

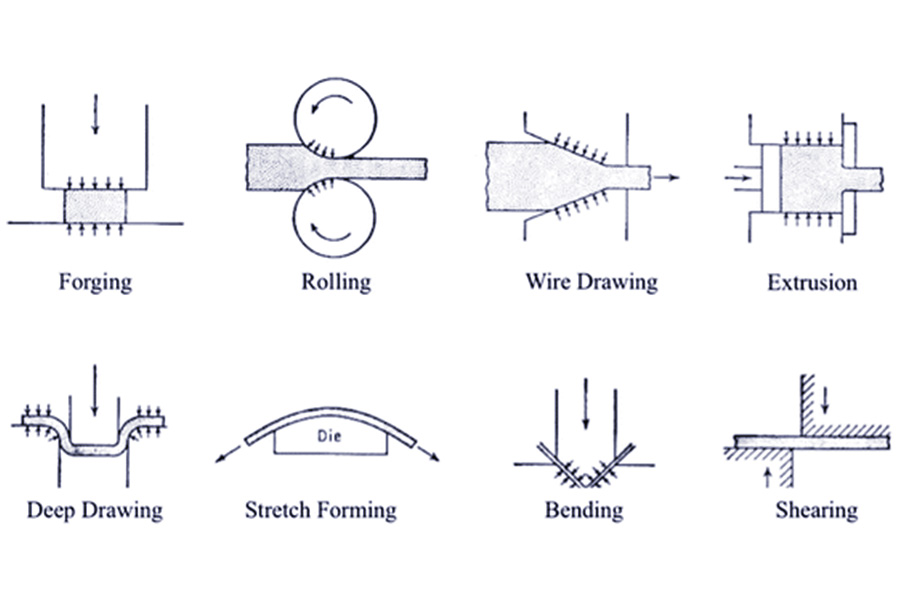
A menudo vemos a los clientes curiosos sobre cómo el chasis y los soportes de metal se pueden transformar de placas planas en partes tridimensionales. De hecho, el truco radica en esta flexión. Use una máquina de flexión para aplicar la fuerza con precisión para doblar la placa de metal en forma de V, forma de U y otros ángulos de acuerdo con el diseño.Esta es la artesanía básica del procesamiento de chapa..
Desde placas muy delgadas hasta placas de acero diarias de unos pocos milímetros de espesor, todos están dentro de nuestro rango de procesamiento. La clave es calcular la curvatura interna de la curvatura y asegurarse de que sea mayor que el grosor de la placa, de modo que la curva sea fuerte y no se agrieta.
Confiamos principalmente en varias máquinas de flexión para trabajar con moldes.
De acuerdo con los requisitos de la pieza de trabajo y las características del material,Elija diferentes métodos de flexión(como la flexión del aire y la flexión V). Convierta el diseño en el dibujo en un objeto tridimensional. Detrás de esta flexión y plegamiento aparentemente simple es la experiencia y el cálculo preciso.
Resumen de respuestas clave:
| Aspecto | Describir | Valor para ti |
| Principio central | Aplique la fuerza externa a la lámina de metal para deformarla permanentemente, formando un ángulo y forma específicos (como en forma de V, en forma de U). |
Convierta eficientemente las hojas 2D en componentes estructurales 3D.
|
| Procesos principales | Press Bending es un método convencional que utiliza un golpe y un molde para lograr la flexión. | Adecuado para la producción de prototipos de una sola pieza hasta la producción en masa. |
| Tipos comunes | Métodos básicos de flexión, como flexión en forma de V, flexión en forma de U y bordes rizados. | Puede diseñar y fabricar varias piezas con diferentes estructuras y funciones. |
| Consideraciones clave | Radio de flexión (fuerza que afecta), rebote (recuperación elástica), factor k (calculando la longitud desplegada). | Afectando directamente la precisión y la confiabilidad de calidad del producto final. |
Este artículo responderá a sus preguntas:
- Esta guía lo ayudará a comprender el significado de la flexión del metal,
- Analizar los métodos de flexión de metales más utilizados,
- Darle algunos consejos de diseño prácticos,
- El objetivo final: ayudarlo a tener una mejor comprensión y hacer un mejor trabajo al diseñar y fabricar piezas de metal.
¿Por qué debería confiar en esta guía? La verdadera experiencia de los expertos en chapa de JS te dice
En JS,doblar es el máscosa con la que tratamosen a a diario base, Pero esno soloacerca de Ser un maestroOMSoperamáquinas de flexión. Nosotros sonmás como ingenieros quepoderAyuda a los clientes a resolver problemas estructurales. Durante la última década, tenemosproducidoMiles de piezas de chapa de precisión en fábricas de electrónica, sitios de construcción y maquinaria y equipo.
¿Qué hace que esta guía sea digna de tu confianza? Se basa en las habilidades reales que hemos acumulado en el taller todos los días:
- Sabemos: cómo calcular la cantidad molesta de rebote con precisión para que cada ángulo de 90 grados esté bien ajustado. Esto no está escrito en el libro, sino la sensación de la máquina después de innumerables ajustes.
- Sabemos:Cómo a elegir el mayoría adecuado moho cuando encuentro materiales de diferente espesor y temperamento.
El método de la guía no es una teoríacitadoDe un libro de texto, pero un truco que descubrimos cuando estábamos trabajando y resolviendo problemas prácticos todos los días.En hecho,Maestro Zhang, que tieneestado laboralaquí durante 20 años,siempredicho eso,
"No solo mire las fórmulas en el documento de letras, las habilidades reales están ocultas en las presentaciones de hierro en el taller. Esta guía es lo que hemos resumido para resolver problemas prácticos todos los días".
El principio de la flexión de metales: la ciencia de hacer que el metal "rendimiento"
"La esencia del procesamiento de metales es el arte de obligar a los materiales a ceder dentro de una gama controlada con precisión. James F. Lehr, una autoridad en el campo de la fabricación de precisión".
Como dice este verdadero conocimiento, primero debemos entender que la flexión no es romper el metal abruptamente, sino usar inteligentemente su propia plasticidad. Es decir, en la premisa de garantizar que el material esté intacto, se aplica una fuerza lo suficientemente grande para que exceda el punto de rendimiento, lo que resulta en una deformación permanente irreversible,moldeando así la forma que necesitamos (como en forma de V, en forma de U). En última instancia, comprender cómo el material cambia internamente cuando está doblado es lo más importante.
El límite entre elasticidad y plasticidad:
- Etapa inicial (deformación elástica):Cuando comenzamos a doblar un trozo de lámina de metal con fuerza, es inicialmente rígido.Al igual que cuando presiona un resorte ligeramente con el dedo, se deformará, pero tan pronto como se retire la fuerza, el material volverá completamente a su forma original.
- Punto de giro crítico (resistencia al rendimiento): cuando la fuerza de flexión aplicada continúa aumentando y excede un valor crítico del metal (llamamos a esto la resistencia del rendimiento), la situación cambia.
- Etapa objetivo (deformación plástica): después de exceder la resistencia al rendimiento, el material metálico comienza a deformarse plásticamente. En este punto, incluso si se elimina la fuerza externa, el material no puede volver completamente a su forma original, pero conserva permanentemente cierta deformación. Cuando hacemos procesamiento de flexión, tenemos que controlar hábilmente la fuerza para que la lámina de metal simplemente cruce este punto crítico yentra en la etapa de la deformación plástica, de modo que la forma doblada se fija.
Estiramiento y compresión:
Imagina que dobla una tarjeta. En la curva, ¿se estira el material más externo? ¿Y el material más interno se aprieta y acorta? Lo mismo es cierto cuando se dobla una placa de metal: el lado exterior se estira y el lado interno está comprimido.
Luego, la pregunta es que, entre el lado exterior estirado y el lado interno comprimido, debe haber una capa media especial, que llamamos el eje neutro. Esta capa no está realmente estirada ni realmente acortada durante el proceso de flexión, y su longitud permanece básicamente sin cambios. ¡La posición de este eje neutral es la clave para calcular la longitud real de la placa de metal después de doblar!
La clave para calcular la longitud desplegada-K Factor:
¡El eje neutro mencionado anteriormente no está necesariamente exactamente en el medio del grosor de la placa de metal!Usamos un decimal para representar cuánto es compensado, que es el factor k. Es un decimal entre 0 y 1 (generalmente 0.3 - 0.5).
Este valor es crucial para que calculemos la longitud desplegada de la placa de metal después de la flexión. Diferentes materiales, diferentes métodos de flexión e incluso moldes diferentes afectarán el tamaño del factor K. Este es un parámetro muy central en nuestro proceso.
Lidiar con Springback después de doblar:
Recuperación elástica: incluso si el material se deforma plásticamente con éxito durante el proceso de flexión, la fuerza de su deformación elástica anterior no ha desaparecido por completo. Por lo tanto, cuando eliminas el troquel que lo dobló, la lámina de metal se recuperará ligeramente, al igual que una banda de goma estirada cuando lo sueltas. Este fenómeno se llama Springback.
Resultado: esto hace que el ángulo real que se dobla es ligeramente más grande que el ángulo establecido por el dado. Por ejemplo, si se dobla con un dado de 90 grados, el ángulo real puede convertirse en 91 o 92 grados después de liberarlo.
¿Cómo trata el equipo de JS con esta situación?
Springback es un fenómeno inevitable, ¡y tenemos una manera de lidiar con eso! La experiencia central acumulada por nuestro equipo JS en la práctica a largo plazo es:
Overbendimiento:
Este es el método más utilizado.Preestablecemos un ángulo de flexión más pequeño que el ángulo objetivo para procesar. Por ejemplo, si el objetivo es de 90 grados, podemos establecer la matriz en 88 u 87 grados para la flexión. De esta manera, cuando la hoja se rebota, el ángulo solo rebota en los 90 grados que necesitamos.
Herramientas compensadas personalizadas:
Para la producción de alto volumen y alta precisión, diseñamos y fabricamos herramientas especiales con ángulos de compensación especiales. El ángulo de las herramientas en sí ha tenido en cuenta la cantidad de Springback, de modo que cuando se presiona y libera, naturalmente será el ángulo objetivo.
"La flexión del metal es tanto una ciencia como un arte de la artesanía. ¿Estás buscando el efecto de flexión de chapa perfecto? Con el conocimiento del proceso profesional, las herramientas de cálculo de simulación y la rica experiencia práctica, el equipo JS puede resolver los desafíos de flexión más complejos para ti".

Métodos y tecnologías de flexión de metales principales
Presione Brake Press Bending - Nuestro arma principal
Principio de trabajo: imagine colocar una lámina de metal en una ranura en forma de V (lo llamamos el dado inferior) y luego usar un golpe de forma coincidente (lo llamamos el dado superior) para presionar desde arriba. La lámina de metal se sujeta en el medio y, a una presión fuerte, obedientemente se dobla a lo largo del borde en forma de V del dado inferior.Este es el principio básico del procesamiento de frenos de prensa. Confiamos en él para completar la mayoría de las curvas de ángulo precisas.
Tres métodos de prensado comunes:
(1) Decisión de aire:
¡El más flexible y más utilizado! Este método permite que el dado superior presione hacia abajo, pero no presiona completamente la placa de metal hacia la parte inferior del dado inferior.El ángulo de flexión se determina controlando la profundidad de la matriz superior presionada en la diedia inferior.Cuanto más profunda sea la presión, más profundo es el ángulo. Cuanto menos profundo sea la presión, mayor es el ángulo.
¿Cuáles son las ventajas? ¡Un conjunto de moldes se puede doblar en muchos ángulos diferentes, con velocidad de intercambio rápida y alta eficiencia! ¿Adivina cuál se usa para más del 90% del procesamiento en nuestro taller? ¡Sí, es este!
(2) Bottoming:
Mayor precisión y menos rebote. Esta vez, el troquel superior presionará la placa de metal firmemente hacia la pared lateral del troquel inferior.El ángulo de flexión final está básicamente determinado por la forma del molde en sí, a diferencia de la flexión del aire, que depende de la profundidad de la presión.
- La ventaja es que la presión es sólida, el rebote es menor que la flexión del aire y el ángulo es más estable.
- La desventaja es que un conjunto de moldes básicamente solo puede corresponder a un ángulo, y el molde debe cambiarse cuando se cambia el ángulo.
(3) Couning:
Es muy poderoso, pero rara vez se usa. Requiere una presión muy alta (varias veces mayor que las dos anteriores) para apretar completamente la lámina de metal en el espacio entre los moldes superiores e inferiores, de modo que el material se pueda moldear en el molde. Esto puede exprimir casi por completo el rebote y tiene una precisión extremadamente alta.
¡Sin embargo! Los requisitos de tonelaje de la máquina son demasiado altos, el molde se desgasta rápidamente y el costo aumentará. Ahora, a menos que los requisitos de precisión sean extremadamente altos o se utilizan materiales especiales, generalmente no utilizamos este método.
Comparación de las características y requisitos de los tres procesos de flexión:
| Características/requisitos | Flexión de aire | De fondo | Flexión de acuñación |
| Tonnage requerido | Bajo (≈ 20-40% de acuaciones) | Medio (≈ 1.5-2.5x flexión de aire) | Extremadamente alto (≈ 4-10x inferior, 8-25x flexión de aire) |
| Precisión del ángulo (tolerancia típica) | ± 0.5 ° - ± 1.5 ° | ± 0.25 ° - ± 0.75 ° | <± 0.25 ° |
| Control de rebotes | Alto (compensación dependiente) | Medio a bajo (bueno) | Extremadamente bajo (casi eliminado) |
| Vida útil del moho | El más alto | Medio | Mínimo |
| Universalidad de moho | Extremadamente alto (un modelo para usos múltiples) | Bajo (principalmente para uso de un solo ángulo) | Extremadamente bajo (dedicado) |
| Relación de escenario de aplicación | > 85% | ≈ 10-12% | <3% |
Fuentes de datos principales:
- Precision MetalForming Association (PMPA) - Asociación de formación de metal de precisión (EE. UU.)
- Revista Internacional de Tecnología de Manufactura Avanzada - "Revista Internacional de Tecnología de Manufactura Avanzada"
- Fabricación y revista de metalurgia - "Fabricación y metalworking"
Otras tecnologías de flexión comunes:
Además de la tecnología de flexión de prensa (especialmente flexión de aire) comúnmente utilizada por máquinas de flexión, hay varios procesos de flexión importantes adecuados para diferentes escenarios:
(1) Rolling:
- Características funcionales: especialmente utilizadas para doblar continuamente las láminas de metal en arcos de radio grandes o formar componentes cilíndricos cerrados.
- Aplicaciones típicas:Conductos de ventilación de fabricación, grandes cuerpos de tanques de almacenamiento,techos de construcción curvos, paneles de pared de cortina y otras piezas que requieren formar un radio de curvatura grande.
- Principio del equipo: generalmente se usa una máquina de rodar con una estructura de tres rolas o de cuatro rolas. La hoja pasa a través del medio de estos rodillos, y al ajustar la posición y la presión de los rodillos, la lámina se puede doblar suavemente y continuamente en un arco o un cilindro completo.
- Ventajas del proceso: es adecuado para elProducción de piezas de chapa curvas o cilíndricas grandes, y es el proceso central para la fabricación de dichos productos.
(2) plegado:
- Características funcionales: este método es particularmente adecuado para doblar los bordes de las placas grandes o procesar algunas piezas de caja relativamente complejas.
- Escenarios de aplicación: es más ventajoso cuando el tamaño de la pieza es demasiado grande para que la máquina de flexión sea difícil de operar, o cuando la estructura de la pieza implica plegamiento de borde complejo.
- Principio del equipo: use una máquina plegable. Se caracteriza por un "haz de flexión" (haz oscilante) que se puede levantar. Durante la operación, primero sujete la placa en la mesa, y luego el haz de flexión se mueve hacia arriba o hacia abajo a lo largo de la trayectoria establecida para doblar la parte sobresaliente de la placa.
- Ventajas del proceso: tiene una buena visibilidad y facilidad de operación para la flexión de los bordes de las placas grandes, ypuede completar eficientemente estructuras de plegado de borde más complejascon un factor de seguridad relativamente alto.
"En la línea de producción de JS, la máquina de flexión es la fuerza principal absoluta, responsable de la mayoría de la flexión de ángulo preciso. Enfrentados con placas súper grandes o estructuras de caja complejas, la máquina plegable es la mejor opción. Si tiene un proyecto de flexión de metal a la mano, ¡no dude en dejarlo en nuestro equipo JS!"
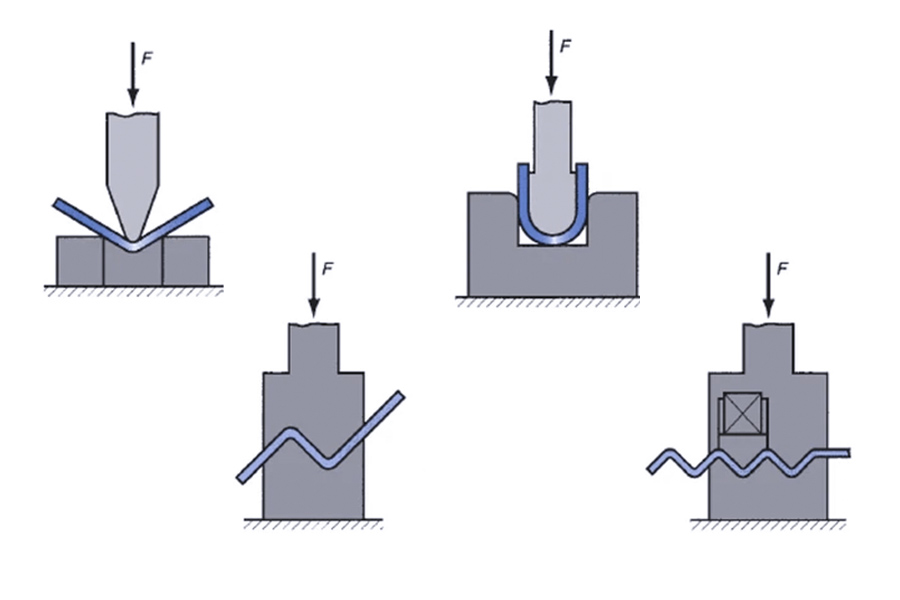
4 tipos básicos de flexión y sus aplicaciones
A continuación, te mostraremosLos cuatro tipos de flexión básicos más comunes en las piezas de chapa.. Conociendo estos, puede jugar mejor las ventajas de la tecnología de chapa al diseñar. ¡Los dibujos que dibujas no solo son hermosos, sino también fáciles de hacer en nuestro taller y más rentables!
4 tipos básicos de flexión y sus aplicaciones
El primer tipo: flexión general de V-bend-básica
Descripción del proceso: utilizando el dado inferior inferior en forma de V y el dado superior coincidente (golpe) de la máquina de flexión, la presión se aplica a una posición específica de la hoja para formar una curva con un ángulo específico.Este es el método de flexión más básico y ampliamente utilizado.
Aplicaciones típicas: aplicables a la mayoría de las piezas estructurales de chapa que necesitan formar un ángulo.
Por ejemplo: ángulos de soporte de varios soportes, flexión de bordes de chasis/carcasas de equipos, brida de paneles de montaje, etc. Sus ventajas son tecnología madura, una fuerte versatilidad del moho y alta eficiencia. Es el proceso principal para la producción diaria en el taller.
Segundo tipo: U -Bend - doblaciones dobles en un paso
Descripción del proceso: utilizando una matriz superior en forma de U especial y una ranura de dado inferior correspondiente, se forman dos curvas paralelas en la misma dirección en la hoja al mismo tiempo a través de una sola carrera de estampado, y finalmente se obtiene una sección en forma de U.
Aplicaciones típicas:Se utiliza principalmente para fabricar piezas que requieren una sección en forma de U.
Los ejemplos típicos incluyen: canales en forma de U, canales para el enrutamiento de cable o tubería, ranuras para accesorios de chapa, rieles de montaje en gabinetes eléctricos, etc.
En comparación con hacer dos curvas en forma de V por separado, las curvas en forma de U pueden mejorar significativamente la eficiencia de producción, garantizar el paralelismo y la precisión dimensional entre las dos curvas, y sonespecialmente adecuado para la producción en masa.
Tercer tipo: Z -Bend: lograr la conexión de diferencia de altura
Descripción del proceso: completado a través de dos operaciones de flexión en direcciones opuestas. Primero, haga la primera curva en un extremo de la hoja (por ejemplo, 90 ° hacia abajo), y luego haga la segunda curva en la dirección opuesta (por ejemplo, 90 ° hacia arriba) en la posición apropiada, finalmente formando un perfil escalonado similar a la letra "Z", creando un desplazamiento de altura entre los dos planos.
Aplicaciones típicas: el valor central radica en resolver el problema de conexión entre diferentes planos.
Por ejemplo: una parte de chapa necesita abarcar y superponer otra parte de chapa de metal de diferentes alturas. El diseño del panel debe evitar la estructura elevada en la parte posterior (como costillas, soldaduras o componentes), o proporcionar un paso de alineación para el ensamblaje. Cuando su diseño implica desalineación de altura, la flexión Z suele ser una solución estructural efectiva.
El cuarto tipo: dobladillo
Descripción del proceso: un proceso de procesamiento especial para el borde de la hoja, generalmente completado en dos pasos. Primero, el borde se puso preplejado en un ángulo pequeño (comúnmente 90 °). Posteriormente, este borde previamente plegado se aplana aún más para que se ajuste bien al cuerpo de la lámina, envolviendo completamente el borde original.
Aplicaciones típicas:
- Mejora la rigidez del borde: al aumentar el grosor del borde, la resistencia estructural general y la resistencia a la deformación de las piezas de placa delgada se mejoran significativamente, especialmente para los bordes que están sujetos a la fuerza o se deforman fácilmente.
- Mejorar la seguridad y la estética:Eliminar completamente las rebabas y bordes afilados producidos por cizallamiento o corte láser, proporcione un toque suave y seguro, y brinde a los bordes una apariencia ordenada y profesional. Ampliamente utilizado en los bordes que requieren contacto del usuario (como bordes de la puerta del gabinete, paneles de cajones), componentes de paredes delgadas (como paneles laterales de la carcasa) y productos con altos requisitos para la calidad de la apariencia.
Sugerencias clave para diseñadores:
- Formación de ángulo básico:La flexión en forma de V es la primera opción. Eficiente y versátil, satisfaciendo la mayoría de las necesidades plegables de esquina.
- Componentes de sección en forma de U: se usa flexión en forma de U. La doble flexión se forma en un paso para garantizar la precisión y la eficiencia.
- Conexión de altura del plano de expansión: elija flexión en forma de Z. Cree pasos precisos para resolver problemas de desalineación de ensamblaje.
- Refuerzo y protección de borde: aplique Hemming (HEM). Mejorar la fuerza, eliminar las rebabas, optimizar la apariencia y la seguridad.
"Los ingenieros de JS sugieren que durante el proceso de diseño, aclare los requisitos funcionales y las relaciones de ensamblaje de las piezas para seleccionar mejor el tipo de flexión más apropiado. Esto no solo optimizará el rendimiento estructural, sino que también mejorará significativamente la viabilidad y la efectividad de rentabilidad de la producción. No dude en discutir los detalles específicos del proceso de flexión o el diseño con nuestro equipo de JS si tiene alguna pregunta. Le daremos una ayuda profesional basada en nuestra rica experiencia de ingeniería.". ".".
Preguntas frecuentes - Responda todas sus preguntas sobre la flexión de metal
Pregunta 1: ¿Qué puede hacer la flexión del metal?
Simplemente significa que podemos hacer que una placa de metal plana y económica se convierta en una parte tridimensional que se carga y es prácticamente útil utilizando nuestras máquinas y experiencia.
Desde las líneas de dibujo hasta la caja, el estante o la carcasa de la máquina en la mano, ¿es este proceso de flexión el paso más fundamental e importante? ¡Hace que las ideas se conviertan en objetos físicos rápidamente, bien y económicamente!
Pregunta 2: ¿Hay alguna diferencia entre la flexión de metal y la flexión de chapa?
¡Mucha gente se pregunta sobre esto! La flexión de metal es un término genérico. En teoría, cualquier metal puede ser doblado, varía en dificultad. El término flexión de chapa es específica y describe la flexión de láminas o hojas de metal relativamente delgadas, generalmente menos de 6 mm en la práctica de la industria. Estos términos se intercambian y generalmente se refieren a la flexión de chapa en la mayoría de los escenarios de fabricación industrial, especialmente cuando se refieren al procesamiento de placas delgadas.
Pregunta 3: ¿En qué arte marcial se da la flexión de metal?
¡Esta es una pregunta interesante! El metalbendimiento proviene de "Avatar: The Last Airbender" y fue creado por el personaje Toph Beifang. Su acción se basa en Hong Jiaquan, un arte marcial del sur chino que enfatiza una parte inferior del cuerpo estable y habilidades de ataque fuertes y en línea recta.
Por supuesto, en el campo de fabricación real (como nuestro equipo JS), el núcleo de nuestro control preciso del metal no se basa en las artes marciales, sino los equipos de flexión hidráulicos de alto rendimiento y la rica experiencia práctica de los ingenieros basados en materiales, sino en el control preciso de las fuerzas metálicas, hay actividades similares.
Pregunta 4: ¿Cómo obtener materiales PDF para procesos de flexión de chapa?
Aunque hay muchos materiales PDF comunes en Internet, ¡a menudo es fácil caer en trampas debido a su universalidad!
¿Qué causa este problema? La situación específica de cada proyecto es muy diferente, con diferentes materiales, espesores, requisitos de ángulo y máquinas. Por lo tanto, el método más confiable es comunicarse con ingenieros experimentados.
Nuestro equipo JS es gratuito para consultoría de diseño. Envíe su boceto de diseño y nuestros ingenieros le darán una evaluación y sugerencias de procesos profesionales. Si necesita una referencia escrita, podemos proporcionarle una guía práctica "Referencia de puntos de núcleo del proceso de flexión de chapa metálico" (PDF) que resume los parámetros de diseño clave. Contáctenos para una copia.
Resumen
La flexión de metal es mucho más que "doblarse con fuerza". Es una tecnología que combina con precisión las propiedades del material, los principios mecánicos y la experiencia práctica. Comprender los conceptos centrales de fuerza de rendimiento, eje neutral, factor k y resorte, y dominar procesos básicos como V-Bend, U-Bend, Z-Bend y Hemming son la base para que nosotros continuamente y continuamente y continuamente.Piezas de chapa de fabricación establecon una estructura fuerte, dimensiones precisas y costos controlables. Detrás de cada curva precisa está la adherencia a los principios científicos y la encarnación de innumerables acumulación práctica.
¡Deje que el equipo de JS sea su socio de fabricación sólido y confiable!
Cuando sus dibujos de diseño deben transformarse en productos de metal de alta calidad, es crucial elegir un socio con una profunda acumulación técnica y una rica experiencia de ingeniería.
Si su próximo proyecto implica flexión de metal o procesamiento de chapa, elEl equipo de JS está listo para brindarle apoyo profesional en cualquier momento:
Equipo de expertos, escolta en todo el proceso: no somos operadores simples. Desde el momento en que envíe los dibujos o modelos 3D, nuestros ingenieros experimentados (como yo) intervendrán:
- Análisis en profundidad de su intención de diseño y requisitos funcionales.
- Evaluar la selección de materiales y la viabilidad del proceso e identificar posibles desafíos.
- Desarrolle rutas de proceso óptimas y parámetros de procesamiento precisos, incluidos cálculos de expansión precisos, aplicación de factor K y estrategias de compensación SpringBack.
- Equipo avanzado, ejecución precisa:Los talleres JS están equipados con máquinas de flexión de precisión convencionales, máquinas de corte con láser, máquinas de perforación CNC y otros equipos para garantizar que los planes de ingeniería se transformen de manera precisa y eficiente en objetos físicos.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos.Serie JSNo se hacen representaciones o garantías de ningún tipo, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que los parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra que el proveedor o fabricante de terceros proporcionará a través de la red Longsheng. Esta es responsabilidad del compradorSolicite una cotización para piezaspara determinar los requisitos específicos para estas partes.Póngase en contacto con nosotros. Obtenga más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Con más de 20 años de experiencia atendiendo a más de 5,000 clientes, nos centramos en la alta precisiónMecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación y tiene certificación ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de bajo volumen o personalización masiva, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsSignifica elegir eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:jsrpm.com
Recurso

