

Как можно превратить обычный кусок металлической пластины в серверное шасси, поддерживающее ключевые компоненты, плавную оболочку оборудования или прочный структурный кронштейн? В глазах нашего JS это не простое складывание.Металлическое изгибозначает, что мы используем точную силу, чтобы металлическая пластина навсегда деформировалась вдоль установленной линии, превращая ее из прямой пластины в угол или форму, которая нам нужна, например, канавка V-образной формы или U-образный изгиб.
Это звучит как изгиб с силой, но это далеко не так просто. Это определенно наука, чтобы сделать это хорошо. Наша команда думает каждый день, так это как понять характеристики металлических материалов, как выбрать правильный метод и использовать это расширенное управляемое компьютерное оборудование в соответствии с толщиной металлической пластины и желаемого угла изгиба.
Почему это так особенно?Потому что точность и качество окончательного угла изгиба зависят от того, сделаны ли эти детали на месте.
Это именно из -за этогонастойчивость в отношении контроля точностиЧто мы можем превратить, казалось бы, обычные металлические пластины в ключевые детали, которые поддерживают различные отрасли. От незаметных небольших кронштейнов до больших структурных деталей инженерная мудрость изгиба металла сжата за ними.
Основное резюме ответа:
| Этап | Основной принцип | Результат |
| Начальный этап применения силы | Упругая деформация. | Материал временно согнут и может полностью вернуться в свое первоначальное состояние после выпуска силы. |
| Превышение точки доходности | Пластическая деформация. | Постоянная деформация происходит, вызывая проскальзывание и необратимые изменения во внутренней кристаллической структуре металла. |
| После освобождения силы | Весна. | Частичная упругая деформация восстанавливается, что приводит к окончательному углу изгиба, превышающему, чем во время разгрузки (небольшое отверстие). |
| Инженерная компенсация | Переплат. | Предварительно рассчитайте количество отскока и сгибается под угол, меньший, чем угол цели, чтобы противодействовать отскоку. |
Эта статья ответит на ваши вопросы:
- В этом руководстве я расскажу вам о физике изгиба металла и подробно объясню, как работает тормоз прессы.
- Затем сравните несколько часто используемых методов изгиба.
- Затем поделитесь практическим примером проблемы, которую мы решили.
- Наконец, я отвечу на все общие вопросы, о которых вы заботитесь.
Почему вы должны доверять этому руководству? Фронт -линии производства понимания от JS
Это руководство поступает из нашей мастерской JS каждый день. Мы "разговариваем" с металлом каждый день и даем точные инструкции с тормозом прессы.
Возьмите простой изгиб на 90 градусов в качестве примера.Как вы думаете, это просто?
Но в реальной работе, отскок материала, выбор радиуса изгиба и высвобождение внутреннего напряжения - все точные расчеты. Каждое предложение в этом руководстве - реальный опыт, который мы накопили после обработки тысяч деталей из листового металла вручную.
Мы в JS предоставляем больше, чем просто онлайнУслуги обработки изгиба металлаПолем Мы были глубоко вовлечены во весь производственный процесс наших клиентов и решили сложные практические проблемы.
Например, в семинаре мы столкнулись с ситуацией, когда части не могли быть собраны и сформированы в конце, потому что последовательность изгиба не была организована правильно. Оптимизируя изгибное решение, мы успешно избежали риска растрескивания материала при изгибе. Мы надеемся стать вашим инженерным партнером на дороге от рисования к физическому продукту.
«Как подчеркнул доктор Джозеф Юран, лидер в области качества: опыт - это не то, что происходит с вами, это то, что вы делаете с тем, что с вами происходит».
Содержание нашего руководства является результатом нашего повторного мышления и уточнения массовых практик мастерской, проблем, которые встречались и успешные решения. Это происходит от реальной производственной линии и конденсирует наше понимание процесса формирования листового металла, поэтому вы можете доверять ей.
Наука изгиба металла: искусство пластической деформации
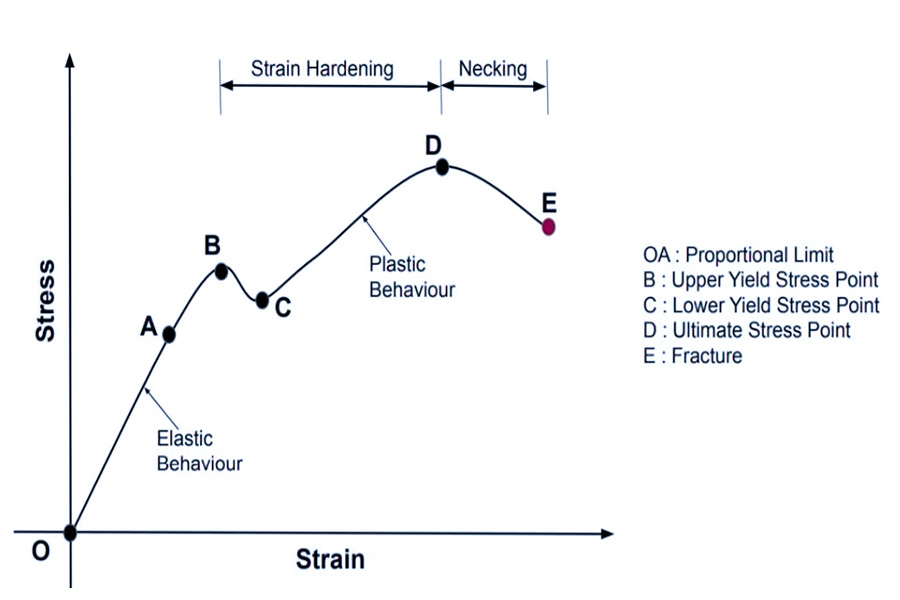
Если вы хотите, чтобы плоский лист металла, чтобы сгибаться в желаемый угол, вы не можете просто оказать сильное давление. Ключ должен понять две основные характеристики деформации металла:Упругая деформация и пластическая деформация.Только когда вы наносите достаточно силы, чтобы ввести металлический листПластическая деформацияЗона может сохранить угол набора сгиба.
Стадия 1: упругая деформация
Представьте, что вы осторожно сгибаете пластиковый линейку руками. Он сгибается, но как только вы отпустите, он припрытся к своей первоначальной форме. То же самое относится и к металлам, когда сила мала в начале. Он немного деформируется, но пока вы отпустите, он сразу же вернется к своей первоначальной форме, не оставив никакого следа. Эта стадия похожа на мгновенный ответ материала, и никаких постоянных изменений не произойдет.
Ключевой поворотный момент: сила урожая
У каждого металла есть «упрямая точка», которую профессионально называютУрожайностьПолем Когда сила, которую вы используете, становится все больше и больше, настолько велика, что «мышцы и кости» внутри металла начинают терпеть неудачу, двигаться и вывихнуть, она превышает этот момент. Как только он превышает эту точку, металл больше не может полностью вернуться к своей исходной форме. Это знаменует собой начало постоянной деформации.
Конечная цель: пластическая деформация
Когда приложенная сила неуклонно превышает прочность урожая, металл попадает на стадию пластической деформации, которую мы хотим. Изгиб, который происходит в это время, является постоянным! Металлический лист был преобразован в новую форму. Основная работа нашей изгибной машины состоит в том, чтобы точно и контролировать металл и держать его там.
Реальность, которую нельзя игнорировать: Sprunchback
Даже после того, как металл согнут, он подвергается постоянной деформации (пластическая деформация), и часть эластичной силы, которая пытается восстановить его первоначальную форму, хранится внутри. Точно так же, как пружина, которая была согнутой, хочет прийти в норму. Таким образом, когда давление изгибается, эта внешняя сила заставит угол изгиба немного отскочить, чтоэффект пружиныПолем
Не стоит недооценивать этот пружин, он напрямую сделает угол готового продукта неточным! Чтобы компенсировать его, как опытные мастерские мастера, так и интеллектуальные системы изгиба с ЧПУ должны рассчитывать и зарезервировать эту сумму в пружине заранее.
Конкретная операция:Чтобы получить точный угол изгиба на 90 градусов, фактическое изгиб, возможно, придется намеренно нажать до 87 или 88 градусов, а затем полагаться на собственную силу отскока материала, чтобы отскочить до 90 градусов! Эта разница угла, которая предварительно предварительно предназначена глубже, является углом переосмысления.
Итак, вы видите, изгиб металла - это не грубая сила, а наука оТочно контролировать эластичность и пластичность.От понимания прочности урожая материала, до пластической деформации, до компенсации с пружиной, каждый шаг связан с тем, является ли готовый продукт квалифицированным.
«В мастерской JS я думаю об этих деталях каждый день. В следующий раз, когда вы столкнетесь с проблемами изгиба при разработке деталей из листового металла или хотите, чтобы изгибы были точными, не стесняйтесь поговорить с нами. С моим опытом я могу помочь вам повернуть линии на чертежах в реальные объекты, которые точно такие же.. "
Основной процесс и оборудование: анализ основных технологий изгиба
Понимая основные принципы изгиба, следующим шагом является полагаться на ключевое оборудование для его достижения. В области обработки листового металла,Пресс -тормоз с ЧПУОпределенно является главной силой в достижении изгиба металла.В основном это выполняет задачу изгиба через несколько различных рабочих режимов:
Основная сила: тормоз пресса с ЧПУ
Как это работает?
Короче говоря, это опирается на сотрудничество между верхними и нижними частями. На верхней части машины есть удар, и внизу находится V-образный отверстие. Мы положили металлический лист между ними. Затем удар сильно нажимает, нажимая лист в V-Grove внизу, и образуется угол. Это основная работа нашего ежедневного изгиба металла.
Сравнение трех методов изгиба основного изгиба
«Профессор Питер Улинц подчеркнул: понимание и выбор метода изгиба, который соответствует применению, является ключом к достижению треугольного баланса между затратами, точностью и эффективностью производства».
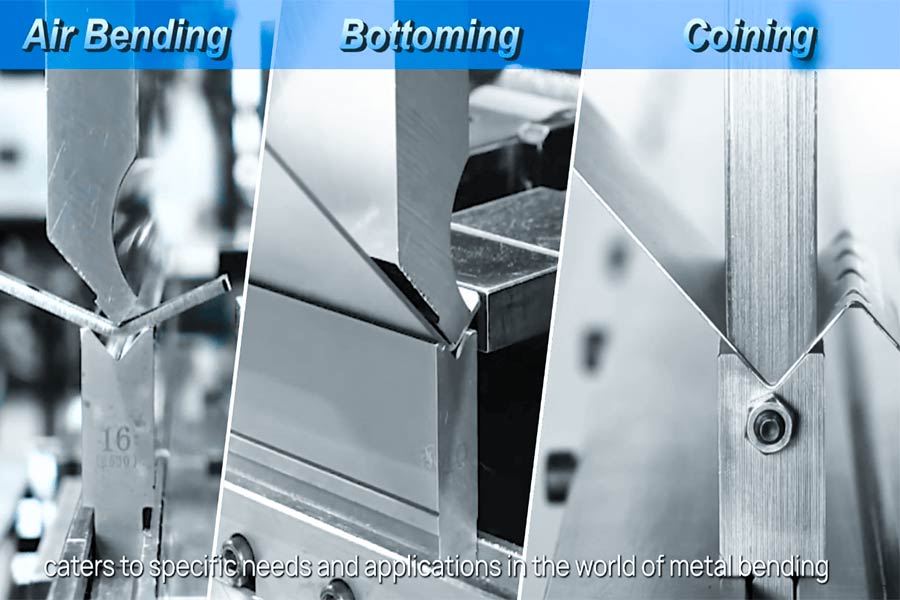
Рабочий метод изгибающих машин с ЧПУ не является статичным, и в основном триметоды изгиба:
(1) изгиб воздуха (чаще всего используется):
- Принцип: Punch нажимает на лист, но не полностью нажимает лист к нижней части плесени, что эквивалентно позволяет листу сгибаться в воздухе над формой.
- Преимущества: Гибкость - его самая большая модель. Вы можете сделать много разных углов, используя форму, которая очень удобна. Кроме того, он имеет самое низкое требование к тоннажу оборудования среди трех, с быстрой подготовкой производства и высокой экономической эффективностью.
- Ограничения: на угол формирования сильно влияет повторный отскок материала. Потому что после выпуска материала он немного восстановится, и угол изгиба может немного отличаться от настройки. Таким образом, это зависит от опыта оператора и точности управления машиной.
(2) дно (более точное):
- Принцип: на этот раз ударом нажимает лист внизу, плотно противV-образная поверхностьформы, и угол изгиба полностью определяется формой формы.
- Преимущества: более высокая точность! Поскольку давление твердое, пространство для отскока материала меньше, а управление углом более точное.
- Ограничения: требуется на 30% -50% более высокую тоннаж оборудования, чем изгиб воздуха. Что еще более важно, набор форм может сделать только конкретный угол, для которого он предназначен. Чтобы изменить угол, плесень должна быть заменена, и гибкость немного плохая.
(3) Появление (высокая точность, но редко используется):
- Принцип: используйте чрезвычайно высокий тоннаж (обычно в 5-8 раз больше, чем у изгиба воздуха), чтобы привести кончик удара в материал, как штамп, чтобы материал деформировался и полностью устраняет отскок.
- Преимущества: теоретически, он может достичь самой высокой точности формирования и согласованности угла.
- Ограничения: для машин и форм требуется слишком много времени, машина обременена, а плесень легко повреждена. Обычно его можно использовать только для более мягких материалов или конкретных случаев. Из -за высоких инвестиций и многих ограничений он в настоящее время используется все меньше и меньше в производстве, если только точные требования не являются особенно строгими.
Сравнение основных данных об часто используемых методах изгиба:
| Метод изгиба | Уровень проникновения применения (оценка) | Типичный диапазон точности угла | Требуемый тоннаж (относительное воздушное изгиб) | Основной применимый диапазон толщины материала |
| Воздушный изгиб | 85% - 95% | ± 0,5 ° - ± 1,0 ° | Эталон (100%) | Тонкая пластина средней толстой пластины (универсально применима). |
| Нижнее изгиб | 10% - 30% | ± 0,1 ° - ± 0,5 ° | 130% - 150% | Тонкая тарелка - средняя пластина. |
| Придумывание | <3% | ± 0,1 ° (теоретически оптимально) | 500% - 800% | Тонкий лист (в основном из мягких материалов). |
Источник: Справочник ASM, Fabtech Report.
Изгибающие кривые и цилиндры: изгибание рулона
Когда лучше всего его использовать?
Когда вам нужно делать дуги, конусы или цилиндры с непрерывными кривыми, машины изгибания с ЧПУ не могут этого сделать. Это когдаСклеживание изгибавступает в игру.
Как это работает?
Обычно он опирается на три или четыре вращающихся роликов, и металлическая пластина проходит через них. Регулируя положение и угол роликов, тарелка немного согнута и, наконец, образует дугу, которую мы хотим, или сворачивается в цилиндр. Это особый инструмент для изогнутого моделирования поверхности.
Подводя итог кратко: изгиб воздуха является гибким и трудоемким, и является основной силой ежедневного изгиба металла. Нарушение дна более точное, но недостаточно гибкое. Импреднирование изгиба преследует чрезвычайную точность, но стоит дорого, и сейчас редко используется. Чтобы сделать изогнутые цилиндры, вы должны полагаться на машины сгибания рулона. Каждый метод имеет наиболее подходящую обработку для него.
«В JS мы знаем, что выбор правильного процесса изгиба имеет решающее значение для определения качества и затрат. Если у вас есть детали листового металла, которые нуждаются в обработке, особенно те, которые требуют точности, эффективности или сложных форм, не стесняйтесь поговорить с нами в любое время. Наша команда имеет опыт работы и хорошо оборудована, чтобы помочь вам выбрать наиболее подходящее решение для изгиба металла».
Фактический анализ боевых случаев: создание точной консоли оболочки для земной станции беспилотника
Я только что закончил очень интересный проект, который просто подходит для использования в качестве примера, чтобы рассказать вам, как изгиб металла играет ключевую роль в реальных продуктах. На этот раз это поможет компании, которая заставляет наземные станции беспилотников построитьточная консольная оболочка.
Задача клиента: сложная оболочка, которая нуждается в идеальном выравнивании
Фон проекта:Клиент - это стартап с идеями и разработал портативную консоль заземления беспилотника. Оболочка изготовлена из алюминиевого сплава толщиной 2 мм, а на нем необходимо открыть отверстия для установки экрана, джойстика и различных интерфейсов.Согнутые углы составляют более 12!Самое главное, что позиции всех отверстий и углов должны быть точными, и даже небольшая разница не будет работать.
Потенциальные риски:
Как только мы получили первоначальный дизайн, мы узнали точки риска этого проекта. В чем проблема? Два места:
- Во -первых, радиус изгиба недостаточно: конструкция внутреннего радиуса изгиба некоторых частей составляет всего 0,5 мм, что намного меньше, чемминимальный радиус изгибаРекомендуется для материала (обычно в 1 раза больше толщины материала, например, 2 мм).
- Во -вторых, расстояние между изгибами слишком мало: если эта конструкция соблюдается, и изгибающая машина используется непосредственно, материал будет либо напрямую при изгибе, либо детали будут деформированы и сбрасываются, поскольку плесень не может быть вставлена или мешает. Опасность не незначительна!

Инженерное исправление JS: Производство и оптимизацию процессов
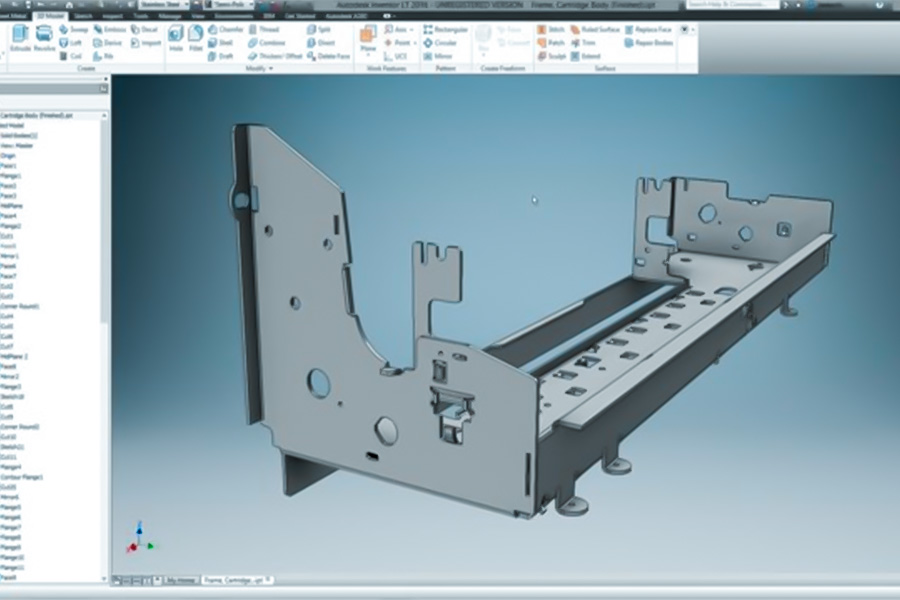
(1) Анализ основной причины (DFM):
На этапе цитаты и анализы проекта мы использовали специализированное программное обеспечение для проведения тщательного анализа клиента3D -модельи быстро выявлять вышеупомянутые точки риска.
(2) сложная модификация клиентов:
Поиск проблемы не является целью, но решение проблемы. Мы своевременно связались с клиентом и предоставили некоторые предложения по оптимизации:
- Увеличьте радиус изгиба: чрезвычайно рекомендуется увеличить минимальный радиус изгиба от небезопасного от 0,5 мм до 2 мм (толщины материала), соответствующего характеристикам материала. Таким образом, это безопасно сгибаться и не разбить.
- Внесите коррективы на высоте фланца: где -то два изгиба становятся слишком тяжелыми. Сделайте регулировку на высоте одного из фланцев, чтобы достаточно места для работы изгибающей формы, чтобы она не конфликтовалась.
(3) Правильное планирование процесса:
Для сложных компонентов с более чем 12 изгибами последовательность изгиба очень важна. Неправильная последовательность сделает детали, которые не могут выполнить после операций из -за структурной блокировки в изгибе.Наши инженерыВсегда завершали и установили лучшие шаги изгиба в попытке провести легкую поездку.
(4) Точный расчет разворачивания:
Чтобы убедиться, что конечный размер является точным, развернутый размер плоской пластины должен быть рассчитан на миллиметр. Мы используем программное обеспечение для точного расчета вычета изгиба каждого угла, чтобы гарантировать, что точные маржи зарезервированы для последующего изгиба при резке и резке.
Сравнение ключевых моментов оптимизации процесса:
| Проектирование точек риска | Первоначальный дизайн клиента | План оптимизации JS | Цель оптимизации |
| Минимальный радиус изгиба | 0,5 мм | 2 мм (в 1 раза больше толщины материала). | Избегайте изгиба и растрескивания, чтобы обеспечить безопасность материала. |
| Ключевая высота фланца | 15 мм | Приспособитесь к 18 мм. | Зарезервируйте достаточное пространство для эксплуатации плесени, чтобы предотвратить вмешательство изгиба. |
| Изгибающая последовательность | Неясно | Подробное планирование шага. | Предотвратить самоторинг деталей и гарантировать, что все изгибы могут быть завершены. |
Окончательные результаты и ценность
- Результаты: оптимизация дизайна существует, планирование процесса ясно, и магистр нашего семинара обладает отличными навыками эксплуатации. Образец был успешно согнут за один раз! Все позиции отверстия, позиции интерфейса и углы изгиба соответствуют требованиям точности конструкции.
- Ценность: самое главное, что наш профессиональный анализ DFM на ранней стадии непосредственно помог клиенту избежать пробного производства, которое должно было пройти. Это не только сэкономило несколько тысяч долларов в области доказательств, но, что более важно, он сэкономил как минимум одну неделю драгоценного времени исследования и разработки!
- Ядро вдохновение: чтобы справиться с сложной изгибающей частью металла, этого недостаточно, чтобы иметь верхСторонняя машина с ЧПУПолем Реальная ценность заключается в практическом опыте наших инженеров, которые могут заранее предвидеть риски, оптимизировать дизайн продукта и планировать идеальные процессы. Оборудование мертва, опыт жив!
«Этот случай полностью иллюстрирует, что для точной обработки листовых металлов, особенно сложных изгибающих деталей, углубленный инженерный анализ и планирование процессов на ранней стадии имеют решающее значение. На JS у нас есть не только передовое оборудование, но и опытная команда инженеров, которые сосредоточены на том, чтобы помочь вам превратить ваш дизайн в продукты, которые могут быть эффективно изготовлены».
FAQ - все проблемы сгибания, о которых вы беспокоили
Какой наиболее часто используемый метод изгиба листового металла? Почему?
Что касается наиболее часто используемого метода изгиба,Ответ ясен: изгиб воздуха.
Почему он самый популярный?
- Ключ - два слова: гибкость! Набор стандартных V-образных нижних умираний с подходящим ударом может быть согнут в различные углы, точно контролируя глубину давления вниз пунша. Это означает, что количество раз, когда матрица должна быть изменена во время производства, значительно снижается, а эффективность естественным образом улучшается.
- Он особенно подходит для производственных сценариев с большим разнообразием продуктов и небольшим объемом однократного партии, который экономит время и контролирует затраты. В проектах изгиба металла, с которыми мы вступаем в контакт ежедневно, консервативно подсчитано, что более 90% работы станут первым выбором для изгиба воздуха.
Что такое "Springback"? Как это решить?
Springback - это ключевая проблема, которой нельзя избежать. Это относится к естественному явлению, что металлический лист восстанавливается немного после удаления изгибающего давления. Вы можете представить себе изгиб стальной линейки, и это всегда будет восстановить часть, когда вы отпустите.
Как это решить?
- Основной идеей является перекупление компенсации.Проще говоря, он должен сознательно сгибать угол немного меньше целевого значения (например, если оно должно быть 90 градусов, его фактически можно нажать до 88 градусов), оставляя пространство для отскока, чтобы оно могло просто отскочить до угла, который нам нужен.
- Но эта сумма компенсации не догадается, оно должно быть рассчитано эмпирической формулой или точно настроено, пытаясь согнуть ее несколько раз. На нашем семинаре опытные мастера могут очень точно контролировать отскок с помощью функции компенсации машины.
Что является наиболее важным соображением при разработке изгибающих деталей?
Как изгиб первой линии компании JS Company,Эти три фактора являются наиболее важными для насПри проектировании изгибающих деталей листового металла:
- Минимальный радиус изгиба: это суть! Внутренний радиус изгиба должен быть не меньше, чем предел, который может нести материал, иначе он будет взломать при его сложности. Обычно минимальный радиус должен быть, по крайней мере, равен толщине материала (1t), а безопасная точка составляет 1,5 или 2t, в зависимости от твердости материала.
- Минимальная высота фланца: это высота «края», которая сложена. Если он слишком короткий, плесень не может быть зажат или прижатой постоянно, а размер изогнутой части неточна или даже проскальзывает. По опыту, высота этого края должна быть не менее 4 раза больше толщины материала (4T), чтобы быть надежной.
- Безопасное расстояние между отверстиями и слотами и линией изгиба: если отверстие или прорезь слишком близко к линии, чтобы быть согнутой, легко деформировать или уплотить отверстие, когда оно согнуто. Достаточное расстояние безопасности должно быть зарезервировано во время проектирования. Это расстояние также связано с толщиной материала и диаметром отверстий и необходимо рассчитать или ссылаться по стандартам.
Управление этими тремя точками хорошо может избежать большинства проблем с производством и риска, которые затратывают запасные детали.
Краткое содержание
Изгиб металла - это не простой «изгиб», это технология, которая интегрирует материалы, механические расчеты и точность. За каждым точным изгибом строгий контроль деталей и опыт, накопленный из бесчисленных практик. Независимо от того, является ли ваш проект прочным промышленным шкафом или деликатным корпусом электронного оборудования, его качество и надежность не могут быть отделены от поддержкиТочная технология изгиба металлаПолем
В JS мы предлагаем больше, чем просто конкурентоспособные цены:
От дизайна технико-экономического анализа (DFM), чтобы помочь вам избежать рисков, для точных расчетов и планирования процессов, чтобы обеспечить идеальные размеры, до конечной высококачественной доставки.
Действуйте сейчас!
Загрузите свой файл CAD(Поддерживает Step, IGE, SolidWorks и другие форматы) и позвольте профессиональной команде JS оценить это для вас!

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Ресурс

