

ピニオンがどのようにマシンを動かすのか疑問に思ったことはありますか?これらの小さなギアはあまり良くないかもしれませんが、機械で非常に重要な役割を果たします。車から大規模な工場機器まで、通常、数ミリメートルから数十ミリメートルの直径の範囲であるこれらのギアは、多くのフィールドでの機械動作の重要な部品です。ピニオンは、多くの場合、スチールや真鍮などの強力な金属、または軽くする必要がある場合はプラスチックで作られています。
次に、ピニオンとは何か、それらの操作方法と、さまざまな業界でさまざまなタスクをどのように柔軟なピニオンが実行できるかを示しましょう。
ピニオンの機械加工とは?
簡単に言えば、a ピニオンは、歯が付いた小さな円筒ホイールです。主にマシンで1つのことを行います。これは、より大きなギアを運転または運転して回転させることです。それによって駆動される大きなギアは、通常、大きなギアまたはリングギアと呼ばれます。ピニオンの歯は、大きなギアの歯にしっかりと収まるように特別に設計されています。このタイトなフィットを通して、ピニオンは回転力を1つの回転部分(軸と呼びます)から別の軸に伝達できます。
それがどのように機能するか:
最初に、マシンのワークベンチまたはチャックにしっかりと型の金属材料(ギアブランク)を固定して、動き回らないようにします。
マシンは非常にハードツール(ターニングツール、ミリングカッター、ホブなど)で回転または移動します。これらのツールは、ギアの余分な素材を、設定されたパスに応じて少しずつブランクします。このステップは、主に不要な金属のほとんどをすばやく削除し、ピニオンの一般的な輪郭を作成することです。
大まかな処理後、ギアは正確ではなく、十分に滑らかではありません。この時点で、より細かいツールをより遅い速度で使用して、ギア歯の表面を細かく切断または粉砕します。このステップは最も重要なものです。目的は、各歯が同じ形状、サイズ、角度を持つようにすることです。
各歯が機械で処理された後、ギアブランクは固定角度で非常に正確に回転します(このプロセスはインデックスと呼ばれます)。次の歯は処理されます。
ピニオンが処理された後、直接使用できません。特別なツールを使用して、ピニオンの歯間のサイズ、形状、表面仕上げ、距離が図面の要件に完全に準拠しているかどうかを慎重に測定して確認する必要があります。検査に合格するギアのみを組み立てて使用できます。
ピニオンの機械加工の目的は何ですか?
ピニオン加工の核となる目的は、実際には非常に明確です。具体的には、次の重要なポイントを達成することです:
1。正確な力透過
ピニオンの主な仕事は、別のギア(大きなギアまたはラック)と緊密に連携して、回転のパワーと動きを正確に伝達することです。処理は、各歯の形状、サイズ、角度が正確に正しいことを確認することです。そうすれば、スムーズかつ効率的に噛みつき、力を送信したり、滑り、ジャミングしたり、電力損失を回避したりできます。
2。滑らかな回転
ギアがつまずいたり、回転したときに厳しい音を立てたりすると、間違いなく機能しません。精密機械加工は、ギアの歯の表面を非常に滑らかにする可能性があり、歯間の一致するクリアランスはちょうどいいです。このようにして、ギアは高速でスムーズに静かに回転し、振動と摩耗を減らし、マシン全体を滑らかにして寿命をかけることができます。
3。耐久性
ピニオンは、機能するときに大きな圧力と摩擦の下にあります。処理(特に熱処理と仕上げ)により、ピニオンの表面がより硬く、耐摩耗性、内部構造が丈夫になります。このようにして、長期的な高負荷操作に耐えることができ、変形したり、速すぎたり、突然壊れたりするのは簡単ではありません。
4。完璧な一致
各ピニオンは分離されておらず、特定の機械または機器用に設計されています。処理は、歯、モジュール(歯のサイズパラメーター)、圧力角度、またはその他の寸法であろうと、設計図の要件を完全に満たすことです。それが完全に処理されたときにのみ、それは機器にしっかりと取り付けられ、他の部品と連携し、その適切な機能を再生できます。
ピニオンギアを加工するための一般的な方法は何ですか?
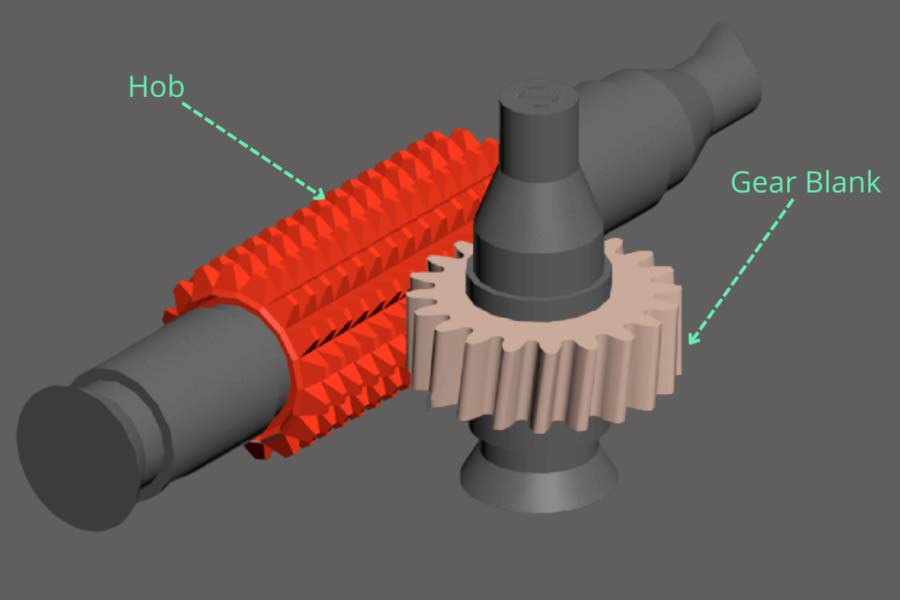
1。ギアホブ
これは、現在最も一般的に使用され、効率的な方法です。ワームまたは歯付きネジに似た形状のツール(ホブと呼ばれる)が使用されます。処理されるピニオンギアの歯の形に一致します。
2。ギアシェーピング
この方法は、特に内部ギアを処理するのに適しています(リングの内側の歯)と複数のギアが隣接しているマルチギア。
処理中、ピニオンギアシェーピングカッターは、急速な往復運動を上下にし(切断動作)、同時に、ギアの形成カッターとギアブランクは、メッシュギアのペアのような特定の速度比で回転します(これは開発動作と呼ばれます)。ツールが挿入されるたびに、少し回転し、ブランクも少しずつ回転し、歯の形がgnawされます。ツール構造は、ギアホービングと比較して比較的単純です。
3。ギアミリング
通常の製粉機を備えた製粉溝に似ています。ギア歯溝と同じ形状のディスクミリングカッターまたは指の粉砕カッターを使用します。処理中、ピニオンギアブランクは、インデックス作成可能なロータリーテーブルに固定されています。 ミリングカッターが回転して切断。歯の溝を粉砕した後、1つの歯の角度(インデックス付け)でギアブランクを停止および回転させ、次の歯の溝を処理します。
このように、歯は1つずつ作られます。この方法は比較的単純で直接的であり、複雑なギア固有の工作機械を必要としません。特にシングルピース、小型バッチプロダクション、非常に大規模および大型モジュールギアの修理または処理に適しています。しかし、各歯は個別に処理されているため、累積エラーが発生しやすいため、不利な点は低い効率と比較的低い精度です。
4。ワイヤー切断
この方法は接触切断を必要とせず、消光後に非常に硬くなるピニオンを処理するのに特に適しています。移動する薄い金属ワイヤ(電極ワイヤ)が電源を入れて、電極ワイヤーとギアブランクの間に放電スパークを生成します。電気火花の高温は金属を少しずつ除去し、ギアプロファイルはセットギアプロファイルに沿ってカットされます。
小さなバッチ、高い硬度、複雑な形状を備えたピニオンギアには適しています。ただし、その処理速度は比較的遅く、コストは比較的高くなります。
5。粉末冶金
これは、複雑な構造を持つピニオンギアの大量生産に適した非カット形成プロセスです。混合金属粉末は、ギアの形状に合った型に配置され、大きな圧力で形状に押し付けられ、焼結のために高温炉に送られて、粉末粒子を固体ギアパーツに変換します。
この方法では、非常に効率が非常に高く、ほとんど無駄がなく、一度に完全な歯のプロファイルを生成できます。生成されるギアの精度と強度は通常、切断によって生成されるものほど高くなく、形状の複雑さも金型によって制限されます。
これらの処理方法の重要な機能は次のとおりです。
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線幅:1px;境界線:#000000; height:377.156px;" border = "1">説明:
- モジュール(mm):値が大きいほど、歯が大きく強くなります。
- 歯のプロファイル精度グレード(ISO):IT値が小さいほど、精度が高くなり、ギアトランスミッションがよりスムーズになり、ノイズが低くなります。
- 表面粗さRA(μm):値が小さくなるほど、表面がより滑らかになり、摩擦が低く、寿命が長くなります。
ピニオン加工をよく使用する産業はどれですか?
1。自動車産業
- 差異:これは、ピニオンギアの「主な戦場」の1つです。車が回ると、内側と外側の車輪が異なる速度で回転する必要があります。 微分同期のリングギアとピニオンはに柔軟に電力を伝達して、ターンを滑らかで安全にすることができます。それがなければ、車が回転するのは難しいでしょう。
- ステアリングシステム:ステアリングホイールを回転させるときに、なぜ電源がホイールに到達するのですか?内部にはピニオンが含まれており、ステアリングホイールの回転を車輪の引っ張る翻訳に直接移動して移動し、フィードバックは即時かつ直接的です。
- ギアボックス:内部にはさまざまなサイズのギアがありますが、自動車が移動して停止できるように、代替ギア間でパワーをシフトして転送するように注意する必要がある追加の小さなギアもあります。
2。産業用の機器
- 工作機械:<飼料システムとスピンドルドライブの製粉機のドライブ、機械加工センター、旋盤、ミニチュアギアは、ミニチュアギアが、精度のあるツールまたはワークベンチの速度とワークベンチの速度と位置を制御する責任があります。
- ロボット:ロボットのジョイントの柔軟性の多く
- さまざまなライン生産機器:フードパッケージ機器から印刷機器まで、タイミング、定量的、および配置の動きまたは伝送に関する場合、ピニオンギアが静かに走っているため、生産ビートが中断されないように見えます。
3。航空宇宙
- エンジン:航空機エンジンには非常に多くのギアボックスが含まれており、ピニオンギアは、発電機や燃料ポンプなどの大きなアクセサリーのトルクと速度を正確に制御する責任があります。間違いはありません。これには、飛行の安全性に直接つながります。
- 着陸装置の収縮と拡張メカニズムでは、ピニオンを使用して、そのような重い機器をスムーズにかつ信頼できるようにし、重要な瞬間に緩めるべきではありません。 li>
- 飛行制御システム:平面の制御表面を制御する作用(エルロン、ラダーなど)は通常、舞台裏のピニオンで表され、絶対的な精度と信頼性が必要です。結局のところ、それは何百もの人生の問題です。
4。医療機器:
この業界は、ピニオンの精度、信頼性、清潔さに非常に厳しい要件を要求しています。例:
- 手術装置:整形外科手術整形外科手順電気ドリル、組織切断または縫合ステープラーなどは、透過核として正確なピニオンを持っています。
- 診断機器: CTおよびMRIスキャンベッドなどの大規模な医療スキャンマシン滑らかな動きとリフティングが必要であり、自動化された生化学分析機のロボットアームが必要です。
- 歯科用機器の駆動:歯科用椅子の高速または位置と高さ調整メカニズムで回転する歯科用ドリルが、正確で耐久性のあるギアドライブが必要です。
- 医薬品装置:薬物の投与量を非常に正確に制御する必要があるインスリンポンプや注入ポンプなどのデバイスでは、内側コアの計量透過メカニズムは一般にピニオンの高精度ギアで構成されています。
ピニオンの機械加工用の機器を選択する方法
ここに、ピニオンの機械加工に一般的に使用される機器があります:
<テーブルスタイル= "境界線 - 崩壊:崩壊;幅:99.8119%;境界線幅:1px;境界線:#000000;高さ:520.828px;" border = "1">1。明確な要件: ピニオンのすべての技術パラメーター(歯の形、モジュール、精度、材料、サイズ)および生産要件(バッチ、効率)を明確にリストします。
2。予備スクリーニング: 上記の表によると、明らかに不適切な機器の種類を除外します(ミリングはめったに選択されていません。
3。精度と効率: 基本的な精度要件を満たす前提について、生産サイクルを満たすことができる機器を優先します。ギアホッビングとギアの形は通常、大量生産の最初の選択肢です。
4。特別な要件の検討: 内歯や肩の歯などの特別な構造がある場合、ギア型マシンまたは特定のCNC機器が必要なオプションになる場合があります。超高精度が必要であり、材料を粉砕できる場合、ギア研削が最終的な解決策です。
5。費用会計: 機器の購入コスト、ツールコスト、運用コスト、人件費、プラントの改修コストを包括的に検討してください。
6。機器の検査: 選択された2〜3種類の機器の場合、パフォーマンスパラメーターの詳細な検査、信頼性、技術サポート、および特定のブランドとモデルのサービス。
ピニオンの機械加工の課題に対処する方法?
1。制御変形
- ピニオンの不適切なクランプは、変形を引き起こすのが非常に簡単です。コレットやカスタムソフトジョーチャックなど、均一なラッピングサポートを提供できるクランプを使用することをお勧めします。
- jsは通常、一致するサイズのマンドレルをギアの内側の穴に挿入してからクランプの変形を減らします。
- 注:クランプ力はちょうどいいはずです。少なすぎるとゆるみと振動が生じ、多すぎるとギアが直接押しつぶします。
2。ツール選択
- ピニオンを切断するためのツールは、非常に硬く耐摩耗性がなければなりません。 通常、コーティングされた炭化物ツールを選択しますは、通常の高速鋼ツールよりもはるかに強力で、高速やより速いフィードに耐えることができます。
- ツールの歯のプロファイルは、最終的な歯のプロファイルの精度を確保するための基礎である設計された歯のプロファイルと正確に一致する必要があります。
- ブレードは十分にシャープでなければならないので、切断は労働力を節約し、熱が少なくなり、ギアを変形させたり、表面を燃やすことは容易ではありません。
- ツールライフ管理を厳密に実装し、時間内に摩耗したツールを交換または再導きます。 摩耗したツールを使用すると、表面の品質が悪化し、バリを生成し、サイズと歯のプロファイルの精度に深刻な影響を与えます。
3。処理パラメーターを正確に設定
工作機械の精度を確保する:処理する前に、ツール回転軸とフィクスチャの放射状のランアウトをチェックして調整して、ミクロンレベル(<0.005 mm)で制御する必要があります。マシン自体も、振動の処理を避けるために安定している必要があります。
切断は2つのステップで行われます:
- 最初に、粗い機械加工は、ほとんどの材料をすばやく除去しますが、仕上げに均一で適切な量の手当を残します(たとえば、0.2-0.3 mmのまま)。
- その後、仕上げの機械加工。これにより、切断力と熱を減らすことができます。
パラメーターの最適化:速度、フィードレート(f)、および切断深度(AP)の3つのパラメーターは、よく一致する必要があります。通常、高速、飼料が遅く、飼料が遅くなり、通常、正確性と表面に適していますが、極端すぎるべきではありません。特定の材料とツールに依存します。
4。切断と潤滑を管理
- ピニオンの処理エリアで熱を消散することは困難であり、切断熱の蓄積はワークピースの変形と加速ツールの摩耗を容易に引き起こす可能性があります。
- 適切な冷却と潤滑液を提供し、それが正確かつ連続的に切断エリアに噴霧されるようにする必要があります。仕上げのために、オイルベースの切断液は通常、より良い潤滑と表面の品質を提供します。
- 条件が許す場合、高圧冷却はチップをより効果的にフラッシュし、切断エリアの温度を下げることができます。
5。材料特性を考慮してください
均一なテクスチャーと安定した性能を備えたギア素材を選択します。
加工後にピニオンを熱処理する必要がある場合、熱処理によって引き起こされる可能性のあるサイズと形状の変化は予見されなければなりません。
対策には:
が含まれます- 最終仕上げ前に熱治療を整理し、熱処理後に仕上げを実行して変形を修正します。
- 仕上げ中に、材料、熱処理プロセス、過去の経験に基づいて特定の変形補償額を予約してください。
要約
ピニオンの機械加工は小さなもののように思えるかもしれませんが、うまくやるのは簡単ではありません。精密製造のあらゆる側面に集中しています。ツールの選択、切断方法、またはその他の特別な処理方法、精密な工作機械や機器まで、各ステップには深い専門知識と経験の蓄積が必要です。処理方法とプロセスの重要なポイントがどこにあるかを真に理解することによってのみ、着実に回転し、効率的で低いノイズがあるギアトランスミッションシステムを設計および製造できます。
私たちのJS会社はこのフィールドに焦点を当てています。堅実なプロセス技術と高度な機器により、これらの精密ピニオンの処理課題に特に扱うことができます。非常に正確な小さなギアのために、私たちはあなたの厳しい要件を満たすことができます。
JSの選択は、精密製造において強力なパートナーを選択しています。信頼性を提供する方法の詳細とピニオンのニーズに向けて効率的なソリューション!

免責事項
このページの内容は情報のみを目的としています。サードパーティのサプライヤーまたはメーカーがLongShengネットワークを通じて提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または出来事は推測すべきではありません。これはバイヤーの責任ですこれらのパーツの特定の要件を決定するために、パーツの引用を求めてください。
jsは業界をリードする会社ですカスタム製造ソリューションに焦点を当てています。 5,000人以上の顧客にサービスを提供している20年以上の経験により、高精度 cnc machining 、 jsチーム
詳細については、href = "https://jsrpm.com/"> jsrpm.com
FAQS
1。機械におけるピニオンの役割は何ですか?
機械におけるピニオンの中心的な役割は、動力を伝達し、動きの形を変更することです(速度、トルク、方向など)。通常、システムを駆動するために大きなギアでメッシュするための駆動ホイールとして使用されます。
2。ピニオンの製造にはどの材料が使用されていますか?
高強度鋼(20crmntiなど)、合金鋼、ステンレス鋼、鋳鉄、エンジニアリングプラスチック(ナイロンなど)。特定の選択は、強度、耐摩耗性、耐食性、労働条件に依存します。
3。ピニオンを処理するために一般的に使用される工作機は一般的ですか?
ギアホッビングマシン(最も主流)、ギア型マシン、CNCミリングマシン/機械加工センター、高精度が必要な場合は細かい処理用のギア研削機。
4。なぜピニオン処理が精密産業にとって非常に重要なのですか?
ピニオン処理の高精度により、伝送システムの効率、騒音制御、寿命が直接決定されます。これは、産業用マザーマシン、航空宇宙などのハイエンド機器の電力送信の中心的な保証です。精度が不十分な場合は、システムの障害につながります。
