

金属スタンピングは、専門的なダイとパンチを通じて、高度な製造技術であり、金属シートを精密金属製品に効果的に変換します。このプロセスでは、材料の選択が金属スタンピングの性能とアプリケーションのシナリオを直接決定します。
精密な製造の需要の増加に伴い、チタン合金やマグネシウム合金などの特別な金属は、航空宇宙および家電フィールドの分野に徐々に浸透します。 メタルスタンパーの設計と精度は、小さな電子機器から大型車のケースまで、幅広いニーズを満たす材料の可能性をさらに高めます。合理的な選択は、製品の強度、導電率、または気象抵抗を最適化するだけでなく、工業製造における金属スタンピングの鍵である処理損失を減らすことでコストを効果的に制御できます。

金属スタンピングとは?
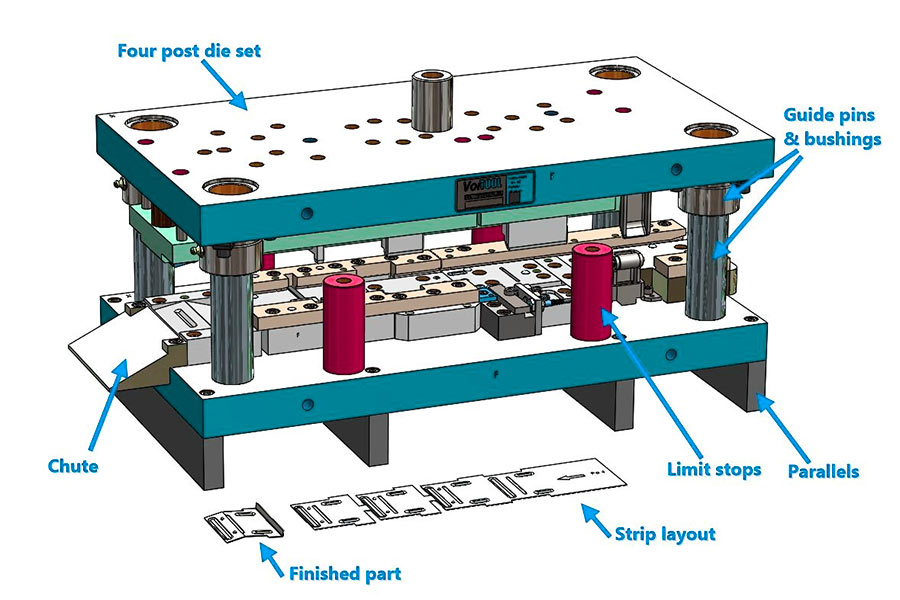
金属スタンピングは、金型とプレスを備えた金属シートにスタンプするプロセスです。 自動車、電子機器、家電製品で広く使用されています。この論文の中核では、高精度のダイを使用して、一度に金属シートを形成するために使用され、複雑な形状とマイクロメーターレベルの許容範囲を持つ金属スタンピングを生成できます。このプロセスは、材料の利用率を大幅に改善するだけでなく、特に大規模な標準化されたコンポーネントの製造に適した自動生産ラインを通じて生産コストを大幅に削減します。精密スタンピング技術の開発により、最新の金属スタンピングは、航空宇宙や医療機器などのハイエンドフィールドでの強度、導電率、腐食抵抗の厳格な要件を満たすことができました。
金属スタンピング材料とは?
金属スタンプの材料の種類は、処理効果と製品のパフォーマンスに直接影響します。 材料:
ステンレス鋼は、金属スタンプに広く使用されている材料です。 表面の滑らかさを維持でき、複雑な形状を高精度で形成できます。
アルミニウムは軽量で扱いやすいです。 電子機器の高品質生産
3。銅および銅合金
Copper has a high conductivity and is commonly used in the manufacture of electrical connectors and radiators.
span class =" cente "data-translateid =" 04143AF865E34811918D7C0D7C0D7C0D7C0D717 data-pos = "0" data-len = "12" data-v-7b79c893 = "" "> 4.カーボン鋼
炭素鋼の強度と低コストの炭素鋼これは、自動車のシャーシとファスナー向けです。
5。チタン合金
チタン合金は、高温と腐食に耐えることができます。 航空宇宙業界では一般的な資料です。
亜鉛メッキ表面により、錆に耐えることができます。家庭用家電パネル、屋根の建築材料などで広く使用されています。 Data-V-7B79C893 = "">このプロセスでは、亜鉛層の剥離がコーティングの接着に影響を与えるのを防ぐために、温度と圧力を制御する必要があります。

金属材料を印刷する前にどのような前処理が必要ですか?
1。 切断
data-pos = "0" data-len = "3" data-v-7b79c893 = ""> 2。
メソッド
該当するソリューション
jsの利点
レーザー切断
精密形状部分。
非接触治療、小さな熱の影響を受けたゾーン。
コンピューターの逃亡
大きなパネル素材。
残留応力を排除し、99%の平坦性を達成します。
jsテクノロジー協会:
<テーブルスタイル= "境界線 - 崩壊:崩壊;幅:100.191%;境界線幅:1px;境界線:#000000;高さ:154.297px;" border = "1">3。 lucileコーティング
目的:成形摩擦係数(μ≤0.08)を正確に調整し、カビの寿命の30%、表面粗さ≤0.8μmを正確に調整します。
js Technology Association:JS材料は、スタンピング効率を最適化するために広く選択されています(50種類以上)( 4。 アニーリング
目的:材料の内部圧力を排除し、延性を改善し、スタンプが破損しないようにします。
jsテクノロジー協会:
- 真空アニーリング炉は、酸化を避けるために正確な温度制御(±5°C)を達成します。
- 高速冷却技術はプロセスサイクルを短くし、効率を25%増加させます。
目的:スタンプされた部品の寸法精度と一貫性を確保します。
jsテクノロジー協会:
- 3D Blu-rayスキャナーはビレットの形状と位置の耐性を検出し、エラー補償率は98%に達しました。
- 自動給餌システムは、視覚的ポジショニングテクノロジーとポジショニング精度±0.01mmを統合します。
JS Companyの前処理技術の利点の概要
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線:1px;境界線:#000000;" border = "1">上記の前処理プロセスを通じて、 JS会社は、スタンプ金属製品の最大材料性能を確保しながら、スタンプ金属製品の精度と品質を確保できます。
高強度材料の結晶構造は密度が高く、亀裂伝播を遅らせる可能性があります。 航空機のエンジンブレードで使用されるチタン合金スタンピングなどの金属刻印など、疲労寿命は従来の材料の2〜3倍に達し、高周波機械応力サイクリングのクイアスを満たすことができます。
3.耐性 高炭素鋼や表面硬化などの高強度材料は、HVまたは上記などの硬度を高めることで摩擦損失を減らすことができます。たとえば、炭素鋼が金属スタンプに使用される場合、ギアメタルスタンプの耐摩耗性が60%増加し、サービス寿命が長くなり、メンテナンス頻度が減少します。
4。 抵抗 高強度材料(ステンレス鋼など)は、酸と酸性耐性と酸化抵抗の固有の特性を持っています。 5.重量と強度の平均 7075などの高強度のアルミニウム合金は軽量です。 href = "https://jsrpm.com/industry/automotive">は、構造的安定性を維持しながら、自動車コンポーネント強度の材料は、スタンプされた部品の耐久性をどのように改善できますか?
6。 適応性
チタン合金とその他の材料は、高温での強度を維持することができます(> 400°C)または低条件の既存宇宙船シールは、シーリングを確保するために-100°Cから200°Cの温度差に耐える必要があります。
技術実装パス By selecting suitable high-strength material and combining it with precision metallic stamp technology, the overall durability of stamped parts can be greatly improved and the industry's strict requirements for long-term reliability can be met. 1.Surface cleaning and removal of pollutants Uses: Removing oil, cutting fluid, metal debris and other pollutants in stamping process to avoid oxide film damage. JS measures: Main operations: 2.Chemical passivation treatment Objective: To improve the density and corrosion resistance of stainless steel surface oxide film (CR₂O₃). JS measures: Process parameters: Post-treatment: Rinse + dry with pure water to ensure no residue. 3.Physical protection coating Purpose: Physical isolation layer for special environment such as high humidity and chemical medium. JS measures: 4.Structural design and process optimization Objective: To reduce stress concentration, surface damage and corrosion risk. JS measures: Design highlights: 5.Environmental control and maintenance Purpose: To block external corrosion sources and prolong rust prevention time. JS measures: The dificulty of stamping die design for irregular parts involves many technical challenges and requires a combination of precisionmanufacturing experience and innovative solutions. Here are specific difficulties and how JS company's response strategies: 1.Design challenges posed by structural complexity Difficulties: Response strategies: 2.Material utilization and layout optimization Difficulties: Response strategies: 3.Accuracy control and dimensional stability Difficulties: Response strategies: 4.Service life and abrasion resistance of mold Difficulties: Response strategies: 5.Trial Mode Cost and Efficiency Difficulties: Response strategies: 1.Intelligent layout design Technical means: Effect: Material utilization rate increased from 85% of the industry average to over 92% (especially irregular parts). Reduce waste and save approximately 15% to 20% on materials per order. 2.Residual material recycling and reuse system Technical means: Effect: Meet the standard of sustainable production, a non-ferrous metal recovery rate up to 98%, reduce annual raw material procurement costs of more than 1 million. 3.Modular process, flexible production line Technical means: Effect: 30% shorter lead time and 10% less material loss for multi-variety small order. 4.Material Characteristics and Process Matching Database Technical means: Effect: High strength steel (such as 430 stainless steel) stamping qualification rate increased to 99.5%, reducing rework waste. 5.Digital simulation and virtual debugging Technical means: Effect: 100% pass rate of mold initial inspection, 100% trial mold cycle. In the field of metal stamping, the choice of materials directly determines the performance and quality of metal stamped products. From aluminum alloy to stainless steel, each material meets the precision needs of different industries with its unique properties. JS company has advanced metal stamps technology and the flexibility to select more than 50 metal materials according to customer needs. The precision level of metal stamped is ±0.005mm by optimizing mold design and production process. Whether it's the impact resistance of car coverings or the corrosion resistance of medical devices, JS's professional team is able to create a fully functional and cost-effective metal stamping solution for customers.
マテリアルタイプ
強度インデックス
典型的なアプリケーションソリューション
耐久性改善効果
高強度鋼(HSS)
降伏強度≥800mpa
車の衝突ビーム、ギア。
サービス寿命を50%から200%拡張しました。
チタン合金(TI-6AL-4V)
Aviation components, implants.
疲労寿命を2〜3回延長します。
高強度アルミニウム合金(7075)
ドローンフレーム、3cシェル。
Weight loss was 30%, but intensity remains the same.
How to prevent rust treatment on stainless steel stamped parts?

What are the difficulties in designing stamping molds for irregular parts?
How does JS company optimize the utilization rate of stamping materials?
要約

免責事項
このページの内容は情報目的のみです。サードパーティのサプライヤーまたはメーカーがJushengネットワークを介して提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または仕上がりがあると推測すべきではありません。これはバイヤーの責任ですこれらの部分の特定の要件を決定するために、パーツの引用を求めてください。
jsは業界をリードする会社ですカスタム製造ソリューションに焦点を当てています。 5,000人以上の顧客にサービスを提供している20年以上の経験により、高精度 cnc machining 、 jsチーム
FAQS
1.What are the advantages of stainless steel stamping parts?
Stainless steel stamping parts is corrosion resistant, abrasionresistant and high strength. It is suitable for long-term use in home appliances, medical devices and so on.
2.What are the materials with good ductility?
Including aluminum alloy, copper alloy, brass and pure metals such as gold, silver, aluminum, these materials are easy to shape, suitable for complex stamping parts processing.
3.How does the thickness of metal sheet affect the stamping effect?
Thin plate is easy to deform, but the strength is low. It is suitable for precision parts. Thick plates require greater punching force and are prone to burr, making them suitable for structural components. The die clearance and pressure parameters need to be adjusted according to the ductility of the material.
4.Is the dimensional accuracy of metal stamping parts related to the material?
Closely related to this, the ductility, bounce and uniformity of the material directly affect the stability of the molding and need to be controlled through mold design and process parameter optimization.
リソース

