

Come si può trasformare un normale pezzo di piastra metallica in un telaio server che supporta componenti chiave, una shell di apparecchiature senza soluzione di continuità o una robusta staffa strutturale? Agli occhi del nostro JS, questo non è una semplice piega.Flessione in metalloSignifica che usiamo la forza precisa per far deformare la piastra di metallo permanentemente lungo una linea impostata, trasformandola da una piastra dritta nell'angolo o nella forma di cui abbiamo bisogno, come una scanalatura a V o una curva a forma di U.
Sembra piegarsi con la forza, ma è tutt'altro che semplice. È sicuramente una scienza farlo bene. Ciò che il nostro team pensa ogni giorno è come comprendere le caratteristiche dei materiali metallici, come scegliere il metodo giusto e utilizzare quelle apparecchiature avanzate e controllate da computer in base allo spessore della piastra metallica e all'angolo di flessione desiderato.
Perché è così particolare?Perché l'accuratezza e la qualità dell'angolo di flessione finale dipendono dal fatto che questi dettagli siano messi in atto.
È proprio per questoinsistenza sul controllo di precisioneche possiamo trasformare piastre metalliche apparentemente ordinarie in parti chiave che supportano vari settori. Dalle piccole staffe poco appariscenti alle grandi parti strutturali, la saggezza ingegneristica della flessione metallica è condensata dietro di loro.
Riepilogo della risposta principale:
| Palcoscenico | Principio fondamentale | Risultato |
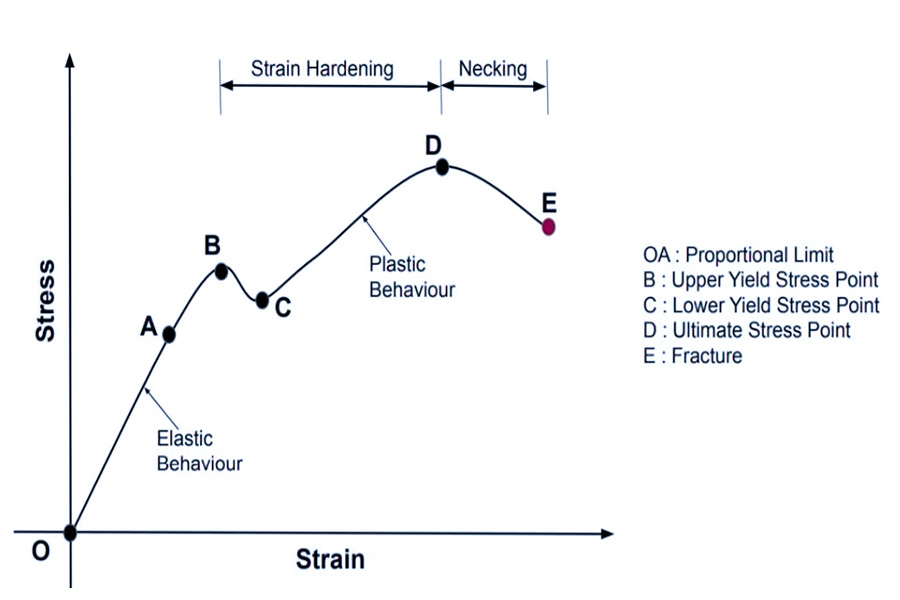
| Fase iniziale dell'applicazione della forza | Deformazione elastica. | Il materiale è temporaneamente piegato e può tornare completamente al suo stato originale dopo aver rilasciato la forza. |
| Superando il punto di snervamento | Deformazione plastica. | Si verifica una deformazione permanente, causando slittamenti e cambiamenti irreversibili nella struttura cristallina interna del metallo. |
| Dopo aver rilasciato la forza | Springback. | La deformazione elastica parziale viene ripristinata, risultando in un angolo di flessione finale maggiore rispetto al caricamento (leggera apertura). |
| Compensazione ingegneristica | Eccessivo. | Pre -calcolare la quantità di rimbalzo e piegati ad un angolo inferiore all'angolo target per contrastare il rimbalzo. |
Questo articolo risponderà alle tue domande:
- In questa guida, ti parlerò della fisica della flessione del metallo e spiegherò in dettaglio come funziona un freno da stampa.
- Quindi confronta diversi metodi di flessione comunemente usati.
- Quindi condividi un esempio pratico di un problema che abbiamo risolto.
- Infine, risponderò a tutte le domande comuni a cui tieni.
Perché dovresti fidarti di questa guida? Insights Frontline Manufacturing da JS
Questa guida viene ogni giorno dal nostro seminario JS. Stiamo "parlando" con il metallo ogni giorno e dando istruzioni precise con il freno stampa.
Prendi una semplice curva di 90 gradi come esempio.Pensi che sia semplice?
Ma nel funzionamento reale, il rimbalzo del materiale, la scelta del raggio di flessione e il rilascio di sollecitazioni interne richiedono tutti calcoli precisi. Ogni suggerimento in questa guida è la vera esperienza che abbiamo accumulato dopo aver elaborato a mano migliaia di parti di lamiera.
Noi di JS forniamo molto più che semplicemente onlineServizi di lavorazione della flessione in metallo. Siamo stati profondamente coinvolti nell'intero processo di produzione dei nostri clienti e abbiamo risolto difficili problemi pratici.
Ad esempio, nel seminario, abbiamo riscontrato una situazione in cui le parti non potevano essere assemblate e formate alla fine perché la sequenza di flessione non era organizzata correttamente. Ottimizzando la soluzione di flessione, abbiamo evitato con successo il rischio di crack di materiale alla curva. Speriamo di essere il tuo partner di ingegneria sulla strada dal disegno al prodotto fisico.
"Come ha sottolineato il Dr. Joseph Juran, leader nel campo della qualità: l'esperienza non è ciò che ti succede, è quello che fai con ciò che ti succede."
Il contenuto della nostra guida è il risultato del nostro ripetuto pensiero e perfezionamento di enormi pratiche di workshop, sfide riscontrate e soluzioni di successo. Viene dalla vera linea di produzione e condensa la nostra comprensione del processo di formazione di lamiera, motivo per cui puoi fidarti.
The Science of Metal Bending: The Art of Plastic Deformation
Se vuoi che un foglio piatto di metallo si pieghi nell'angolazione che desideri, non puoi semplicemente applicare una forte pressione. La chiave è comprendere le due caratteristiche di deformazione principale del metallo:Deformazione elastica e deformazione plastica.Solo quando si applica abbastanza forza per far entrare la lamiera di metallola deformazione plasticaZona può il metallo mantenere l'angolo di piega set.
Fase 1: deformazione elastica
Immagina di piegare delicatamente un sovrano di plastica con le mani. Si piegerà, ma non appena lascerai andare, tornerà alla sua forma originale. Lo stesso vale per i metalli quando la forza è piccola all'inizio. Si deformerà un po ', ma fintanto che lascerai andare, tornerà immediatamente alla sua forma originale senza lasciare traccia. Questa fase è come la risposta istantanea del materiale e non si verificheranno cambiamenti permanenti.
Il punto di svolta chiave: resistenza alla snervamento
Ogni metallo ha un "punto testardo", che viene chiamato professionalmenteforza di snervamento. Quando la forza che usi diventa sempre più grande, così grande che i "muscoli e ossa" all'interno del metallo iniziano a fallire, muoversi e slogare, supera questo punto. Una volta superato questo punto, il metallo non può più tornare completamente alla sua forma originale. Segna l'inizio della deformazione permanente.
L'obiettivo finale: deformazione plastica
Quando la forza applicata supera costantemente la resistenza alla snervamento, il metallo entra nella fase di deformazione plastica che desideriamo. La flessione che si verifica in questo momento è permanente! La lamiera di metallo è stata trasformata in una nuova forma. Il lavoro principale della nostra macchina per flettere è quello di portare il metallo in questa fase in modo accurato e controllabile e tenerlo lì.
Una realtà che non può essere ignorata: Springback
Anche dopo che il metallo è piegato, subisce una deformazione permanente (deformazione plastica) e una parte della forza elastica che cerca di ripristinare la sua forma originale viene immagazzinata all'interno. Proprio come una primavera che è stata piegata vuole riprendersi. Quindi, quando la pressione di flessione viene rilasciata, questa forza esterna farà rimbalzare un po 'l'angolo di flessione, che èL'effetto Springback.
Non sottovalutare questo battito di primavera, renderà direttamente l'angolo del prodotto finito inaccurato! Per compensarlo, sia i maestri di workshop esperti che i sistemi di flessione CNC intelligenti devono calcolare e riservare in anticipo questo importo di primavera.
L'operazione specifica è:Al fine di ottenere un angolo di flessione accurato di 90 gradi, la flessione effettiva potrebbe dover essere deliberatamente premuta a 87 o 88 gradi, e quindi fare affidamento sulla forza di rimbalzo del materiale per rimbalzare a 90 gradi! Questa differenza di angolo che è pre-pressa più profonda è l'angolo di overbend.
Quindi vedi, la flessione del metallo non è un lavoro di forza bruta, ma una scienza diControllare con precisione l'elasticità e la plasticità.Dalla comprensione della resistenza alla snervamento del materiale, alla deformazione plastica, alla compensazione a molla, ogni passaggio è correlato al fatto che il prodotto finito sia qualificato.
"Nel seminario JS, penso a questi dettagli ogni giorno. La prossima volta che incontri problemi di piegatura nella progettazione di parti in lamiera o desideri assicurarti che le curve siano accurate, sentiti libero di parlarci. Con la mia esperienza, posso aiutarti a trasformare le linee sui disegni che sono esattamente gli stessi esattamente gli stessi gli stessi esattamente gli stessi gli stessi esattamente gli stessi gli stessi che sono esattamente gli stessi gli stessi che sono esattamente gli stessi gli stessi che sono esattamente le stesse le stesse esattamente le stesse le stesse esattamente la stessa. "
Processo e attrezzatura core: analisi delle principali tecnologie di flessione
Dopo aver compreso i principi di base della flessione, il passo successivo è fare affidamento su attrezzature chiave per raggiungerlo. Nel campo dell'elaborazione della lamiera,Freno di stampa CNCè sicuramente la forza principale per raggiungere la flessione dei metalli.Completa principalmente l'attività di flessione attraverso diverse modalità di lavoro:
Forza principale: freno CNC Press
Come funziona?
In breve, si basa sulla cooperazione tra le parti superiore e inferiore. C'è un pugno sulla parte superiore della macchina e un dado con un'apertura a V. Mettiamo la lamiera di metallo tra di loro. Quindi, il punzone preme forte, premendo il foglio nella grigio a V in basso e si forma l'angolo. Questo è il funzionamento di base della nostra flessione quotidiana in metallo.
Confronto di tre metodi di flessione centrale
"Il Prof. Peter Ulintz ha sottolineato: comprendere e selezionare il metodo di flessione che corrisponde all'applicazione è la chiave per raggiungere un equilibrio triangolare tra costo, precisione ed efficienza di produzione."
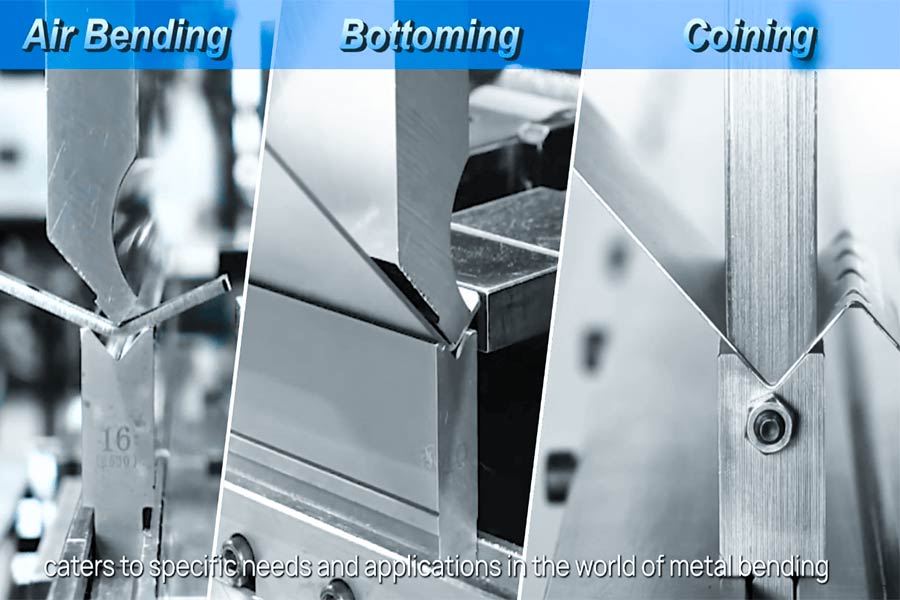
Il metodo di lavoro delle macchine per flettere CNC non è statico e ce ne sono principalmente treMetodi di flessione:
(1) Piegamento dell'aria (più comunemente usato):
- Principio: il punzone preme il foglio verso il basso, ma non preme completamente il foglio sulla parte inferiore dello stampo, che equivale a lasciare che il foglio si piega nell'aria sopra lo stampo.
- Vantaggi: la flessibilità è il suo più grande punto culminante. Puoi creare molti angoli diversi usando uno stampo, il che è molto conveniente. Inoltre, ha il requisito di tonnellaggio delle attrezzature più basso tra i tre, con rapida preparazione alla produzione e elevata efficacia in termini di costi.
- Limitazioni: l'angolo di formazione è fortemente influenzato dal rimbalzo del materiale. Perché dopo aver rilasciato il materiale, rimbalzerà un po 'e l'angolo della curva può essere leggermente diverso dall'impostazione. Quindi dipende dall'esperienza dell'operatore e dall'accuratezza del controllo della macchina.
(2) Bottoming (più accurato):
- Principio: questa volta il punzone preme il foglio verso il basso, strettamente controla superficie a forma di V.dello stampo e l'angolo di flessione è completamente determinato dalla forma dello stampo.
- Vantaggi: maggiore precisione! Poiché la pressione è solida, lo spazio per il materiale per rimbalzare è più piccolo e il controllo dell'angolo è più accurato.
- Limitazioni: richiede un tonnellaggio dell'attrezzatura più alto del 30% -50% rispetto alla flessione dell'aria. Ancora più importante, una serie di stampi può solo creare l'angolo specifico per cui è progettato. Per cambiare l'angolo, lo stampo deve essere sostituito e la flessibilità è un po 'scarsa.
(3) coniatura (alta precisione, ma raramente utilizzata):
- Principio: utilizzare una tonnellata estremamente elevata (di solito 5-8 volte quella della flessione dell'aria) per forzare la punta del pugno nel materiale come un timbro, in modo che il materiale si deforma e elimini completamente il rimbalzo.
- Vantaggi: teoricamente, può ottenere la più alta accuratezza della formazione e la coerenza dell'angolo.
- Limitazioni: ci vuole troppo tempo per macchine e stampi, la macchina è gravata e lo stampo è facilmente danneggiato. Di solito può essere utilizzato solo per materiali più morbidi o occasioni specifiche. A causa degli elevati investimenti e di molte restrizioni, ora viene utilizzato sempre meno nella produzione, a meno che i requisiti di precisione non siano particolarmente rigorosi.
Confronto dei dati fondamentali dei metodi di flessione comunemente usati :
| Metodo di piegatura | Tasso di penetrazione dell'applicazione (stimato) | Gamma di precisione angolare tipica | Tonnellaggio richiesto (flessione dell'aria relativa) | Range di spessore del materiale applicabile principale |
| Flessione dell'aria | 85% - 95% | ± 0,5 ° - ± 1,0 ° | Benchmark (100%) | Piastra sottile piastra spessa media (universalmente applicabile). |
| Flessione inferiore | 10% - 30% | ± 0,1 ° - ± 0,5 ° | 130% - 150% | Piastra sottile - piastra media. |
| Coniezione | <3% | ± 0,1 ° (teoricamente ottimale) | 500% - 800% | Foglio sottile (principalmente realizzato in materiali morbidi). |
Fonte: Manuale ASM, Rapporto FabTech.
Curve di piegatura e cilindri: piegatura del rotolo
Quando è meglio usarlo?
Quando è necessario produrre archi, coni o cilindri con curve continue, le macchine per flessione CNC non possono farlo. Questo è quando ilrotolare la macchina per flettereentra in gioco.
Come funziona?
Di solito si basa su tre o quattro rulli rotanti e la piastra di metallo passa attraverso di essi. Regolando la posizione e l'angolo dei rulli, la piastra è piegata a poco a poco e infine forma l'arco che vogliamo o rotola in un cilindro. Questo è uno strumento speciale per la modellazione di superficie curva.
Riassumendo brevemente: la flessione dell'aria è flessibile e risparmiando il lavoro ed è la forza principale della flessione del metallo quotidiano. La flessione del fondo è più accurata ma non abbastanza flessibile. La flessione dell'imprinting persegue un'estrema precisione ma è costosa e ora è usata raramente. Per preparare cilindri curvi, devi fare affidamento su macchine per la flessione del rotolo. Ogni metodo ha l'elaborazione più adatta per questo.
"In JS, sappiamo che la scelta del giusto processo di flessione è fondamentale per la qualità e il costo delle parti. Se si dispone di parti di lamiera che necessitano di elaborazione, in particolare quelle che richiedono precisione, efficienza o forme complesse, non esitare a parlarci in qualsiasi momento. Il nostro team è esperto e ben equipaggiato per aiutarti a scegliere la soluzione di flessione dei metalli più adatta."
Analisi effettiva del caso di combattimento: costruzione di un guscio di console di precisione per una stazione di terra drone
Ho appena finito un progetto molto interessante, che è giusto usare come esempio per dirti come la flessione del metallo svolge un ruolo chiave nei prodotti reali. Questa volta, è per aiutare un'azienda che produce stazioni di terra drone per costruire unShell di console di precisione.
Sfida del cliente: un guscio complesso che necessita di un allineamento perfetto
Sfondo del progetto:Il cliente è una startup con idee e progettato una console a terra per droni portatili. Il guscio è realizzato con piastra in lega di alluminio 5052 spessa 2 mm e devono essere aperti fori per installare lo schermo, il joystick e le varie interfacce.Gli angoli piegati si sommano a più di 12!La cosa più importante è che le posizioni di tutte le aperture e gli angoli devono essere accurate e anche una piccola differenza non funzionerà.
Potenziali rischi:
Non appena abbiamo ottenuto il design iniziale, conoscevamo i punti di rischio di questo progetto. Qual è il problema? Due posti:
- Innanzitutto, il raggio di flessione è insufficiente: il design del raggio di flessione interno di alcune parti è solo 0,5 mm, il che è molto più piccolo diil raggio minimo di flessioneConsigliato per il materiale (di solito 1 volta lo spessore del materiale, ad esempio 2 mm).
- In secondo luogo, la spaziatura della flessione è troppo piccola: se questo design viene seguito e la macchina per flessione viene utilizzata direttamente, il materiale si romperà direttamente durante la flessione o le parti verranno deformate e demolite perché lo stampo non può essere inserito o interferisce. Il pericolo non è insignificante!

Correzione ingegneristica di JS: progettazione di ottimizzazione della produzione e del processo
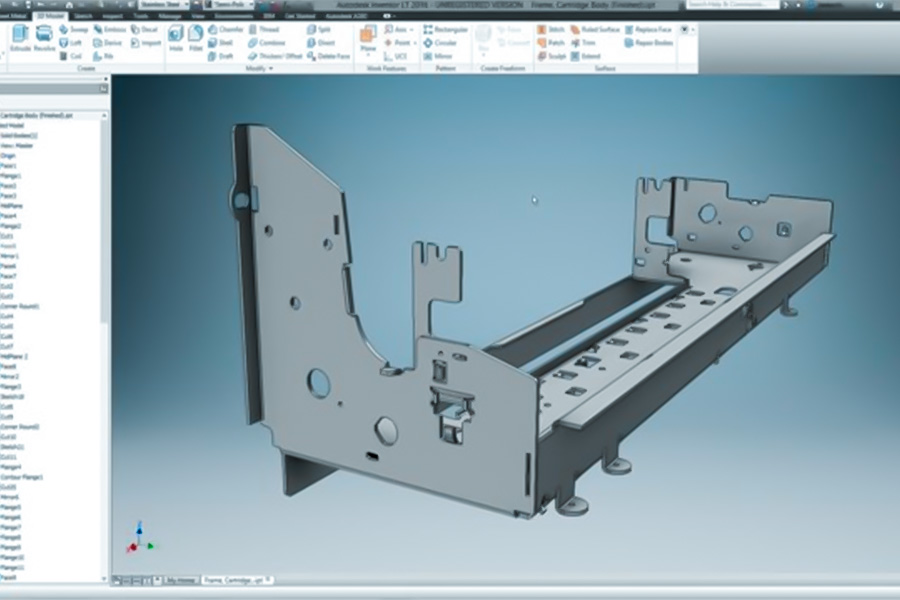
(1) Analisi della causa principale (DFM):
Durante la fase di analisi della citazione e di fattibilità del progetto, abbiamo utilizzato software specializzato per condurre un'analisi approfondita del clienteModello 3De identificare rapidamente i suddetti punti di rischio.
(2) Sofisticata modifica del cliente:
Trovare il problema non è lo scopo, ma la risoluzione del problema è. Abbiamo contattato il cliente in modo tempestivo e fornito alcuni suggerimenti di ottimizzazione:
- Aumenta il raggio di curvatura: è estremamente raccomandato per aumentare il raggio minimo di curvatura dallo da 0,5 mm a 2 mm (spessore del materiale) appropriato alle caratteristiche del materiale. In questo modo è sicuro piegarsi e non si frantuma.
- Apri le regolazioni nell'altezza della flangia: da qualche parte le due curve diventano troppo pesanti. Fai una regolazione nell'altezza di una delle flange in modo che ci sia abbastanza spazio in cui lo stampo flettente in cui lavorare in modo che non sia in conflitto.
(3) corretta pianificazione del processo:
Per componenti complessi con più di 12 curve, la sequenza di flessione è molto importante. La sequenza sbagliata renderà le parti incapaci di soddisfare le seguenti operazioni a causa del blocco strutturale nella flessione.I nostri ingegnerihanno sempre concluso e impostato i migliori passi di piegatura nel tentativo di fare un giro facile.
(4) Calcolo accurato di elaborazione:
Per garantire che le dimensioni finali siano accurate, la dimensione piatta pianeggiante non è stata calcolata nel millimetro. Utilizziamo il software per calcolare accuratamente la detrazione della curva di ogni angolo per garantire che i margini accurati siano riservati per la flessione successiva durante il taglio e il taglio.
Confronto dei punti chiave dell'ottimizzazione del processo:
| Punti di rischio di progettazione | Progettazione iniziale del cliente | Piano di ottimizzazione di JS | Scopo di ottimizzazione |
| Raggio di curvatura minimo | 0,5 mm | 2 mm (1 volte lo spessore del materiale). | Evitare la flessione e il crack per garantire la sicurezza dei materiali. |
| Chiave Flange Altezza | 15 mm | Regola a 18 mm. | Riservare lo spazio di operazione dello stampo sufficiente per prevenire l'interferenza di piegatura. |
| Sequenza di flessione | Poco chiaro | Pianificazione dettagliata del passo. | Impedire alle parti di auto-blocco e assicurarsi che tutte le curve possano essere completate. |
Risultati finali e valore
- Risultati: è in atto l'ottimizzazione del design, la pianificazione dei processi è chiara e il maestro del nostro seminario ha eccellenti capacità operative. Il campione era piegato con successo contemporaneamente! Tutte le posizioni del foro, le posizioni dell'interfaccia e gli angoli di flessione soddisfano i requisiti di precisione del design.
- Valore: la cosa più importante è che la nostra analisi DFM professionale nella fase iniziale ha aiutato direttamente il cliente a evitare una produzione di prova che era destinata a fallire. Non solo ha risparmiato qualche migliaio di dollari in commissioni di prova, ma, soprattutto, ha risparmiato almeno una settimana di prezioso tempo di ricerca e sviluppo!
- Ispirazione principale: per gestire una parte complessa di flessione in metallo, non è sufficiente avere un topMACCHINA DI PILEDE CNC. Il vero valore risiede nell'esperienza pratica dei nostri ingegneri che possono prevedere in anticipo i rischi, ottimizzare la progettazione del prodotto e pianificare processi perfetti. L'attrezzatura è morta, l'esperienza è viva!
"Questo caso illustra pienamente che per l'elaborazione della lamiera di precisione, in particolare le parti di flessione complesse, l'analisi ingegneristica approfondita e la pianificazione dei processi nella fase iniziale sono cruciali. In JS, non abbiamo solo attrezzature avanzate, ma anche un team esperto di ingegneri che si concentrano sull'aiutarti a trasformare il tuo design in prodotti che possono essere fabbricati in modo efficiente."
FAQ - Tutti i problemi di flessione di cui ti interessa
Qual è il metodo di flessione della lamiera più comunemente usata? Perché?
Per quanto riguarda il metodo di flessione più comunemente usato,La risposta è chiara: flessione dell'aria.
Perché è il più popolare?
- La chiave è due parole: flessibilità! Una serie di davi più bassi a forma di V standard con un pugno adatto può essere piegato in una varietà di angoli diversi controllando con precisione la profondità della pressione verso il basso del pugno. Ciò significa che il numero di volte in cui il dado deve essere modificato durante la produzione è notevolmente ridotto e l'efficienza è naturalmente migliorata.
- È particolarmente adatto per scenari di produzione con una grande varietà di prodotti e un piccolo volume a batch singolo, che risparmia tempo e controlla i costi. Nei progetti di flessione dei metalli con cui entriamo in contatto su base giornaliera, si stima in modo conservativo che oltre il 90% del lavoro sarà la prima scelta per la flessione dell'aria.
Cos'è "Springback"? Come risolverlo?
Springback è un problema chiave che non può essere evitato. Si riferisce al fenomeno naturale che il foglio di metallo rimbalza un po 'dopo la rimozione della pressione di flessione. Puoi immaginare di piegare un sovrano in acciaio e rimuoverà sempre una parte quando lasci andare.
Come risolverlo?
- L'idea di base sta prendendo troppo il risarcimento.In poche parole, è per piegare deliberatamente l'angolo un po 'più piccolo del valore target (ad esempio, se deve essere di 90 gradi, può effettivamente essere premuto a 88 gradi), lasciando spazio per il rimbalzo in modo che possa rimbalzare nell'angolo di cui abbiamo bisogno.
- Ma questo importo di compensazione non è indovinato, deve essere calcolato dalla formula empirica o perfezionata cercando di piegarlo più volte. Nel nostro seminario, i maestri esperti possono controllare il rimbalzo in modo molto accurato con la funzione di compensazione della macchina.
Qual è la considerazione più importante nella progettazione di parti di piegatura?
Come ingegnere di piegatura di prima linea di JS Company,Questi tre fattori sono i più critici per noiDurante la progettazione di parti di piegatura in lamiera:
- Raggio di flessione minimo: questa è la linea di fondo! Il raggio interno della curva non deve essere inferiore al limite che il materiale può sopportare, altrimenti si romperà quando è piegato. Di solito, il raggio minimo deve essere almeno uguale allo spessore del materiale (1T) e il punto sicuro è 1,5 t o 2t, a seconda della durezza del materiale.
- Altezza della flangia minima: è l'altezza del "bordo" che è piegato. Se è troppo corto, lo stampo non può essere bloccato o premuto costantemente e le dimensioni della parte piegata sono inaccurate o addirittura scivolano. Nell'esperienza, l'altezza di questo bordo deve essere almeno 4 volte lo spessore del materiale (4T) per essere affidabile.
- Distanza di sicurezza tra fori e slot e la linea di flessione: se il foro o lo slot è troppo vicino alla linea per essere piegati, è facile deformare o appiattire il foro quando è piegato. Una distanza di sicurezza sufficiente deve essere riservata durante la progettazione. Questa distanza è anche correlata allo spessore del materiale e al diametro del foro e deve essere calcolata o referenziata dagli standard.
Il controllo di questi tre punti può evitare la maggior parte dei problemi di produzione e il rischio di demolirsi in anticipo.
Riepilogo
La flessione dei metalli non è una semplice "curva", è una tecnologia che integra la scienza dei materiali, il calcolo meccanico e la tecnologia di precisione. Dietro ogni piega precisa c'è il rigoroso controllo dei dettagli e l'esperienza accumulata da innumerevoli pratiche. Sia che il tuo progetto sia un robusto mobile industriale o un delicato alloggiamento elettronico delle apparecchiature, la sua qualità e affidabilità non possono essere separate dal supporto diTecnologia di flessione metallica precisa.
In JS offriamo molto di più dei prezzi competitivi:
Dall'analisi della fattibilità del design (DFM) per aiutarti a evitare i rischi, ai calcoli precisi e alla pianificazione del processo per garantire dimensioni perfette, alla consegna finale di alta qualità.
Agisci ora!
Carica il tuo file CAD(Supporta Step, Iges, SolidWorks e altri formati) e lascia che il team professionistico di JS lo valuti per te!

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
Risorsa

