

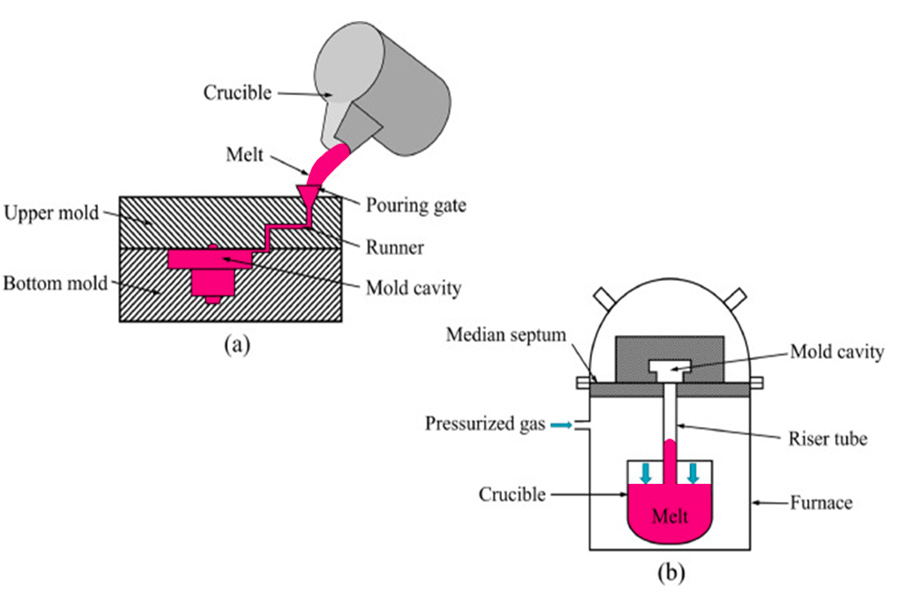
Perché perseguiamo la calma durante il casting? Immagina cosa succederebbe se il metallo liquido fosse versato approssimativamente in uno stampo complesso? Sorgeranno bolla, turbolenza e vari problemi, che sono problemi comuni per molte personeMetodo di casting vecchio stile(ad es. Casting a gravità).
Ma cambia idea: lascia che il liquido di metallo riempia lentamente ogni angolo dello stampo dal fondo come la molla. Questo è il fascino del casting a bassa pressione, che persegue l'arte di alta qualità.
Nel nostro seminario,Casting a bassa pressioneÈ un buon aiuto nella produzione di parti di precisione in alluminio. In breve, utilizza il controllo a bassa pressione per spingere stabilmente l'alluminio liquido (come le leghe di alluminio comune) nella cavità dello stampo, consentendole di riempire ogni dettaglio prima della solidificazione e della formazione. Questo delicato metodo di spinta può produrre strutture interne più strette, effetti di superficie più sottili e meno difetti rispetto alla fusione diretta.
Perché può essere prodotto stabilmenteParti complesse di alta qualità, è particolarmente adatto per prodotti ad alta domanda come le ruote automobilistiche. I dati del settore mostrano anche che il casting a bassa pressione e gravità rappresenta la maggior parte dei getti di alluminio globali (circa il 67%), mentre i campi automobilistici rappresentano oltre la metà della domanda. I veicoli elettrici stanno lavorando per perdere peso. L'assemblaggio di chassis Y di tipo Tesla utilizza questo processo, che è più leggero del 18%. La scelta del metodo giusto renderà il prodotto in modo diverso.
Riepilogo della risposta principale:
| caratteristica | Casting a bassa dieta (LPDC) | Casting per stampo ad alta pressione (HPDC) | Casting di gravità |
| Metodo di riempimento | Resistente alla gravità, al basso verso l'alto, al ripieno liscio. | Iniezione ad alta velocità e alta pressione per un riempimento rapido. | Affidati alla gravità per riempire dall'alto verso il basso. |
| pressione | Bassa pressione (0,02-0,15 MPa). | Pressione estremamente alta (30-200+MPa). | Solo la pressione statica del metallo liquido. |
| Qualità del casting | Tessuto estremamente alto e denso con pochi pori. | Molto bene, ma potrebbe avere tasche e pori d'aria. | Medio, con possibile restringimento e porosità. |
| Applicazioni tipiche | Ruote per auto, testate del motore e gusci complessi. | Parti prodotte in serie a parete sottili (come maniche per laptop). | Recinzioni più spesse, componenti semplici, come corpi valvole. |
Questa guida ti renderà il nucleo del casting a bassa pressione:
- Introdurremo chiaramente il processo di fusione completa a bassa pressione.
- Spiega come inietta il metallo attraverso la resistenza alla gravità per evitare il trascinamento dell'aria.
- Confronteremo quindi i vantaggi chiave e gli svantaggi della fusione a bassa pressione e del casting ad alta pressione per aiutarti a comprendere le rispettive soluzioni di applicazione.
- Infine, attraverso casi di produzione reali, spiegheremo perché la casting a bassa pressione è particolarmente adatta per i prodotti in lega di alluminio di fascia alta.
Perché credere a questa guida? Approfondimenti da JS Senior Actor Lab
In JS gestiamo le macchine a bassa pressione per tutto il giorno. Dopo molto tempo, abbiamo appreso che questa tecnologia non riguarda solo la pressione di un pulsante, ma anche la pressione di domare.
Diverse parti in lega di alluminio hanno spessori diversi e il ritmo di pressione dell'aria richiesto (curva di pressione) deve essere delicato come uno strumento sintonizzato. Quanto dura il riser e come fare un rivestimento per raffreddare meno acqua di alluminio? Questi dettagli sono la nostra esperienza di ripetute prove, errori e ottimizzazione. Per noi, il processo di fusione a bassa pressione non è una regola morta.Ma mestieri che possono essere regolati in modo flessibilePer garantire che i solidi vengano lanciati dall'interno.
In precedenza, le nocche orientate all'auto del cliente avevano componenti di sicurezza chiave, che si contraevano sempre nella posizione centrale e non potevano superare il test di fatica. Hanno scoperto che abbiamo risolto il problema. Abbiamo studiato i parametriTempo di fusione a bassa pressioneE regolalo immediatamente.
Indovina il risultato? Il problema è stato risolto e le parti hanno superato costantemente i test più rigorosi. Questo processo ci rende più convinti che la radice del casting perfetto risiede nel controllare questi dettagli del processo.
"Nel settore del casting, c'è un vecchio detto che penso che questo sia particolarmente ragionevole: il 90% della massa del casting dipende dal modo in cui il metallo fuso entra nella cavità."
Non è questo il riempimento regolare che stiamo perseguendo? Questa guida riassume l'esperienza chiave che il nostro team ha imparato nel corso degli anni e spera di aiutarti a andare più agevolmente sulla strada per il casting di alta qualità.
Principio principale: cos'è l'anti-revisione?
In breve, la fusione a bassa pressione è una tecnica di formazione metallica che abbandona il modo tradizionale di versare metallo fuso e invece usa l'idea di spingere, come spremere delicatamente il liquido per farlo scorrere verso l'alto. Questo è in realtàCasting anti-gravità a bassa pressione, utilizza una bassa pressione per ottenere il ripieno di metallo dal fondo invece di fare affidamento sulla gravità per cadere liberamente per completare il processo di riempimento. Ora, lascia che te lo spieghi chiaramente.
Cos'è il casting a bassa pressione?
La fusione a bassa pressione è un metodo che utilizziamoFornace di sigillatura per contenere il metallo fuso(ad esempio, lega di alluminio), quindi applicare una piccola pressione per consentire al metallo di correre liscio dalla base dello stampo invece di versarlo in cima. La fusione a bassa pressione evita gli schizzi e l'ossidazione dei metalli e può fornire parti più dense.Ci piace usarlo ampiamente sulle parti automatiche o di precisione di JSPerché funziona e non ci sono rischi.
Come funziona il casting anti-gravità (tre semplici passaggi):
- Fornace isolante sigillato: posizioniamo la lega di alluminio liquido fuso in un forno isolante completamente sigillato. La stufa non è aperta, sigillata e posizionata sotto lo stampo che useremo.
- Solviva speciale: nella parte inferiore di questo barattolo chiuso, un tubo (Tubi di supporto, di solito in ceramica o in metallo speciale) aumenta, che è resistente al calore. Assomiglia a una cannuccia super forte che si inserisce direttamente e con cura nella porta inferiore dello stampo sopra le nostre teste.
- Aria a bassa pressione: abbiamo iniziato lentamente a introdurre un po 'di aria compressa (a volte anche azoto, come l'azoto, per impedire l'ossidazione dell'alluminio) nel forno isolante sotto vuoto. Si noti che questa pressione è in realtà piccola, solo circa 0,07 MPa in più rispetto alla pressione dell'aria che di solito respiriamo, il che sembra gonfiare il palloncino per un po 'di pressione.
Come fare un riempimento pacifico?
Il segreto è rivelato! Introducendo aria nel forno sigillato, la pressione nel forno a causa dell'aria è solo leggermente superiore a quella esterna, il che si traduce in un gradiente di pressione positivo più piccolo (ΔP). Questa pressione d'aria aggiuntiva è solo leggermente imposta sulla superficie in lega di alluminio liquido all'interno del forno. Solo la pressione verso l'alto in metallo in alluminioVai in cima lungo la parte inferiore del riser. Fino a quando la cavità dello stampo è completamente riempita.
Quali sono i maggiori vantaggi di farlo?
- Evita i grandi problemi causati dal tradizionale "dumping elevato"! Il metallo fuso cade da un luogo alto e assorbe facilmente l'aria per formare bolle. Ancora più importante, l'alluminio liquido si ossiderà rapidamente e produrrà impurità all'esposizione all'aria.
- Tuttavia, i nostri getti a bassa pressione spingono costantemente dal fondo, con poca turbolenza e alluminio liquido ha pochi contatti con l'aria. QuestoRidurre pori e scorieInclusioni nei getti. Per noi, è fondamentale per noi fare parti che richiedono alta resistenza, foche alte e un aspetto perfetto.
Come ingegnere presso JS, è necessario applicare con successo la fusione a bassa pressione.Prenderò attenzione a due basi:Sigillatura del forno di fissaggio e del sistema di riser, nonché il controllo della grandezza e del ritmo della pressione dell'aria. Questo è il nucleo che garantisce che il liquido in alluminio liquido aumenti senza intoppi e si riempie perfettamente.
"Stacciamo JS perseguiamo standard di fabbrica ad alta densità e bassi difetti. Voglio vedere come il liquido in alluminio in alluminio liquido aumenta? Benvenuti a unire il nostro seminario in qualsiasi momento, o per favore fornitemi un manuale dei parametri di processo in modo da poter mettere insieme più getti perfetti!"
Passo per passo: il processo completo di lancio a bassa pressione
Oggi smantellerò un processo completoProduzione di getti in alluminio a bassa pressione. Il nostro processo di fusione a bassa pressione è effettuato da passaggi attentamente progettati per garantire che entri e riempia lo stampo in condizioni ottimali.
"Come ha sottolineato il professor Diver Apelian, esperto di attore di fama internazionale: la massa del cast è determinata nel momento in cui il metallo contatta lo stampo."
Il processo completo di casting a bassa pressione:
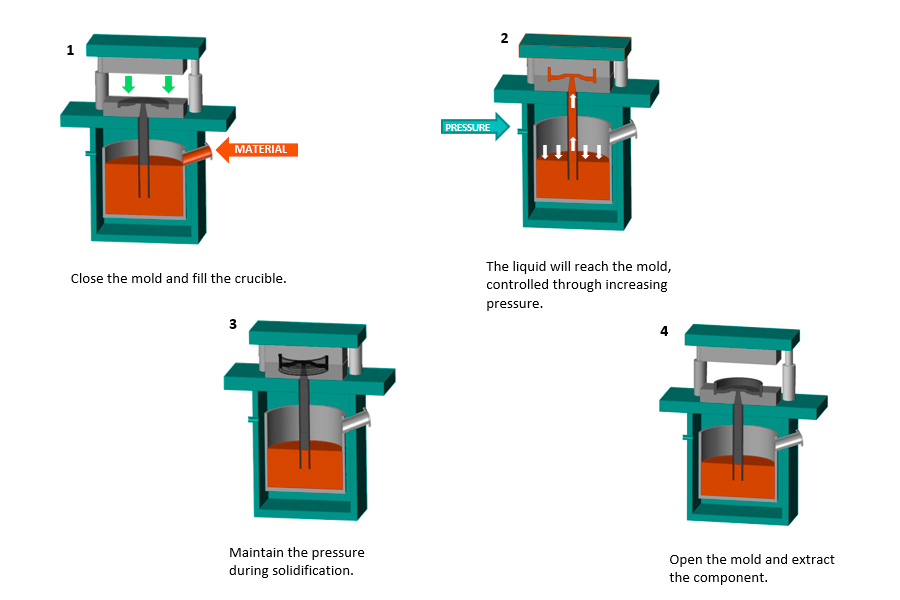
Passaggio 1: muffa e preparazione
Chiudiamo e chiudiamo la metà superiore del rivestimento preriscaldato e rilasciato da stampo dello stampo in acciaio.
Fase chiave: assicurarsi che la parte superiore del riser si estende dal forno isolante inferiore sia contrariaLa porta riservataNella parte inferiore dello stampo. L'accuratezza di questa connessione è direttamente correlata al fatto che il liquido in alluminio possa aumentare senza intoppi in futuro.
Passaggio 2: pressione e riempimento
Bloccare e chiudere il coperchio del forno isolante con lega di alluminio fuso e non è consentita perdite d'aria.
Il sistema di controllo inizia a funzionare: può essere riempito con gas a bassa pressione accuratamente e continua (di solito viene applicato l'aria secca o il gas inerte).
La pressione della fornace continua a salire. La pressione morbida ma continua mantiene il livello di livello di alluminio della fornace.
L'alluminio fuso può fluire solo dalla parte inferiore alla parte superiore attraverso l'unico montante in ogni angolo dello stampo. L'aria di stampo è sollevata dall'alluminio fuso e passataPassaggio di scarico riservato. L'intero processo riguarda la ricerca della "stabilità".
Passaggio 3: mantenere pressione e cura
Il liquido in alluminio occupa semplicemente lo stampo? Non preoccuparti, ora è il momento più critico! Ora, la pressione nel forno non dovrebbe essere rilasciata immediatamente, ma dovrebbe rimanere per un po '.
Perché questa è l'anima? Perché quando il liquido in alluminio cambia da liquido al solido, il volume si restringe! Se al momento non stai attento, è molto facile avere una cavità o una scioltezza nel casting.
La manutenzione della pressione èApplicare la pressione nel fornoContinuando a forzare un po 'di alluminio liquido dal montante per riempire lo spazio solidificato. Questo è il principale segreto per creare getti in alluminio a bassa pressione, generiamo densi internamente senza ridurre la cavità e il restringimento!
Passaggio 4: riduzione della pressione e apertura della muffa
Una volta che il corpo del cast (in particolare la connessione della porta) diventa solido, il sistema di controllo rilascerà automaticamente la pressione nel forno in modo sicuro.
Una volta rimossa la pressione, l'alluminio liquido che non è stato congelato nel riser tornerà automaticamente al forno isolante sottostante con un utilizzo ultra-alto!
Infine, lo stampo è aperto, le nostre braccia robot sono ordinatamente mosse per estrarre il cast di stampo e poiIl ciclo è completato.
Al centro del processo LPDC si trova nel controllo preciso: attraverso quattro fasi chiave di preparazione dello stampo, riempimento pressurizzato, indurimento per il mantenimento della pressione e aperture di stampo per la pressione, produciamo getti a bassa pressione di alta qualità con strutture dense.
Quando JS completa il progetto, l'azione prioritaria è quella di introdurre sistemi di monitoraggio intelligenti, distribuire sensori nei nodi critici per regolare la pressione e la temperatura in tempo reale e ottimizzare contemporaneamente il design dello stampo. L'obiettivo è aumentare il rendimento complessivo di oltre il 15%. Ciò migliora la nostra risposta alla domanda del mercato. "
Analisi pratica del caso: cerchi in lega di alluminio leggero e ad alta resistenza per veicoli elettrici di fascia alta
Consentitemi di condividere con voi un vero progetto che abbiamo fatto di recente e discutere su come utilizzare il casting a bassa pressione in lega di alluminio per aiutare i clienti a risolvere i problemi. Per le auto elettriche, la resistenza e il controllo sono al centro. Le ruote sembrano belle, ma in realtà influenzano il peso e la sicurezza senza riserve. Questa volta, la nostra società JS è la più qualificataTecnologia di fusione a bassa pressioneQuesto progetto è davvero utile.
Sfida del cliente: design complesso, standard rigorosi
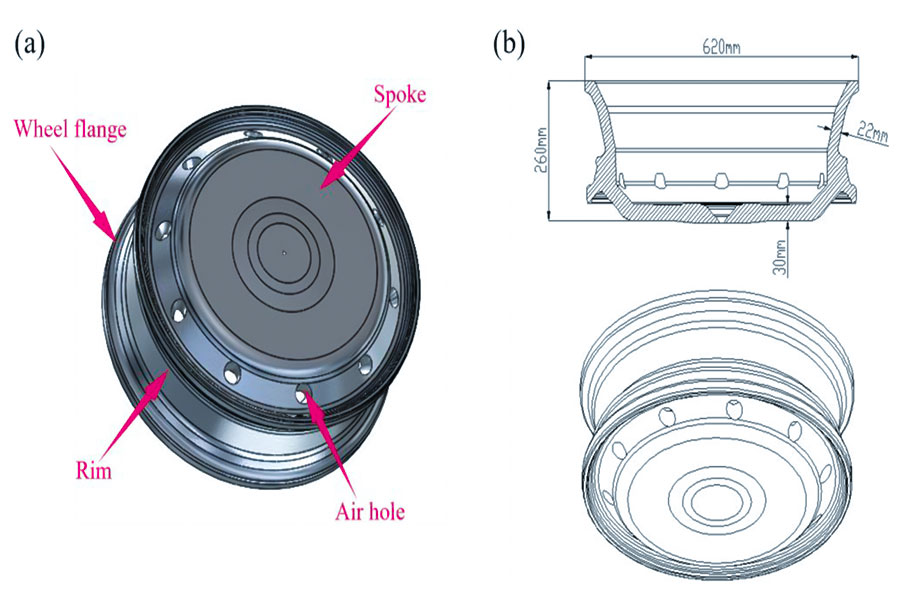
Uno nuovoAuto elettriche di fascia altaIl marchio ha sviluppato una ruota da 21 pollici con le seguenti caratteristiche:
- Design intricato: ha raggi a lungo e di forma unicamente.
- Requisiti di superficie elevati: deve ottenere un effetto di lucidatura dello specchio.
- Alto livello di sicurezza: deve superare i test di impatto e affaticamento più rigorosi.
I colli di bottiglia di produzione che incontrano:
- Casting per gravità inadeguato: la portata del liquido in alluminio è lenta e ha un basso momento, rendendo difficile riempire completamente gli angoli di raggi sottili. La parte spessa del bordo si raffredda lentamente, rendendo facile creare una cavità all'interno. Non abbastanza forte, non supererà il test eNon è riuscito a soddisfare la qualità della superficieRequisiti dello specchio.
- I getti di stampo ad alta pressione sono limitati: sebbene possa riempire dettagli complessi, il processo di riempimento ad alta velocità coinvolgerà gas e formaranno pori interni. Durante il trattamento termico, l'espansione dei pori può causare espansione della superficie. Questo difetto interno è una lesione fatale per i componenti di sicurezza e non può soddisfare i requisiti di forza e resistenza.
Soluzione di JS: casting a bassa pressione, vittoria stabile
Abbiamo analizzato attentamente i punti deboli dei nostri clienti eIl nucleo è due: l'aspetto deve essere impeccabile e la struttura interna deve essere affidabile al 100%.Questa è la forza del casting a bassa pressione.
I nostri passi:
- Riempimento regolare, riproduzione perfetta: la chiave è la stabilità. Lasciamo che la lega di alluminio fuso si solleva dal fondo dello stampo e riempiamo delicatamente ogni angolo come respirare. Quei raggi sottili complessi possono anche essere completamente riempiti!Superficie molto liscia, gettando una buona base per la lucidatura a specchio.
- Elimina la pressione continua nella cavità: il riempimento è solo l'inizio, la chiave è il processo di indurimento. Controlliamo con precisione la pressione e spingiamo continuamente più metallo liquido per integrarla mentre il liquido in alluminio si raffredda e si riduce. Soprattutto nelle spesse aree murate del bordo, ci assicuriamo che l'interno sia denso e senza restringimento, il che è un passo fondamentale per garantire la forza.
- Elevata purezza, prestazioni garantite: durante tutto il processo, il liquido in alluminio nei flussi di sistema chiuso, ha pochi contatti con l'aria, ha poche impurità di ossidazione e la fusione stessa è molto pura. Dopo il trattamento termico, la resistenza e la tenacità possono raggiungere il livello più alto. Abbiamo finalmente fornito di alta qualitàCasting a bassa pressione in lega di alluminio.
Risultati: clienti straordinari, superando gli standard
Dopo la consegna del campione, il feedback dei clienti ha superato le aspettative:
- Aspetto superiore: i dettagli del design sono completamente presentati, la superficie è molto alta e l'effetto lucido specchio è perfetto.
- Eccellenza interna: il rilevamento dei difetti a raggi X mostra che il tessuto interno è più denso di quanto si aspettassero e che i difetti non si trovano difficilmente.
- Dati come prova: i benefici reali
| indice | Risultato | Riferimento comparativo |
| Perdita di peso | È circa il 12% più leggero della ruota di fusione di gravità delle stesse dimensioni. | La gamma di perdita di peso media del settore è dell'8-15% (American Metal Society AMS). |
| Primo tasso di passaggio | > 98% | Il tasso di qualificazione medio del settore è dell'85% (Institute of Engineers VDI). |
| Test di fatica/impatto | Il 100% ha superato gli standard rigorosi. | Superare gli standard del settore (Japan Society of Materials Science JIS Standard). |
Sicurezza: l'affaticamento radiale più rigoroso, la fatica di flessione e i test di impatto sono passati costantemente e le prestazioni di sicurezza hanno raggiunto il 100% dello standard.
“Il casting a bassa pressione in lega di alluminio è la soluzione migliore quando l'aspetto finale, la più alta qualità interna e la sicurezza assoluta sono essenziali. Porta ad alta densità, elevata purezza e rendimenti elevati, mentre è difficile soddisfare altri processi. A JS, non siamo solo in JS, possiamo trovare tecnologie affidabili e standard rigorosi non solo nelle tue parti, ma anche nel tuo spirito.Squadra JSInsieme supereremo le difficoltà! "
FAQ - Rispondi a altre domande sul casting a bassa pressione
Domanda 1: quali sono le principali differenze tra getti a bassa pressione e getti di stampo ad alta pressione?
Casting ad alta dieta:
Si basa su un'enorme forza per iniettare rapidamente il metallo fuso nello stampo e iniettarlo nello stampo con una pressione rapida e potente. È adatto a forme a parete sottile, meno complesse e parti su larga scala come parti di guscio. Ma è di fretta, che può facilmente rotolare il gas nel metallo e creare pori.
Casting a bassa pressione:
È relativamente delicato e si basa su una piccola quantità di pressione dal serbatoio del carburante sotto lo stampo (sopra la pressione atmosferica) per spingere costantemente il metallo fuso verso l'alto, permettendogli di riempire lentamente la cavità dello stampo. In questo modo, le parti fabbricate sono più dense e hanno una qualità più elevata, particolarmente adatta a quelle con pareti più spesse, strutture complesse o requisiti di qualità interna elevati, come le ruote automobilistiche e le parti del cilindro del motore. Tuttavia, l'intero processo del ciclo è relativamente lento e l'efficienza non è alta come quella della fusione dello stampo ad alta pressione.
Domanda 2: quali sono i principali vantaggi e svantaggi delle getti a bassa tensione?
vantaggio:
- I getti a bassa pressione rendono parti più forti, più dense all'interno, con meno bolle e fori, garantendo così la forza generale e la vita di servizio.
- È in particolare risparmi sui materiali, con meno sprechi di acqua in alluminio e può essere utilizzato fino a oltre il 90%, il che è molto utile per il controllo dei costi. Questo processo è stabile e controllabile ed è particolarmente facile utilizzare una linea di produzione automatica. Nel processo di produzione su larga scala, qualità ed efficienza sono meglio gestite.
difetto:
- La sua velocità di produzione non è in effetti veloce come la fusione di stampo ad alta pressione.
- Inoltre, le sue attrezzature e i suoi stampi sono molto più complessi della fusione di gravità, quindi il costo iniziale di investimento sarà più elevato.
- Inoltre, di solito non lo usiamo per realizzare piccole parti con strutture particolarmente semplici perché non è conveniente.
Domanda 3: qual è il processo LPDC?
Lascia che ti dica brevemente cos'è LPDC, e questo è ciò che spesso chiamiamo casting a bassa pressione:
LPDC è un metodo di fusione che utilizza gas a bassa pressione per riempire il metallo fuso dalla parte inferiore alla parte superiore con lo stampo. Non è violento come l'alta pressione, quindi le parti fatte hanno una buona qualità interna e un elevato utilizzo del materiale. Questo è il nostro processo preferito per realizzare molti importanti getti in alluminio. Questo principio non è complicato, ma è molto intelligente e pratico.
Riepilogo
La fusione a bassa pressione non è in effetti una scelta comune per tutte le parti. Tuttavia, se stai cercando parti in lega di alluminio ad alta resistenza, alta affidabilità e aspetto eccellente,Questa è di solito una soluzione molto ideale. Rispetto alla fusione tradizionale, la fusione a bassa pressione può risolvere alcuni problemi intrinseci in modo più accurato e stabilmente, specialmente nella produzione di getti in lega di alluminio ad alte prestazioni.
Anche il tuo progetto è un mal di testa:
- Vuoi formare una struttura complessa?
- Vuoi che sia sia luminoso che forte?
- Stai ancora lavorando su quale processo è più adatto e più conveniente?
Lascia che ti aiutiamo a trovare la risposta:Come professionistaFabbriche di fusione a bassa pressione in alluminio, la squadra JS affronta queste sfide ogni giorno. Forniamo una valutazione del processo gratuito invece di indovinare quale processo è il migliore. Possiamo chiaramente rispondere:
- La tua parte è adatta per il casting a bassa pressione?
- Fornisce trasparente e dettagliatoMercato di fusione a bassa pressione in alluminio.
È facile agire: caricare ora i tuoi file di design!
Lascia che JS trasformi l'idea di parti complesse in lega di alluminio in realtà di alta qualità usando una tecnologia di fusione avanzata a bassa pressione.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
risorsa

