

Апроцесс литья пескаМожно проследить до Древнего Египта почти 5000 лет назад. Хотя ядро по -прежнему использует песок в качестве формы для литого металла, он давно обновлен и по -прежнему является основной технологией в области литья металла.
Песочная литья была идеально интегрирована в современное производство. Более 60% мировых металлических отливок производятся им, особенно когда они производятся небольшими партиями или средним размером, это обычно является наиболее экономически эффективным выбором. Многие металлические предметы вокруг вас, от корпусов автомобильных двигателей до сложных художественных отливок, являются песчаными литьями.
Конечно, у него также есть недостатки, такие какПоверхность деталей обычно немного грубаяи точность размеров не так хороша, как те более дорогие методы точного литья, но она все еще является предпочтительным методом для многих промышленных производств с его сильной адаптивностью и преимуществами затрат. Затем мы начнем с базового определения, посмотрим, где находится его преимущества, и каковы его недостатки, чтобы помочь вам полностью понять процесс литья песка.
Что такое песчаный кастинг?
Основной процесс литья песка является относительно прямым. Сначала сделайте полость в соответствии с формой детали, затем вылейте в нее кипящий расплавленный металл и подождите, пока он остынет и затвердевает, а затем вы сможете получить последнюю часть.
После сотен лет развития,Литье песка стало одним из самых гибких и широко используемых методов в литье металлаПолем Выбирать, зависит от требований к проектированию, соображениям затрат, производственных партии и производственной технической способности за фабрики деталей, которые вы хотите сделать. Его наиболее мощной особенностью является его сильная свобода дизайна, которая может производить части различных форм и сложных структур, особенно крупных изготовлений и компонентов с внутренними каналами.
Основные причины, по которым песчаная кастинг популярна:
- Эффективно: дешево! Стоимость пресс -формы низкая, сам песок не дорогой, а общая экономика процесса хороша.
- Супер высокая гибкость: он может соответствовать индивидуальному производству с небольшими партиями, а также подходит для крупных промышленных применений (таких как автомобильные детали).
- Высокая совместимость с формой: он может обрабатывать простые формы или деликатные и сложные структуры, и даже части, которые необходимы для создания внутренних полостей.
- Широкая материальная универсальность: это применимо к различным металлическим материалам.
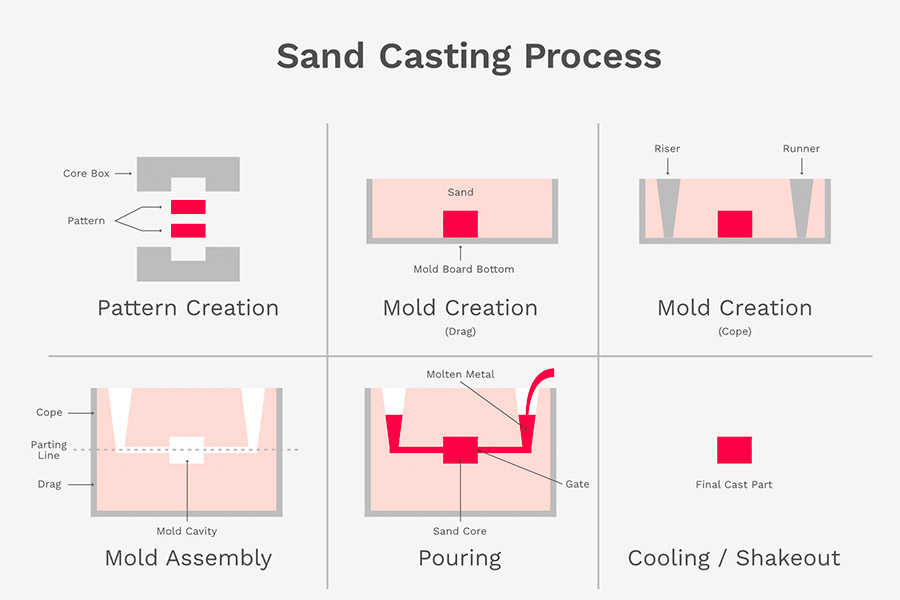
Как завершить кастинг песка по ступенькам?
1. Подготовьте материалы
Песок является основным ингредиентом, и его нужно смешать с связующим, чтобы скрепить песчаные зерна. Иногда добавляются добавки, такие как глина, угольный порошок или специальные химические вещества, чтобы сделать песчаную плесень более сильной, воздухопроницаемой и легкой для разрыва после охлаждения.
Ключ должен выбрать правильный песок:Он должен быть в состоянии выдерживать высокую температуру расплавленного металла, иметь хорошую воздухопроницаемость, чтобы дать газ плавно разряжаться, и быть легко удаляющим литью. Например, литье алюминиевого песка, которое обычно используется при литье алюминиевых деталей, имеет особые требования к производительности песка.
Кроме того, это также необходимо: жидкость для расплавленного металла, модель финальной формы литья и различные инструменты для изготовления песчаных форм.
2. Сделайте модель
Во -первых, используйте древесину, пластик или металл, чтобы сделать модель финальной формы листа.
Нажмите эту модель в смешанный песок, обычно, выдвигая соответствующие полости в верхних и нижних песчаных коробках соответственно. Верхние и нижние песчаные коробки объединены, чтобы сформировать полную полость, где есть гдерасплавленный металл в конечном итоге заполнит и образует литьПолем
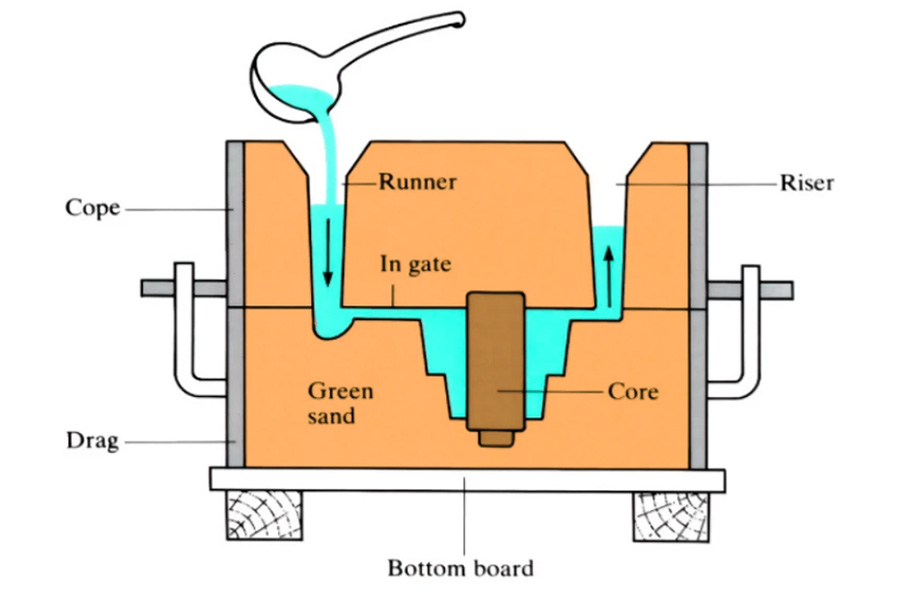
3. Проектируйте систему заливки
Расплавленный металл нуждается в специальном канале, чтобы погрузиться в полость формы, которая является системой заливки. Качество литья напрямую определяется проектированием этой системы. Хорошая система должна быть простой, эффективной, уменьшить турбулентность расплавленного металла, а также блока и газа.
Система заливки в основном включает в себя эти детали:
| Компонент | Функция | Ключевые моменты |
| Кубок ворот | Воронка для залива расплавленного металла. | Первый вход. |
| Листяк | Канал для расплавленного металла, чтобы вытекать вертикально из чашки заливки. | Течет по гравитации. |
| Бегун | Горизонтальный канал, соединяющий липку и выходы. | Распределяет расплавленный металл и часто блокирует шлак. |
| Находить | Последний вход для расплавленного металла, чтобы войти в полость. | Управляет скоростью потока и направлением для предотвращения вспышки. |
| Встал | Хранение для избыточного расплавленного металла. | Добавки отсутствуют металл, когда литье охлаждается и сжимается. |
4. Поместите ядро
Если в середине литья требуется полость или отверстие, ядро должно быть размещено до закрытия коробки. Ядро также представляет собой твердый блок из песка, который точно помещается в зарезервированное положение в форме. Во время заливки расплавленный металл будет течь вокруг ядра, чтобы заполнить пространство. После охлаждения и затвердевания ядро удаляется, и на литье образуется требуемая полость или отверстие.
5. залить металл и охлаждение
Тщательно вылейте расплавленный металл из заливной чашки, чтобы заполнить всю полость и систему заливки.
После заполнения расплавленного металла,Дайте ему медленно остыть и закрепить в твердый листПолем Важно контролировать скорость охлаждения. Слишком быстрый или слишком медленный может повлиять на окончательную производительность и точность размеров литья. Метод охлаждения может быть естественным охлаждением, и иногда для его контроля также необходимы вентиляторы, водный туман и другие вспомогательные средства.
6. Обработка песка и отливок
После того, как кастинг полностью охлаждается и затвердел, песок снимается, песочная коробка разобрана, а песчаная форма сбивается и встряхнута, чтобы дать песку, обернутую вокруг литья, и вытащили литейну внутрь. Удаленное кастинг будет отправленОчистка вспышки, заусенцев и последующих процессов обработкиПолем
Большая часть удаленного песка, который мы называем старым песком, можно переработать и использовать повторно. Каждый раз, когда он перерабатывается, немного песка будет теряется, что требует добавления нового песка для удовлетворения требований следующего кастинга.
Каковы различные типы процессов литья песка?
1. Зеленый песчаный кастинг:
Это самый популярный и традиционный метод кастинга песка. Его простая песчаная форма содержит глину и немного воды. «Мокрый» используется для содержания воды в песке, который похож на клей, который можно использовать для связывания песка и глины, что делает его простым в создании моделей.
Преимущество этого метода состоит в том, что его легко изменить при изготовлении песчаных форм, также удобно вывести модель, а размер литья является относительно точным.
Поскольку он просто, гибкий и экономичный, он особенно используется в местах, гдеТребуется массовое производство, например, автомобильные детали и детали машины. Это основной процесс литейного завода нашей компании.
2. Литье сухого песка:
Это на самом деле можно рассматривать как обновленную версию литья мокрой песка. После того, как мокрый песчаная форма сделана, вместо того, чтобы сразу же залить расплавленный металл, она помещается в духовку, чтобы тщательно высушить воду.
После сушки песчаная плесень становится сильнее и сильнее, и внутри пробелов меньше пробелов.В отличие, сделанные таким образом, имеют более плавные поверхности, более точные размеры и меньше внутренних дефектов. При дополнительном процессе сушки время и стоимость немного выше, чем влажный песок.
3. кастинг раковины:
Это метод, изобретение немцами во время Второй мировой войны, который особенно подходит для массового производства мелких деталей с гладкими поверхностями и точными размерами.
Используемый песок очень особенный: это очень тонкий кремнеземный песок практически без глины, а затем смешанный со смолой, который укрепляется при нагревании, обычно фенольной смолы.
Метод также уникален: посыпьте смешанный песок на металлическую плесени. Когда песок попадает в горячую пластину, смола на поверхности тает и прилипает к песку, образуя твердую оболочку толщиной около 6 мм. Эту оболочку необходимо нагреть еще на несколько минут, чтобы стать твердой формой оболочки.
Эта форма для оболочки очень тонкая и гладкая, поэтому качество поверхности литья хорошее, размер точный, а количество используемого песка намного меньше, чем влажный песок.Это очень подходит для создания точных деталейЭто должно быть продуцировано массовым, например, некоторые части автомобильных двигателей.
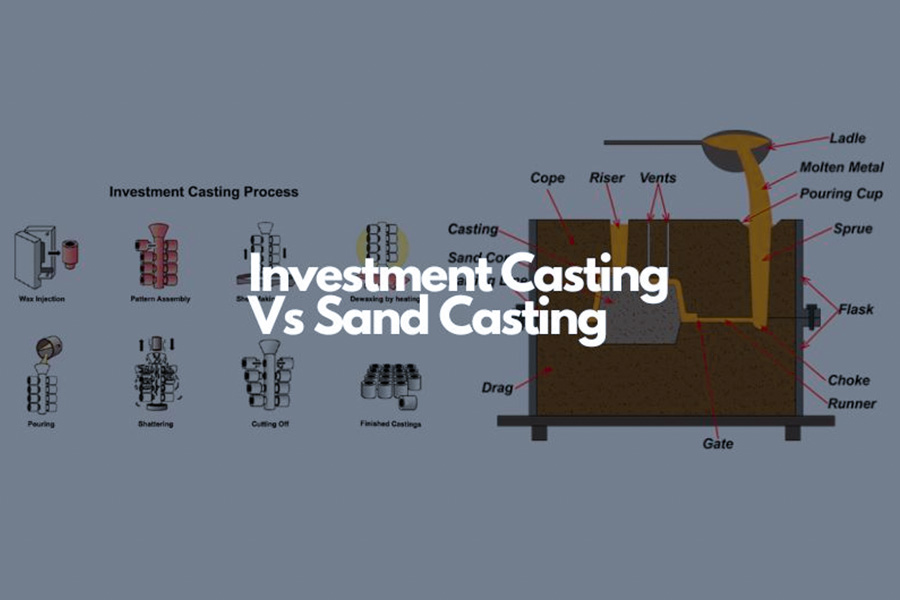
Песочная литья против инвестиционного литья: какова основная разница?
1. Различные материалы для пресс -формы
Разница между этими двумя методами - материал формы.Инвестиционное литье опирается на керамические материалы для изготовления формПолем Он находится на восковой модели, а специальная керамическая суспендия прикладывается слоем за слоем, образуя твердую структуру оболочки.
Напротив, песчаная литья использует песок в качестве основного материала, обычно смешивая кремнезый песок с глиной или смолой с формой.
2. Сравнение возможностей дизайна
Если ваша часть дизайна очень сложна, тонкие структуры или мелкие детали, преимущества инвестиционного литья более очевидны. Он использует характеристики восковой формы, чтобы легко формировать различные детали.
ХотяПесочная литья также может производить много сложных форм, сложно производить тонкие или тонкие конструкции, потому что песок легко рушится.
3. Производственная шкала и стоимость
Когда дело доходит до стоимости инвестиционного литья против литья песчаника, количество производства является ключом. Песочные формы просты и недороги, особенно подходят для массового производства. Цена за единицу очень доступна, когда количество обработанных деталей велико.
Инвестициибросатьформы естьдорого икропотливый, иболееподходитдля маленькой партиипробегиПолем Они заслуживают выбора, когда требуются высокие требования к точности и отделке. Ниже приводится сравнение затрат в рамках типичного объема производства (единица - это диапазон затрат на продукт), а данные основаны на среднем по отрасли:
| Производственный объемный диапазон | Стоимость инвестиционного литья (за штуку) | Стоимость литья песка (за кусок) |
| Маленькая партия (1-100 штук) | 50-100 долларов | $ 10-30 |
| Средняя партия (100-1000 штук) | 30-60 долларов | 5-15 долларов |
| Большая партия (1000+кусочки) | $ 50+(не очень рентабельный) | 2-8 долларов |
4. Качество готового продукта и точность
Инвестиционный кастинг имеетего определенныйпреимуществаизГладкость поверхности и размерное управление. Этоволя бросатьчасти с более тонкимидетальименьшеразмерные ошибкиПолем Песочное литье из -за природы песка будет иметь относительно шероховатую поверхность и плохую точность размеров. Когда вам нужны высокие, плавные детали,Инвестиционное кастинг обычно является первым выборомПолем
Какое основное сырье используется в литье песка?
1. Песок:
Натуральный песок, в частности, в этом случае кварцевый песок, используется, поскольку он может противостоять теплу высокотемпературного плавления металлов и не будет выйти в пленку. Песок используется для формирования корпуса плесени и в качестве легкого скелета для формирования металлических деталей.
2. Переплет:
Сам песок слишком свободен, поэтому необходимо добавить «клей», такой как глина или смола, чтобы крепко удерживать его. Этотне разваливается плесеньПри налите металла. Общие связующие - бентонитовая или фенольная смола, которые выбираются в соответствии с типом литья.
3. Добавки:
Чтобы улучшить производительность песка, например, облегчить демонстрацию или уменьшение проблем с адгезией, обычно добавляют угольный порошок, опилки или крахмал. Эти вещи похожи на приправу. После добавления их, поверхность песка более гладкая, отливки чище, когда они выходят, и риск остатка уменьшается.
4. Вода:
Используется для смешивания песка, кледей и добавок, а также отрегулировать влажность, чтобы все материалы могли быть равномерно связаны. Только когда вода добавляется в нужном количестве, плесень может иметь достаточную прочность и проницаемость воздуха, чтобы сбросить горячий воздух во время заливки.
Какие факторы следует учитывать в дизайне песчаного литья?
1. Окруженная угловая обработка
Все перекрестки на кастинге не могут быть острыми углами,и должен быть спроектирован как округлые угловые переходыПолем Это очень важно, так что листовые отливки нелегко уменьшить или трещины, а риск возникновения трещин, вызванных концентрацией напряжения, может быть уменьшен.
2. Дизайн системы литья
Система литья, в том числе чашка, прямой бегун, кросс -бегун и внутренние ворота, должна быть тщательно разработана. Его основная функция состоит в том, чтобы позволить расплавленному железу или алюминию плавно проходить во всю полость пресс -формы, чтобы избежать брызги или недостаточной заливки.
3. Выбор расщепления поверхности
Разваливающая поверхность формы должна быть плоской горизонтальной поверхностью как можно больше. В соответствии с требованиями формы литья, положение должно быть как можно более низкой. Это для упрощения производства плесени, легкого демольда иЛегкое удаление заусенцев из кастинга.
4. Резервное пособие по обработке
Если литье должно быть обработано на токарном станке или фрезерном машине позже, к поверхности обработки литья должна быть добавлена определенная толщина, то есть разрешение на обработку. Эта толщина обычно составляет от 1,5 до 6 мм, в зависимости от размера, сложности, требований к обработке и уровня процесса литья кастинга.
5. Установите угол черновика
Чтобы позволить литью плавно удалить из песчаной формы после охлаждения,Поверхность перпендикулярна линии прощанияНа форме должен быть спроектирован с определенным углом наклона, называемый углом привода, как правило, достаточно от 3 ° до 5 °
6. Минимальный предел толщины стенки
Толщина стенки литья не может быть слишком тонкой, иначе расплавленный металл может не течь плавно, чтобы заполнить всю область, и легко производить дефекты, такие как холодный отключение или недостаточная заливка.
Для легких необработанных металлических отливок, например, алюминий литья песка, рекомендуемая минимальная толщина стенки обычно составляет не менее 5 мм. Для таких металлов, как чугун и литая сталь, это должно быть не менее 6 мм.
7. Экономические соображения партии
Процесс литья песка может привести к широкому диапазону весов литьятеоретически от менее 1 кг до более чем 20 тонн. Из-за неотъемлемых затрат на изготовление плесени, моделирование, плавки и другие связи, чтобы достичь экономической осуществимости, объем кормления металла для одного производства, как правило, не менее 300 кг, чтобы быть экономически эффективным.Ниже этого, стоимость за часть будетбыть намного большеПолем

Какой тип деталей или продуктов подходит для литья песка?
1. Медицинское и энергетическое оборудование
Хотя требуются высокие требования к точности, литье из песка все еще используется в больших или основных частях, таких как тяжелая основа и опорная рамаБольшое медицинское оборудование для визуализации(например, КТ, МРТ). Большие клапаны и трубные фитинги центральных систем подачи газа в больницах. Огромные раковины и клапаны турбин и паровых турбин в энергетическом поле. Эти детали часто имеют большие размеры и сложные по структуре.
2. Промышленное оборудование и общее оборудование
Это основная стадия песчаного литья, включая корпус, рабочее колесо и конечное покрытие различных промышленных насосов. Цилиндры, головки цилиндров и коленчатые валы компрессоров и воздуходувки. Клапанные тела и крышки клапанов различных клапанов. Передачи, шкивы и маховики. Песочные отливки можно найти почти на всех фабриках.
3. Сельскохозяйственная техника
Сельскохозяйственная техника часто работает в суровых условиях и требует прочных и долговечных деталей. Это широкоИспользуется в корпусах коробки передач для тракторов и корпусах задних осиПолем Ключевые структурные рамки и устойчивые к износу частям сеялок и комбайнов, а также крупные корпусы насоса и клапаны ирригационных систем.
4. Другие поля
- Потребительская электроника: тяжелые корпусы и крупные базы радиатора некоторого высококачественного аудиооборудования.
- Искусство и архитектура: крупные скульптуры, декоративные компоненты для восстановления исторических зданий, металлических перил и декоративных деталей в парках.
- Образование: крупные механические модели для демонстраций лекций, металлических баз и рамок инженерных лабораторных скамей.
Краткое содержание
КакобщепринятыйПроцесс, песчаное литье все ещешироко распространено в производственной промышленностиПолем Его самыми большими преимуществами являются высокая экономическая эффективность, сильная адаптивность материала и отличная свобода дизайна. От основных частей автомобиля до вспомогательной структуры здания, многие могут быть экономически реализованы с помощью литья песка.В JS это один из наших самых основных и зрелых процессов.
Многие клиенты выбирают JS для песчаного кастинга. Ключ заключается в том, что мы интегрируем традиционные процессы с современными технологиями, значительно повышают эффективность на 30%и сокращаем циклы доставки. Примените оптимизированные формованные материалы, чтобы помочь уменьшить 15% дефектов. Все это позволяет нампредоставить вам эффективные решенияс высокой экономической эффективностью и надежным качеством, сохраняя при этом первоначальное преимущество затрат на литье песка.

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Каков принцип работы песчаного литья?
Расплавленный металл заливается в полость плесени литья песка. Расплавленный металл заполняет полость гравитационным действием. Песчаная форма разрывается после затвердевания и охлаждения, а литья вынимает. Он подходит для производства крупных и средних простых до среднего комплекса металлических деталей.
2. Как делается песчаная форма?
Поместите модель прототипа в песчаную коробку, заполните литья песка в слои и уплотняйте ее. Затем выньте модель, чтобы сформировать полость, объедините верхнюю и нижнюю песочную коробку и откройте систему заливки, чтобы наконец -то образуя заливную полную песчаную форму. Весь процесс зависит от ручного или механического уплотнения песка.
3. Почему металлы могут отличаться с помощью песчаных форм?
Песочная литья использует рефрактерный песок с образованием полой полости, которая обладает высокой температурной сопротивлением (> 1600 ℃) и способен выдерживать эрозию расплавленного металла. Песок связан связующем для поддержания формы, а расплавленное металл - гравитация, выливается в полость. Песчаная плесень может быть сломана и удалена после охлаждения, чтобы завершить формирование металла.
4. Что такое прощальная поверхность?
Поверхность прощания относится к контактной поверхности, которая разделяет песчаную коробку на верхнюю и нижнюю или несколько частей в песчаном лите. Обычно он устанавливается вдоль наибольшего поперечного сечения модели, чтобы облегчить плавное удаление модели из полости, обеспечивая при этом, чтобы в этом положении образовалась видимая линия расставания или зауре.
Ресурс

