

Você já olhou cuidadosamente para o laptop de ponta na sua mão? Não é uma concha de metal de uma peça, fina, mas forte, incrível? Para ser honesto, confiando no tradicionalUsinagem CNC, essas partes complexas geralmente significam tempo de processamento longo e altos custos.
De fato, muitas conchas como essa, bem como blocos de motores de automóveis e peças de equipamentos médicos de precisão, são feitosusando fundição de alta pressão. Em nossa empresa JS, esta é a nossa especialidade em fabricação de peças de metal de precisão.
Simplificando, é para aquecer e derreter metais, como ligas de alumínio, e depois injetá-los em moldes de precisão feitos de aço de alta resistência a pressão extremamente alta e velocidade super rápida. Todo o processo é muito rápido, e a moldagem complexa de conchas pode nem levar um segundo!
As vantagens desta combinação de alta pressão + alta velocidade são:
- Alta eficiência de produção! Especialmente adequado para lapsos de laptop que precisam ser produzidos em grandes quantidades.
- Peças com formas particularmente complexas e dimensões precisas podem ser feitas ao mesmo tempo.
- Os produtos acabados têm superfícies de alta consistência e suaves e, em muitos casos, mesmo o acabamento subsequente é salvo.
É precisamente por causa dessa vantagem abrangente de eficiência, precisão e custo queo processo de fundição de alta pressãoé tão popular nas indústrias eletrônicas, automotivas e médicas de consumo. Como controlar melhor essa velocidade e precisão, para que seja eficiente e garantis que a alta qualidade é o que estudamos todos os dias.
Resumo da resposta central:
| Característica | Fundição de dado de alta pressão (HPDC) | Fundição de matriz de baixa pressão (LPDC) | Fundição de areia |
| Velocidade de produção | Extremamente rápido (em segundos/peça). | Lento (nível minuto/peça). | Lento (horário/item). |
| Precisão do produto | Muito alto. | Mais alto. | Geralmente. |
| Capacidade de espessura da parede | Pode fabricar peças de paredes extremamente finas (até <1 mm). | Espessura espessa da parede. | A espessura da parede mais espessa. |
| Custo do molde | Extremamente alto. | Mais alto. | Baixo. |
| Adequado para produção de lote | Produção em massa (> 10.000 peças). | Lotes pequenos e médios. | De um único item para o lote médio. |
Este artigo responderá às suas perguntas:
- Neste guia, vou levá -lo através do processo completo de fundição de alta pressão (HPDC) passo a passo.
- Explique como a máquina funciona, analise suas vantagens e desafios mais críticos.
- Por fim, use um caso real que tratamos para explicar por que o HPDC é frequentemente a solução preferida para eficiência e precisão.
Por que confiar neste guia? INSIGHTS PROFISSIONAIS DO JS OFICINA
Na oficina de fundição de alta pressão da JS, sabemos que é muito mais do que apenas pressionar o metal fundido no molde. É mais como um conhecimento abrangente que permite saber como os fluxos de metal, como ele esfria e solidifica e como projetar o molde com precisão. Contamos com software profissional para simular o fluxo e a solidificação do metal fundido na cavidade do molde a cada milissegundo. O objetivo principal é prever e eliminar possíveis defeitos de porosidade.
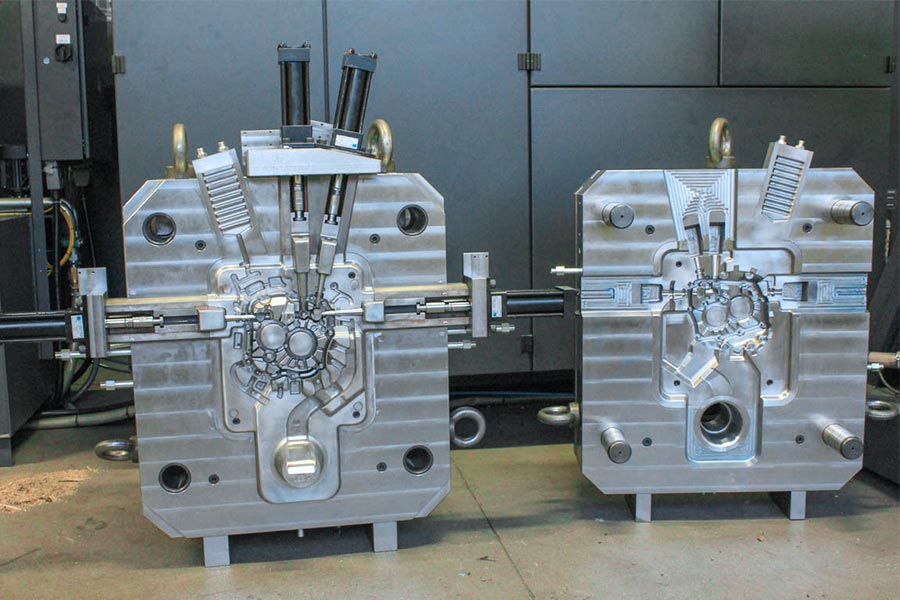
Pegue o molde como exemplo. Omolde de fundição de alta pressão de alumínioNós projetamos, o canal de água de resfriamento interno, às vezes é mais complicado que a própria parte! O motivo é simples: queremos garantir que o tamanho da peça seja preciso e o controle de temperatura do molde deve ser preciso.
"Como o especialista em fabricação automotiva James Womack costuma dizer: o segredo da excelente fabricação é digerir a complexidade internamente e fornecer produtos simples e confiáveis aos clientes. Digestamos essa complexidade no design de moldes".
O valor deste guia vem de casos reais. Por exemplo, ajudamos umCliente de eletrônicos automotivosResolva o problema de falha eletromagnética de longa data (EMI) de seu alojamento da ECU. Através da análise aprofundada, ajustamos a posição da porta de alimentação e o design do canal de escape da carcaça. Adivinha? O problema foi resolvido ao mesmo tempo e passou no teste mais rigoroso! As idéias do guia são a experiência e as soluções que acumulamos dia após dia na linha de frente de produção de alta pressão, alta velocidade e alta precisão.
Princípio central: uma "super seringa" para metal fundido
O elenco de alta pressão é usar uma máquina poderosa e super rápida paraInjete o metal líquido quente na cavidade do molde de aço em alta velocidade sob enorme pressãoe, em seguida, deixe esfriar e moldar instantaneamente para fazer peças em forma de complexo.
Dois sistemas principais de máquinas de fundição de alta pressão:
(1) sistema de fixação:
Basta pensar nisso: se você derramar metal fundido com uma pressão e uma velocidade muito alta, quão massivo será o impacto? Se o molde não estiver selado, ele será aberto e o metal líquido será vomitado, sem brincadeira.
A função inerente do sistema de fixação: é acionada por um cilindro hidráulico maciço, que pode prender as duas metades do molde de aço de precisão (por exemplo, as chamadas ferramentas de fundição de alta pressão de alumínio), pesando algumas toneladas ou dezenas de toneladas. Esta força de pinçaré chamado de "força de fixação"Em toneladas. Deve ser capaz de resistir ao grande impacto da injeção. Força de fixação insuficiente resultará em expansão do molde, respingo de metal e até acidentes de segurança. A força de fixação excessiva causará consumo excessivo de energia e cargas de máquinas.
(2) Sistema de injeção:
- Este é o coração de toda a máquina e é utilizado para medição, transporte e pressão de metal. Na fundição da matriz da câmara fria, retiramos uma quantidade conhecida de alumínio fundido inicialmente.
- Finalmente, vem a principal função-um pistão enorme chamado um soco. Ele pode acelerar uma velocidade muito alta (até 10 metros por segundo, várias vezes mais rápida que o parafuso em execução!) Sob energia hidráulica ou elétrica.
- O soco impulsiona o derretimento do alumínio dentro do barril à frente, em um canal e o pressuriza na cavidade do molde. A pressão utilizada nesse processo é tremenda, geralmente para centenas ou milhares de atmosferas (mais de 100 MPa). Pressão como essa no fundo do mar, mas instantâneo!
Alta pressão + alta velocidade, o papel da função é um: permitir olíquido de alumínio para preencherTodos os cantos de toda a cavidade do molde em um milésimo de segundo ou até menos, e até uma estrutura tão fina como um cabelo seria duplicada perfeitamente, com menos falhas internas.
Principais parâmetros de desempenho de desempenho de máquinas de fundição modernas de alta pressão:
| Parâmetro | Faixa típica | Significado técnico e aplicação |
| Força de aperto (toneladas) | 100-5000+(até 10000+para máquinas grandes). | Determine a área máxima projetada e a complexidade estrutural do componente. Os componentes estruturais automotivos geralmente requerem> 3500 toneladas. |
| Velocidade máxima de injeção (m/s) | 4-10 (a velocidade do ar pode atingir mais). | Garanta o preenchimento completo de recursos de paredes finas e complexas, que afetam a qualidade da superfície e os defeitos internos. |
| Pressão de injeção máxima (MPA) | 50-150+(pode ser maior durante a fase de impulso). | Forneça poder de enchimento e pressão de compressão. A pressão de aplicação da fundição a vácuo é frequentemente maior que 90 MPa. |
| Hora do ciclo seco (s) | <2.0-10.0+(dependendo do tamanho da máquina). | Refletindo a eficiência do sistema de movimento da máquina e afetando o ritmo geral de produção. |
Fonte de dados: Padrões da NADCA e práticas da indústria da Associação de Casting North American Die.
A fundição de alta pressão depende do sistema de fixação para fornecer uma sólida "fortaleza", e o sistema de injeção desempenha o papel de um "atirador" preciso. Os dois funcionam perfeitamente juntos para transformar o alumínio líquido empeças com formato com precisão.
"Nós da JS estamos pensando em como tornar este" super injetor "mais preciso, mais rápido e melhor, e produzindo fundos de matriz de alto desempenho e de defesa zero. Se você tem peças de liga de alumínio de alta demanda e em forma de complexo, não hesite em entrar em contato diretamente com o JS para conversar!"

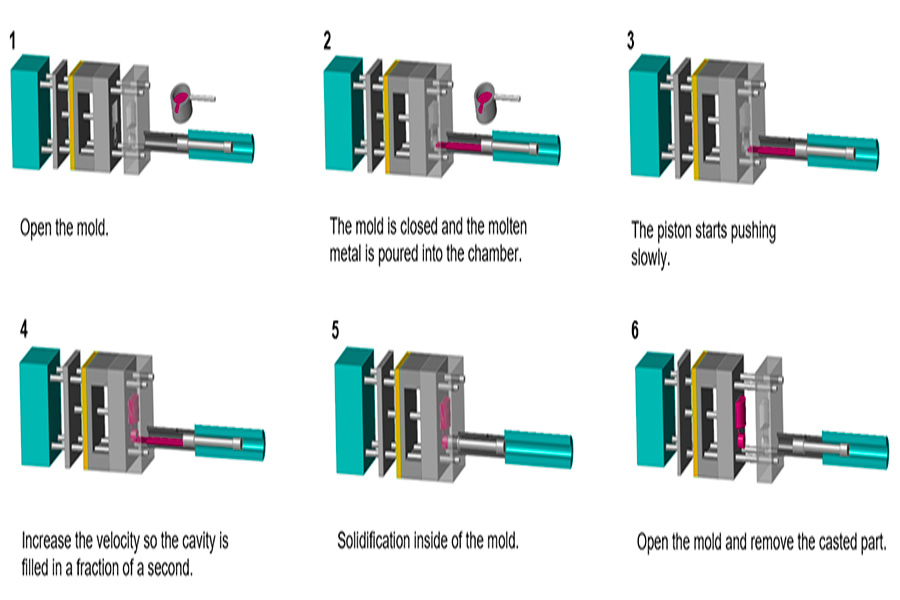
Passo a passo: Ciclo de raio de elenco de alta pressão
Como engenheiro que trabalha na linha de frente de alta pressão por um longo tempo na JS, vou levá -lo pelo processo de fabricação que temos todos os dias em nossa oficina -O ciclo central da fundição de alta pressão de alumínio.Da água de alumínio às peças, todo o processo é tão rápido quanto o raio, geralmente concluído em dezenas de segundos, altamente automatizado e cheio de controle preciso.
Etapa 1: Pulverização e fechamento de mofo
Depois que o molde é aberto, o braço do robô irá imediatamentepulverizar uma camada de revestimento especial(Agente de liberação) na superfície da cavidade.
Este revestimento tem um grande efeito:
- Primeiro, ele permite que as peças solidificadas sejam desmoladas sem problemas, assim como aplicar uma camada de "revestimento antiaderente" ao molde.
- Segundo, ajuda a remover o calor da superfície do molde para impedir que o superaquecimento local afete a qualidade das peças e a vida útil do molde.
Após a pulverização, o enorme sistema de fixação exerce imediatamente força, e as duas metades deo molde de aço de precisãoestão trancados com centenas ou até milhares de toneladas de força de aperto. Esse espaço deve ser forte o suficiente para suportar o enorme impacto da injeção de alta velocidade do líquido metálico inferior.
Etapa 2: Injeção
A colher de medição mede com precisão a liga de alumínio líquido fundido na manga da injeção (barril).
O soco da injeção começa a se mover, e o processo é muito mimado:
- Estágio lento: o soco é acelerado pela primeira vez com uma velocidade mais baixa, o objetivo é empurrar o líquido de metal para o ingresso do molde e esgotar o ar na luva e corredor ao mesmo tempo para reduzir a arrastamento do ar. Este é o primeiro passo para garantir a qualidade interna da peça.
- Estágio de alta velocidade: depois que o líquido de metal atingir o ingestão, o soco acelerará até uma velocidade de vários metros ou mais de dez metros por segundo ao mesmo tempo! Encha todos os cantos de toda a cavidade do molde com líquido de alumínio de alta velocidade e alta pressão, replicando exatamente a estrutura do molde.
Etapa 3: reforço e resfriamento
Assim que a cavidade é preenchida, a máquina de fundição fornece uma pressão temporária de aumento (também conhecida como pressão suplementar) maior que a pressão de injeção.
Esta breve pressurização secundária é absolutamente essencial:
- Ele pressuriza o congelamento e a contrair metal firmemente, empurra possíveis cavidades de encolhimento e pressuriza a estrutura metálica, melhorando assim a força e a densidade do resultantepeças de fundição de alta pressão de alumínio.
- Enquanto isso, o tubo de água de resfriamento dentro do molde começa a operar da melhor maneira possível, e a água de resfriamento circulante rapidamente extrai o calor da fundição e do mofo. O controle preciso da temperatura regula a taxa e a uniformidade da solidificação de fundição, que tem um efeito direto na precisão da dimensão e na qualidade interna da peça. O tempo de resfriamento geralmente varia de alguns segundos a dezenas de segundos.
Etapa 4: ejeção e abertura do molde
Quando, após o resfriamento e a solidificação da fundição dentro do molde em uma extensão satisfatória para reter sua forma, a força de fixação é liberada e o molde é aberto.
Próximo,o sistema de pinos do ejetorno molde se move para ejetar a parte moldada da cavidade do molde. A parte ejetada geralmente cai automaticamente na correia transportadora ou no dispositivo de recebimento e entra no próximo link.
Etapa 5: acabamento em parte
A peça que acabou de ser ejetada, a alça e a porta do material conectados ao sistema de vazamento, pode ter uma pequena quantidade de bordas de metal transbordadas. Essas são peças necessárias no processo de enchimento, mas não são necessárias para o produto final.
Removeremos essas peças em excesso, que podem ser estampadas por uma máquina de corte automatizada ou aparadas manualmente e polidas com ferramentas. Após esse processo de acabamento, uma fundição de alta pressão de alumínio é realmente concluída e pode ser enviada paraprocessamento subsequente(como CNC, tratamento de superfície) ou montagem.
O ciclo de precisão de fundição de dado de alta pressão:Pulverização, fechamento de mofo, injeção, resfriamento pressurizado, abertura e ejeção do molde, acabamento, estão ligados, refletindo a essência do controle de engenharia.
"Na JS, garanto que cada peças de fundição de alta pressão de alumínio possui excelente qualidade e consistência através de rigorosos controles de processos e acumulação de experiência. Se você estiver procurando por soluções de corte de matriz de alta pressão eficientes e confiáveis para fabricar peças complexas e precisas de liga de alumínio, bem-vindo a ter uma discussão detalhada com a equipe JS".
Análise de caso de combate real: fabricação de alojamento de filtro de dissipação de alto calor para estações base 5G
As estações base 5G estão ficando cada vez menores, mas os requisitos estão cada vez mais altos, especialmente o componente principal - o alojamento do filtro. Tem que ser como uma obra de arte de precisão, luz como uma pena, dissipação de calor rápida e produção em massa. É aqui que a moldura de alta pressão pode mostrar sua força.
Desafio do cliente: faça uma moradia 5G leve e complexa e produzida em massa em milhões!
Fundo:Uma gigante global de comunicações nos abordou para desenvolver uma nova carcaça de filtro para sua mais recente estação base 5G.
Qual é a principal dificuldade?
- Limite de projeto: A espessura da parede da carcaça é necessária para ser inferior a 1,5 mm e é coberta com aletas de dissipação de calor alto e fino.
- A usinagem CNC não funciona: quero usar um pedaço inteiro dealumínio para moagem? O tempo de processamento é muito longo, o desgaste da ferramenta é enorme e o custo por peça é alto demais para suportar, o que é completamente incapaz de atender à demanda de milhões de peças por ano.
- Limitações do elenco comum: o líquido de metal emfundição de baixa pressãoflui relativamente lentamente e a pressão aplicada também é baixa. Ao enfrentar aquelas áreas de cavidade finas e profundas (gap), a extremidade frontal do líquido de metal pode começar a solidificar antes de fluir completamente até o final. Isso inevitavelmente levará ao preenchimento incompleto.
Solução JS: Aplicação vantajosa da tecnologia de alumínio fundindo de alta pressão
A demanda principal do cliente é clara: paramassa produz peças de paredes finascom estruturas altamente complexas, garantindo custos unitários ultra-baixos. A tecnologia de alumínio fundindo de alta pressão pode atender perfeitamente a esses requisitos!
Nossa estratégia de resposta:
(1) Rota técnica: bloqueio de fundição de alta pressão
As peças têm formas complexas, paredes extremamente finas e precisam ser produzidas em grandes quantidades. Portanto, a fundição de alta pressão é a única opção viável. Ele depende de alta velocidade e alta pressão para pressionar o metal fundido no molde, resolvendo especificamente os difíceis problemas de moldagem, como paredes finas e cavidades profundas.
(2)Material: Escolha a liga de alumínio certa
Nós usamosMateriais de alumínio de alto fluxoSemelhante ao ADC12. Depois que essa liga é derretida em líquido, ela flui tão facilmente quanto a água e pode preencher perfeitamente estruturas complexas de paredes finas. As partes resultantes são fortes e leves.
(3) molde: o núcleo do núcleo
O molde determina se pode ser produzido em massa uniformemente. Pagamos muito esforço à análise de fluxo de molde e otimizamos o sistema de vazamento para garantir que o líquido de alumínio possa fluir em alta velocidade e estável fluindo para toda a cavidade do molde, especialmente aquelas pequenas lacunas de dissipador de calor.
Para impedir que as bolhas sejam geradas durante a fundição de alta pressão de dissipadores de calor de alumínio e garantir a integridade e o efeito do dissipador de calor, o molde está especialmente equipado com uma função de vácuo. Este dispositivo pode remover instantaneamente o ar na cavidade do molde antes que o metal seja injetado, reduzindo bastante o risco de as bolhas se envolverem. Esta é a chave para usar poço de alumínio de fundição de alta pressão.
(4) Automação: Garantido para ser rápido e bom
Equipamos clientes com umlinha de produção totalmente automática. O robô é responsável por todas as etapas, como o agente de liberação de pulverização, peças, aparar etc. Este sistema pode operar 24 horas por dia, reduzindo bastante as operações manuais, garantindo que a qualidade de cada parte seja igualmente boa e atendendo perfeitamente às grandes quantidades exigidas pelos clientes.
Resultados finais: quebrar as restrições e servir a construção global 5G
Momento dramático:Quando a primeira amostra saiu da linha de produção, o cliente viu as barbatanas finas por papel, mas intactas, e seus olhos se arregalaram de admiração. Eles não esperavam que pudéssemos realmente fazê -lo!
Confirmação de dados:
- Tempo de produção de peça única: reduzida de várias horas de processamento do CNC para 45 segundos de fundição!
- Custo de peça única: reduzida em mais de 90% em comparação com as soluções CNC!
- Taxa de qualificação do produto: tão alta quanto mais de 99,5%, atendendo totalmente às necessidades de entrega de escala global dos clientes.
Minha sugestão:
Se você estiver fabricando algo leve, de paredes finas e intrincado, como um labirinto, e deseja fabricar milhões deles a baixo custo. Não hesite, a fundição de alta pressão não é apenas uma boa escolha, mas pode ser o seu único caminho até o fim. Transforma o impossível no possível e é rápido, bom e barato.
"O produto da concha 5G foi concluído com fundição de alta pressão, que é rápida, precisa e econômica. Ele resolve perfeitamente o problema mundial de estruturas de produção de massa ultrafina e complexa. Se você também está interessado em produzir em massa em alta e a mais de uma quantidade de peças de falha, que é mais uma vez que você pode ser o que é mais difícil de que o giratório de grande porco, que pode ser o que é mais difícil para que o giratório seja o que há mais de um pouco de arremesso de alta, que pode ser o que é um pouco mais de mamadeira. JS sobre como ajudá -lo a tornar seus sonhos uma realidade! "
Perguntas frequentes - Responda a mais de suas perguntas sobre elenco de alta pressão
1. Quais são as vantagens e desvantagens do elenco de alta pressão?
Vantagens:
Ao produzir em massa, é incrivelmente rápido (uma peça em dezenas de segundos), e o custo por peça pode ser mantido muito baixo. As peças são precisas em tamanho e belas na superfície, e muitas peças não precisam de processamento secundário. O mais importante é que ele pode lidar com peças com estruturas particularmente complexas e paredes finas, e milhares delas são iguais.
Limitações:
A maior limitação é o grande investimento inicial de molde, portanto, não é econômico usá-lo para produção em pequena escala. Além disso, como o metal fundido é injetado no molde em alta velocidade, é fácil formar pequenas bolhas, portanto esse tipo de peças não é adequado para um tratamento térmico aprimorado. Finalmente, os tipos de ligas de alumínio que podem ser usadas para fundição de matrizes são relativamente limitadas, diferentemente de outros métodos de processamento.
2. Quais materiais são usados principalmente para fundição de dado de alta pressão?
A fundição de dado de alta pressão é mais comumente usada para metais não ferrosos que são fáceis de fluir.
- A liga de alumínio é a força principal absoluta, como o ADC12, A380 comumente usado, e outros notas, eles têm boa fluidez e força. Por exemplo, a concha 5G com dissipadores de calor complexos que fabricamos é uma parte típica de elenco de alta pressão de liga de alumínio.
- As ligas de zinco (como Zamak 3, 5) também são muito comuns e são particularmente adequadas para peças de tamanho pequeno com altos requisitos de superfície.
- As ligas de magnésio são usadas para produtos que requerem leveza extrema (como conchas de notebook ultrafinas). Embora as ligas de cobre possam ser usadas, elas causam grandes danos ao molde e raramente são usadas na prática.
3. Qual é a diferença central entre fundição de dado de alta pressão e fundição de baixa pressão?
A chave está na maneira como o metal fundido entra no molde e na rapidez com que é.
- A fundição de alta pressão baseia -se em uma enorme pressão mecânica para injetar metais fundidos na cavidade do molde em alta velocidade dentro de alguns segundos. Essa velocidade é extremamente rápida e pode fazer formas muito finas e complexas, mas também é fácil envolver gás nas peças em alta velocidade.
- A fundição de baixa pressão é muito mais gentil. Ele depende da pressão estável do ar na parte inferior para "suportar" o metal fundido no molde de baixo para cima constantemente. O recheio é lento e ordenado, e o interior da peça é mais denso e mais forte, mas não pode criar estruturas particularmente finas ou finas, e a velocidade é muito mais lenta.
Resumo
Elenco de alta pressão, essa tecnologia pode realmente ser chamadaa melhor solução de fundição de alta pressãoPara produção em massa moderna! O mais incrível é que um conjunto de moldes de precisão pode ser usado para trocar por velocidade de produção rápida, precisão de peça extremamente alta e também pode lidar com essas formas particularmente complexas. Pense nisso, os telefones celulares que usamos todos os dias, os carros que dirigimos e vários equipamentos de comunicação podem ser feitos de maneira rápida, bem e mais barata. A fundição de alta pressão desempenhou um papel indispensável por trás disso. É uma filosofia de fabricação que vence com eficiência e escala.
Então, e seus produtos?
- Você também está tendo dor de cabeça? Não pode reduzir o custo? As peças são muito pesadas para afetar o desempenho? O design é muito complicado para encontrar um método de produção adequado?
- Deseja encontrar um parceiro confiável? Transforme seus desenhos de design em milhares de peças fundidas de alta qualidade, leve e forte liga de alumínio?
Encontre -nos!
A equipe JS não é apenas uma empresa de elenco de alta pressão.Podemos ajudá -lo do início ao fim:
- Como projetar o molde de maneira mais razoável e durável?
- Qual material de liga de alumínio tem o melhor desempenho e o melhor custo?
- Finalmente, como podemos usar linhas de produção automatizadas para produzir de maneira eficiente e de forma estável?
Sinta -se à vontade para fazer upload do seu design a qualquer momento!
Nossa equipe de engenheiros fornecerá imediatamente uma cotação profissional de molde e peças. Vamos usar a velocidade e a precisão do fundição de dores de alta pressão para ajudar seu produto a começar no mercado!

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNão há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante de terceiros fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas do projeto, qualidade e tipo de material ou mão de obra através da rede Longsheng. É responsabilidade do compradorRequer cotação de peçasIdentifique requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,Carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de pequeno volume ou a personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologyIsso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site:jsrpm.com
Recurso

