

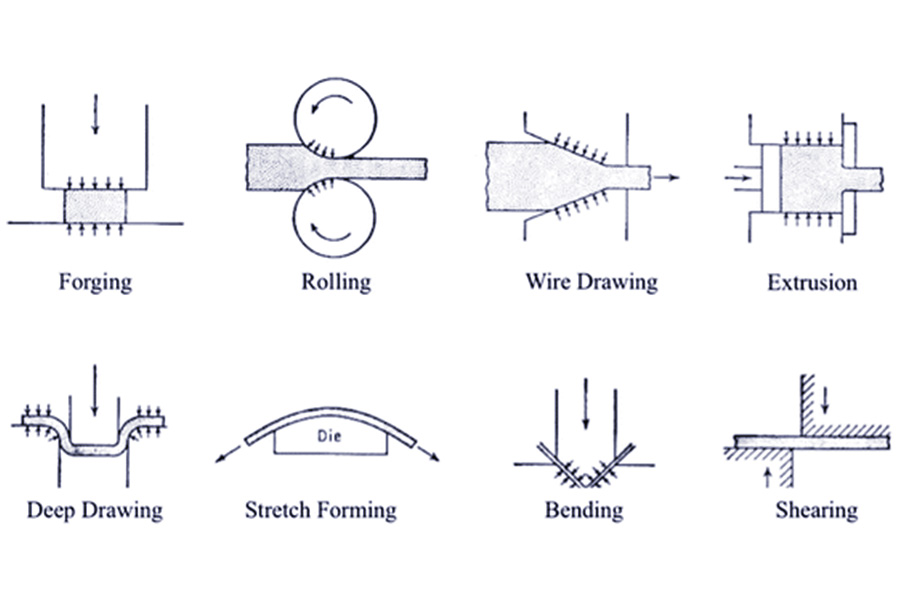
Vediamo spesso i clienti curiosi di come il telaio e le staffe metalliche possano essere trasformati da piastre piatte in parti tridimensionali. In effetti, il trucco sta in questa flessione. Usa una macchina per flettere per applicare la forza accuratamente per piegare la piastra di metallo in una forma a V, a forma di U e altri angoli in base al design.Questa è la mestiere di base dell'elaborazione della lamiera.
Dalle piastre molto sottili alle piastre in acciaio giornaliere di spessore di pochi millimetri, sono tutti all'interno della nostra gamma di lavorazione. La chiave è calcolare la curvatura interna della curva e assicurarsi che sia maggiore dello spessore della piastra, in modo che la curva sia forte e non si rompa.
Facciamo principalmente affidamento su varie macchine di flessione per lavorare con gli stampi.
Secondo i requisiti del pezzo e le caratteristiche del materiale,Scegli diversi metodi di flessione(come la flessione dell'aria e la piegatura a V). Trasforma il design sul disegno in un oggetto tridimensionale. Dietro questa piegatura e piegatura apparentemente semplici c'è l'esperienza e il calcolo preciso.
Riepilogo delle risposte chiave:
| Aspetto | Descrivere | Valore per te |
| Principio fondamentale | Applicare la forza esterna sulla scheda metallica per deformarla permanentemente, formando un angolo e una forma specifici (come a forma di V, a forma di U). |
Convertire in modo efficiente fogli 2D in componenti strutturali 3D.
|
| Processi principali | La flessione della stampa è un metodo mainstream che utilizza un pugno e uno stampo per ottenere la flessione. | Adatto alla produzione di prototipi a singolo pezzo fino alla produzione di massa. |
| Tipi comuni | Metodi di flessione di base come flessione a V, flessione a forma di U e bordi arricciati. | Può progettare e produrre varie parti con diverse strutture e funzioni. |
| Considerazioni chiave | Raggio di flessione (resistenza che influenza), rimbalzo (recupero elastico), fattore K (calcolo della lunghezza spiegata). | Influenzare direttamente l'accuratezza e l'affidabilità della qualità del prodotto finale. |
Questo articolo risponderà alle tue domande:
- Questa guida ti aiuterà a capire il significato della flessione del metallo,
- Analizzare i metodi di flessione dei metalli più comunemente usati,
- Darti alcuni consigli pratici di progettazione,
- L'obiettivo finale: aiutarti ad avere una migliore comprensione e fare un lavoro migliore durante la progettazione e la produzione di parti metalliche.
Perché dovresti fidarti di questa guida? La vera esperienza degli esperti di lamiera JS ti dice
A JS,la flessione è la maggior partecosa con cui affrontiamoSU UN quotidiano base, Ma lo ènon soloDi essere un maestroChioperamacchine flettenti. Noi Sonopiù come ingegneri chePotereAiutare i clienti a risolvere i problemi strutturali. Nell'ultimo decennio, abbiamoprodottoMigliaia di parti di lamiera di precisione in fabbriche di elettronica, cantieri e macchinari e attrezzature.
Cosa rende questa guida degna della tua fiducia? Si basa sulle capacità reali che abbiamo accumulato ogni giorno in seminario:
- Sappiamo: come calcolare accuratamente la fastidiosa quantità di rimbalzo in modo che ogni angolo di 90 gradi sia strettamente montato. Questo non è scritto nel libro, ma la sensazione della macchina dopo innumerevoli regolazioni.
- Sappiamo:Come A scegliere IL maggior parte adatto muffa Quando incontro Materiali Di diverso spessore E temperamento.
Il metodo nella guida non è una teoriacitatoDa un libro di testo, ma un trucco che abbiamo capito quando lavoravamo e risolvevamo ogni giorno problemi pratici.In fatto,Maestro Zhang, che hastato lavorandoQui per 20 anni,Sempredisse Quello,
"Non solo guardare le formule sulla carta per lettere, le abilità reali sono nascoste nei documenti di ferro nel seminario. Questa guida è ciò che abbiamo riassunto nella risoluzione di problemi pratici ogni giorno."
Il principio della flessione dei metalli: la scienza della preparazione del metallo "resa"
"L'essenza della lavorazione dei metalli è l'arte di costringere i materiali a produrre all'interno di una gamma controllata con precisione. - James F. Lehr, un'autorità nel campo della produzione di precisione."
Come dice questa vera conoscenza, dobbiamo prima capire che la flessione non è quella di rompere bruscamente il metallo, ma usare abilmente la propria plasticità. Cioè, nella premessa di garantire che il materiale sia intatto, viene applicata una forza abbastanza grande per far sì che il punto di snervamento, risultante in una deformazione permanente irreversibile,modellando così la forma di cui abbiamo bisogno (come a forma di V, a forma di U). In definitiva, capire come il materiale cambia internamente quando è piegato è la cosa più importante.
Il confine tra elasticità e plasticità:
- Fase iniziale (deformazione elastica):Quando iniziamo a piegare un pezzo di lamiera di metallo con forza, è inizialmente rigido.Proprio come quando si preme leggermente una molla con il dito, si deformerà, ma non appena la forza verrà rimossa, il materiale tornerà completamente alla sua forma originale.
- Punto di svolta critico (resistenza alla snervamento): quando la forza di piegatura applicata continua ad aumentare e supera un valore critico del metallo (chiamiamo questo resistenza alla snervamento), la situazione cambia.
- Stage target (deformazione plastica): dopo aver superato la resistenza alla snervamento, il materiale metallico inizia a deformare in modo plastico. A questo punto, anche se la forza esterna viene rimossa, il materiale non può tornare completamente alla sua forma originale, ma mantiene permanentemente alcune deformazioni. Quando facciamo l'elaborazione di piegatura, dobbiamo controllare abilmente la forza in modo che la scheda metallica attraversa questo punto critico eentra nello stadio della deformazione plastica, in modo che la forma piegata venga fissata.
Stretching e compressione:
Immagina di piegare una carta. Alla curva, il materiale più esterno è allungato? E il materiale più interno è stringersi insieme e accorciato? Lo stesso vale quando una piastra di metallo è piegata: il lato esterno è allungato e il lato interno è compresso.
Quindi la domanda è: tra il lato esterno allungato e il lato interno compresso, ci deve essere uno strato medio speciale, che chiamiamo l'asse neutro. Questo strato non è né davvero allungato né davvero accorciato durante il processo di flessione e la sua lunghezza rimane sostanzialmente invariata. La posizione di questo asse neutro è la chiave per calcolare la lunghezza effettiva della piastra metallica dopo la piegatura!
La chiave per calcolare la lunghezza spiegata-K-K Factor:
L'asse neutro sopra menzionato non è necessariamente esattamente nel mezzo dello spessore della piastra di metallo!Usiamo un decimale per rappresentare quanto è offset, che è il fattore k. È un decimale tra 0 e 1 (di solito 0,3 - 0,5).
Questo valore è fondamentale per noi calcolare la lunghezza spiegata della piastra metallica dopo la flessione. Materiali diversi, metodi di flessione diversi e persino stampi diversi influenzeranno le dimensioni del fattore K. Questo è un parametro molto fondamentale nel nostro processo.
Trattare con Springback dopo la piegatura:
Recupero elastico: anche se il materiale viene deformato in modo plastico durante il processo di flessione, la forza della sua precedente deformazione elastica non è completamente scomparsa. Pertanto, quando si rimuove il dado che lo piegava, la lamiera di metallo rimbalzerà leggermente, proprio come un elastico allungato quando lasci andare! Questo fenomeno si chiama Springback.
Risultato: questo fa sì che l'angolo effettivo che si pieghi sia leggermente più grande dell'angolo impostato dal dado. Ad esempio, se si piega con un dado di 90 gradi, l'angolo effettivo può diventare 91 o 92 gradi dopo averlo rilasciato.
In che modo il team JS affronta questa situazione?
Springback è un fenomeno inevitabile e abbiamo un modo per affrontarlo! L'esperienza principale accumulata dal nostro team JS nella pratica a lungo termine è:
In eccesso:
Questo è il metodo più comunemente usato.Premettiamo un angolo di flessione inferiore all'angolo target per l'elaborazione. Ad esempio, se il bersaglio è di 90 gradi, possiamo impostare il dado a 88 o 87 gradi per la flessione. In questo modo, quando il foglio rimbalza, l'angolo rimbalza sui 90 gradi di cui abbiamo bisogno.
Strumenti compensati personalizzati:
Per una produzione ad alto volume e ad alta precisione, progettiamo e produciamo strumenti speciali con angoli di compensazione speciali. L'angolo degli strumenti stessa ha tenuto conto della quantità di backback, in modo che quando viene premuto e rilasciato, sarà naturalmente l'angolo target.
"La flessione del metallo è sia una scienza che un'arte dell'artigianato. Stai perseguendo il perfetto effetto di flessione della lamiera? Con la conoscenza professionale del processo, gli strumenti di calcolo della simulazione e la ricca esperienza pratica, il team JS può risolvere le sfide di flessione più complesse per te."

Metodi e tecnologie di flessione in metallo tradizionali
Press Brake Press Bending - La nostra arma principale
Principio di lavoro: immagina di posizionare un foglio di metallo su una scanalatura a V (la chiamiamo il dado inferiore) e quindi usi un pugno di forma abbinata (la chiamiamo il dado superiore) per premere dall'alto. La tela di metallo è bloccata al centro e, sotto una forte pressione, si piega obbedientemente lungo il bordo a V della matrice inferiore.Questo è il principio di base dell'elaborazione dei freni stampa. Facciamo affidamento su di esso per completare le curve angolari più precise.
Tre metodi di pressione comuni:
(1) Piegamento dell'aria:
Il più flessibile e più usato! Questo metodo consente alla matrice superiore di premere verso il basso, ma non preme completamente la piastra metallica sul fondo della matrice inferiore.L'angolo di flessione viene determinato controllando la profondità della matrice superiore premuta nella matrice inferiore.Più profonda è la pressione, più profonda è l'angolo. Più superficiale è la pressione, maggiore è l'angolo.
Quali sono i vantaggi? Una serie di stampi può essere piegata in molti angoli diversi, con velocità di scambio rapida e alta efficienza! Indovina quale viene utilizzato per oltre il 90% dell'elaborazione nel nostro seminario? Sì, è questo!
(2) Bottoming:
Precisione più elevata e meno rimbalzo. Questa volta, la matrice superiore prenderà saldamente la piastra di metallo sulla parete laterale della matrice inferiore.L'angolo di flessione finale è sostanzialmente determinato dalla forma dello stampo stesso, a differenza della flessione dell'aria, che dipende dalla profondità della pressione.
- Il vantaggio è che la pressione è solida, il rimbalzo è inferiore alla flessione dell'aria e l'angolo è più stabile.
- Lo svantaggio è che una serie di stampi può sostanzialmente corrispondere solo a un angolo e lo stampo deve essere modificato quando l'angolo viene modificato.
(3) Congeing:
È molto potente, ma raramente viene usato. Richiede una pressione molto elevata (più volte maggiore dei due precedenti) per spremere completamente il foglio di metallo nello spazio tra gli stampi superiore e inferiore, in modo che il materiale possa essere modellato nello stampo. Questo può quasi spremere completamente il rimbalzo e ha una precisione estremamente elevata.
Tuttavia! I requisiti di tonnellaggio della macchina sono troppo alti, lo stampo si consuma rapidamente e il costo aumenterà. Ora, a meno che non siano usati i requisiti di precisione estremamente alti o speciali, generalmente non utilizziamo questo metodo.
Confronto delle caratteristiche e dei requisiti dei tre processi di flessione:
| Caratteristiche/requisiti | Flessione dell'aria | Fondo | Piegatura conia |
| Tonnellaggio richiesto | Basso (≈ 20-40% di coniatura) | Medio (≈ 1,5-2,5x piegatura d'aria) | Estremamente alto (≈ 4-10x bottoming, 8-25x Presentazione dell'aria) |
| Accuratezza dell'angolo (tolleranza tipica) | ± 0,5 ° - ± 1,5 ° | ± 0,25 ° - ± 0,75 ° | <± 0,25 ° |
| Controllo del rimbalzo | Alto (compensazione dipendente) | Medio a basso (buono) | Estremamente basso (quasi eliminato) |
| Durata della vita da muffa | Il più alto | Medio | Minimo |
| Muffa universalità | Estremamente alto (un modello per più usi) | Basso (principalmente per l'uso di angolo singolo) | Estremamente basso (dedicato) |
| Rapporto scenario dell'applicazione | > 85% | ≈ 10-12% | <3% |
Fonti di dati core:
- Precision Metalforming Association (PMPA) - Precision Metalforming Association (USA)
- International Journal of Advanced Manufacturing Technology - "International Advanced Manufacturing Technology Magazine"
- Magazine di fabbricazione e lavorazione dei metalli - "Fabbricel e metallo"
Altre tecnologie di flessione comuni:
Oltre alla tecnologia di piegatura stampa (in particolare flessione dell'aria) comunemente utilizzata dalle macchine per flettere, ci sono diversi importanti processi di flessione adatti a diversi scenari:
(1) Rolling:
- Caratteristiche funzionali: appositamente utilizzate per piegare continuamente i fogli metallici in archi di raggi di grandi dimensioni o formare componenti cilindrici chiusi.
- Applicazioni tipiche:Dotti di ventilazione di produzione, grandi corpi del serbatoio di stoccaggio,tetti a costruzione curva, pannelli a parete della tenda e altre parti che richiedono una grande formazione di raggi di curvatura.
- Principio dell'attrezzatura: viene generalmente utilizzata una rotolamento con una struttura a tre roller o quattro roller. Il foglio passa attraverso il centro di questi rulli e regolando la posizione e la pressione dei rulli, il foglio può essere piegato in modo regolare e continuamente piegato in un arco o in un cilindro completo.
- Vantaggi del processo: è adatto aProduzione di grandi parti di lamiera curve o cilindriche, ed è il processo di base per la produzione di tali prodotti.
(2) piegatura:
- Caratteristiche funzionali: questo metodo è particolarmente adatto per piegare i bordi di piastre di grandi dimensioni o elaborare alcune parti in scatola relativamente complesse.
- Scenari di applicazione: è più vantaggioso quando la dimensione della parte è troppo grande per rendere difficile la gestione della macchina di piegatura o quando la struttura della parte comporta una piegatura del bordo complesso.
- Principio dell'attrezzatura: utilizzare una macchina pieghevole. È caratterizzato da un "raggio di flessione" (raggio oscillante) che può essere sollevato. Durante il funzionamento, prima bloccare la piastra sul tavolo, quindi il raggio di piegatura si sposta su o giù lungo la traiettoria impostata per piegare la parte sporgente della piastra.
- Vantaggi del processo: ha una buona visibilità e facilità di funzionamento per la flessione del bordo di piastre di grandi dimensioni ePuò completare in modo efficiente le strutture di piegatura del bordo più complessecon un fattore di sicurezza relativamente elevato.
"Sulla linea di produzione di JS, la macchina per flettere è la forza principale assoluta, responsabile della maggior parte della piegatura angolare precisa. Di fronte a piastre super grandi o strutture a scatole complesse, la macchina pieghevole è la scelta migliore. Se hai un progetto di flessione in metallo a portata di mano, non esitare a lasciarlo al nostro team JS!"
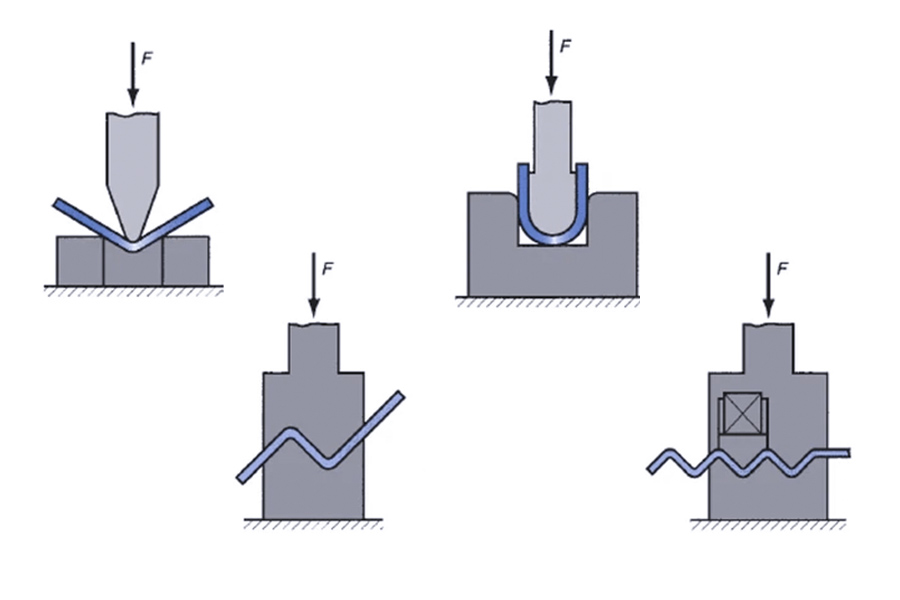
4 tipi di flessione di base e le loro applicazioni
Successivamente, te lo mostreremoI quattro tipi di flessione di base più comuni in parti in lamiera. Conoscendo questi, è possibile suonare meglio i vantaggi della tecnologia in lamiera durante la progettazione. I disegni che disegni non sono solo belli, ma anche facili da realizzare nel nostro laboratorio e più economici!
4 tipi di flessione di base e le loro applicazioni
Il primo tipo: flessione generale a V-Bend-Basic
Descrizione del processo: utilizzando la matrice inferiore a V e la matrice superiore corrispondente (punzone) della macchina di flessione, la pressione viene applicata a una posizione specifica del foglio per formare una curva con un angolo specifico.Questo è il metodo di flessione più semplice e ampiamente usato.
Applicazioni tipiche: applicabile alla maggior parte delle parti strutturali in lamiera che devono formare un angolo.
Ad esempio: angoli di supporto di varie staffe, piegatura dei bordi del telaio/involucri di attrezzature, flangia di pannelli di montaggio, ecc. I suoi vantaggi sono tecnologie mature, forte versatilità dello stampo e alta efficienza. È il processo principale per la produzione quotidiana nel seminario.
Secondo tipo: U -Bend - doppia curva in un solo passaggio
Descrizione del processo: Utilizzo di uno speciale dado superiore a forma di U e una scanalatura da dado inferiore corrispondente, si formano due curve parallele nella stessa direzione sul foglio attraverso una singola corsa di stampaggio e infine si ottiene una sezione a forma di U.
Applicazioni tipiche:Utilizzato principalmente per produrre parti che richiedono una sezione a forma di U.
Esempi tipici includono: depressioni a forma di U, canali per routing via cavo o condutture, slot per apparecchi in lamiera, binari di montaggio in mobili elettrici, ecc.
Rispetto alla realizzazione di due curve a forma di V separatamente, le curve a forma di U possono migliorare significativamente l'efficienza della produzione, garantire il parallelismo e l'accuratezza dimensionale tra le due curve e sonoparticolarmente adatto alla produzione di massa.
Terzo tipo: Z -Bend - Raggiungi una connessione di differenza di altezza
Descrizione del processo: completato attraverso due operazioni di flessione in direzioni opposte. Innanzitutto, fai la prima curva a un'estremità del foglio (ad esempio, 90 ° verso il basso), quindi fai la seconda curva nella direzione opposta (ad esempio, 90 ° verso l'alto) nella posizione appropriata, formando infine un profilo a gradini simile alla lettera "Z", creando un offset di altezza tra le due piante.
Applicazioni tipiche: il valore fondamentale sta nella risoluzione del problema di connessione tra diversi piani.
Ad esempio: una parte in lamiera deve estendersi e sovrapporre un'altra parte in lamiera di diverse altezze. Il design del pannello deve evitare la struttura rialzata sul retro (come costole, saldature o componenti) o fornire una fase di allineamento per l'assemblaggio. Quando il design comporta un disallineamento in altezza, la piegatura z è generalmente una soluzione strutturale efficace.
Il quarto tipo: Hem Bend
Descrizione del processo: un processo di elaborazione speciale per il bordo del foglio, di solito completato in due passaggi. Innanzitutto, il bordo è pre-filato con un angolo piccolo (comunemente 90 °). Successivamente, questo bordo prefogliato viene ulteriormente appiattito per adattarsi strettamente al corpo del foglio, avvolgendo completamente il bordo originale.
Applicazioni tipiche:
- Migliorare la rigidità del bordo: aumentando lo spessore del bordo, la resistenza strutturale complessiva e la resistenza alla deformazione delle parti della piastra sottile sono significativamente migliorate, specialmente per i bordi che sono sottoposti a forza o facilmente deformati.
- Migliora la sicurezza e l'estetica:Eliminare completamente bara e bordi forti prodotti dal taglio di taglio o laser, Fornisci un tocco liscio e sicuro e dai ai bordi un aspetto ordinato e professionale. Ampiamente utilizzato nei bordi che richiedono un contatto dell'utente (come bordi delle porte del mobile, pannelli di cassetti), componenti a parete sottile (come pannelli laterali a conchiglia) e prodotti con elevati requisiti per la qualità dell'aspetto.
Suggerimenti chiave per i designer:
- Formazione di angolo di base:La flessione a forma di V è la prima scelta. Efficiente e versatile, soddisfacendo la maggior parte delle esigenze di piegatura d'angolo.
- Viene utilizzato i componenti della sezione a forma di U: la flessione a forma di U. La doppia flessione si forma in un solo passo per garantire accuratezza ed efficienza.
- Collegamento dell'altezza del piano spanning: scegli la flessione a forma di Z. Crea passaggi precisi per risolvere i problemi di disallineamento dell'assemblaggio.
- Rinforzo e protezione dei bordi: applicare Hemming (orlo). Migliora la forza, elimina le bara, ottimizza l'aspetto e la sicurezza.
"Gli ingegneri di JS suggeriscono che durante il processo di progettazione, chiariscono i requisiti funzionali e le relazioni di assemblaggio delle parti al fine di selezionare al meglio il tipo di flessione più appropriato. Ciò non solo ottimizzerà le prestazioni strutturali, ma migliorerà anche significativamente la fattibilità e il rapporto costo-efficacia della produzione. Non esitare a discutere il processo di piegatura specifico o il nostro team di progettazione con il nostro team JS se hai domande. Dispone di offrire alle nostre esperienze di ingegneria professionale.
FAQ - Rispondi a tutte le tue domande sulla flessione del metallo
Domanda 1: cosa può fare la flessione del metallo?
Significa semplicemente che possiamo rendere una piastra metallica piatta ed economica che diventa una parte tridimensionale che porta il carico ed è praticamente utile usando le nostre macchine ed esperienza.
Dalle linee di disegno alla scatola, allo scaffale o al guscio della macchina in mano, questo processo di flessione è il passo più fondamentale e importante? Fa sì che le idee si trasformino in oggetti fisici rapidamente, bene ed economicamente!
Domanda 2: c'è una differenza tra flessione in metallo e piegatura in lamiera?
Molte persone si chiedono questo! La flessione del metallo è un termine generico. In teoria, qualsiasi metallo può essere piegato ovviamente, varia in difficoltà. Il termine flessione per lamiera è specifico e descrive la flessione di fogli di metallo o fogli di metallo relativamente sottili, di solito sotto i 6 mm nella pratica del settore. Questi termini vengono scambiati e generalmente si riferiscono alla flessione della lamiera nella maggior parte degli scenari di produzione industriale, specialmente quando si riferiscono alla lavorazione di piastre sottili.
Domanda 3: su cosa si basa l'arte marziale in metallo?
Questa è una domanda interessante! La preda al metallo proviene da "Avatar: The Last Airbender" ed è stato creato dal personaggio Toph Beifang. La sua azione si basa su Hong Jiaquan, un'arte marziale meridionale cinese che enfatizza una parte inferiore stabile e le forti capacità di attacco a linea retta.
Naturalmente, nel vero campo manifatturiero (come il nostro team JS), il nucleo del nostro preciso controllo del metallo non si basa su arti marziali, ma ad alte prestazioni idrauliche attrezzature e ricche esperienze pratiche degli ingegneri basati sui materiali, ma nel controllo preciso delle forze metalliche, ci sono davvero simili attività.
Domanda 4: come ottenere materiali PDF per i processi di flessione della lamiera?
Sebbene ci siano molti materiali PDF comuni su Internet, è spesso facile cadere in trappole a causa della loro universalità!
Cosa causa questo problema? La situazione specifica di ciascun progetto è molto diversa, con materiali, spessori, requisiti di angolo e macchine diversi. Pertanto, il metodo più affidabile è comunicare con ingegneri esperti.
Il nostro team JS è gratuito per la consulenza di progettazione. Invia il tuo schizzo di progettazione e i nostri ingegneri ti forniranno una valutazione e suggerimenti di processo professionale. Se hai bisogno di un riferimento scritto, possiamo fornirti una guida pratica "PROCESSO PER CORE REFERIMENTO CORE REFERIMENTO" (PDF) di Riassumendo i parametri di progettazione chiave. Contattaci per una copia.
Riepilogo
La flessione del metallo è molto più che "piegarsi con la forza". È una tecnologia che fonde precisamente le proprietà dei materiali, i principi meccanici e l'esperienza pratica. Comprensione dei concetti fondamentali di resistenza alla snervamento, asse neutro, fattore k e backback e padroneggiare i processi di base come V-Bend, U-Bend, Z-Bend e Hemming sono le basi per noi per noi continuamente eprodurre stabilmente parti in lamieracon una struttura forte, dimensioni precise e costi controllabili. Dietro ogni piega precisa c'è l'adesione ai principi scientifici e l'incarnazione di innumerevoli accumuli pratici.
Lascia che il team JS sia il tuo partner manifatturiero solido e affidabile!
Quando i tuoi disegni di progettazione devono essere trasformati in prodotti in metallo di alta qualità, è fondamentale scegliere un partner con un accumulo tecnico profondo e una ricca esperienza ingegneristica.
Se il tuo prossimo progetto prevede la flessione in metallo o l'elaborazione della lamiera, ilIl team JS è pronto a fornirti un supporto professionale in qualsiasi momento:
Team di esperti, Escort durante tutto il processo: non siamo semplici operatori. Dal momento in cui invii i disegni o i modelli 3D, i nostri ingegneri esperti (come me) interverranno:
- Analisi approfondita dell'intento di progettazione e dei requisiti funzionali.
- Valuta la selezione dei materiali e la fattibilità del processo e identifica potenziali sfide.
- Sviluppare rotte di processo ottimali e parametri di elaborazione precisi, inclusi calcoli di espansione accurati, applicazione del fattore K e strategie di compensazione Springback.
- Apparecchiature avanzate, esecuzione precisa:I workshop JS sono dotati di macchine per flessione di precisione tradizionali, Macchine per taglio laser, macchine da punzonatura CNC e altre attrezzature per garantire che i piani di ingegneria siano trasformati in modo accurato ed efficiente in oggetti fisici.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo.Serie JSNon vengono fatte dichiarazioni o garanzie di alcun tipo, espresso o implicito, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si dovrebbe dedurre che i parametri delle prestazioni, le tolleranze geometriche, le caratteristiche di progettazione specifiche, la qualità del materiale e il tipo o la lavorazione che il fornitore o il produttore di terze parti fornirà attraverso la rete Longsheng. Questa è la responsabilità dell'acquirenteChiedi un preventivo per le partiper determinare i requisiti specifici per queste parti.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza nel servizio di oltre 5.000 clienti, ci concentriamo sull'alta precisioneMACCHING CNC,Fabbricazione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia ed è certificato ISO 9001: 2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o personalizzazione di massa, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSSignifica scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
Risorsa

