

В JS у нас часто есть такой спрос: сделать корпус насоса 50 кг со сложной структурой. Если весь блок металла разрезан и обрабатывается, трата материала и стоимость огромна.Кастинг пескаВ вековой технологии, которую можно рассматривать как предок кастинга, использует наиболее распространенный песок в качестве формы, чтобы напрямую «формировать» расплавленный металл в желаемые сложные детали.
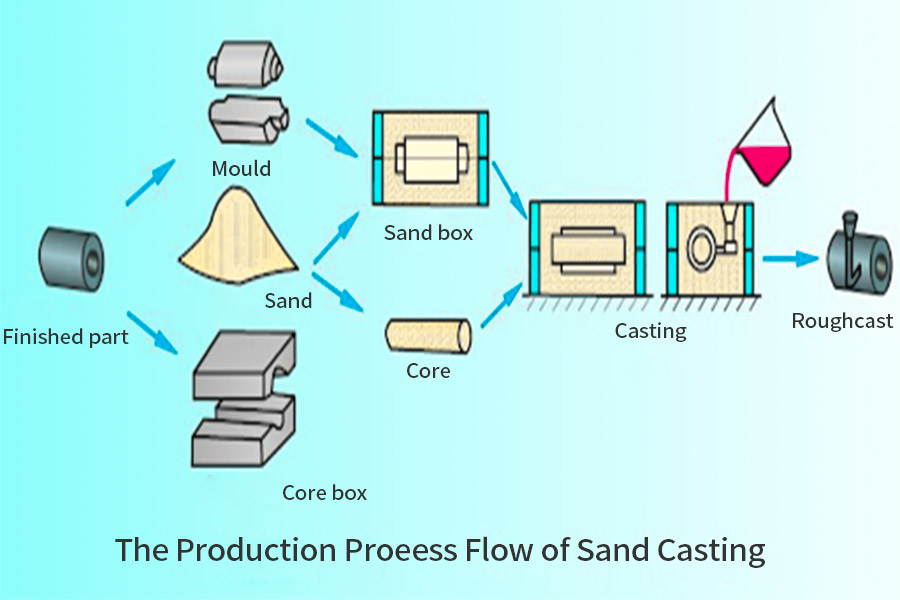
Процесс очень прост:
- Сначала мы делаем модель вашей стороны в металле или дереве. Поместите его в специальную песочную коробку, заполните его подготовленным песком и упакуйте.
- Затем тщательно удалите модель, и полость детали в точной форме остается в песке.
- Затем вылейте в него кипящий расплавленный металл, позвольте ему остыть и стать твердым, сбить песок, и часть выходит.
Видите ли, в данном случае кончика по экономии денег и материала заключается в том, что песчаная форма является одноразовой и может создавать сложные формы.
Этот процесс в нашем семинаре используется каждый день. Он лучше всего подходит для изготовления деталей, которые имеют большие размеры, сложные по форме, и не хотят тратить слишком много материала, таких как большие насосные кожухи,Клапанные тела, цилиндры двигателяи т. д. Хотя опыт требуется при выборе песка, моделировании и температуре заливания, именно такая гибкость, экономика и надежность позволили литью песка для надежного поддержания места в автомобильной и машиностроении.
Основное резюме ответа:
| Характеристика | Кастинг песка | Инвестиционный кастинг | Кастинг с высоким давлением |
| Материалы плесени | Песок (обычно одноразовый). | Керамическая оболочка (одноразовая). | Стальные формы (многоразовые). |
| Точность размеров | Общий | Высокий | Очень высоко. |
| Поверхностная плавность | Грубая (требующая вторичной обработки). | Гладкий | Очень гладко. |
| Производственная стоимость | Низкий (особенно с точки зрения стоимости плесени). | Высокий | Стоимость пресс -форм чрезвычайно высока, но стоимость за часть низкая. |
| Применимые сценарии | Большие, толстые стены и сложные компоненты внутренней полости. | Маленькие, сложные, высокие детали. | Большое количество, тонкостенные, высокие гладкости. |
Эта статья ответит на ваши вопросы:
- Это руководство проведет вас подробно по полным шагам песчаного литья.
- Проанализируйте процесс литья с зеленым песком и перечислите его типичные продукты песка.
- И использовать реальные случаи, чтобы объяснить, почему это все еще незаменимый ключевой процесс в современном промышленном производстве.
Зачем доверять этому руководству? Реальность инженера-инженера фронта
Как инженер по кастингу компании JS, клиент отправил заказ наалюминиевое сплавное литье пескаПолем Сначала должны спросить: где эта часть будет использоваться в конце? Какое количество силы он будет принесено? Потому что это напрямую определяет, какой алюминиевый сплав мы используем! Например, сплав A356 с особенно хорошей плавностью подходит для тонкостенных деталей со сложными формами. Если часть подвергается высокой силе и требует быть сильнее, вы должны перейти на другой более жесткий сорт. Это не случайный выбор.
Давайте поговорим о влажном песке, который мы используем. Мы строго контролируем содержание влаги с точностью 0,1%. Мы знаем, что если в песке слишком много воды, когда в него выливается горячая алюминиевая вода, избыточная вода мгновенно превратится в газ, что приведет к пузырькам и песчаным отверстиям в литьях, и вся обработка будет разрушена! Это опыт, полученный из кровавых уроков.
То же самое относится и к выбору плесени для клиентов. Должны ли мы использовать дерево или металл? Это не просто проблема стоимости. Это основано на точном прогнозировании долгосрочных потребностей клиентов.
Опыт - лучший учитель:
- Однажды мы помогли производителю водяного насоса обработать большой корпус гидравлического клапана, который был трудно обрабатывать из -за неточного размера канала потока.
- Мы тщательно изучили проблему и, наконец, предложили заменить оригинальный мокрый песокСмоловая песок, затвердевший химическими агентамиПолем Точность размеров сложного канала потока внутренней полости была значительно улучшена. Таким образом, разрезание последующей обработки было сокращено на 60%, что экономит время и стоимость.
«Как часто подчеркивает лидер индустрии кастингов Джон Кэмпбелл: 90% качества литья определяется на стадии подготовки плесени».
Это руководство является результатом того, как наша группа инженеров JS тесно сочетает в себе эти глубокие знания о материальной науке с практикой процесса первой линии. Это не теория учебника, а кристаллизация практики и теории в печи.

Основной принцип: искусство использования «негативного пространства»
Представьте себе, что прижимаете след на пляже, затем выливаете воду в след, и вода затвердевает, чтобы сформировать форму «ноги».Суть песчаного литья похожаК этому, за исключением того, что мы используем специальный песок песок и расплавленный металл. Проще говоря, он должен использовать твердый «рисунок», чтобы создать «полость» (негативное пространство) в песке, а затем налить расплавленное металл в эту полость. После того, как он охлаждается, это металлическая часть, которую вы хотите.
Этот процесс опирается на три основных элемента:
(1) шаблон:
Это отправная точка нашей работы, которая эквивалентна «замену» для вашей последней части. Это физическая модель, сделанная в соответствии с чертежом части, обычно из дерева, пластика или металла.
Key point: The pattern is not a 1:1 replica of the part! Мы увеличим размер заранее при разработке, и мы должны рассчитать и зарезервировать эту усадку заранее. Сделайте шаблон больше, чтобы размер детали после охлаждения был правильным.
Кроме того, поверхность плесени должна быть спроектирована с помощью угла привода, в противном случае плесень не сможет выйти из песка плавно после уплотнения песчаной формы.
(2) Песчаная форма:
Это наше основное поле битвы! Похоронен в специальном листовом пескеСпециально подготовлено нашим JSПолем Когда плесень тщательно вывозит, необходимая полость остается в песчаной форме.
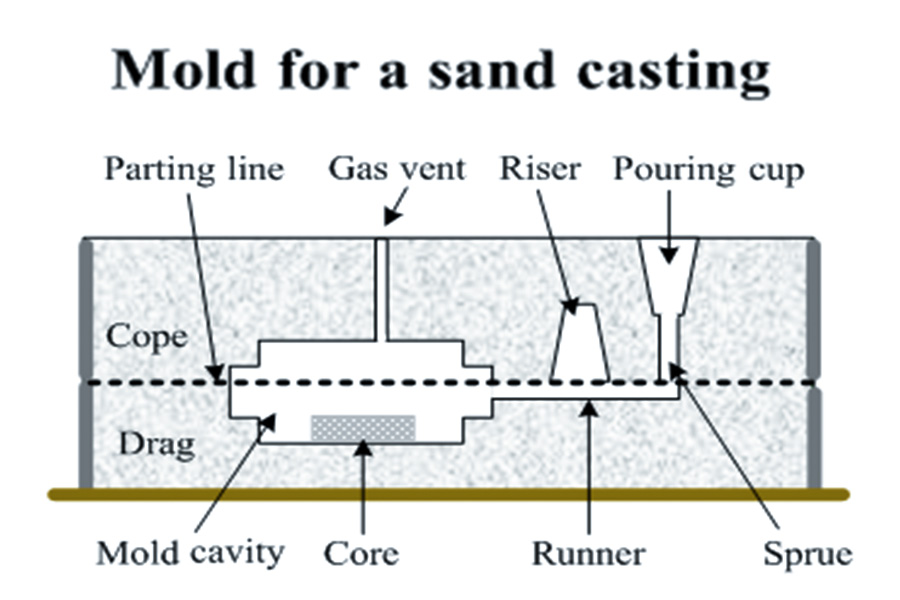
Чтобы облегчить эксплуатацию и обеспечить качество отливок, песчаная форма обычно делится на две половинки и помещается в выделенную песочную коробку:
- Нижняя коробка (перетаскивание): помещен в нижнюю половину песчаной коробки, обычно содержит основной контур детали.
- Верхняя коробка (Cope): помещен в верхнюю половину песчаной коробки, покрывая верхнюю нижнюю коробку, вместе образуя полную полость, и содержащий канал для заливного металла.
После убрания формы, верхние и нижние песчаные коробки объединяются, а полость в середине - это «пустое плесень», которое мы хотим.
(3) Кастинг:
- Это наш последний целевой продукт. Вылейте растопленную высокую температурурасплавленный металл в «Полая плесень»От отверстия на вершине песочной формы. Расплавленный металл заполняется и течет в полости формы и в конечном итоге охлаждается и затвердевает.
- Наконец, разобрать песчаную коробку, вынуть первоначально сформированные металлические детали, а затем пройти через очистку (удаление заливных стояков, вспышки, поверхностный песок и т. Д.), Проверка и другие процессы для получения кастинга.
Очарование литья песка заключается в том, что он использует самые основные песочные материалы для воспроизведения сложных пространств через узоры, что позволяет плавному металлу закрепить в требуемую форму. Этот метод имеет чрезвычайно высокую свободу и экономику дизайна и особенно подходит для производства отдельных произведений,небольшие партии или большие сложные деталиПолем
«Если у вас есть часть, которую вы хотите сделать, просто дайте нам ее JS! Мы знаем, что уловка лучше всего, поэтому позвольте нам помочь вам разыграть свой следующий ключевой компонент».
Шаг за шагом: полный процесс литья песка
Сегодня я поговорю с вами самыми реалистичными словами о том, как металлическая часть преобразуется из куска дерева. В этом процессе каждый шаг скрывает наш опыт и мудрость.
Шаг 1: создание рисунков
После получения детали первым шагом являетсяСделать физическую модель, который является шаблоном. Материалы чаще всего - дерево, пластик или металл.
Здесь есть два ключевых момента:
- Во -первых, размер рисунка должен включать в себя запас усадки после того, как металл остынет и затвердевает (например, скорость усадки алюминиевого сплава составляет около 1,3%).
- Во-вторых, рисунок не может быть сделан прямо вверх и вниз, и он должен быть разработан с наклоном (обычно 1-3 градуса), чтобы убедиться, что его можно будет плавно удалить с уплотненного песка позже.
Шаг 2: Создание ядра песка
Если ваша часть полон внутри, такая как водопроводная труба или полость клапана, сам рисунок не может сформировать эти «негативные пространства». Вам нужно будет сделать «песчаное ядро» сейчас.Мы используем специальный сердечный песок, добавьте специальные клеев, чтобы сделать это трудным, и положите в середину песчаной формы.Когда Мы бросаем, это образуетвнутриформа части.
Шаг 3: Сделайте нижнюю коробку
Мы берем нижнюю песочную коробку (называемая «нижняя коробка»). Сначала поместите нижнюю половину рисунка на нижнюю пластину нижней песчаной коробки.
Затем используйте специальный листовой песок, приготовленный JS (зеленый песок является наиболее распространенным, который представляет собой влажный песок, смешанный с водой и каолином), чтобы осторожно заполнить нижнюю коробку, и компактно его равномерно и полностью с использованием любых инструментов или устройств. Этот шаг является основой. Если песок не уплотнен, полость позади легко рухнет.
Шаг 4: переверните и постройте верхнюю коробку
Поверните встроенную нижнюю коробку и рисунок в целом, чтобы дно было обращено вверх. Снимите нижнюю пластину, чтобы обнажить расстативную поверхность рисунка. Распределите равномерный слой расставаемого песка на прощальную поверхность, чтобы предотвратить прилипание песка верхних и нижних коробок.
Затем наведите верхнюю половину рисунка и прижмите верхнюю песочную коробку. В настоящее время мы сделаем канал (ворота) для того, чтобы металлическая вода поступала, и место, где наконец появляется металлическая вода (стояка). Это называетсяСистема заливки, и это очень важно!
Шаг 5: Снятие плесени, опускание сердечника и закрытие коробки
- После уплотнения песка вы можете тщательно отделить верхнюю и нижнюю песочную коробку. Открыть. Аккуратно удалите рисунок с песка.
- Теперь полость, которая именно является впечатлением от части, остается в песчаной форме.
- Если часть требует песчаного ядра, поместите его точно в зарезервированное положение в нижней песчаной коробке.
- Finally, close the upper box accurately and smoothly to the lower box, fasten it or press it with a heavy object to prevent it from being pushed open by the metal water during pouring. Полная полость готова!
Шаг 6: Поливка
Вот и основной момент! Поместите металл (например, алюминиевый песок), который нагревается в печи и превращается в воду в форму. При литье алюминиевый сплав обычно составляет 700-750 ° C) и быстро выливается в закрытую песочную форму через ворота, пока металлическая вода не будет переполнена из подъема. Температуру и скорость этого шага должны хорошо контролироваться. Слишком быстро вызовет промывание песка, и слишком медленное может вызвать холодные дефекты.
Шаг 7: Охлаждение и удаление песка
Дайте литью остыть естественным путем и полностью затвердеть в песчаной форме. Период охлаждения зависит от размера, толщины стенки и природы металла в литье. После затвердевания откройте блокирующее устройство, уничтожьте песчаную коробку и удалите большую часть песка из литья путем вибрации, стулья и т. Д.Этот процесс называется падающим песком) Кастинг, полученный после падения песка, по -прежнему имеет ворота, систему подъема и прилипый песок. Мы перерабатываем большую часть формового песка и основного песка, чтобы снизить затраты.
Шаг 8: Пост-обработка кастинга
Кастинг все еще находится в сыром состоянии сразу после того, как он выходит из песка. Нам нужно использовать режущие инструменты для удаления избыточных деталей, таких как затворы и подъема, и использовать инструменты шлифования для очистки вспышки. Иногда необходимо выполнить песочничную или выстрелу, чтобы полностьюСнимите песок, приливящий поверхностьи оксидная шкала для получения гладкой поверхности. Наконец, вы получаете готовый кастинг, который соответствует вашим требованиям.
«Видите ли, процесс литья песка является последовательным, модели для песка, чтобы залить и охладить, что несколько сродни друг другу. Опыт и контроль над одним шагом напрямую влияет на качество готового продукта. В JS мы больше всего знакомы с каждой проблемой и хитро в этом процессе. Если у вас есть часть, которую вы хотите сделать с помощью литья песка, вы не можете пойти неправильно, оставив его нам».
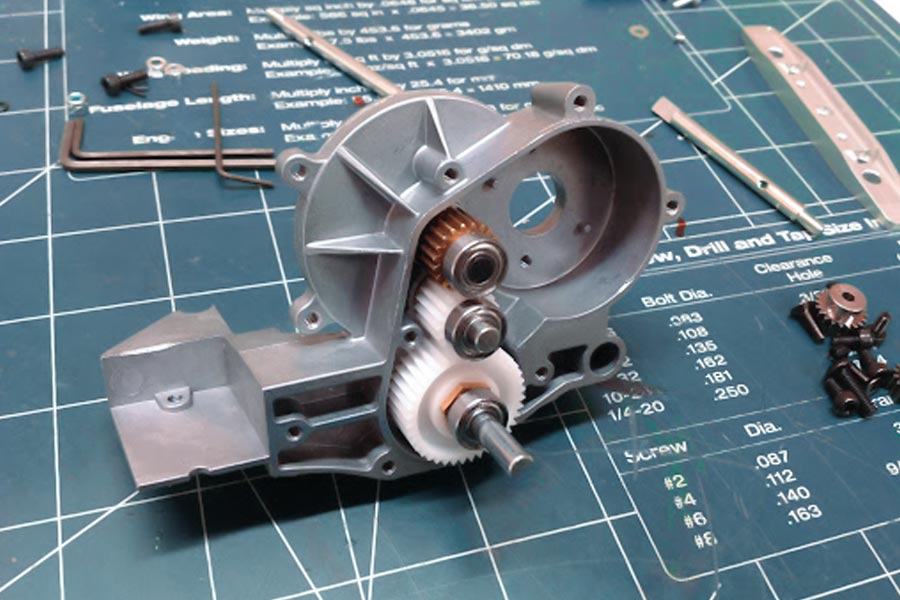
Фактический анализ боевых корпусов: производственные экономически эффективные коробки передач для тяжелой техники
Как инженер, отвечающий за этот проект в JS, я проанализирую для вас, как мыИспользуемая технология литья пескаЧтобы успешно решить производственную проблему больших коробок передач для производителя сельскохозяйственного механизма.
Область клиента: высокая стоимость сварки и сборки
Клиент является известным производителем сельскохозяйственного оборудования. Большая коробка передач одного из их основных тракторов была первоначально сварена вместе с несколькими толстыми стальными пластинами. В это время они столкнулись с серьезными проблемами:
- Огромное давление затрат: исходный процесс использовал несколько толстых стальных пластин для сварки и формы, полагаясь на большое количество высококвалифицированных сварщиков и длительное рабочее время, что приводит к высоким затратам на единицу.
- Выдающиеся риски производительности: сварка становится слабой точкой усталости, и риск растрескивания высок в условиях непрерывной тяжелой нагрузки, угрожая срока службы продукта и надежности.
- Производственные мощности встречаются в узких местах:Сложная сваркаи последующие процессы сборки ограничивают производственный цикл, что затрудняет удовлетворение потребностей роста рынка.
Решение М.С.
Мы тщательно проанализировали основные потребности клиентов и изготовленные сложные и высокопрочные раковины экономичным и эффективным способом. Мы решительно продвигаемраствор листового литья железного песка:
Почему выбирают пластичное железо?
Этот материал потрясающий! Прочность почти догоняет сталью, и ключ в том, что она особенно поглощает шоки. Он естественно подходит для удара и устойчивости к усталости, игораздо более надежные, чем сварные деталиПолем
Интегрированный дизайн:
Мы полностью свергли оригинальный дизайн сварки. Используя наш опыт работы с песком и комбинированную технологию песчаного ядра, мы одновременно бросаем полную оболочку, внутренние ребра, отверстия сиденья и встроенные масляные цепи. Проблема сварки и сборки устраняется.
Эффективность затрат в беспроигрышном:
Наши песчаные формы недорогих.Кроме того, производственный процесс проще в использовании автоматизированного оборудования, и эффективность улучшается, поэтому затраты на единицу естественным образом снижаются.
| Процесс производства | Стоимость плесени/инструмента | Стоимость производства с одной частью (большие детали) | Скорость производства |
| Стальная пластина сварка | Середина | Высокий | Медленный |
| Кастинг песка | Низкий | Низкий | Быстрый (особенно в массовом порядке). |
Источник: Американское литейное общество AFS.
Значительные результаты: комплексное улучшение силы, затрат и надежности
Когда первая партия литых коробок была доставлена клиентам, инженеры посмотрели на бесшовную структуру и плотный материал, и их первым впечатлением было то, что они больше не были сварены вместе.
Реализация плана достигла замечательных результатов: устранение сварных швов, оптимизация толщины стенки и значительное улучшение общей жесткости и прочности.
Выдающиеся экономические выгоды:
- Стоимость единого произведения упала на 45%: сэкономить материалы и экономия и повышение эффективности совместно.
- Эффективность производства утроилась:Процесс литья песка(Особенно самостоятельный песок смолы) намного быстрее, чем сложная сварка.
Надежность скачка:
- Усталость срока службы увеличилась на 50%: нет концентрации стресса сварного шва + отличная устойчивость к усталости пронковка железа.
- Защита клиентов после продажи значительно снижена: проблема взлома коробки была полностью решена.
Отрасль и авторитетные доказательства
Этот случай подтверждает незаменимую природу песчаного литья в определенных сценариях.
«Как подчеркнул Дэвид С. Шмидт, бывший президент Американского литейного общества (AFS): основная ценность литья заключается в превращении материального потенциала в структурно полные функциональные части с наилучшей экономической эффективностью, особенно при работе с большой и сложной геометрией».
Песочное литье идеально воплощает эту концепцию здесь:
| Ключевые индикаторы | Оригинальный план сварки | Раствор литья песчаника JS (проколочное железо) |
| Единица стоимость | Эталон (100%). | Уменьшить на 45%. |
| Производственный цикл | Эталон (100%). | Сократить на 67% (эффективность X3). |
| Жизнь | Эталон (100%). | Увеличить> 50%. |
| Применимость | Маленькие и средние партии. | Предпочтительнее для больших/одиночных/маленьких партий. |
| Дизайн свободы | Ограничено процессом сварки. | Чрезвычайно высокий (сложный просвет/форма). |
Источник: отчет Американского литейного общества индустрии.
Для крупных сложных, чувствительных к стоимости структурных частей, которые не требуют точности микронного уровня (например, требования некоторыхалюминиевые детали песка), кастинг песка продемонстрировал сильную жизненную силу со своей классической свободой и экономикой дизайна.
«В JS мы сосредотачиваемся на глубоком понимании потребностей клиентов и предоставлении клиентам лучших решений из песка с нашими глубокими материальными знаниями и опытом процесса. Если у вас есть подобные крупные, сложные или чувствительные к стоимости потребности ключевых компонентов, мы очень рады обсудить глубину».
FAQ - Ответьте на больше вопросов о литье песка
1. Каковы преимущества и недостатки песчаного литья?
Преимущества:
Самое большое преимущество заключается в том, что плесень относительно дешевая, а время подготовки короткое. Он имеет небольшие ограничения на размер и вес литья, и может сделать детали такими же маленькими, как десятки граммов или столь большие десятки тонн. И почти любой металлический материал может быть отброшен с ним, особенно в создании деталей с очень сложными внутренними структурами.
Недостатки:
Точность и поверхностная отделка литья будет хуже, и обычно его нужно обрабатывать позже. Кроме того, эффективность производства не слишком высока, и немного сложно полностью автоматизировать производство с помощью машин. Кроме того, он не подходит для деталей с особенно тонкими стенами.
2. Какие продукты обычно производятся с помощью песчаного литья?
Песочный литей имеет очень широкий спектр применений. Подобно блоку двигателя и головки цилиндра на автомобиле, водопроводные трубы и клапаны, используемые в муниципальной технике, и корпус насоса, основное основание для машинного инструмента, корпус коробки передач и другие детали с большим размером, относительно сложной структурой и определенной прочностью, требуемой в промышленном поле, многие из них создаются путем литья песка, особенно когда форма является относительно сложной, она вполне подходит.
3. Песочная литья против инвестиционного литья (метод потерянного воска): в чем разница?
Как инженер компании JS, позвольте мне поговорить о основной разнице между инвестиционным литьем против литья песка:
Песочная литья:
Мы используем «шаблон», который можно многократно использовать, чтобы выдвигать полость в песке. Преимущество заключается в том, что плесень дешево и быстрая. Но недостаток в том, что точность размера и поверхностная отделка сделанных деталей будут немного хуже.
Инвестиционное кастинг (метод потерянного воска):
Он использует одноразовую восковую форму, которая покрыта керамической суспензией для изготовления полости, а затем воск расплавляется. Плесень, полученная таким образом, очень точна, поэтому литье имеет чрезвычайно высокую точность и поверхностную отделку. Тем не менее, цена является высокой стоимостью и сложным процессом.
Песочный лист преследует экономичный и универсальный, и может обрабатывать большие части и сложные полости. Инвестиционные кастинги преследуют чрезвычайно тонкие поверхности и размеры, что подходит для деталей с особенно высокими требованиями.
Краткое содержание
Несмотря на то, что кастинг из песка имеет долгую историю, он по -прежнему занимает важную позицию в современной промышленности с ее уникальной гибкостью и преимуществами затрат. Это доказывает, что с кажущимся обычным песком иРазумный инженерный дизайн, сильные и надежные основные компоненты все еще могут быть сделаны.
Вы столкнулись с этими ситуациями в своем проекте?
- Нужно сделать сильный, сложный компонент и контролировать стоимость.
- Все еще обеспокоенный высокой стоимостью обработки или нестабильным качеством сварных деталей.
Не стесняйтесь поговорить с нами:Наша команда JS имеет более десяти лет богатого опыта в кастинге! Мы тщательно рассмотрим ваши потребности и дизайны, проведем всестороннюю оценку и анализ и поможем вам определить, является ли песчаное литье наиболее подходящим решением для вашего проекта.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Ресурс

