для сложной поверхности и контурной обработки, такой как плесень, аэрокосмические детали и т. Д.Согласно типу инструмента, его можно разделить на конечную фрезею, поверхностную мельницу, круглую мельницу и т. Д., С ± 0,005 мм, поддерживая эффективную обработку различных материалов, таких как алюминиевые, стальные и титановые сплавы.
2.обработка
Координируя вращающиеся заготовки с фиксированным инструментом, может быть реализована высокая эффективность массового производства вращающихся деталей, таких как вал, шестерня и фланец.Поддержка внутренней и внешней цилиндрической поверхности, конических поверхностей, нити и т. Д., Шероховатость поверхности может быть оптимизирована до RA0,8 мкм, особенно дляБыстрое изготовление автоза деталейи компоненты механической передачи.
3.gПриколобработка
Точное измельчение заготовки с помощью шлифовального колеса в основном используется при окончательной обработке материалов с высокой твердостью, таких как цементированный карбид, керамика и гашная сталь.Зеркальная отделка (RA <0,01 мкм) может быть достигнута путем контроля подачи и скорости шлифовальной головки с помощью численной системы управления, которая широко используется в конечном процессе точной обработки подшипника, матрицы и точных инструментов.
4Многозадачная обработка ЧПУ
Технология сочетает в себе фрезерование, поворот и другие процессы в одно устройство для завершения многогранной обработки в приспособлении, повышая эффективность более чем на 40%.Это преодолевает ограничение традиционных технологий и идеально подходит дляПроизводство аэрокосмических поборокМедицинское устройство и другие высокие интегрированные компоненты.
Каковы характеристики обработки пять оси ЧПУ?
Пяти осевая обработка ЧПУ является одной из ключевых технологий в области высококачественного производства, достижение эффективной и точной обработки посредством синхронизированного движения пяти осей (три линейных оси плюс две вращающиеся оси). Его основные особенности включают:
1. МУСТИЧЕСКАЯ СВЯЗАНА
Пятиосные системы JS могут достичь гибкости по многоугольным позиционированию между инструментом и заготовкой, что позволяет обрабатывать сложные компоненты, такие как поборщики, лезвия и штампы. Это расширяет диапазон обработки за пределы традиционных трех осевых возможностей, в то же время значительно повышая свободу дизайна.
2Высокая точность и консистенция поверхности
Динамически регулируя осанку инструмента в режиме реального времени, сохраняя оптимальные углы резки и уменьшая вибрацию и износ инструмента,Технология JS обеспечивает точность обработки в пределах ± 0,005 мми шероховатость поверхности ниже 0,8 мкм. Эти возможности соответствуют строгим требованиям таких отраслей, как аэрокосмическое и оптическое оборудование.
3Эффективная обработка
Полная многогранная обработка за одну настройку, исключая накопление ошибок из повторного фиксации. Это повышает эффективность обработки на 30-50% по сравнению с тремя осевыми машинами. В сочетании с высокоскоростной технологией резания он идеально подходит для крупномасштабного производства аэрокосмических титановых сплавов и автомобильных компонентов.
4Интегрированное формование сложных структур
Одновременно обрабатывать нерегулярные отверстия, глубокие полости и наклонные поверхности - такие какПористые структуры, используемые в медицинских ортопедических имплантатахили точные жидкости для пропеллеров кораблей - в одной операции. Это уменьшает шаги сборки после приема.
5Адаптируемые материалы и процессы
Совместимая с цементированными карбидами, титановыми сплавами, алюминиевыми сплавами, композитами и другими материалами, система поддерживает фрезерование, бурение, контерсозирование и аналогичные операции. Он плавно адаптируется к прототипированию посредством массового производства.
6Интеллектуальная автоматизация
Интегрированное программное обеспечение CAM автоматически генерирует оптимальные пути инструментов, в то время как мониторинг состояния резания в реальном времени и динамические корректировки параметров минимизируют риски ручного вмешательства. Усовершенствованные модели представляют собой измерение и компенсацию в процессе процесса для обеспечения пакетной согласованности.
Следует ли выбрать фрезерование или поворот для обработки алюминия?
1Различия в методах обработки
Обработка измельчения
Примите вращающиеся режущие инструменты, чтобы исправить заготовку:
- Режущие инструменты, такие как конечные мельницы и шариковые резаки, вращаются на высокой скорости, чтобы сохранить заготовку стационарной или слегка движущейся.
- Слоистая резка материала достигается путем контроля пути инструмента с помощью многоосной связи (например, xyz Трихосная связь или пять осевых связей).
- Адаптация технологии JS:Оснащен с пятью осевыми машинами для поддержки сложной обработки поверхности(Например, авиационные побочные устройства), запрограммированная точность пути ± 0,005 мм, автоматическое предотвращение поля инструмента и снижение ручного вмешательства.
Токарная обработка
Примите метод вращающейся заготовки+инструмент линейного подачи:
- Заготовка зажимается в патроне и вращается на высокой скорости. Инструмент подается в осевой или радиальной прямой линии направления.
- Подходит для обработки роторных частей корпуса (например, вала и фланца), таких как внешний круг, внутреннее отверстие и нить, с помощью одного зажима.
- Технология JS подходит для специальной обработки многопроцессов, повторная точность позиционирования ± 0,002 мм, термостатическая мастерская тепловая деформация, обеспечивая стабильные размеры.
2Принцип точного контроля
Обработка измельчения
Точность зависит от планирования пути инструмента и жесткости машины:
- Система сцепления с несколькими осью обеспечивает компенсацию в режиме реального времени за износ инструмента и деформацию материала.
- JS оптимизирует параметры резки путем объединения интеллектуального программного обеспечения CAM с термостатической мастерской (колебания DemporatureTemperatation <± 2 ° C), чтобы ограничить ошибку до ± 0,005 мм.
Типичный случай:Шероховатость поверхности медицинского имплантата ≤0,8 мкм, согласуется с требованиями точности имплантата.
Токарная обработка
Точность зависит от разгона шпинделя и геометрии инструментов:
- Инструменты с алмазным покрытием имеют постоянный линейный контроль скорости, чтобы уменьшить вибрацию резки.
- JS принимает керамический шпиндель и высокий точный подшипник с разлом шпинделя менее 0,001 мм, а поверхностная гладкость алюминиевых деталей во время поворота может достигать RA ≤0,4 мкм.
Типичный случай: Ошибка концентрирования обработки концентратора автомобильного колеса составляет менее 0,01 мм, что намного превышает отраслевые стандарты.
3. Сравнение применимых сценариев
| Сценарий требования | Рекомендуемый процесс | JS Технологические преимущества | Поддержка данных |
| Сложные формы | фрезерование | 5-осевая обработка сцепления для обработки нерегулярных поверхностей (таких как авиационный алюминий). | Показательный пример: леса беспилотников на 30% эффективнее. |
| Компоненты пакетного вала | поворот | Специализированные приспособления могут достичь одного многопроцессного процесса зажима и уменьшить ошибки позиционирования (повторяющаяся точность позиционирования ± 0,002 мм). | Данные показывают: ежедневная производственная мощностьизПоворот алюминиевых деталей достигает 800 штук (по сравнению со средним показателем в отрасли 650 штук). |
| Тонкостенная обработка | фрезерование | Высокоскоростная резка (скорость 8000 об / мин) используется в сочетании с охлаждающей жидкостью с деформацией менее 0,02 мм. | Данные тестирования: плоскостностьизАлюминиевая пластина 0,5 мм после фрезерованиядостигает0,01 мм. |
| Гладкая поверхность | поворот | Инструмент с алмазным покрытием имеет постоянный линейный контроль скорости и RA ≤0,2 мкм. | Обратная связь с клиентами: после того, как повернуть алюминиевую алюминиевую глянцевую оболочку, увеличилась на 40%. |
4. Сравнение адаптивности технологии JS.
| Ключевые индикаторы | Процесс фрезерования (JS преимущества) | Процесс поворота (преимущество JS) |
| Материальная адаптивность | Могут обрабатывать алюминиевые сплавы, такие как 6061/7075/2024 и поддерживать жесткую предварительную обработку. | Выделенный токарный станок оснащен керамическим веретеном, подходящим для обработки алюминия с высокой твердостью (например, 2014-T6). |
| Повышение эффективности | Программное обеспечение CAM автоматически избегает маржи, повышая эффективность программирования на 50%. | Система, изменяющая синхронное изменение инструмента, уменьшает вспомогательное время на 30%. |
| Контроль затрат | Уменьшите износ инструмента на 25% (посредством интеллектуального мониторинга износа). | Снизить стоимость обработки с одной частью на 18% (из -за высокого уровня повторного использования при массовом производстве). |
| Экологические индикаторы | Технология сухой резки уменьшает использование резки жидкости на 70%. | Система циркулирующего охлаждения экономит 60% воды. |
5. Преимущества интеграции технологий JS
- Смешанная возможность процесса:Поддерживает комбинацию грубой обработки и точной обработки измельчения, повышение эффективности на 40%.
- Интеллектуальный мониторинг:Система проверки качества ИИ анализирует статус резки в режиме реального времени, а точность аномального предупреждения о закрытии превышает 95%.
- Экологическая адаптация:Технология сухой резки снижает использование резки жидкости на 70%в соответствии со стандартами ESG.
Выбор фрезерования или поворота требует всестороннего рассмотрения формы детали, точности и свойств материала. JS может максимизировать преимущества двух процессов посредством индивидуальных решений процесса, таких как сложное поверхностное измельчение (пять оси) и переключение части оси пакетной оси (эффективная автоматизация).
Как выбрать подходящие инструменты для обработки токарных станок?
1. Установите материал инструмента на основе материала заготовки
Материалы мягких металлов (такие как алюминий, медь)
- Рекомендация: жесткий сплав (WC-CO) или инструменты с алмазным покрытием.
- Причина: жесткий сплав обладает хорошей сопротивлением адгезии, иАлмазное покрытие может значительно улучшить плавность поверхности(RA ≤0,2 мкм).
- Пример: при повороте 6061 алюминиевого сплава, срок службы бриллиантовых режущих инструментов более чем в три раза дольше, чем у обычных твердых сплавов.
Материалы высокой твердости (такие как гашная сталь, титановые сплавы)
- Рекомендация: кубический нитрид бора (CBN) или керамические режущие инструменты.
- Причина: CBN устойчив к высоким температурам (выше 1400 ℃) и подходит для высокоскоростной резки (VC> 150 м/мин), керамические режущие инструменты имеют низкую плотность и являютсяПодходит для легкой резкиПолем
- Пример: при повороте передачи стали с HRC50 или выше, скорость износа режущих инструментов CBN снижается на 80%.
Композитный или трудно обрабатывать материалы (такие как нержавеющая сталь, теплостойкие сплавы)
- Рекомендация: покрытый жестким сплавом или металлической керамикой.
- Причина: покрытия могут повысить высокотемпературную устойчивость к окислению (например, покрытия тиана с температурной стойкостью 800 ℃), а жесткость металлической керамики лучше, чем у чистой керамики.
- Пример: когдаОбращение с нержавеющей сталью 316LИнструменты с покрытием могут увеличить скорость резки на 50% по сравнению с инструментами без покрытия.
2.Optimize параметры инструмента на основе условий обработки
Скорость резки (VC)
- Высокоскоростная обработка (VC> 100 м/мин): керамика, CBN или бриллиантовые инструменты.
- Обработка низкой скорости (VC <50 м/мин): жесткий сплав обладает более высокой экономической эффективностью.
Скорость подачи (F) и глубина резки (AP)
- Грубая обработка: большая глубина резки (AP = 2-5 мм), средняя скорость подачи (F = 0,2-0,5 мм/r).
- Точная обработка: небольшая глубина резки (AP <0,5 мм), низкая скорость подачи (F <0,1 мм/r), в сочетании с острыми краями резания (угла наклона γ ≥15 °).
Метод охлаждения
- Сухая резка: выберите высокотемпературные покрытия (например, Altin) или керамические режущие инструменты.
- Влажная резка: выберите гидрофильное покрытие (например, олово) или инструменты без покрытия для повышения эффекта смазки.
3. Требования к обработке геометрического матча.
- Внешний круг/конец поворота: инструменты с основным углом 45 ° (KR = 45 °) выбираются для баланса радиальных и осевых сил резания и уменьшения вибрации.
- Вращение внутреннего отверстия: используйте инструменты небольшого угла наклона (KR = 10-30 °), чтобы увеличить пространство чипа и избежать блокировки чипа.
- Резка/канавка: используйте лезвие отрицательного угла наклона (гамма = от -5 ° до -15 °), чтобы улучшить способность чипа и предотвратить запутанность чипа.
4Выберите процесс покрытия в соответствии с требованиями качества поверхности
Высокие требования к сглаживанию (RA <0,4 мкм):Выберите Diamond (PCD) или нано -покрытия с коэффициентом трения 0,1 или менее (например, ALCRN).
Требование сопротивления (длительный срок службы):Покрытие Tialn/PVD выбирается с антиоксидантной температурой 800 ° C и увеличением устойчивости к истиранию в 2-3 раза.
Требования к связыванию (например, обработка нержавеющей стали):Серные покрытия (например, MOS₂) или алмазоподобные углеродные покрытия (DLC) выбираются для уменьшения образования узелков пластин.

Как различить два языка программирования для обработки ЧПУ?
1Разные функциональные местоположения
Код G (инструкции по геометрии)
Основные функции:Управляйте траекторией движения машинного инструмента и пути обработки, определить движение машинного инструмента.
Типичное описание:
- G00: Позиция быстро (не режущее движение).
- G01: линейная интерполяция (резка).
- G02/G03: Интерполяция дуги (по часовой стрелке/против часовой стрелки).
- G90/G91: абсолютный/инкрементный режим координат.
Например: G01 x10 Y20 F100, который представляет собой движение непосредственно из текущей точки при 100 мм/ мин (x = 10, y = 20).
Код M (вспомогательная функция)
Основная функция:Контролировать вспомогательное действие машинного инструмента, не напрямую связан с процессом резки.
Типичное описание:
- M03: Шпиндель вращается вперед.
- M05: Spindle Stops.
- M06: переключение ножей.
- M08/M09: охлаждающая жидкость/выключение.
Например: M03 S1500, шпиндель вращается со скоростью 1500 об / мин.
2Различия в синтаксической структуре
Код g
- Формат: Начните с буквы G, за которым следует номер, такой как G01.
- Параметры: обычно включают значения координат (x/y/z) и скорости подачи (F).
- Приоритет: сначала выполнить команды движения, непосредственно влияя на точность пути обработки.
Код м
- Формат: Начните с буквы M, за которой следует число (например, M06).
- Параметр: нет значений координат, запускаются только конкретные функции.
- Приоритет: вспомогательные функции выполняются с интервалами между командами движения и не влияют на форму пути.
3Порядок выполнения правил
Код g
- Выполните сегменты программы один за другим, чтобы контролировать движение инструмента в реальном времени.
- В случае конфликта (например, наличие G00 и G01), последние инструкции должны преобладать.
Код м
- Обычно его называют централизованно в конце сегмента программы, чтобы последовательно вызвать вспомогательные действия.
- Часть кода M должна быть объединена с другими инструкциями, такими как M03, требующий S для указания скорости.
4Различия в инструментах программирования
G код программирование
- Ручное программирование: зависимость от инженерного опыта для простых задач.
- Генерация программного обеспечения CAM: например, MasterCam и UG NX автоматически генерируют G-код.
M Код программирование
- Стандартизированное вызов: Большая часть M-кода предварительно устанавливается производителями станка и не требует настройки.
- Расширение специальных функций: некоторые высококачественные машины позволяют настраивать код M (например, интегрированные проверки визуализации).

Как JS может сократить цикл доставки сложных компонентов?
1. Обработка оси с осью пятьУменьшите количество сроков зажима (один зажим может завершить многогранную обработку), избегать множественных ошибок позиционирования, повысить эффективность обработки на 30%-50%.
2. Высокая технология резки:Скорость инструмента может достигать десятков тысяч оборотов, скорость обработки с цементированной карбидом в 2-3 раза выше, чем традиционные методы резки, одновременно сохраняя точность ± 0,005 мм.
3. Внедоруженный токарный станок, фрезерование:Интегрированные машины набор токана, фрезерования, бурения и других функций в одном, так что турбинные диски и другие роторные детали обрабатывают время обработки более чем на 40%.
4. Гибридная модель производства:3D -печать, точная обработка с ЧПУ длябыстрое прототипирование сложных структур(например, полые решетки) требует примерно жаркого времени традиционных процессов, как правило, с 50% сокращением времени выполнения выполнения доставки аэрокосмических компонентов.
5. IntelligentСистема планирования производства:Автоматическая оптимизация путей инструментов и нагрузки на оборудование, увеличение использования ресурсов на 25%, когда несколько заказов производятся параллельно, и на 48 часов увеличивается время отклика внедрения экстренного порядка.
Краткое содержание
В современной промышленной системе технология обработки ЧПУ разработала от традиционного инструмента до основного двигателя производственных инноваций.От первоначального контроля координат до сегодняшнего интеллектуального принятия решений, технология развивалась для покрытия мельницы для обработки, обработки Multi Axis Multi Axis, такая как многомерная экосистема производства.Его основная стоимость заключается не только в промышленностивоспроизводство точность уровня микрометра, но также и в строительстве совместной инновационной парадигмы дизайна материала.
JS Company является ориентиром -практикующим в этой области.С помощью технологии связывания с пятью ось, устойчивость к ошибкам в дизайне иПроизводство сложных изогнутых деталей реализованоПолемПод синергией из производства составных и аддитивных производства токарного станка и ограничение традиционного процесса материала и структуры нарушено, а эффективность производства повышается на новую высоту автоматической системой управления с закрытым контуром.

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные функции проектирования, качество материалов и тип или качество изготовления, которые будет предоставить сторонний поставщик или производитель через сеть Jusheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Какое основное использование поворота ЧПУ?
Токарный станок в основном используется для вращения симметричных деталей (таких как вал и штифт), а также для реализации внешнего круга, внутреннего отверстия и обработки резьбы путем поворота заготовки и инструмента для крепления.
2. Как достичь высокой точной обработки поверхности при фрезеровании ЧПУ?
Шероховатость шероховатости поверхности фрезерования с ЧПУ - это RA 0,01 мкм с помощью режущих инструментов с высокой точностью, оптимизация параметров резки (скорость/подача), технология компенсации ошибок, среда постоянной температуры и тонкое измельчение.
3. Каковы характеристики композитной обработки автомобиля?
Принятие токарного станка, фрезерования, бурения интегрированной обработки для уменьшения ошибок зажима, подходящих для вала, корпусов клапанов и других деталей оси.
4. Как выбрать подходящий тип обработки ЧПУ?
Характеристики материала (металлическая/неметаллическая), сложность формы, требования к точности (допустимость ± 0,001-0,1 мм) и размеры партий необходимо учитывать.
Ресурсы
Автоматический токарный станок
Компьютерное числовое управление

