Les pièces usinées sont expédiées en 3 jours, commandez vos pièces en métal et en plastique aujourd'hui.WhatsAPP:+86 189 2585 8912Doris.wu@js-rapid.com
Secrets de l'industrie: 5 types de moulage par injection comparés
Écrit par
JS
Publié
Apr 21 2025
Moulage par injection
Suivez-nous
Dans le domaine du protection rapide, Le choix des matériaux détermine directement la limite des performances du produit et la femebibilibilité. Injection-molding, as a core technology, molding meaning not ne donne qu'une certaine forme aux matériaux par des moules, mais satisfait également les besoins des diverses industries grâce à l'adaptabilité des matériaux. sur l'autre, sashodel. des dispositifs médicaux et des joints à travers la flexibilité et la viande de dérahésion du caoutchouc de silicone liquide.
JS Injection Mending Technology et fournit des solutions de matériaux personnalisées pour différents besoins de l'industrie, à partir de Href = "https://jsrpm.com/plaslash-injection-mond"> High-preCision Design Plassion Design PRECISION INDIGNE-MALDS "> High-Precision Design Plassion Design Précision à l'injection de SILICE-MALDS"> HET-PROFICE HEPCISSE Design "La complexion de la complexité de la structure-V-79C893 =" "> Fonctionnaire de la complexion de Data-V-7B79C893 =" "> Fonctionnaire de la complexion de Data-V-7B79C893 =" "> Fonctionnement de la complexion de Data-V-7B79C893 =" "> Fonctionnement de la complexité Strotral-V-7B79C893 =" "> EFFECTAL DE L'APPLUCATION DU COMPLECTUREL ou test de fiabilité de la production à petite échelle, JS prend toujours la science des matériaux comme noyau et favorise le développement d'un prototypage rapide dans le sens d'une efficacité et d'une spécialisation élevées.
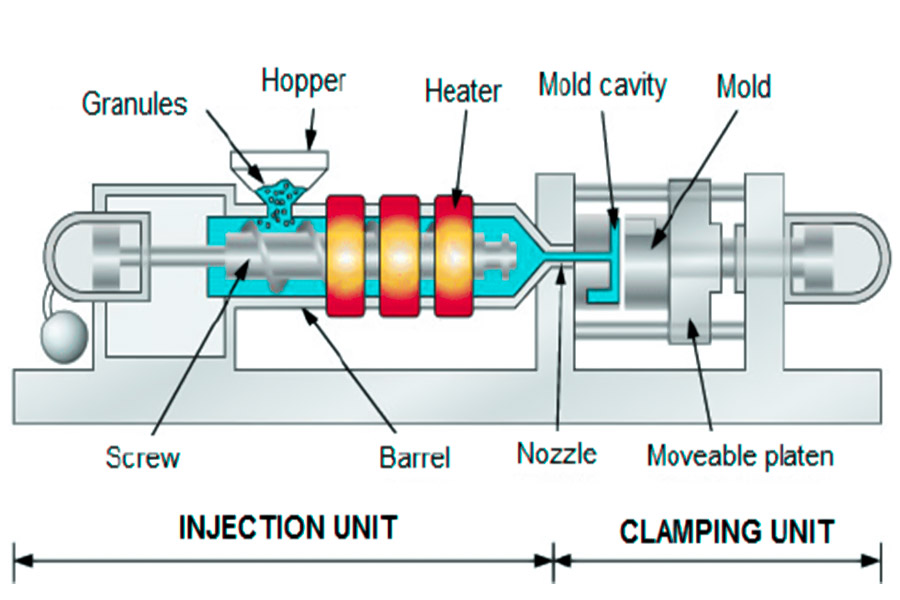
Les étapes clés de la moulage par injection incluent la fusion de matériaux, le moulage par injection à haute pression, le refroidissement et la curating de moisissure et le traitement post-séminant. Its technical advantage lies to adapt to high precision design and complex geometry structure, and to achieve functional integration through multi-cavity mold or plug-in moulage par injection. Comparée à des procédés de moulage par détérioration ou à des procédés de moulage, il peut répondre aux exigences de la diversification des matériaux et des procédés de moulage significatif fiabilité.
Quels sont les principaux types de moulage par injection?
1. moulage par injection thermoplastique
Les polymères thermoplastiques sont chauffés à un état fondu, injecté dans les produits finissements de la précision par injonction de moisissure et refroidis. ses contacts principaux sont des data-dath et recyclage et RECYCLING et RECYCLING et RECYCLING et RECYCLING ET RECYCLING ET RECYCLING et RECYCLING et RECYCLING et RECYCLING ET RECYCLING ET RECYCLING ET RECYCLING (RECYCLING ET RECYCLING et RECYCLINC fusion) et la capacité de fabriquer efficacement des structures géométriques complexes.
JS Company a sa capacité de contrôle de la tolérance de ± 0,005 mm et est capable de produire efficacement des structures automobiles complexes. La technologie de moulage rapide sont entièrement adaptées aux caractéristiques de fusion répétées des matériaux thermoplastiques, réduisant considérablement les coûts de production.
Les plastiques thermosurportés subissent des réactions chimiques irréversibles et se solidifient à haute température et pression. Le processus est utilisé dans un package de données d'électricole et un package de température et une hauteur de température et un package de température et une hauteur de température et un package de température et une hauteur de température» composants. Il s'appuie sur la conception des moisissures pour obtenir une résistance structurelle élevée et une résistance à la corrosion chimique par le moulage en plastique.
Le caoutchouc de silicone liquide est injecté dans des moules par l'injection de moulage puis moulé par une vulcanisation à basse température. TRACONTATIQUES DE BIOCOMPATION ET ANnti-Agging," et est largement utilisé dans les cathéters, les phoques et autres dispositifs médicaux. ITS COMPÉRESSION DE DONNORMATION-V-79C893 = ""> ITS COMPÉRESSION DES DONNORMATIONS ASSIMENTATIONS POUR UNE COMPÉRESSION DES DONNORMATIONS POUR UNE COMPRÉSTIQUE COMPRÉSENT Scénarios d'utilisation à long terme.
JS est devenu un fournisseur de base de Moulage LSR pour les cathéters médicaux et les scellés pour les enfants médicaux Multilinal ± 0,005 mm et un processus propre conforme aux normes FDA.
4. Overmolding
L'intégration multifonctionnelle est obtenue en superposant deux ou plusieurs matériaux (tels que la matrice en plastique dur + un revêtement adhésif doux) dans le même moule à plastique.
La ligne de production automatisée de JS est compatible avec un large éventail de matériaux et de la canette de canette. boucliers. 5. Moulage d'injection multi-composants
combinant des processus d'injection de moulage de deux ou plusieurs matériaux, tels que le plastique dur et le caoutchouc doux, pour une intégration fonctionnelle à travers plusieurs buses ou un moulage par injection empilé, Il est couramment utilisé dans les structures complexes de l'électronique grand public et des appareils portables intelligents.
Quelle est la différence entre le moulage par injection plastique et le moulage par injection de silicone?
Conditions et scénarios d'application:
Comparaison des dimensions
Moulage en plastique
moulage en silicone
Type de matériau
Thermoplastics (par exemple ABS, PE) ou plastiques thermodurcissants (par exemple en résine phénolique).
Le caoutchouc de silicone liquide (LSR) est solidifié par le processus de moulage en silicone en caoutchouc.
Température de processus
plastiques fondus à des températures élevées (150 ° C-300 ° C).
Vulcanisation à basses températures (60 ° C à 150 ° C).
exigences de moisissure
Le canal d'écoulement nécessite un système de système de refroidissement avec une résistance à haute température, une résistance à la pression et une précision.
Traitement anti-adhésion de surface (tel que le revêtement PTFE), canal d'écoulement large pour empêcher le blocage LSR.
champs d'application
Pièces automobiles, coque électronique, produits et autres produits rigides.
Scénarios de demande flexibles tels que les cathéters médicaux, les phoques, les appareils portables, etc. (selon la précision du moulage en silicium).
post-traitement
Retrait sans traitement.
La vulcanisation secondaire à basse température facultative est une option pour améliorer les performances.
coût et efficacité
faible coût, adapté à la production de masse.
Le prix de l'unité du matériau est élevé, mais une personnalisation de haute précision et de petit lot (par exemple, la tolérance à 0,005 mm) est prise en charge.
comment concevoir des moules structurels complexes?
1. Data-TranslateID = "E80F4610BA5B5C9FE108B92FF387E997" Data-Pos = "3" Data-Len = "37" DATA-V-7B79C893 = ""> COMPATION DU MATÉRIEL ET MOLLE
Sélection de l'acier de moule: Pour les zones à forte stress telles que les cavités profondes et les structures à parois minces, la résistance à l'usure et la résistance à la déformation pendant la moisissure d'indice
Façonner la conception de surface: Optimiser la ligne de séparation par la simulation Moldflow pour éviter l'injection de moulage inégale ou le remplissage de la mouche dû à des structures irrégulières telles que les inversions et les trous côté.
2. Data-TranslateID = "78556B6ED5A13268FB2AC70E665405F9" Data-Pos = "3" Data-Len = "30" DATA-V-7B79C893 = ""> Optimisation du système de déversement
Technologie des canaux de flux de chaleur: Adopter le système de canaux de flux de chaleur, réduire les déchets de la tête de matière froide, améliorer l'uniformité de la remplissage d'injection, en particulier pour un moule multi-cavity. conception .
Sélection de l'emplacement de la porte: Selon l'analyse de CAE, la porte est placée dans une zone à paroi épaisse pour éviter la rétention de gaz ou les marques de retrait dues à un flux de fusion inégé pendant l'injection de moulage.
Clider et liaison du toit biseauté: Pour les cavités profondes ou les irrégularités internes, le curseur en couches et les combinaisons de toit biseauté sont conçues pour s'assurer Data-TranslateID = "BDBAB2FE6B754498B8DBA98B05147F50" Data-Pos = "0" Data-Len = "241" DATA-V-7B79C893 = ""> Moulage .
Dans l'équilibre de l'éjection de la moisissure: La simulation CAE vérifie la position d'éjection et la distribution de pression pour empêcher les pièces plastiques de se fissurer en raison de la concentration de contrainte (de grandes pièces complexes telles que les appariements en voiture).
4. Data-TranslateID = "428F7145D4C10160E68F6F5A496525EF" DATA-POS = "3" Data-Len = "40" DATA-V-7B79C893 = ""> Ajustement dynamique des paramètres de processus
Contrôle de zonage de la température du moule: En concevant un circuit d'eau de refroidissement conforme, la température locale de la matrice peut être ajustée pour répondre aux exigences d'écoulement des matériaux de différentes zones d'injection de moulage.
5. Data-TranslateID = "3D94BA477702356D760DBD2762F8B126" DATA-POS = "3" Data-Len = "42" DATA-V-7B79C893 = ""> Simation et une vaillance rapide
Moldflow Simulation: Prédire des défauts tels que les lignes de soudure et le rétrécissement, l'optimisation de la position de la porte et de la conception du système d'échappement, REDUCK coût.
3D L'impression des moules conformes: Les prototypes de moules de canal d'eau de refroidissement conformes sont produits rapidement, la fête des processus d'injection est vérifiée, et les cycles de développement sont raccourcis.
Quel équipement est requis pour la moulure d'injection de micro-pièces?
Selon la technologie de fabrication de précision de JS Company et les exigences de moulage par injection de microcomposants, les équipements et les technologies clés requis sont les suivants:
1.I Machine de moulage Nject
Machine de moulure d'injection électrique à haute précision (force de verrouillage ≤ 10 tonnes).
Unité de moulure d'injection multi-composants (prise en charge de moulage d'insertion ou moulage de co-injection).
Module de contrôle d'injection (précision de mesure ± 0,01 g).
Technologie JS: ± 0,005 mm Précision d'usinage, adaptée à la production de micro-pièces complexes.
2. Système de développement de moisissures de précision
EDM Micro Dague Machining Equipment (Résolution de l'électrode 0,002 mm).
Mirror polishing process (Ra ≤0.05μm).
Thermal flow channel temperature control system (±1℃ temperature stability).
Nanocomposite agitation system (dispersion uniformity ≥95%).
Medical-grade clean injection molding chamber (ISO 7 environmental control).
JS technology: More than 50 years experience in material processing, medical/electronics field.
JS company combines micro-injection molding machines, wire cutting equipment and Moldex3D simulation system to form a full-chain technology loop from molding design to precision plastic molding. Typical manufacturing case of micro parts: precision gear injection yield of 0.5mm diameter was 99.2% and dimension tolerance was controlled to ±0.003mm, demonstrating the progressiveness of the equipment system.
How to achieve the combination of multiple material injection molding?
1.Material selection and compatibility treatment
Material performance match: Choose materials with similar thermal expansion coefficients and shrinkage (e.g. hard ABS and flexible TPU) to avoid interface cracking caused by temperature change.
Two-color/multi-cavity molds: Using rotary molds, slide mold or laminated mold structure to achieve precision injection molding of different materials in different regions. Two-color molds, for example, switch the gate on and off by rotating it 180 degrees and injecting two types of melt.
Optimization of gate and flow path: Design of an independent gate system to prevent material mixing and contamination while ensuring melt flow balance (e.g. use of hot flow path technology to reduce waste of cold heads).
3.Injection molding process parameter control
Multi component injection molding machine: Independent injection units equipment, control temperature, pressure and injection speed respectively. For example, a hard material is first injected as a skeleton, then filled with soft glue to form a buffer.
Time-temperature coordination: Precise control of injection and retention times of different materials to ensure adequate interface fusion.
4.Interface integration technology
Mechanical interlock design: Design of a concave or inverted structure in a die to improve bonding strength through physical interlocking.
Chemical Adhesives Precoating: Special adhesives are sprayed on the surface and cured by injection molding with high temperature activation to achieve molecular level bonding (suitable for dissimilar materials).
5.Quality inspection and reprocessing
Online monitoring system: Use visual inspection or ultrasonic scanning to verify the integrity of the interface and eliminate product layers or defects.
Annealing and surface treatment: Removal of internal stress through heat treatment and optimization of appearance and durability (e.g. surface coating of waterproof seals) using processes such as spraying and plating.
What are the common difficulties in injection molding?
In the process of injection molding, due to the influence of material properties, process parameters and equipment accuracy, the following technical problems are often encountered:
1.Material shrinkage control
Difficult point: Different plastics have different shrinkage rate in the cooling process, it is easy to lead to size deviation.
Difficulty: Uneven cooling or residual stress causes parts to deform.
JS solution: Adopt advanced cooling system and process simulation technology to balance temperature field distribution and reduce internal stress.
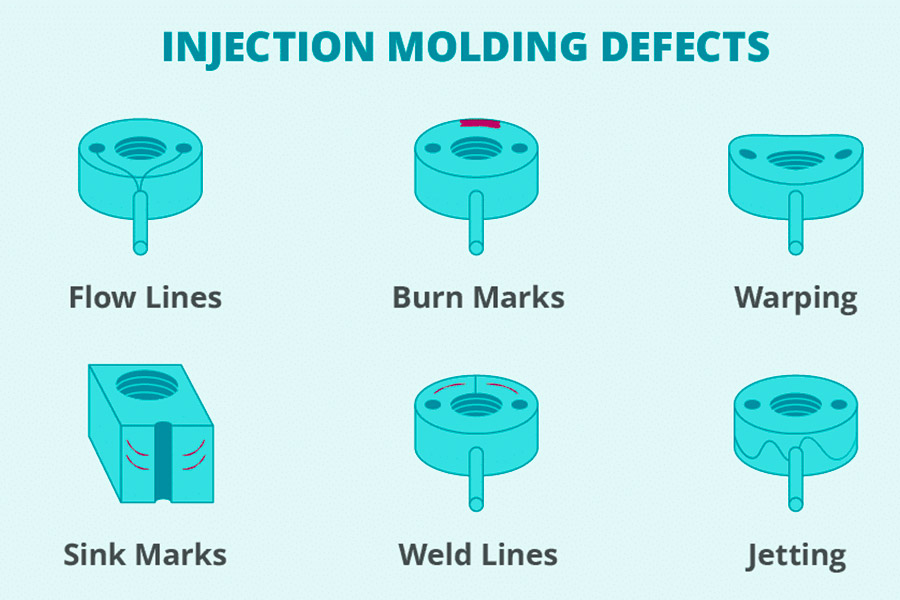
3.quality defects
Difficulties: Welding marks, shrinkage marks, or pores affect appearance and function.
JS solution: The surface smoothness is improved by high-precision mold polishing (Ra <0.1μm) and process parameter optimization (pressure/ velocity/temperature).
4.Multi cavity mold balance
Difficulties: Uneven filling multi-cavity products leads to poor batch consistency.
Medical syringe components: Resolves the problem of PP material sticking to the mold by using dust-free workshops and plasma treatment technology, in compliance with FDA biocompatibility standards.
How can JS reduce injection molding production costs by 20%?
Process optimization: 98% of orders are delivered on time or in advance, automated production lines shorten delivery cycles by 15%, and precision processing reduces waste losses.
Reduce customer costs by 20%: Through these initiatives, JS helps customers save an average of 20% of their manufacturing costs while increasing project efficiency by 25%.
Long-term cooperative advantage: Cost advantage translates into customer stickiness, 25% increase in return rate.
Summary
Injection-molding is the core technology of modern industry. By melting and solidifying molding plastic material, the production of simple rigid member to complex elastic member is diversified. Whether it is the efficient mass production of thermoplastic or the precise flexible molding of liquid silicone, its process adaptability covers many fields such as automobile, medical treatment and electronics. With its ±0.005mm precision mold design multi-material compatible processing, and automated production line integration integration capabilities JS Company continues to push the boundaries of precision and efficiency injection molding field, providing global customers with one-stop solutions from prototype development to mass production, enabling industry transformation and upgrading for high value added and sustainable development.
Avertissement
Le contenu de cette page est à des fins informationnelles uniquement. JS Series Aucune représentation ou garantie de tout type, express ou implicite, ne sont faites quant à l'exactitude, à la complétude ou à la validité des informations. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Jusheng. Ceci est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques de ces parties.
JS Team
js est une entreprise de la tête de l'industrie Focus sur des solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur la haute précision CNC Machining , Fabrication en tôle , 3D Printing , Moulage d'injection , metal starming, et autrement One-stop Services. Notre usine est équipée de plus de 100 centres d'usinage à 5 axes à la pointe de la technologie et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisissez JS Technology Cela signifie choisir l'efficacité, la qualité et le professionnalisme. Pour en savoir plus, veuillez visiter notre site Web: jsrpm.com
FAQs
1.The influence of mold temperature on the quality of injection molded parts?
The mold temperature is too high, which leads to deformation of injection molding, and the surface roughness or internal stress concentration. Accurate adjustment to material characteristics (e.g. 50-80°C for ABS) are required to ensure size accuracy and appearance quality.
2.What are the commonly used types of injection molding machines?
Commonly used injection molding machines types are plunger type, screw type and screw pre-formed plunger type. Among them, screw plastic has become mainstream for its efficiency and energy saving and has been widely used in the mass production of plastic products.
3.What problems can high injection pressure cause?
Excessive injection pressure can lead to flash flooding (overflow), increase mold wear, and even lead to deformation or cracking of the product, as well as increased load and energy consumption of the equipment.
4.How to choose suitable injection molding materials?
Consider the the product's intended use (PC strength, TPU elasticity), processing temperature and costs such as PP's high temperature resistance, TPU's flexibility, ABS's balance performance and cost.
Expert en prototypage rapide et fabrication rapide
Spécialiser dans l'usinage CNC, l'impression 3D, la coulée d'uréthane, l'outillage rapide, le moulage par injection, la coulée de métal, la tôle et l'extrusion.