

Olá a todos, eu sou engenheiro no JS. Ainda me lembro de quando comecei em 2008, vi a operação de uma máquina de fundição de baixa pressão em um workshop alemão pela primeira vez. A liga de alumínio fundido aumentou gradualmente como uma respiração e finalmente encheu o molde da cabeça do cilindro complexo com alta precisão. Naquele momento, a ingenuidade e a eficiência do processo me causaram uma ótima impressão.
Quinze anos se passaram,O elenco de baixa pressão já é uma ferramenta familiar para mim. Hoje, vou vestir os óculos do meu engenheiro e levar você para observar esse processo de precisão que revolucionou os círculos de fabricação.
O que é fundição de baixa pressão?
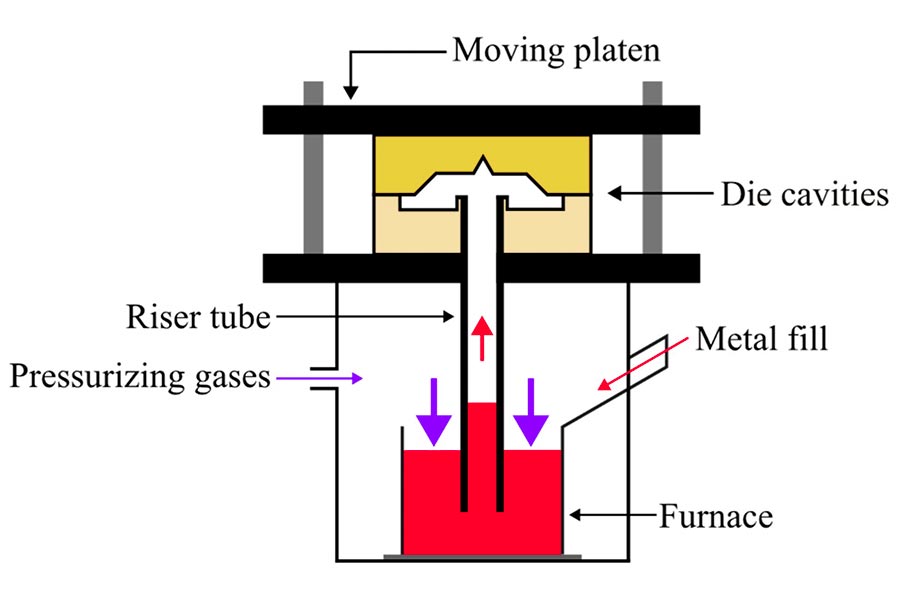
Quando realizamos fundição de baixa pressão, usamos o ar comprimido para fornecer energia principalmente. Passamos por esse ar pelo forno de isolamento fechado abaixo e permitimos que ele atue na superfície líquida do metal fundido. Isso cria um gradiente de pressão entre o forno e a cavidade do molde acima.
Sob essa baixa pressão (muito menor que a da fundição de alta pressão), o metal fundido é empurrado e sobe ao longo do riser paraPreencha a cavidade do molde de maneira suave.Depois de encher o metal, aumentaremos um pouco a pressão do ar. Isso permite que o metal fundido esfrie, cristalize e solidifique de maneira ordenada do local mais remoto do portão até o portão. Depois que a fundição é completamente solidificada, a pressão do ar é liberada. Agora, o metal fundido que ainda não está solidificado no portão e o riser fluirá para o forno abaixo.
No processo de fundição de baixa pressão, pressão, tempo, velocidade e temperatura são todos controláveis. Nossos moldes podem ser reutilizados várias vezes, mas o equilíbrio térmico precisa ser especialmente abordado no estágio de design, para que o metal possa solidificar da extremidade distante até o portão, a fim de evitar defeitos internos.
"A principal diferença entre fundição de baixa pressão e outros processos é que ele usa pressão de ar controlada para obter enchimento suave e solidificação direcional do metal fundido de baixo para o topo". - American Foundry Society (AFS) "Manual de Casting Metal"
Qual é ofundamentalProcesso de operação de fundição de baixa pressão?
Etapa 1: Prepare o molde
- Começo preparando o molde. Este molde (geralmente um molde de aço permanente, que é muito mais durável que um molde de areia) determinará a forma do produto final.
- A pré -aquecimento do molde é necessária para que a temperatura do molde fique próxima ao ponto de fusão do alumínio, mas não mais alto que isso, para impedir que o molde frio entre em contato com a água quente de alumínio e cria "choque térmico".Às vezes, algum fluxo é pulverizado para purificar a superfície do molde a partir da oxidação.
- O molde deve ser bem selado e nenhum gás deve ser capaz de escapar. Existem alguns passos menores que devem ser conduzidos antes da fundição, como desgaseificação.
Etapa 2: Obtenha água de alumínio
- Derreto o lingote de alumínio em água de alumínio em um forno e a aqueço a uma temperatura ligeiramente acima do ponto de fusão (por exemplo, o alumínio deve ser aquecido para 710-720 ℃).
- A água de alumínio é derramada no forno de isolamento (ou cadinho) abaixo do molde, onde a temperatura pode ser mantida constante e também as impurezas podem ser removidas ao mesmo tempo. Este forno é como um térmico com um filtro.
Etapa 3: fundição de pressão
- Eu pressurizo o gás no forno de isolamento. A pressão não é alta, talvez de 20 a 100 kPa (que é aproximadamente uma fração da pressão dos pneus de um carro).
- Essa pressão suave empurra o alumínio fundido continuamente, de um tubo no forno (um riser) para cima, para a cavidade do molde selada. Não há respingo, é bastante estável.
- A pressão é mantida para deixar o alumínio fundido ocupar todos os detalhes do molde,enquanto o excesso de gás dentro do molde escapa facilmente através dos orifícios de escape fornecidos.
Etapa 4: Solidificação e Demoulding
- O alumínio fundido solidifica e endurece lentamente no molde. A pressão é mantida por toda parte, de modo que o alumínio é constantemente alimentado quando encolhe, reduzindo as cavidades de contração interna. O processo permite que o alumínio fundido imprima a forma do molde com força.
- Soltei a pressão do ar no forno de retenção quando o alumínio fundido se solidificou completamente.
- Abra o molde e retire a parte de fundição de baixa pressão de alumínio ainda quente.
Etapa 5: pós-processamento
- As bordas das peças justas removidas podem ser com rebarbas e flash, e eu preciso limpá -las.
- Conforme os requisitos,Essa fundição de baixa pressão também pode precisar ser moída duas vezes ou polida.
- Não vou desperdiçar o material do portão cortado e os restos, vou colecioná -los e derreter para reciclagem.
Quanto investimento é necessário para o elenco de baixa pressão?
Muitas vezes me perguntam quanto investimento é necessário para a fundição de baixa pressão de liga de alumínio. Isso é realmente muito importante! Em seguida, vou falar sobre isso em vários pontos -chave:
1. O equipamento é o mais caro
Na minha experiência pessoal,O núcleo da parte de fundição de baixa pressão da liga de alumínio é o investimento em equipamentos. Você precisa de uma máquina de fundição especial. Para novas máquinas, pequenas fábricas de fundição de baixa pressão de alumínio podem começar em US $ 70.000, e grandes fábricas podem custar milhões ou mais. Segunda mão, pode ser mais barata, mas o risco é alto e a manutenção posterior pode custar mais.
Além disso, não se esqueça dos acessórios, como moldes, sistemas de controle e dispositivos de segurança. Estes juntos podem facilmente explicar metade do custo total do equipamento. Em resumo, o investimento em equipamentos depende da sua meta de produção. Se a produção for pequena, o dinheiro será economizado e, se a produção for grande, mais dinheiro será gasto.
2. Subestimar o custo das matérias -primas
Falando sobre material,Alumínio de alumínio é o herói ao lançar a liga de alumínio de baixa pressão. Conforme indicado na tabela acima, o preço global dos lingotes de liga de alumínio se correlaciona diretamente ao LME, e o preço de compra doméstico geralmente se refere à LME mais impostos e frete. Caso você esteja produzindo na Europa, o custo material é aproximadamente 15% a mais do que na China (frete + tarifas), então lembre -se de considerá -lo com antecedência!
3. Local e instalações
Não se pode começar a processar sem um local. O investimento está em encontrar uma boa fábrica ou oficina. O aluguel difere de acordo com o local. O aluguel de um lugar nas cidades de primeiro nível começa em 10.000 yuan, e é possível com vários milhares em pequenas cidades. Não se esqueça da conversão de fontes de eletricidade e água. Esses custos fixos não são baratos. Por exemplo, a atualização do sistema de energia para acomodar os dispositivos custa dezenas de milhares de yuan adiante. Mesmo que a terra arrendada não atenda às especificações, ela deve ser reformada, uma grande despesa.
4.
As despesas da equipe não podem ser ignoradas. Sugiro contratar pelo menos alguns trabalhadores e técnicos qualificados. Os trabalhadores comuns começam em 5.000 yuan por mês e os supervisores técnicos podem ser dezenas de milhares. Uma pequena equipe tem pelo menos 100.000 a 200.000 yuans em custos de mão -de -obra por ano. As despesas operacionais incluem manutenção diária de equipamentos, taxas de treinamento, seguros e licenças de proteção ambiental - todos esses custos diversos são de cerca de 5.000 yuan por mês. Não sinta pena deste investimento. A longo prazo, bons funcionários podem reduzir perdas.
5. Estimativa total de investimento e dicas -chave
Em geral, o investimento mínimo para projetos de fundição de baixa pressão de liga de alumínio é de cerca de RMB 2 milhões, o que é um ponto de partida realista se você começar do zero. Mas se você deseja entrar a um equipamento de baixo custo e em segunda mão, além de operações em pequena escala, também podem ser reduzidas para menos de RMB 500.000.
Enfatizo que este não é um pagamento único e é mais seguro investir em parcelas. A lógica é muito simples. Equipamentos, materiais, locais e mão de obra estão intimamente ligados.Bom planejamento inicial pode economizar muito dinheiro. Finalmente, não se esqueça da pesquisa de mercado. O retorno do investimento está entre 10% e 20%. Você tem que persistir neste negócio por um longo tempo para ver lucros.

Como o lançamento de baixa pressão se compara ao lançamento da gravidade?
1. Diferença essencial: a competição da "força motriz" do metal fundido
| Dimensão | Fundição de baixa pressão | Gravity Die Casting |
| Fonte da força motriz | Pressão do ar controlável (0,1-0,5 bar) | Gravidade pura (sem força externa) |
| Direção de enchimento | De baixo para cima (riser → cavidade) | De cima para baixo (portão → cavidade) |
| Estado de fluxo de metal | Fluxo laminar (liso sem turbulência) | Turbulência fácil (alto risco de aprisionamento de gás) |
A "entrega de pressão" da fundição de baixa pressão é essencialmente um processo físico controlado, enquanto a fundição da gravidade depende da gravidade natural - o que significa uma janela de processo estreita e flutuações sensíveis.
2. Comparação dos indicadores principais (com base nos dados reais de produção)
| Avalie os parâmetros | Fundição de baixa pressão | Elenco de gravidade |
| Precisão dimensional | ± 0,1-0,3 mm (nível CT4-CT5) | ± 0,3-0,5 mm (grau CT6-CT7) |
| A rugosidade da superfície ra | 3.2-6,3 μm (próximo à usinagem) | 6.3-12,5 μm (requer tratamento adicional de jateamento de areia) |
| Porosidade | ≤ 1% (grau A inspeção de raios-X) | 2-5% (áreas grossas são propensas a exceder os padrões) |
|
Resistência à tracção
|
240-280 MPA | 200-230 MPA |
| Taxa de alongamento | 8-12% | 4-7% |
| Taxa de utilização do material | 90-95% (sem riser) | 60-75% (requer um riser grande para compensar o encolhimento) |
| Mold Lifespan | 80.000 a 150.000 ciclos (fadiga térmica é o gargalo) | 150.000 a 300.000 vezes (sem impacto de alta tensão) |
3. Comparação da economia de produção
A vantagem de custo oculta da fundição de baixa pressão:
Caso:Em um novo projeto de moradia de motor de veículo energéticoda JS Company:
▶ ︎ fundição de baixa pressão: peso líquido 12kg, peso em branco 13 kg (taxa de utilização 92%).
▶ ︎ CASTAÇÃO DE GRAVIDADE: Peso líquido 12kg, peso em branco 18 kg (Riser representa 33%).
Resultado: O custo material de uma peça é reduzida em 25%e a produção anual de 100.000 peças economiza mais de 600 toneladas de liga de alumínio!
A vantagem de custo explícita do elenco de gravidade:
| Item de custo | Fundição de baixa pressão | Elenco de gravidade |
| Investimento de equipamentos | ¥ 8-2 milhões (incluindo forno de isolamento) | ¥ 2-5 milhões |
| Ciclo de desenvolvimento de moldes | 3-6 meses (requer simulação de equilíbrio térmico) | 1-3 meses (estrutura simples) |
| Tempo de ciclo de item único | 3-8 minutos (mantendo as contas de pressão por 60%) | 2-5 minutos (sem fase de retenção de pressão) |
Minhas sugestões de prática de engenharia:
Regra de ferro de seleção:
"Baixa pressão para peças de carga, gravidade para peças decorativas. Baixa pressão para peças de paredes finas e complexas, gravidade para paredes grossas e peças simples"
Prática para romper as limitações da gravidade:
Na JS, resolvemos problemas através de processos compostos:
▶ ︎ Baixa pressão + extrusão local:Usado nas articulações quentes do sub -quadro, que pode efetivamente eliminar o encolhimento.
▶ ︎ CASTIÇÃO DE GRAVIDADE + Compensação de encolhimento de pressão diferencial: Melhore a densidade do canal de óleo do cilindro.
A liga de alumínio é adequada para o processo de fundição de baixa pressão?
Sou engenheiro há 15 anos. Ao fazer projetos de peças de metal,A liga de alumínio é definitivamente adequada para o processo de fundição de baixa pressão. Esse processo é amplamente utilizado na indústria, principalmente porque pode empurrar o metal fundido para o molde a uma pressão relativamente baixa, evitando problemas comuns, como bolhas ou rachaduras.
1. Boa fluidez
A fundição de baixa pressão depende de gás de baixa pressão para empurrar suavemente o líquido de alumínio do forno para o molde. Essa característica da liga de alumínio permite que ela preencha suavemente os cantos de moldes complexos sem muita pressão, impedindo efetivamente o vazamento insuficiente e os orifícios do ar.
2. Encolhimento controlável
A liga de alumínio encolhe ao solidificar, mas esse encolhimento é relativamente fácil de gerenciar. A beleza do elenco de baixa pressão é:
- Recheio liso: o líquido de alumínio aumenta constantemente, reduzindo bastante a chance de o ar e as impurezas serem desenhadas (muito melhor do que a fundição de alta pressão).
- Alimentação contínua (ponto-chave): Sob o processo de fundição de baixa pressão de alumínio, a pressão continuará até que a fundição solidifique. O portão está no fundo do molde, fornecendo continuamente o metal fundido, quepode reduzir bastante os orifícios de encolhimento e encolhimento, tornando o interior do elenco mais denso.
3. Econômico, estável e confiável
- Economia de custos: a baixa pressão tem baixa pressão, baixos requisitos de tonelagem de máquina e baixos custos de investimento e manutenção. O alumínio tem um baixo ponto de fusão e baixo consumo de energia.
- Qualidade estável: enchimento suave + solidificação direcional + retenção de pressão contínua, essa combinação de socos torna a estrutura interna da densa fundição, os grãos finos, as propriedades mecânicas uniformes e de alta resistência e a superfície lisa.
- Alto rendimento: reduziu o risco de arrastamento de ar, inclusão de escória e encolhimento, o controle do processo está em vigor, o rendimento abrangente é garantido, especialmente bom em peças com estruturas complexas (como rodas e peças do chassi).

Quais campos ou indústrias usarão a tecnologia de fundição de baixa pressão?
1. Indústria automobilística:
Fazemos peças automáticas, como rodas, blocos de motor e cabeças de cilindro, eO elenco de baixa pressão é absolutamente a força principal. As coisas que faz são fortes e confiáveis. E a superfície é lisa e bonita, e pode lidar com peças expostas ao exterior, como rodas.
2. Equipamento médico (requisitos altos):
Quando fabricamos instrumentos cirúrgicos e peças de diagnóstico de equipamentos, nós realmente não podemos ser descuidados. O material deve ser capaz de suportar o vapor de alta temperatura e a forte desinfecção química. O mais importante é que não deve haver poros, caso contrário, será problemático ocultar bactérias. As peças feitas pela fundição de baixa pressão apenas atendem aos rigorosos requisitos de esterilidade e durabilidade do tratamento médico.
3. Aeroespacial (continue melhorando):
Quando processamos produtos aeroespaciais, as peças não podem ser piores. Por exemplo, as peças do trem de pouso e algumas peças do motor têm requisitos extremamente altos para precisão dimensional e qualidade interna. A pressão usada na fundição de baixa pressão é relativamente "suave", e as peças feitas são de alta precisão e uniforme e forte por dentro.
4. Aparelhos domésticos:
O suporte da panela de arroz em sua cozinha, a tampa do processador de alimentos e as peças da máquina de lavar são todos feitos por elenco.Pode fazer várias peças de paredes complexas e de paredes finasPara atender à fantasia do designer, e o custo é bem controlado e as coisas são duráveis.
Se a fundição de baixa pressão não for usada, quais outros métodos de fundição podem ser escolhidos?
1. Fundição de alta pressão (fundição):
Este é o mais comum. É rápido e eficiente e é particularmente adequado para peças em larga escala, de paredes finas e em forma de complexo. Ele depende de alta pressão instantânea (dezenas ou mesmo centenas de megapascais) para esmagar o metal fundido no molde. A desvantagem é que a alta pressão atrende facilmente o ar e a escória, e pode haver poros dentro das peças. A lentidão e a estabilidade da fundição de baixa pressão evitam essas desvantagens.
2. Casting de areia:
O método mais antigo e flexível, quepode ser usado para peças únicas em lotes grandes, com quase nenhuma restrição de tamanho, especialmente adequada para peças únicas super grandes e complexas ou pequenos lotes de peças fundidas. O custo é relativamente baixo e o molde é feito de areia. Mas a precisão e o acabamento da superfície são muito piores do que as peças de baixa pressão, o pós-processamento é problemático e a eficiência da produção também é baixa.
3. Casting de investimento (método de cera perdida):
A principal tecnologia para fazer pequenas peças complexas e finas e partes de materiais difíceis de processar. Super alta precisão e excelente superfície. Mas o processo é complicado, o custo é alto e a saída não é alta. Eu o usei para substituir a fundição de baixa pressão e produzir pequenos lotes de peças automotivas antes? Após o treino, descobri que o custo não vale a pena.
4. CASTIÇÃO DE REVIDADE:
O líquido de metal flui para o molde por seu próprio peso. O equipamento é simples e o custo é baixo. Está tudo bem para lotes pequenos e médios e pequenas e médias partes de ligas de alumínio/cobre. No entanto, o metal fundido é fácil de espirrar e oxidar, o enchimento não é estável o suficiente, a qualidade interna e o acabamento da superfície geralmente não são tão bons quanto as peças peças peças de baixa pressão, e é um pouco incerto fazer peças com requisitos altos.
5.
Eu quase esqueci de mencionar isso! Esse nome parece avançado, mas é essencialmente uma variante mais sofisticada da "família de elenco de baixa pressão". A diferença do núcleo é mover o cadinho sob o molde para enfrentar o portão e usar sucção a vácuo ou princípio de pressão diferencial para permitir que o metal fundido preencha o molde mais suavemente de baixo para cima. Pode dar um passo além do fundição comum de baixa pressão, reduzir a oxidação de arrastamento e melhorar a densidade e a uniformidade.
Resumo
Depois de trabalhar no local por 15 anos, posso dizer francamente que a fundição de baixa pressão de liga de alumínio não é tão simples quanto baixa pressão. É um trabalho árduo de misturar o fluxo de metal, temperatura, molde e controle de metal finamente! É melhor fazer peças leves, finas e complexas e absolutamente fortes e densas.
Na JS, focamos todos os dias em como usar fundição de baixa pressão de alumínio para tornar partes maiores, mais finas e mais fortes. Você tem um projeto e está procurando um parceiro confiável? OuSe você quiser saber citações específicas de fundição de baixa pressão de alumínio, não hesite! Entre em contato conosco diretamente, falaremos com a tecnologia!

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNenhuma representações ou garantias de qualquer tipo, expressa ou implícita, é feita quanto à precisão, integridade ou validade das informações. Não se deve inferir que os parâmetros de desempenho, tolerâncias geométricas, recursos específicos de design, qualidade e tipo de material ou mão de obra que o fornecedor ou fabricante de terceiros fornecerá através da rede Longsheng. Esta é de responsabilidade do compradorPeça uma cotação por peçasPara determinar os requisitos específicos para essas peças.Entre em contato conosco Saiba mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração e é certificada ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de baixo volume ou a personalização em massa, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologySignifica escolher eficiência, qualidade e profissionalismo.
Para saber mais, visite nosso site:jsrpm.com
Perguntas frequentes
1. O que é a fundição de baixa pressão usada para fabricar?
A fundição de baixa pressão é usada principalmente para fabricar pequenas e médias peças de metal de paredes finas que requerem alta densidade, poucos poros e formas complexas. Os produtos típicos incluem rodas de liga leve de alumínio automotivas, blocos de cilindro de motor, cabeças de cilindro, peças aeroespaciais, alojamentos de motor e componentes do sistema hidráulico de alta precisão.
2. Que formas de peças podem fazer a fundição de baixa pressão?
A fundição de baixa pressão pode fabricar peças complexas de paredes finas com contornos claros e espessura uniforme da parede. É especialmente bom em peças fundidas em forma de rede com superfícies curvas, costelas finas, cavidades internas ou estruturas assimétricas, como rodas automotivas, suportes complexos, etc.
3. A fundição de baixa pressão é adequada para a produção em massa?
A fundição de baixa pressão é muito adequada para a produção em massa. Possui um alto grau de automação e uma longa vida útil (geralmente 50.000 a 100.000 vezes). Ele pode fabricar peças padronizadas de maneira estável e eficiente, como blocos de cilindros do motor, mas o custo inicial do molde é alto e precisa ser compartilhado pela produção.
4. Como reduzir os poros na fundição de baixa pressão?
A fundição de baixa pressão utiliza uma pressão relativamente baixa (0,01-0,1MPa) para encher suavemente o molde, evitando metal fundido turbulento e gás de arestão. Ao mesmo tempo, alimenta e solidifica continuamente sob pressão, permitindo que o gás seja descarregado de maneira ordenada. Também coopera com solidificação direcional para reduzir os poros e melhorar significativamente a densidade.
Recurso

