

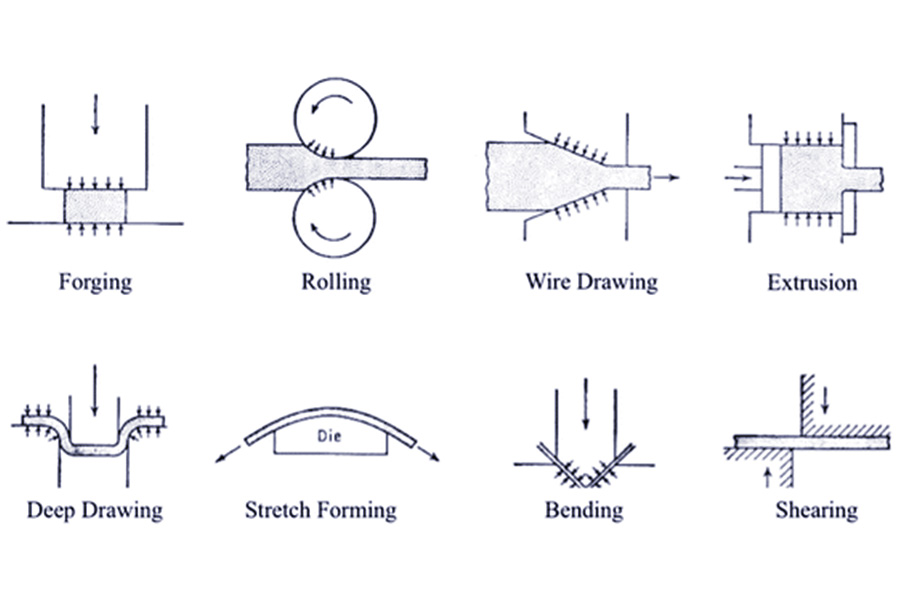
Мы часто видим, как клиенты интересуют, как металлическое шасси и кронштейны можно превратить из плоских пластин в трехмерные детали. На самом деле, трюк заключается в этом изгибе. Используйте изгибающую машину, чтобы точно нанести силу, чтобы сгибать металлическую пластину в V-образную форму, U-форму и другие углы в соответствии с дизайном.Это основное ремесло обработки листового металлаПолем
От очень тонких пластин до ежедневных стальных пластин толщиной в несколько миллиметров, все они находятся в пределах нашего диапазона обработки. Ключ состоит в том, чтобы вычислить внутреннюю кривизну изгиба и обеспечить, чтобы она была больше толщины пластины, чтобы изгиб был прочным и не будет треснуть.
В основном мы полагаемся на различные изгибающие машины для работы с плесеньми.
В соответствии с требованиями заготовки и характеристик материала,Выберите разные методы изгиба(такие как изгиб воздуха и изгибание). Превратите дизайн на чертеже в трехмерный объект. За этим, казалось бы, простым изгибом и складыванием опыт и точный расчет.
Сводка ключевых ответов:
| Аспект | Описывать | Ценность для вас |
| Основной принцип | Примените внешнюю силу на металлический лист, чтобы навсегда деформировать его, образуя определенный угол и форму (например, V-образную, U-образную). |
Эффективно преобразовать 2D -листы в 3D -структурные компоненты.
|
| Основные процессы | Нажатие изгиба является основным методом, который использует удары и плесень для достижения изгиба. | Подходит для производства прототипов с одним произведением до массового производства. |
| Общие типы | Основные методы изгиба, такие как V-образный изгиб, U-образное изгиб и свернутые края. | Может спроектировать и производить различные детали с различными конструкциями и функциями. |
| Ключевые соображения | Радиус изгиба (влияет на прочность), отскок (упругое восстановление), k -фактор (расчет развернутой длины). | Непосредственно влияя на точность и качественную надежность конечного продукта. |
Эта статья ответит на ваши вопросы:
- Это руководство поможет вам понять значение изгиба металла,
- Проанализировать наиболее часто используемые методы изгиба металла,
- Дайте вам несколько практических советов по дизайну,
- Конечная цель: помочь вам лучше понять и лучше справиться с разработкой и производством металлических деталей.
Почему вы должны доверять этому руководству? Настоящий опыт экспертов JS с листовым металлом говорит вам
В JS,изгиб самыйвещь, с которой мы имеем делона а ежедневно основаВ Но это такНе простоо Быть мастеромВОЗуправляетизгибающие машиныПолем Мы являютсябольше похоже на инженеров, которыеможетПомогите клиентам решить структурные проблемы. За последнее десятилетие мыпроизводитсяТысячи деталей точного листового металла на электронных заводах, строительных площадках, а также оборудовании и оборудовании.
Что делает это руководство достойным вашего доверия? Это опирается на реальные навыки, которые мы накопили в семинаре каждый день:
- Мы знаем: как точно рассчитать раздражающую сумму восстановления, чтобы каждый угол 90 градусов был плотно установлен. Это не написано в книге, а ощущение машины после бесчисленных изменений.
- Мы знаем:Как к выбирать а большинство подходящий форма когда встреча материалы из другой толщина и темпераментПолем
Метод в руководстве не является теориейцитируетсяИз учебника, но трюк, который мы выяснили, когда работали и решали практические проблемы каждый день.В факт,Мастер Чжан, у которого естьбыл работающийЗдесь 20 лет,всегдасказал что,
«Не просто смотрите на формулы на буквы, реальные навыки скрыты в железных регистрациях в семинаре. Это руководство - это то, что мы подытожили в решении практических проблем каждый день».
Принцип изгиба металла: наука о создании металла «урожайности»
«Суть обработки металлов заключается в искусстве принуждения материалов, чтобы дать в пределах точно контролируемого диапазона. - Джеймс Ф. Лер, авторитет в области точного производства».
Как говорится в этом истинном знании, мы должны сначала понять, что изгиб - это не для резкого разрушения металла, а для умного использования собственной пластичности. То есть, в том, чтобы гарантировать, что материал не поврежден, применяется достаточно большая сила, чтобы он превысил точку урожайности, что приводит к необратимой постоянной деформации,тем самым формируя нужную нам форму (например, V-образную, U-образную)Полем В конечном счете, понимание того, как материал меняется внутри, когда он согнут, является наиболее важной вещью.
Граница между эластичностью и пластичностью:
- Начальная стадия (упругая деформация):Когда мы начинаем сгибать кусок металлического листа с силой, он изначально жесткий.Точно так же, как когда вы слегка нажимаете пружину пальцем, она будет деформироваться, но как только сила будет удалена, материал полностью вернется к своей первоначальной форме.
- Критическая точка поворота (прочность доходности): Когда приложенная сила изгиба продолжает увеличиваться и превышает критическое значение металла (мы называем это силой доходности), ситуация меняется.
- Целевая стадия (пластическая деформация): после превышения прочности урожая материал металлический материал начинает деформировать пластично. На этом этапе, даже если внешняя сила удаляется, материал не может полностью вернуться к своей исходной форме, но навсегда сохраняет некоторую деформацию. Когда мы делаем обработку изгиба, мы должны умело контролировать силу, чтобы металлический лист просто пересекал эту критическую точку ивходит в стадию пластической деформации, так что согнутая форма будет исправленаПолем
Растяжение и сжатие:
Представьте, что вы согните карту. При изгибе растягивается самый внешний материал? И ли внутренний материал сжимается вместе и сокращается? То же самое верно, когда металлическая пластина согнута: внешняя сторона растягивается, а внутренняя сторона сжимается.
Тогда вопрос заключается в том, что между растянутой внешней стороной и сжатой внутренней стороной, должен быть специальный средний слой, который мы называем нейтральной осью. Этот слой не действительно растягивается и не действительно укорочен во время изгиба, и его длина остается в основном неизменной. Положение этой нейтральной оси является ключом к вычислению фактической длины металлической пластины после изгиба!
Ключ к расчету развернутой длины-K-фактор:
Нейтральная ось, упомянутая выше, не обязательно точно в середине толщины металлической пластины!Мы используем десятичное значение, чтобы представить, сколько он смещен, что является фактором kПолем Это десятичное количество от 0 до 1 (обычно 0,3 - 0,5).
Это значение имеет решающее значение для нас, чтобы рассчитать развернутую длину металлической пластины после изгиба. Различные материалы, различные методы изгиба и даже разные формы будут влиять на размер коэффициента k. Это очень основной параметр в нашем процессе.
Работа с Springback после изгиба:
Эластичное восстановление: даже если материал успешно деформирован во время процесса изгиба, сила ее предыдущей упругой деформации не полностью исчезла. Поэтому, когда вы снимаете кубик, который согнул его, металлический лист слегка отскочит, как растянутая резиновая лента, когда вы отпустите! Это явление называется Springback.
Результат: это приводит к тому, что фактический угол, который выгибаете, немного больше, чем угол, установленной матрицей. Например, если вы сгибаетесь с 90-градусным матрицей, фактический угол может стать 91 или 92 градуса после его освобождения.
Как команда JS справляется с этой ситуацией?
Springback - это неизбежное явление, и у нас есть способ справиться с этим! Основным опытом, накопленным нашей командой JS в долгосрочной практике:
Переплата:
Это наиболее часто используемый метод.Мы предварительно устанавливаем угол изгиба меньше целевого угла для обработкиПолем Например, если цель составляет 90 градусов, мы можем установить матрицу на 88 или 87 градусов для изгиба. Таким образом, когда лист восстанавливается, угол просто отскакивает до 90 градусов, которые нам нужны.
Пользовательский компенсационный инструмент:
Для высокого объема, высокого уровня производства мы разрабатываем и производим специальные инструменты со специальными углами компенсации. Угол самого инструмента принял во внимание количество пружины, так что, когда оно будет нажат и освобожден, он, естественно, будет целевым углом.
«Металлическое изгиб - это и наука, и искусство мастерства.

Основные методы и технологии изгиба металла
Нажмите изгиб тормоза пресса - наше главное оружие
Принцип работы: представьте, что вы положите металлический лист на V-образной канавке (мы называем его нижней частью), а затем используете удар соответствующей формы (мы называем ее верхней матрицей), чтобы нажать сверху. Металлический лист зажат в середине и, под сильным давлением, послушно изгибается вдоль V-образного края нижней части.Это основной принцип обработки тормоза прессПолем Мы полагаемся на это, чтобы завершить наиболее точные угловые изгибы.
Три общих насущных метода:
(1) изгиб воздуха:
Самый гибкий и наиболее используемый! Этот метод позволяет верхней части кубика нажимать вниз, но не полностью нажимает металлическую пластину в нижнюю часть нижней части кубика.Угол изгиба определяется путем управления глубиной верхней части кубика, прижатой к нижней части.Чем глубже давление, тем глубже угол. Чем меньше давление, тем больше угол.
Каковы преимущества? Набор форм может быть согнут во множество разных сторон, с быстрой скоростью обмена и высокой эффективностью! Угадайте, какой из них используется для более чем 90% обработки в нашем семинаре? Да, это этот!
(2) дно:
Более высокая точность и меньший отскок. На этот раз верхняя часть плотно прижимает металлическую пластину к боковой стенке нижней части.Окончательный угол изгиба в основном определяется формой самой плесени, в отличие от изгиба воздуха, что зависит от глубины давления.
- Преимущество состоит в том, что давление твердое, отскок меньше, чем изгиб воздуха, а угол более стабилен.
- Недостаток заключается в том, что набор форм может в основном соответствовать одному углу, и плесень должна быть изменена при изменении угла.
(3) Появление:
Он очень мощный, но он редко используется. Это требует очень высокого давления (в несколько раз больше, чем в предыдущих двух), чтобы полностью втиснуть металлический лист в зазор между верхней и нижней плесенью, чтобы материал можно было формировать в форме. Это может практически полностью выжать отскок и обладает чрезвычайно высокой точностью.
Однако! Требования к машине тоннаж слишком высоки, плесень быстро изнашивается, и стоимость увеличится. Теперь, если требования точности не являются чрезвычайно высокими или используются специальные материалы, мы, как правило, не используем этот метод.
Сравнение характеристик и требований трех процессов изгиба:
| Характеристики/требования | Воздушный изгиб | Дно | Изгибание |
| Требуется тоннаж | Низкий (≈ 20-40% задушивания) | Средний (≈ 1,5-2,5x воздушный изгиб) | Чрезвычайно высокий (≈ 4-10x дно, 8-25-кратное воздушное изгиб) |
| Точность угла (типичная толерантность) | ± 0,5 ° - ± 1,5 ° | ± 0,25 ° - ± 0,75 ° | <± 0,25 ° |
| Отскок контроль | Высокий (зависимая компенсация) | Средний до низкого (хорошо) | Чрезвычайно низкий (почти устранен) |
| Срок службы плесени | Самый высокий | Середина | Минимум |
| Универсальность плесени | Чрезвычайно высокий (одна модель для многократного использования) | Низкий (в основном для использования на одном угле) | Чрезвычайно низкий (посвящен) |
| Коэффициент сценария применения | > 85% | ≈ 10-12% | <3% |
Основные источники данных:
- Ассоциация сформирования точных металлов (PMPA) - Ассоциация точных металлов (США)
- Международный журнал технологий передового производства - «Международный журнал по технологиям передового производства»
- Журнал изготовления и металлургинга - «Изготовление и металлообработка»
Другие общие технологии изгиба:
В дополнение к технологии изгиба прессы (особенно воздушного изгиба), обычно используемой изгибными машинами, существует несколько важных процессов изгиба, подходящих для различных сценариев:
(1) Прокатывание:
- Функциональные характеристики: специально используется для непрерывного изгиба металлических листов в большие радиусные дуги или образуют закрытые цилиндрические компоненты.
- Типичные приложения:Производственные вентиляционные воздуховоды, крупные корпусы резервуаров,Изогнутые крыши здания, панели навесных стен и другие детали, которые требуют большого радиуса кривизны.
- Принцип оборудования: Обычно используется прокатная машина со структурой с тремя роллерами или четыреххоллером. Лист проходит через середину этих роликов, и, регулируя положение и давление роликов, лист может быть плавно и непрерывно согнуть в дугу или полный цилиндр.
- Преимущества процесса: подходит дляПроизводство больших изогнутых или цилиндрических деталей листового металлаи является основным процессом для производства таких продуктов.
(2) Склад:
- Функциональные характеристики: этот метод особенно подходит для изгиба краев больших пластин или обработки некоторых относительно сложных частей коробки.
- Сценарии применения: более выгодно, когда размер детали слишком велик, чтобы затруднить изгибную машину трудным для работы, или когда структура детали включает в себя сложное складывание краев.
- Принцип оборудования: Используйте складную машину. Он характеризуется «изгибающим лучом» (качающийся луч), который может быть поднят. Во время работы сначала прижмите пластину на столе, а затем изгибающий луч движется вверх или вниз по установленной траектории, чтобы сгибать нависающую часть пластины.
- Преимущества обработки: он имеет хорошую видимость и простоту работы для изгиба края больших тарелок, иможет эффективно завершить более сложные структуры складывания краевс относительно высоким коэффициентом безопасности.
«На производственной линии JS сгибающая машина является абсолютной основной силой, ответственной за большую часть точного угла.
4 основные типы изгиба и их приложения
Далее мы покажем вамЧетыре наиболее распространенных основных типа изгиба в деталях листового металлаПолем Зная их, вы можете лучше воспроизводить преимущества технологии листового металла при разработке. Рисунки, которые вы рисуете, не только красивы, но и легко сделать в нашей мастерской и более экономически эффективные!
4 основные типы изгиба и их приложения
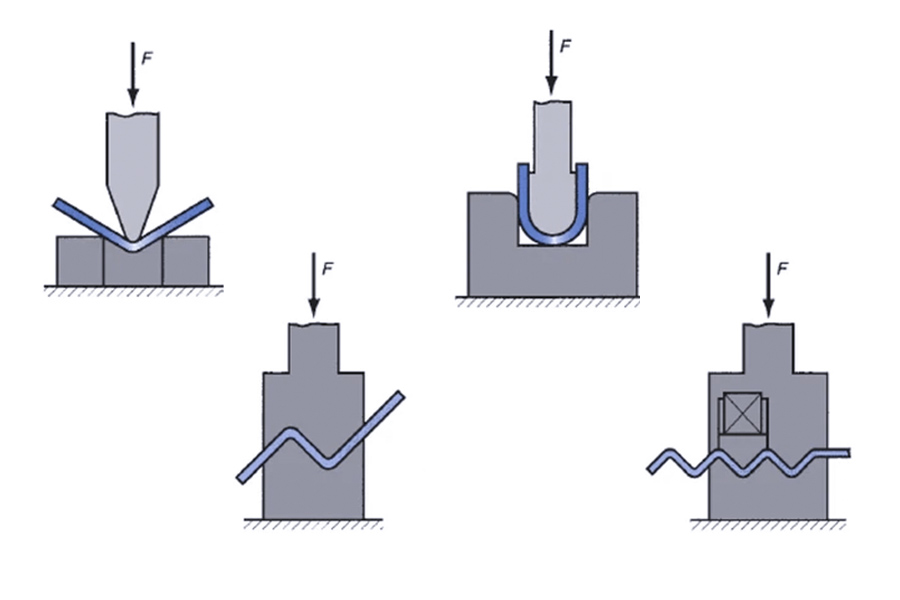
Первый тип: V-Bend-Basic General Bending
Описание процесса: Используя V-образную нижнюю матрицу и соответствующий верхний матрица (удары) изгибающей машины, давление оказывается на определенное положение листа, чтобы сформировать изгиб с определенным углом.Это самый простой и широко используемый метод изгиба.
Типичные применения: применимо к большинству структурных деталей листового металла, которые необходимо сформировать угол.
Например: углы поддержки различных кронштейнов, изгиб края оборудования шасси/оболочки, флангирование монтажных панелей и т. Д. Его преимуществами являются зрелая технология, сильная универсальность плесени и высокая эффективность. Это основной процесс ежедневного производства в семинаре.
Второй тип: U -Bend - двойные изгибы за один шаг
Описание процесса: Используя специальную U-образную верхнюю часть и соответствующую нижнюю канавку, два параллельных изгиба в одном и том же направлении образуются на листе одновременно через один ход штамповки, и, наконец, получается U-образная секция.
Типичные приложения:В основном используется для изготовления деталей, которые требуют U-образной секцииПолем
Типичные примеры включают в себя: U-образные впадины, каналы для кабеля или маршрутизации трубопровода, слоты для светильников из листового металла, монтажные рельсы в электрических шкафах и т. Д.
По сравнению с созданием двух V-образных изгибов отдельно, U-образные изгибы могут значительно повысить эффективность производства, обеспечить параллелизм и точность размеров между двумя изгибами иособенно подходит для массового производстваПолем
Третий тип: z -bend - достижение
Описание процесса: завершено через две операции изгиба в противоположных направлениях. Сначала сделайте первый изгиб на одном конце листа (например, на 90 ° вниз), а затем сделайте второй изгиб в противоположном направлении (например, на 90 ° вверх) в соответствующем положении, наконец, образуя ступенный профиль, аналогичный букве «Z», создавая смещение высоты между двумя плоскостями.
Типичные приложения: основное значение заключается в решении задачи соединения между разными плоскостями.
Например: часть листового металла должна охватывать и перекрывать другую часть листового металла различных высот. Конструкция панели должна избежать поднятой структуры на задней панели (например, ребра, сварные швы или компоненты), или обеспечить шаг выравнивания для сборки. Когда ваш дизайн включает в себя смещение высоты, Z-изгиб обычно является эффективным структурным решением.
Четвертый тип: изгиб подол
Описание процесса: Специальный процесс обработки для края листа, обычно выполняемый в два этапа. Во-первых, край предварительно разбивается под небольшим углом (обычно 90 °). Впоследствии этот предварительно размеренный край дополнительно сплющивается, чтобы плотно прилегать к корпусу листа, полностью завершая исходный край.
Типичные приложения:
- Повышение жесткости края: увеличивая толщину края, общая прочность на структуру и устойчивость к деформации тонких частей пластин значительно улучшается, особенно для краев, которые подвергаются силе или легко деформируются.
- Повышение безопасности и эстетики:Полностью исключить острые заусенцы и края, производимые путем стрижки или лазерной резки, обеспечить гладкое и безопасное прикосновение и придать краям аккуратный и профессиональный вид. Широко используется в краях, которые требуют контакта с пользователем (например, края дверей шкафа, панели ящиков), тонкостенные компоненты (такие как боковые панели оболочки), и продукты с высокими требованиями для качества внешнего вида.
Ключевые предложения для дизайнеров:
- Основная образование угла:V-образный изгиб-первый выборПолем Эффективные и универсальные, удовлетворяющие большинство угловых потребностей складывания.
- U-образное секция Компоненты: используется U-образное изгиб. Двойное изгиб образуется за один шаг для обеспечения точности и эффективности.
- Подключение высоты плоскости: выберите z-образный изгиб. Создайте точные шаги для решения проблем смещения сборки.
- Усиление и защита от края: применить подол (подол). Улучшить прочность, устранить заусенцы, оптимизировать внешний вид и безопасность.
«Инженеры JS предполагают, что во время процесса проектирования проясните функциональные требования и отношения с сборкой деталей, чтобы наилучшим образом выбрать наиболее подходящий тип изгиба. Это не только оптимизирует структурные показатели, но и значительно повысит осуществимость и экономическую эффективность производства. Пожалуйста, не стесняйтесь обсуждать нашу конкретную процесс изгиба или детали дизайна с нашей командой JS, если у вас есть какие-либо вопросы. Мы дадим вам профессиональную помощь на основе нашего богатого инженерного опыта.
FAQ - ответьте на все ваши вопросы о изгибе металла
Вопрос 1: Что может сделать изгиб металла?
Это просто означает, что мы можем сделать плоскую, недорогую металлическую пластину стать трехмерной частью, которая несет нагрузку и практически полезна с использованием наших машин и опыта.
От линий рисования до коробки, шельфа или оболочки машины в вашей руке, является ли этот процесс изгиба наиболее фундаментальным и важным шагом? Это заставляет идеи превращаться в физические объекты быстро, хорошо и экономично!
Вопрос 2: Есть ли разница между изгибом металла и изгибом листового металла?
Многие люди задаются вопросом об этом! Изгиб металла - общий термин. Теоретически, любой металл может быть наклонен, он варьируется в сложности. Термин изгиб листового металла является специфическим и описывает изгиб относительно тонких металлических листов или листов, обычно менее 6 мм в промышленной практике. Эти термины обмениваются и, как правило, относятся к изгибу листового металла в большинстве сценариев промышленного производства, особенно когда они ссылаются на обработку тонких пластин.
Вопрос 3: На каком боевом искусстве основано на изгибе металла?
Это интересный вопрос! MetalBending поступает из "Avatar: The Last Airbender" и был создан персонажем Топ -Бейфанг. Его действие основано на Хонг Цзиакване, китайском южном боевом искусстве, которое подчеркивает стабильную нижнюю часть тела и сильные, прямые навыки атаки.
Конечно, в реальной сфере производства (например, наша команда JS) ядро нашего точного управления металлом основана не на боевых искусствах, а высокоэффективном гидравлическом изгибном оборудовании и богатый практический опыт инженеров, основанный на материалах, но в точном контроле металлических сил, существуют действительно аналогичные занятия.
Вопрос 4: Как получить материалы PDF для процессов изгиба листового металла?
Хотя в Интернете есть много распространенных материалов PDF, часто легко попасть в ловушки из -за их универсальности!
Что вызывает эту проблему? Конкретная ситуация каждого проекта сильно отличается, с разными материалами, толщиной, требованиями к углом и машинами. Следовательно, наиболее надежным методом является общение с опытными инженерами.
Наша команда JS бесплатна для консалтинга Design. Отправьте свой дизайн -эскиз, и наши инженеры дадут вам профессиональную оценку процесса и предложения. Если вам нужна письменная ссылка, мы можем предоставить вам практическое руководство «Ссылка на точки баллов изгиба листового металла» (PDF), суммируя ключевые параметры проектирования. Свяжитесь с нами для копии.
Краткое содержание
Металлическое изгиб - это гораздо больше, чем просто «изгиб с силой». Это технология, которая точно сочетает в себе свойства материала, механические принципы и практический опыт. Понимание основных концепций прочности урожая, нейтральной оси, K-фактора и пружины, а также освоение основных процессов, таких как V-Bend, U-Bend, Z-Bend и Hemming, являются основой для нас непрерывно истабильно изготовление деталей листового металлас сильной структурой, точными размерами и контролируемыми затратами. За каждым точным изгибом приверженность научным принципам и воплощение бесчисленного практического накопления.
Пусть команда JS станет вашим солидным и надежным партнером по производству!
Когда ваши дизайнерские чертежи необходимо преобразовать в высококачественные металлические продукты, крайне важно выбрать партнера с глубоким техническим накоплением и богатым инженерным опытом.
Если ваш следующий проект включает в себя изгиб металла или обработку листового металла, тоКоманда JS готова предоставить вам профессиональную поддержку в любое время:
Экспертная команда, сопровождение на протяжении всего процесса: мы не простые операторы. С того момента, как вы отправляете рисунки или 3D -модели, наши опытные инженеры (такие как я) вмешиваются:
- Углубленный анализ ваших намерений дизайна и функциональных требований.
- Оцените выбор материала и выполнимость процесса и выявляйте потенциальные проблемы.
- Разработайте оптимальные маршруты процесса и точные параметры обработки, включая точные расчеты расширения, применение фактора k и стратегии компенсации Springback.
- Усовершенствованное оборудование, точное исполнение:Семинары JS оснащены основными машинами изгибания точной, лазерные режущие машины, машины с ЧПУ и другое оборудование, чтобы гарантировать, что инженерные планы точно и эффективно превращаются в физические объекты.

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Ресурс

