

Durante esses anos de trabalho em baixa pressão na JS, percebi profundamente que está longe de ser suficiente para se concentrar apenas na liga de alumínio usada para fazer uma fundição leve, forte, suave e bonita. Por trás disso está o resultado do trabalho colaborativo dos principais materiais.
Liga de alumínio fundido é o núcleo -chave. Mas, para encher com precisão todos os cantos do molde com alumínio fundido, é inseparável do riser de cerâmica especial abaixo. Deve suportar altas temperaturas e manter uma excelente compatibilidade química com alumínio fundido para garantir que nenhuma reação prejudicial ocorra.
E o aço de mofo resistente a alta temperatura e extremamente forte em nosso molde é o que suporta enorme pressão e milhares de graus de alta temperatura, e é usado repetidamente para garantir a forma e o tamanho precisos da fundição.
Quando muitas pessoas mencionam o elenco, subconscientemente pensam apenas no próprio material de metal. MasNo processo de fundição de baixa pressão, se discutirmos apenas ligas de alumínio, realmente vemos apenas a camada mais superficial. O que realmente suporta peças fundidas de alta qualidade é esse conjunto de aço de molde especial, riser de cerâmica especial e sistema de material de liga de alumínio. Cada um deles desempenha um papel insubstituível. Sem nenhum link, é impossível alcançar esse elenco perfeito.
Resumo da resposta central:
| Categoria de material | Função central | Materiais comuns |
| Liga fundida | A formação do componente final determina seu desempenho. | Liga de alumínio (A356.0, ZL101), liga de magnésio (menos comumente). |
| Material da matriz | A forma do componente precisa suportar o ciclismo térmico. | Hot Work Mold Steel (H13, SKD61). |
| Materiais de equipamento -chave | Certifique -se de operação estável do processo. | Cerâmica de nitreto de silício/carboneto de silício (riser), grafite (cadinho). |
Este artigo responderá às suas perguntas:
- Neste guia, vou me concentrar em ligas de alumínio para fundição de baixa pressão.
- E explique a criticidade dos materiais de mofo e riser.
- Por fim, usarei um caso real para mostrar como esse conjunto de materiais funciona em conjunto para criar uma parte de alto desempenho e confiável.
- Depois de ler, você entenderá que boas fundições são o resultado do trabalho em equipe material.
Por que confiar neste guia? Uma perspectiva abrangente da equipe de elenco e ciência de materiais JS
Os projetos de elenco que nossa empresa precisa fazer são muito mais do que apenasCitações de fundição de baixa pressão de alumínio. A chave é que toda vez que citamos, viemos com um relatório de viabilidade material, que é a parte mais valiosa.
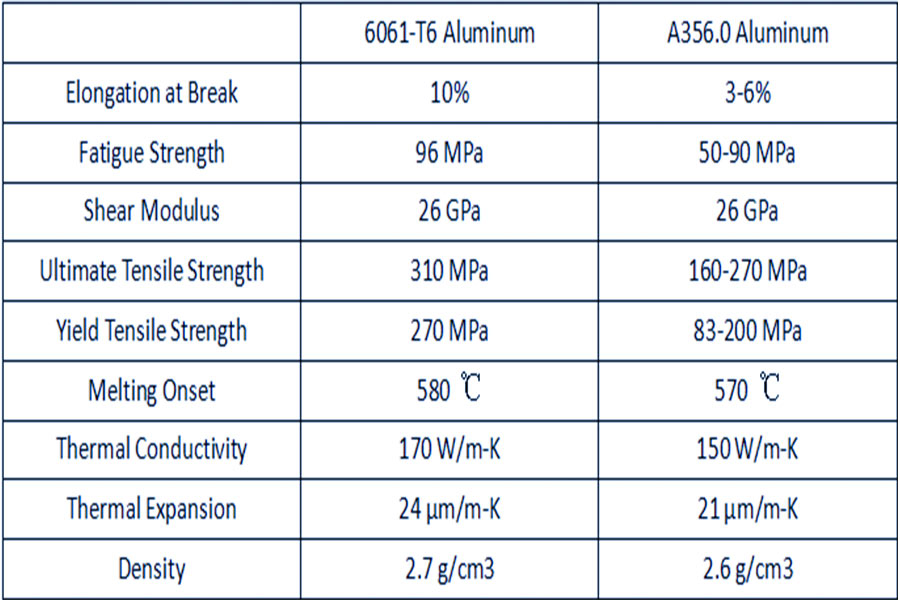
Anos de experiência me deram uma profunda compreensão da complexidade da seleção de materiais. Por exemplo, para rodas de carro, geralmente usamos o grau A356, mais o tratamento térmico T6, pode ser leve e durável. Mas se você formar uma cabeça do cilindro do motor, o grau de material e o processo de tratamento devem ser selecionados, porque as forças, temperaturas e até modos de falha quea cabeça da roda e do cilindroTenho que suportar são completamente diferentes.
Para o molde, usamos o aço do molde H13 para processo de tratamento térmico, controlando com precisão a temperatura de têmpera e os tempos de temperamento. Preste muita atenção a esses aspectos, porque a vida útil do molde será calculada no custo do produto do cliente.
Nossa experiência real:
- O produto de um cliente tinha impurezas em escala no elenco, e a taxa de aprovação pairava em 85%, o que era uma dor de cabeça para o cliente.
- Após uma análise cuidadosa, descobrimos que o problema estava com o tradicional riser de ferro fundido, e o alumínio fundido reagiu com ele. Mais tarde, sugerimos substituí -lo por umriser de cerâmica de nitreto de silício, que é resistente a altas temperaturas e não é fácil de reagir quimicamente com o alumínio.
- No final, o problema da impureza foi resolvido e a taxa de aprovação subiu para 99%! Este caso mostra que não basta ter uma boa liga de alumínio. Como os materiais interagem entre si são os mais importantes.
"Como o professor Harry Bhadeshia, um famoso engenheiro de materiais, enfatizou: na engenharia, a falha do material raramente vem de um único fator. Geralmente é o resultado de uma incompatibilidade entre materiais, processos e design".
Este guia é o que nossa equipe JS acumulou pouco a pouco com base nessas experiências práticas e no conhecimento da ciência material. É autêntico e confiável. Eu só quero dizer claramente os poços que pisei e as estradas que verifiquei, para queajudá-lo a fabricar peças fundidas de alta qualidadecom desempenho mais confiável e custos mais competitivos.

O protagonista aparece: o parceiro ideal da liga de alumínio de baixa pressão de fundição
Em projetos diários de elenco que eu faço, muitas vezes me vejo vendo como o processo de fundição de baixa pressão e a liga de alumínio são um casal perfeito.Tecnologia de fundição de baixa pressão de liga de alumínioEncontra aplicação extensa porque as características da liga de alumínio estão em perfeita harmonia com fundição de baixa pressão.
Simplesmente falando, o que é o elenco de baixa pressão?
É um processo de fundição de pressão em que o metal fundido é forçado a entrar na cavidade do molde por uma baixa pressão (geralmente entre 0,5-1,5 bar), reduzindo assim defeitos como poros e encolhimento, para obter peças fundidas mais densas e precisas. Abaixo está uma discussão sobre o porquêAlumínio de alumínio é um companheiro ideale as notas mais usadas empregadas.
Por que usar a liga de alumínio como a escolha superior para fundição de baixa pressão?
- As ligas de alumínio, especialmente as ligas de alumínio-silício, como o A356, têm propriedades de fundição superiores, oferecem boa fluidez e preenchem prontamente contornos de moldes complexos, sendo significativos na modelagem precisa na fundição de baixa pressão.
- É forte, mas tem baixo peso com uma densidade de apenas um terço da de aço, mas pode formar boa resistência à tração, o que é uma grande vantagem para a construção de luz no veículo eIndústrias de aeronaves.
- Finalmente, as ligas de alumínio são um bom condutor de corrosão e calor: é resistente à oxidação e ataque químico, mas é um bom condutor de calor, o que o torna um material ideal para a cabeça do cilindro de um motor, radiador ou revestimento de um dispositivo eletrônico. Todas essas funções servem para tornar o processo de fundição de baixa pressão eficaz e confiável.
Os graus de liga de alumínio mais usados:
- A356.0 ou ZL101A: Em nossa prática no JS, eles são os jogadores estrela em fundição de baixa pressão. Este é umliga de alumínio-silício-magnésiocom boa castabilidade e alta tensão do ar. Após o tratamento térmico de T6, sua resistência e resistência podem ser melhoradas, o que é particularmente adequado para fabricar rodas de alto desempenho, armas de suspensão ou componentes do motor.
- ALSI7MG ou ZL101: Eles são amplamente utilizados nos padrões europeus e têm desempenho semelhante ao A356. Dependendo dos requisitos específicos do projeto, como maior resistência à tração, alongamento ou resistência ao calor, também usamos outros graus de liga de alumínio, mas A356 e ALSI7mg representam mais de 80% do nosso trabalho diário.
"A fundição de baixa pressão de liga de alumínio combina a eficiência do processo e as vantagens do material para produzir peças de alta precisão e leve. Se eu fosse responsável por esse projeto, começaria com as necessidades do cliente, analisaria o cenário de aplicativo, selecionou o que o WHELEFET e o de invasão de alumínio e a base de alumínio e a qualidade do foco e o foco do foco para o que otimizará e a qualidade do foco e a qualidade do foco e a qualidade do lançamento do foco e a qualidade do foco e a qualidade do foco e a qualidade de alumínio. Parte de fundição de baixa pressão de liga de alumínio. "
Heróis dos bastidores: moldes e materiais de equipamento que tornam a perfeição
Vamos continuar falando sobrefundição de baixa pressão de alumínio. Desta vez, falaremos sobre os "heróis dos bastidores" que são facilmente negligenciados, mas absolutamente críticos, moldes e materiais de equipamentos. Imagine que a liga de alumínio é o protagonista no palco, e o molde e o equipamento são o palco e a iluminação. Sem eles, não importa o quão bom seja o protagonista, ele não pode realizar um bom show!
Material do molde: Durabilidade é a verdade dura!
- Desafio do núcleo: o molde deve suportar repetidamente a água de alumínio fervente de 600 a 700 ° C e a pressão do encolhimento de resfriamento. Não pode ser deformado ou rachado com o tempo. Este requisito de força é muito alto!
- Nossa primeira opção: Hot Work Die Steel, como o Familiar H13 (American Standard) ou Skd61 (padrão japonês).
Por que esse tipo de aço é tão poderoso?
Ele contém materiais como cromo, molibdênio e vanádio, que o tornam forte e resistente a altas temperaturas, e podem suportar especialmente a fadiga causada por mudanças quentes e frias repetidas.Em nossa oficina JS, H13/SKD61 é a força principal absoluta na fabricação de moldes de metal fundindo de baixa pressão.
Tubo de elevação: o canal central da contra -gravidade de baixa pressão fundindo
Este tubo é muito crítico! O líquido de alumínio é derramado no molde "a montante" por ele. Geralmente temos requisitos extremamente altos para ele:
- Propriedades químicas estáveis: não deve reagir com água de alumínio, poluir o metal fundido e as impurezas na fundição serão descartadas.
- Temperatura de controle: A água do alumínio não pode esfriar muito rapidamente quando sobe no tubo, caso contrário, congelará antes de encher o molde.
- Forte durabilidade: deve suportar a erosão de água de alumínio de alta temperatura e choques quentes e frios, e não pode ser facilmente quebrado.
Nossa primeira escolha é o tubo de cerâmica de nitreto de silício(isto é, si₃n₄). O que há de tão bom nessa coisa? É particularmente resistente à corrosão, rico em força, sem medo de expansão e contração térmica e tem uma vida longa. As peças fundidas com ele são da melhor qualidade. Obviamente, também existem soluções de economia de custos, como adicionar uma camada de revestimento dentro de tubos de ferro fundido ou tubos de aço, mas, para ser sincero, a durabilidade e o efeito anti-poluição são inferiores aos tubos de cerâmica.
Outros "principais papéis de apoio" que não podem ser ignorados:
- CRUCULE: um "pote" usado para derreter água de alumínio. Geralmente, usamos cadios de grafite porque são resistentes a altas temperaturas e água de alumínio não reagirá quando embebida neles.
- Agente de liberação: deve serpulverizado no molde antes de cada um derramar. As principais funções são: primeiro, para permitir que a fundição solidificada seja desmolada suavemente; Segundo, para formar um filme de proteção na parede interna do molde para reduzir o dano direto da água de alumínio de alta temperatura ao molde e prolongar a vida útil do molde.
Para fabricar produtos de alta qualidade e estáveis na fundição de baixa pressão de liga de alumínio, está longe de ter uma boa liga de alumínio sozinha. A seleção de material de cada link de "pequenos ajudantes", comoMoldes, tubos riser e agentes de liberação afetam diretamente o sucesso ou falha final.
"Na nossa empresa JS, estamos bem cientes do valor desses" heróis dos bastidores ". A partir da seleção de aço do molde, a aplicação de tubos de riser de cerâmica, ao controle fino dos parâmetros de processo, acumulamos a rica experiência prática.
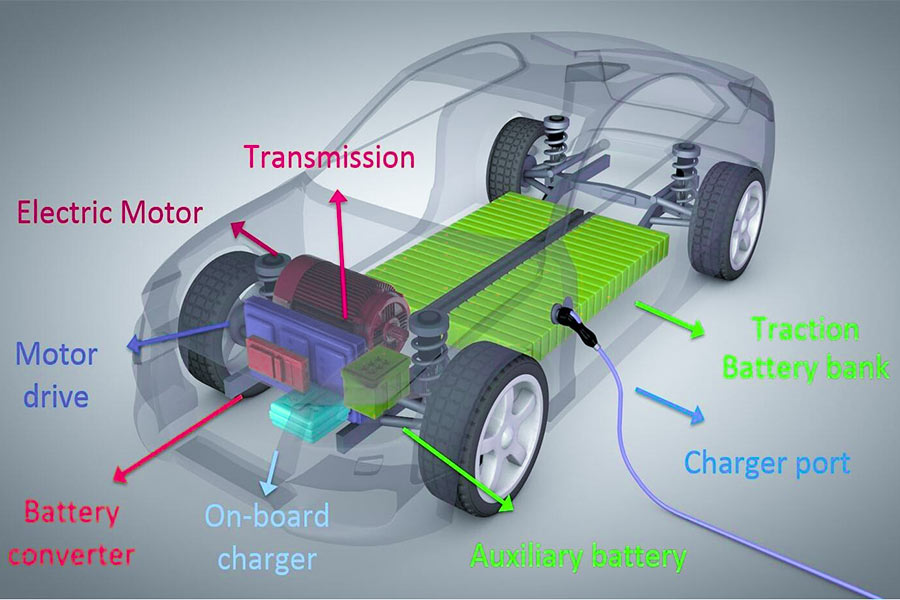
Análise de caso prático: Desenvolvendo uma placa de resfriamento de bateria integrada para veículos elétricos principais
No campo dos veículos elétricos, a bateria é o núcleo e seuSistema de refrigeração é a garantia de vida principal. Realizamos um projeto desafiador: desenvolver uma placa de resfriamento de bateria com um tamanho extra-grande (1,5 metros de comprimento) e canais de fluxo internos extremamente complexos (design em forma de S) para um fabricante de veículos elétricos superiores. Os requisitos principais são: confiabilidade absoluta e vazamento zero.
Desafio do cliente: faça uma placa de resfriamento grande e complexa que não deve vazar
A solução anterior do cliente enfrentou dois principais pontos de dor:
- Solução de soldagem tradicional:Soldando vários pequenos componentesem um todo. Isso traz centenas de pontos de vazamento em potencial, alto risco de falha sob vibração a longo prazo e mais peças levam ao aumento do peso.
- Tentativa de fundição de alta pressão: limitada pelo tamanho extra grande e canais de fluxo interno complexos, os poros pequenos são facilmente formados durante o enchimento de alta velocidade, que também não pode atender aos requisitos rigorosos de vazamento zero.
Solução de JS: um sistema completo de material de fundição de baixa pressão
Após a análise,Descobrimos que a chave para o sucesso está em materiais e processos: Temos que escolher uma combinação de material e processo que possa formar uma estrutura complexa de uma só vez e não deixar costuras. Então, trancamos em tecnologia de fundição de baixa pressão:
- Liga de fundição preferida:Usamos liga de alumínio A356. Possui boa fluidez, alta densidade após a solidificação e pode preencher totalmente os canais de fluxo complexos. Mais importante, após o tratamento térmico T6 padrão, ele pode obter alta resistência e resistência e tem um aperto de ar extremamente alto, que é a base para a prevenção de vazamentos.
- Projeto de processo de precisão e molde: a fundição de baixa pressão permite que a água do alumínio encha lentamente o molde, o que pode evitar efetivamente o aprisionamento do ar e replicar completamente esses pequenos canais de fluxo. Ao mesmo tempo, fabricamos o molde com aço H13, adicionamos tubos de resfriamento dentro, controlamos com precisão o processo de solidificação e efetivamente impedimos o encolhimento.
- Equipamento-chave: Considerando os altos requisitos para a pureza do canal de fluxo de refrigerante, insistimos em usar tubos de riser de cerâmica de nitreto de silício em máquinas de fundição de baixa pressão. Esse material inerte garante a pureza do elenco da fonte. A entrega final é um alto desempenhoparte de fundição de baixa pressão de alumínio.
Vantagens comparativas do processo de fundição de baixa pressão:
| Tipo de processo | Taxa média de vazamento | Redução de peso (comparada à soldagem tradicional) | Potencial para melhorar a eficiência da produção |
| Fundição de baixa pressão | 0% | ~ 20% | Alto (70%+) |
| Elenco de dado de alta pressão | 2,5% | ~ 10% | Médio (40%) |
| Soldagem tradicional | 5,0+% | 0% | Baixo (20%) |
Fonte: SAE International, elenco avançado para sistemas de resfriamento de EV, 2024.
Resultado final: núcleo de segurança leve e de alta confiabilidade
Nossa solução trouxe melhorias significativas:
- Estrutura geral: transformou com sucesso o componente complexo originalmente composto por mais de 20 peças soldadas em uma única fundição integral, eliminando o risco de vazamento de solda e melhorando a confiabilidade estrutural.
- Verificação zero de vazamento: passou o teste de vazamento de hélio mais rigoroso para obter julgamento de vazamento zero. Ao mesmo tempo, passou 100% de ciclo de pressão e testes de vibração,atendendo totalmente aos padrões de segurança.
- Redução significativa de peso: Comparado com a solução de soldagem original do cliente, nossa placa de resfriamento é 20% mais leve, ajudando a melhorar a eficiência energética de todo o veículo.
- Eficiência de produção aprimorada: o processo de moldagem de uma peça simplifica o processo de produção e melhora a eficiência da produção em comparação com a soldagem manual.
Inspiração central: otimização do sistema é o rei
Depois de concluir com sucesso este projeto, percebi uma verdade: oSucesso do elenco de baixa pressãode ligas de alumínio não são adivinhadas cegamente, masbaseia -se na otimização sistemática das três principais áreas de ligas de fundição, moldes e equipamentos.Todos os detalhes devem corresponder para produzir um produto de qualidade.
"Se eu liderasse esse projeto, primeiro cavaria profundamente as necessidades do cliente e depois usaria nossa experiência em fundição de baixa pressão JS para selecionar a liga de alumínio A356 correta e personalizar o molde H13 para garantir um processo puro. Durante a fase de teste, eu apertaria o ciclo de pressão e os vazamentos de plug-in-flor.
Perguntas frequentes - Respondendo a mais de suas perguntas sobre materiais de fundição
Pergunta 1: Qual é a diferença fundamental entre materiais de fundição de baixa pressão e materiais de fundição de areia?
A diferença central entreOs dois processos estão no material do molde:
- A fundição de baixa pressão usa um molde de metal reutilizável, como o aço H13 que geralmente usamos. Esse molde duro garante dimensões precisas da fundição, superfície lisa e alta eficiência.
- O molde para fundição de areia é descartável, principalmente um molde de areia feito de areia de quartzo e um fichário. Os moldes de areia são baratos e são particularmente adequados para peças grandes e relativamente simples. Mas, em comparação com os moldes de metal, a precisão e o acabamento das peças produzidos por moldes de areia são muito piores.
Então, qual processo escolher, o material do molde (metal ou areia) é o principal ponto de partida.
Pergunta 2: Por que a fundição de baixa pressão não é frequentemente usada em materiais de aço?
- O núcleo -chave é a temperatura! A fusão de aço requer cerca de 1500 ℃, o que é muito maior que a liga de alumínio que costumamos fazer (cerca de 660 ℃). Uma temperatura tão alta é um grande teste para o equipamento.
- Fornos de isolamento, risers, especialmente moldes de metal que usamos repetidamente (como o aço H13), são propensos a problemas em temperaturas tão altas, e suas vidas úteis serão acentuadas. Eles terão que ser substituídos em breve, e o custo é muito alto.
Portanto, a fundição de baixa pressão é como feita sob medida para ligas leves, como alumínio e magnésio. Usá-los é o mais adequado e econômico.
Pergunta 3: Qual é a diferença entre fundição de baixa pressão e fundição de matriz de alta pressão na seleção de materiais?
Os métodos de trabalho desses dois processos são muito diferentes, o que afeta diretamente a escolha dos materiais:
Casting de alta pressão:
- É rápido e o metal fundido é instantaneamente apressado para o molde por alta pressão. Muitas vezes, usamos materiais com boa fluidez, como liga de alumínio e liga de zinco, que podem preencher rapidamente todos os cantos do molde.
- Mas o problema também está aqui. Se for apressado com muita força, é fácil prender o ar dentro e formar poros minúsculos.
- Isso dificulta a realização de processos de fortalecimento, como o tratamento térmico de T6 no futuro. Uma vez que os poros se expandam quando aquecidos, as peças podem provar e serem descartadas.
Fundição de baixa pressão:
- Alimenta -se lenta e constantemente e depende da pressão do ar para empurrar constantemente o metal fundido para o molde. Dessa maneira, o gás não é facilmente atraído e o interior da fundição é muito denso, com quase nenhum poros.
- Portanto, as peças feitas por ela são particularmente adequadas para o tratamento térmico de T6. Após o tratamento térmico, a força e a dureza do material podem ser bastante aprimoradas.
Resumo
Para realmente fazer bom uso da fundição de baixa pressão, não é suficiente apenas olhar as peças de liga de alumínio feitas no final.A chave está nos principais materiais e sistemas de processo que suportam todo o processo, como aço de molde H13 durável, riser de cerâmica resistente à corrosão e outros componentes-chave. Como um de muitosfábricas de fundição de baixa pressão de alumínio, Sabemos que apenas selecionando os materiais certos e garantindo que todo o sistema de processo esteja em vigor, as peças de alto desempenho e alta confiabilidade sejam produzidas.
O seu projeto precisa dessa solução?
- Você está procurando um método para fabricar peças de liga de alumínio que podem fazer formas complexas e garantir a qualidade superior?
- Você acha que a escolha de materiais não pode apenas olhar para a nota, mas também como todo o processo de fabricação coopera?
O JS fornece suporte profissional:
- Não apenas nos concentramos na seleção de graus de liga de alumínio, mas também fornecemos a vocêsoluções de otimização de processos de ponta a ponta:
- Combinação de materiais: analise seus requisitos de projeto e recomende o grau de liga de alumínio mais adequado.
- Otimização do sistema: o núcleo está na otimização do design do molde, dos parâmetros de processo e dos sistemas de materiais de suporte para garantir o desempenho máximo da peça.
- Citação transparente: você receberá uma cotação de projeto clara e detalhada.
Tome medidas agora: envie seus desenhos de design!
Combinamos o conhecimento de material profissional e a tecnologia de fundição de baixa pressão madura para fornecer um plano de fabricação confiável e uma cotação realista para ajudá-lo a fazer boas peças.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNão há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante de terceiros fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas do projeto, qualidade e tipo de material ou mão de obra através da rede Longsheng. É responsabilidade do compradorRequer cotação de peçasIdentifique requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,Carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de pequeno volume ou a personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologyIsso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site:jsrpm.com
Recurso

