

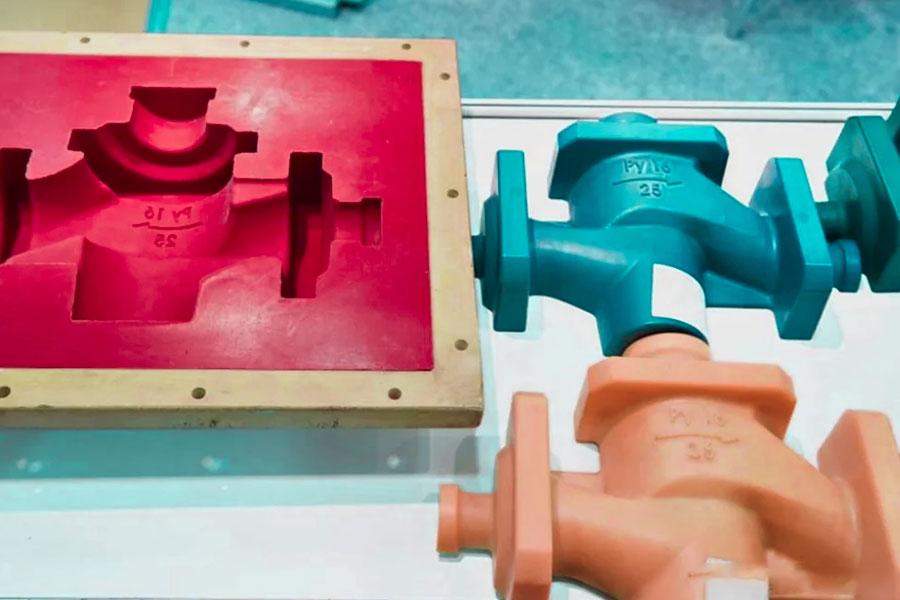
Gli stampi per iniezione di plastica sono stampi in metallo essenzialmente altamente precisi.La loro funzione principale è quella di riempire rapidamente la plastica fusa in una cavità specifica all'interno dello stampo sotto la forte pressione applicata dalla macchina per lo stampaggio a iniezione in plastica. Dopo che la plastica si raffredda e si solidifica nella cavità, è possibile ottenere una parte di plastica con una forma, dimensione e effetto superficiale che soddisfa i requisiti di progettazione.
La chiave è che una volta realizzato lo stampo, può essere utilizzato ripetutamente per produrre migliaia di parti identiche, che si tratti di una piccola produzione di sperimentazione batch o di una produzione di massa su larga scala, può facilmente far fronte e adattarsi perfettamente a varie esigenze di produzione.
Ora ti porteremo a comprendere i tipi di stampi per iniezione di plastica, considerazioni di progettazione di stampi e tipici scenari di applicazione.
Cos'è uno stampo per iniezione di plastica?
Gli stampi per iniezione di plastica sono essenzialmente il partner di precisione in acciaio della macchina per stampaggio iniezione,che è appositamente utilizzato per modellare la plastica fusa nei prodotti di plastica specifici che desideriamo. La sua costruzione principale consiste in due metà: una rigida fissata e l'altra metà aperta e chiusa in uno stato flessibile. Mentre queste due metà sono montate insieme, si forma una cavità media chiusa. La forma e i dettagli di questa cavità determinano direttamente come appare la parte di plastica finale e se è buona o no.
Quindi vedi, se si desidera produrre parti di plastica con forme uniche o requisiti di precisione, devi quasi progettare e produrre una serie di stampi personalizzati di iniezione di plastica. Questo è esattamente ciò in cui JS è bravo!Siamo profondamente coinvolti in questo campo da più di 20 annie hanno accumulato processi ed esperienza molto maturi. Possiamo aiutarti a creare stampi personalizzati bene e finemente e garantire che le parti di plastica prodotte soddisfino completamente le tue esigenze.

Come realizzare stampi per iniezione di plastica?
1. Analisi e design della domanda
I nostri ingegneriUtilizzare software professionale (come CAD/CAE) per fare riferimento ai requisiti delle parti di plastica per la progettazione 3D. È necessario pianificare scientificamente la cavità di stampaggio all'interno dello stampo, il canale in cui la plastica fusa si trasferisce, la tubazione per la circolazione del refrigerante e il meccanismo per espulsione del prodotto finito. Il nostro team può fornire un design più prevedibile ed efficiente in questa fase.
2. Selezione e preparazione del materiale
Seleziona acciaio stampo appropriatoa seconda SUle caratteristiche della plasticacomponenti.La durezza, la resistenza all'usura e la resistenza alla corrosione dell'acciaio devono soddisfare i requisiti di utilizzo per garantire la vita dello stampo.
Taglia e macina l'acciaio a stampo selezionatoin una forma approssimativa in base alla dimensione del design per prepararsi alla successiva elaborazione di precisione.
3. Elaborazione di precisione
CNC Machining (CNC):
Questo è ciò che tutti capiscono di solito come la lavorazione. Nei primi anni, è stato fatto dal vecchio maestro che gestisce manualmente il tornio, la macchina per la fresatura e la macchina da perforazione. Ora che la tecnologia è avanzata, il mainstream è quelloUsa le macchine utensili CNCPer completare la maggior parte dell'elaborazione. I computer controllano il movimento e il funzionamento di queste macchine utensili e possono creare stampi con forme più complesse e una maggiore precisione.
L'ingegnere utilizza innanzitutto il software di progettazione (CAD) sul computer perDisegna il disegno 3D dello stampo, quindi un altro software di produzione (CAM) mapperà le procedure di elaborazione dettagliate della macchina utensile in base a questo disegno. Quindi convertire questi passaggi in comandi che la macchina utensile può capire. La macchina utensile inizia automaticamente la fresatura o il taglio dell'acciaio in base alle istruzioni e elabora lo stampo un po 'a poco.
Questo processo è particolarmente comune ed efficace per la creazione di stampi che non sono materiali molto impegnativi o relativamente morbidi come stampi per iniezione di plastica in alluminio.
Macchinatura a elettrodicharge (EDM):
Questo metodo di lavorazione è ampiamente utilizzato nel settore degli stampi. Il suo segreto è utilizzare un elettrodo pre-fatto (di solito grafite o rame) per replicare la forma richiesta dallo stampo.
(1) Processo di elaborazione:
- Bracciamento e posizionamento: l'elettrodo è montato sul mandrino della macchina EDM e il pezzo (acciaio stampo) è fissato in un serbatoio di lavoro contenente un mezzo isolante (di solito cherosene).
- Impostazione del gap: posizionare l'elettrodo in modo che si tratti solo sull'area del pezzo da lavorare.
- Incisione di scarico: mantenere un divario molto piccolo (di solito da pochi micron a centinaia di micron) tra l'elettrodo e il pezzo. Il sistema di alimentazione della macchina utensile applica una tensione dell'impulso nello spazio, rompendo il mezzo isolante per produrre scintille elettriche ad alta energia.
- Rimozione del materiale: la macchina utensile rilascia elettricità ad alta tensione, che produce scintille nel piccolo divario tra l'elettrodo e l'acciaio. Queste scintille sono estremamente ricche di energia, quindi possono erodere accuratamente il punto metallico per punto.
(2) I vantaggi di questo metodo sono:
- Può creare forme complesse: ha una velocità di elaborazione relativamente lenta, ma può elaborare alcuni angoli morti, scanalature profonde e contorni fini cheCutter di fresature CNCnon può raggiungere o è difficile da elaborare. Ad esempio, se ci sono testo o schemi molto piccoli sul prodotto, il CNC può essere difficile da elaborare, ma EDM può farlo.
- Non ha paura dei materiali duri: l'acciaio utilizzato per gli stampi è generalmente indurito per essere più resistente. Ma l'acciaio indurito è troppo difficile e gli strumenti ordinari sono difficili da elaborare.EDMha NO preoccupazione per questi fattori. Essomulini SUUNseparare macchiaresulla superficie dell'acciaiousando alta tensioneelettricoSparks, così lo èBENE adattoPer materiali molto duri.
- Buona qualità della superficie: la superficie elaborata da EDM a volte produce una trama particolarmente delicata. Quando JS elabora lo stampo della griglia dell'altoparlante, lo farà direttamenteUsa questa trama EDM come effetto superficiale del prodotto finale, e persino il processo di lucidatura e macellazione è omesso.
4. Assemblea, debug e stampo di prova
Installare lo stampo installato sulla macchina da stampaggio iniezione per la prima produzione di prova (stampo di prova T1).
Controllare i campioni prodotti dallo stampo di prova: precisione dimensionale, qualità dell'aspetto, sia che ci siano difetti come materiali mancanti, flash, deformazione, ecc.
Secondo i risultati dello stampo di prova, è di solito necessario apportare correzioni e ottimizzazioni necessarie allo stampo e possono essere richiesti più round di stampi (T2, T3, ecc.) Fino a quando il campione non soddisfa completamente tutti i requisiti.
5. Consegna finale e produzione di massa
Lo stampo ècompletare Solo dopo lo stampo di provaopera con successoe il campionehaqualificato.Lo stampo saràpulito e antiruggineFinalmente in questa fase.
Quindi può essere consegnato al cliente e installato sulla macchina da stampaggio iniezione per la produzione e le parti di plastica di cui hai bisogno possono essere prodotte in grandi quantità e stabilmente.UNben progettato costume Iniezione di plasticastampipuò essere usato centinaia di migliaia o addiritturamilione volte.
Quali sono le caratteristiche principali degli stampi per iniezione?
1. Complessità e flessibilità del design
La struttura dello stampo può essere altamente personalizzata in base alla forma del prodotto. Combinando meccanismi complessi come moduli, cursori, top inclinati e cilindri, parti di plastica con caratteristiche geometriche complesse come convesse e convesse, fili e fori.
La raffinatezza del design dello stampo determina direttamente la fattibilità della forma del prodotto. Soprattutto quandoProgettazione e produzione di stampi a iniezione di plastica morbida,speciale Attenzione dovere Essere pagato alla morbidezza del materiale utilizzato e all'effetto di pressione della sua differenza di fluidità sulmuffastruttura interna.
2. Requisiti di precisione elevati
Per parti stampate ad iniezione ad alta richiesta, dimensioni accurate, superficie liscia e uso di stampi di lunga durata sono tutti molto importanti.
Di seguito sono riportate le differenze di precisione e requisiti di finitura tra parti di plastica ordinarie e parti di stampo corrispondenti:
| Progetto di richiesta | Requisiti per le normali parti di plastica | Requisiti per le parti dello stampo | Stampo a disco ottico laser |
| Livello di precisione dimensionale | It6-7 livello (abbastanza preciso). | Livello IT5-6 (più preciso). | Estremamente alto (livello IT5 di gran lunga superato). |
| Soldenza superficiale (RA) | 0,2-0,1 micron (molto lisci). | <0,1 micron (molto liscio). | Superficie dello stampo <0,01 micron. |
Per migliorare l'efficienza e ridurre i costi, gli stampi devono durare a lungo. Nell'attuale settore, i migliori stampi per iniezioni di solito devono essere in grado di resistere a oltre 1 milione di produzioni. Per essere così resistente, la struttura dello stampo stesso deve essere abbastanza forte. Stampi di precisione di solito:
- Usa un telaio di stampo particolarmente forte.
- Assistire il modello (la piastra di supporto principale dello stampo).
- Aggiungi colonne di supporto o usa i perni di localizzazione affusolati per impedire allo stampo di deformarsi e piegarsi sotto l'enorme pressione di iniezione. Questa pressione a volte può arrivare fino a 100 MPa, che equivale a più di 1 tonnellata di forza per centimetro quadrato!
Il meccanismo di espulsione che consente parti di plasticaAnche essere espulsi dallo stampo è molto importante. Se non viene eseguito correttamente, il prodotto verrà deformato o di dimensioni imprecise. Pertanto, la posizione dell'espulsore deve essere selezionata per garantire che tutte le parti del prodotto possano essere uniformemente e fluida senza rimanere bloccate o essere eliminate.
3. La chiave per un'elevata efficienza di produzione
Una volta che lo stampo viene eseguito il debug e messo in produzione, il suo ciclo (dalla chiusura della muffa, l'iniezione, il raffreddamento a apertura e l'espulsione) è molto veloce. Questa funzione faIl processo di stampaggio di iniezione è estremamente efficiente nella produzione su larga scala.
4. La manutenzione è essenziale
Durante l'uso a lungo termine, gli stampi avranno inevitabilmente problemi come graffi e bara a causa di usura, corrosione e affaticamento. Pertanto, è necessario formulare un piano di manutenzione periodico, tra cui la pulizia, la lubrificazione, l'ispezione di varie parti in movimento (come perni di espulsione, cursori) e riparazione di parti usurate.La manutenzione puòestendere ilmuffavitaconsiderevolmente e garantire la qualità del prodotto e la continuità di produzione.
Quali sono i principali tipi di stampi per iniezione?
1. Stampo per bordi del gate
Quando viene aperto lo stampo di iniezione, la parte finita viene generalmente espulsa con il corridore eGate si è consolidato sulla linea di demarcazione(chiamata anche la linea di separazione). Il più grande vantaggio è che la struttura è semplice, è economica da realizzare ed è veloce da elaborare. Per questo motivo, la tecnologia del cancello laterale, che è conveniente e conveniente da usare, è molto comune in molte fabbriche che eseguono la modanatura a iniezione.
2. Stampo a cavità singola e stampo multi-cavità
- Gate caldo a punto singolo: è uncaldougello che inietta direttamente la plastica fusa nella cavità dello stampo.Essoè particolarmente adatto perstampi 'disegni solo conUN separarepunto di iniezione eUN separarecavità.
- Stampo multi-cavità:Uno stampo con più cavità di stampaggio contemporaneamente, che può produrre in serie multipli prodotti identici in uno stampaggio a iniezione.
| Tipo di muffa | Una produzione di produzione | Costo unitario | Adatto alla scena |
| Stampo a cavità singola | 1 componente | Relativamente alto | Piccolo lotto (da diverse centinaia a mille) |
| Muffa di famiglia | 2 o più componenti | Relativamente basso | produzione di massa |
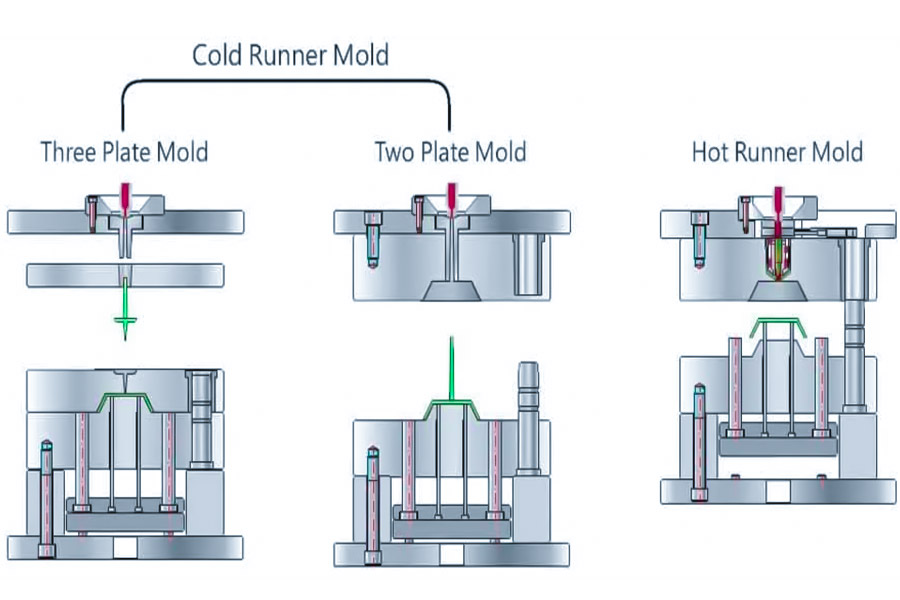
3. Hot Runner System
Questo tipo di stampo include generalmente diverse parti chiave: un ugello che può essere riscaldato, una piastra per corridore a caldo che riscalda e trasporta centralmente la plastica su tutti gli ugelli e una scatola elettrica che controlla la temperatura. Ci sono due forme comuni:
- Porta calda a punto singolo: è un ugello riscaldato che inietta direttamente la plastica fusa nella cavità dello stampo. Ciò è particolarmente adatto per i design dello stampo con un solo punto di iniezione e una cavità.
- Verrà utilizzata una piastra calda multi-punto: verrà utilizzata una piastra per corridore caldo con diversi ugelli riscaldati collegati ad esso.La plastica scorre su ciascun ugello attraverso la piastra del corridore caldoe poi lo inietta in ciascuna cavità separatamente. Pertanto, questo metodo può essere utilizzato per stampi multi-cavità e per l'alimentazione multipunta di una parte complessa a cavità singola.
Il metodo di lavoro del sistema Hot Runner è in qualche modo simile al Gate Point. La differenza centrale è che il canale della plastica fusa è avvolto nella piastra del corridore riscaldato e l'ugello riscaldato per l'isolamento e non si raffredderà e si indurirà all'interno. In questo modo, solo la parte finita viene demussata quando lo stampo viene aperto e non c'è affatto materiale freddo da ripulire. Poiché il materiale nel corridore è sempre caldo e fluido, è direttamente collegato al prodotto e non deve essere rimosso. Pertanto, questo sistema è spesso chiamato sistema di gate senza rifiuti.
Il suo vantaggio più evidente è che salva materie prime in plastica!È particolarmente adatto per prodotti che hanno requisiti di precisione elevatio le stesse materie prime in plastica sono molto costose o le parti sono difficili da progettare ed elaborazioni, con conseguenti costi di stampaggio complessivi di iniezione. Alcuni stampi a iniezione di plastica morbida che richiedono un trattamento speciale spesso beneficiano del controllo stabile e preciso dell'iniezione del sistema di corridori caldi.
Nel design dello stampo, quali aspetti devono essere considerati?
1. La forma della parte stessa
La complessità e la forma geometrica specifica del prodotto determinano direttamente la struttura dello stampo richiesta. Le strutture complesse sono generalmente più adatte per stampi multi-pezzi come mezzo stampi, che sono convenienti per lo stampaggio combinato di parti.
Allo stesso tempo, le caratteristiche complesse delle parti influenzeranno anche la selezione delle porte e il layout del design dello scarico, in modo da garantire che la plastica scorre agevolmente nello stampo e possa essere raffreddata uniformemente.I requisiti di precisione dello stampo sono estremamente alti, e deve essere assicurato che sia realizzato correttamente prima della produzione.
2. Proprietà del materiale
Le proprietà del materiale di stampaggio ad iniezione selezionato sono le basi chiave per la progettazione. La selezione dei materiali determina direttamente: i criteri di selezione dell'acciaio da stampo, la disposizione dei canali dell'acqua di raffreddamento, le idee di progettazione del sistema di espulsione e le impostazioni specifiche dei parametri di processo di stampaggio successivi.
3. Sistema di eiezione affidabile ed efficiente
Dopo che le parti di plastica sono state raffreddate e modellate nello stampo, devono essere espulse dallo stampo attraverso strutture come espulsori, piastre di spinta o maniche. Il focus di progettazione del sistema di espulsione è determinare la posizione di eiezione ragionevole, calcolare accuratamente la forza di espulsione richiesta, garantire l'equilibrio e la stabilità del processo di espulsione eimpedire alle parti di plastica di deformarsi durante l'espulsione.
4. Considerando sia il costo di produzione che la fattibilità
Il piano di progettazione deve essere fattibile e deve considerare pienamente le capacità di elaborazione della fabbrica (come l'elaborazione CNC, EDM, lucidatura superficiale) e il controllo dei costi. Il costo è il grosso problema! Non renderlo troppo complicato se riesci a risolvere il problema con una struttura semplice.
Per progetti a basso volume sensibili o specifici, è anche una scelta pratica trovare una buona qualità da stampi per iniezione di plastica usati sulla premessa di soddisfare i requisiti. È anche importante trovare stampi per iniezione di plastica usati affidabili per il canale di vendita in vendita.
In che modo JS risolve le difficoltà degli stampi per iniezione?
1. Problemi strutturali complessi
Quando si incontrano prodotti con sottosquadri, sottosquadri e altri luoghi difficili da eliminare,JS è bravo a progettare cursori sofisticati e affidabilie meccanismi di espulsore inclinati per consentire a queste parti mobili di funzionare senza intoppi durante l'apertura e l'espulsione della muffa, garantendo che anche prodotti complessi possano essere demuscati senza intoppi e il movimento dello stampo è stabile e resistente.
2. Soddisfare accuratamente i requisiti delle parti mediche
Per l'elevata pulizia, i requisiti ultra-precisione e zero difetti di parti di iniezione di plastica di parti mediche, JS si impegna per l'eccellenza nella selezione dei materiali, nella progettazione di scarico, nel controllo della tolleranza e nelle soluzioni di espulsione per garantire che le parti mediche prodotte siano di dimensioni accurate, perfette in superficie, sicure e affidabili.
3. Efficienza e stabilità della produzione
Se lo stampo è facile da usare dipende dal fatto che la produzione sia veloce e stabile. Prestiamo particolare attenzione all'ottimizzazione della progettazione dei canali dell'acqua di raffreddamento per consentire al calore di dissipare rapidamente e uniformemente, accorciando significativamente il ciclo di stampaggio. Allo stesso tempo, il preciso design dello scarico elimina i problemi dell'aria intrappolata e della combustione, garantendo che la produzione continua a lungo termine possa anche produrre stabilmente buoni prodotti e ridurre i rifiuti di inattività.
4. Costo e prestazioni
Di fronte alla pressione dei costi, forniamo una consulenza professionale: investi generosamente dove sono necessari i corridori caldi e sii padrone se la struttura dovrebbe essere semplificata. Siamo competenti nelle caratteristiche di vari materiali in acciaio, utilizziamo una buona vita e una lunga vita in parti chiave che indossano lo stress eSeleziona i materiali ragionevolmente per le parti secondarie, garantendo pur garantendo la durata dello stampo e controllando il costo complessivo.
Riepilogo
Gli stampi per iniezione in plastica sono strumenti chiave per la produzione su larga scala, ad alta efficienza e a basso costo di vari prodotti in plastica complessi nelle fabbriche oggi.le tecnologie della lavorazione, Conoscenza materiale, gestione della temperatura e come fluiscono le materie plastiche. Padroneggiare la conoscenza pertinente degli stampi per iniezione può fornire una base più solida per il processo decisionale e migliorare efficacemente l'efficienza del lavoro.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo.Serie JSNon vengono fatte dichiarazioni o garanzie di alcun tipo, espresso o implicito, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si dovrebbe dedurre che i parametri delle prestazioni, le tolleranze geometriche, le caratteristiche di progettazione specifiche, la qualità del materiale e il tipo o la lavorazione che il fornitore o il produttore di terze parti fornirà attraverso la rete Longsheng. Questa è la responsabilità dell'acquirenteChiedi un preventivo per le partiper determinare i requisiti specifici per queste parti.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza nel servizio di oltre 5.000 clienti, ci concentriamo sull'alta precisioneMACCHING CNC,Fabbricazione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia ed è certificato ISO 9001: 2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o personalizzazione di massa, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSSignifica scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
FAQ
1. Come funziona lo stampaggio iniezione?
Lo stampaggio a iniezione è il processo di iniezione di plastica fusa in uno stampo chiuso ad alta pressione, raffreddarla e solidificazione e quindi aprire lo stampo per espellere il prodotto. Il processo include: chiusura dello stampo → Iniezione → Holding Pressure → Cooling → Apertura dello stampo → Eiezione → Funzionamento del ciclo.
2. Di quali materiali sono fatti degli stampi per iniezione?
Gli stampi a iniezione sono generalmente realizzati in acciaio per utensili (come P20, H13) o carburo e la superficie può essere placcata cromata o nitrossa per migliorare la resistenza all'usura. Alcuni semplici stampi usano la lega di alluminio per ridurre i costi.
3. I muffe a iniezione possono avere più cavità?
Gli stampi a iniezione possono essere progettati con più cavità. Questa è una tecnologia chiave per migliorare l'efficienza della produzione. Attraverso un'iniezione, più parti identiche o diverse possono essere modellate contemporaneamente, riducendo notevolmente il costo per pezzo e il tempo di ciclo.
4. Per quanto tempo si può usare uno stampo per iniezione?
La vita di uno stampo per iniezione è generalmente da oltre 150.000 a 1 milione di volte, a seconda della qualità dell'acciaio, della frequenza di utilizzo, dello stato di manutenzione e dell'ambiente di produzione. Gli stampi in acciaio di alta qualità possono essere adeguatamente mantenuti per milioni di volte.
Risorsa
Costruzione di stampo per iniezione

