

¿Cómo se puede convertir una pieza ordinaria de placa de metal en un chasis de servidor que admite componentes clave, un caparazón de equipo sin costuras o un soporte estructural resistente? A los ojos de nuestro JS, este no es un plegado simple.Flexión de metalsignifica que usamos una fuerza precisa para hacer que la placa de metal se deforme permanentemente a lo largo de una línea de ajuste, girándola desde una placa recta en el ángulo o la forma que necesitamos, como una ranura en forma de V o una curva en forma de U.
Suena como doblar con fuerza, pero está lejos de eso simple. Definitivamente es una ciencia hacer esto bien. Lo que nuestro equipo piensa sobre cada día es cómo comprender las características de los materiales metálicos, cómo elegir el método correcto y usar esos equipos avanzados controlados por computadora de acuerdo con el grosor de la placa de metal y el ángulo de flexión deseado.
¿Por qué es tan particular?Porque la precisión y la calidad del ángulo de flexión final dependen de si estos detalles se realizan en su lugar.
Es precisamente por estoinsistencia en el control de precisiónque podemos convertir las placas de metal aparentemente ordinarias en partes clave que apoyan a varias industrias. Desde pequeños soportes discretos hasta grandes partes estructurales, la sabiduría de ingeniería de la flexión de metales se condensa detrás de ellos.
Resumen de la respuesta central:
| Escenario | Principio central | Resultado |
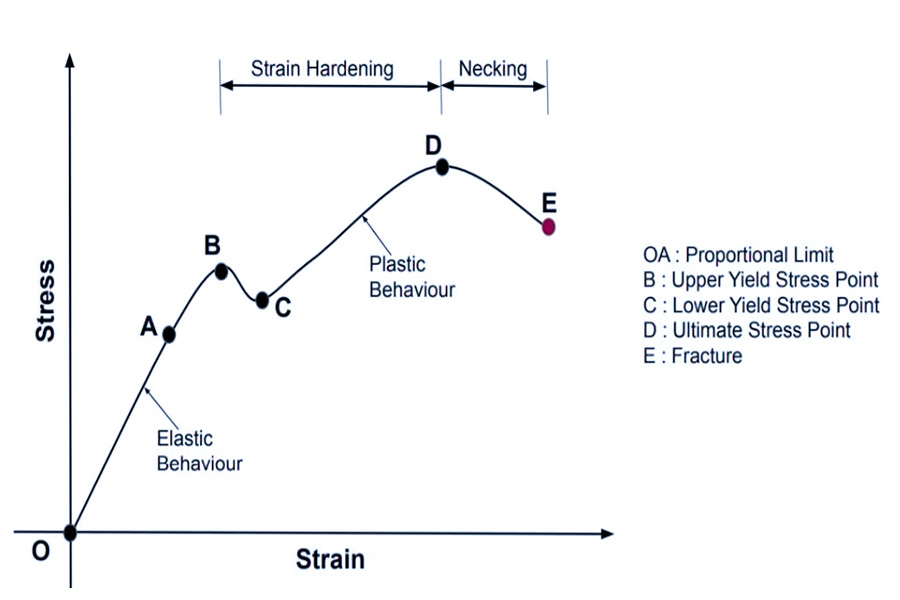
| Aplicación de la etapa inicial de la fuerza | Deformación elástica. | El material se dobla temporalmente y puede volver completamente a su estado original después de liberar la fuerza. |
| Excediendo el punto de rendimiento | Deformación plástica. | Se produce una deformación permanente, causando cambios de deslizamiento y cambios irreversibles en la estructura cristalina interna del metal. |
| Después de liberar la fuerza | Springback. | La deformación elástica parcial se restaura, lo que resulta en un ángulo de flexión final mayor que durante la descarga (apertura ligera). |
| Compensación de ingeniería | Overbendición. | Pre calcule la cantidad de rebote y doblen a un ángulo más pequeño que el ángulo objetivo para contrarrestar el rebote. |
Este artículo responderá a sus preguntas:
- En esta guía, le contaré sobre la física de la flexión de metales y explicaré en detalle cómo funciona un freno de prensa.
- Luego compare varios métodos de flexión de uso común.
- Luego comparta un ejemplo práctico de un problema que hemos resuelto.
- Finalmente, responderé todas las preguntas comunes que le importan.
¿Por qué debería confiar en esta guía? Insights de fabricación de primera línea de JS
Esta guía proviene de nuestro taller JS todos los días. Estamos "hablando" con el metal todos los días y dando instrucciones precisas con el freno de prensa.
Tome una curva simple de 90 grados como ejemplo.¿Crees que es simple?
Pero en la operación real, el rebote del material, la elección del radio de flexión y la liberación de estrés interno requieren cálculos precisos. Cada sugerencia en esta guía es la experiencia real que hemos acumulado después de procesar miles de piezas de chapa a mano.
En JS proporcionamos más que solo en líneaServicios de procesamiento de flexión de metal. Hemos estado profundamente involucrados en todo el proceso de fabricación de nuestros clientes y resolvimos problemas prácticos difíciles.
Por ejemplo, en el taller, hemos encontrado una situación en la que las piezas no pudieron ensamblarse y formadas al final porque la secuencia de flexión no estaba organizada correctamente. Al optimizar la solución de flexión, evitamos con éxito el riesgo de agrietarse material en la curva. Esperamos ser su socio de ingeniería en el camino, desde el dibujo hasta el producto físico.
"Como el Dr. Joseph Juran, un líder en el campo de la calidad, enfatizó: la experiencia no es lo que te sucede, es lo que haces con lo que te sucede".
El contenido de nuestra guía es el resultado de nuestro pensamiento repetido y refinamiento de prácticas de taller masivos, desafíos encontrados y soluciones exitosas. Proviene de la línea de producción real y condensa nuestra comprensión del proceso de formación de chapa, por lo que puede confiar en ella.
La ciencia de la flexión del metal: el arte de la deformación plástica
Si desea que una lámina plana de metal se dobla en el ángulo que desea, no puede simplemente aplicar una presión fuerte. La clave es comprender las dos características de deformación del núcleo del metal:deformación elástica y deformación plástica.Solo cuando aplica suficiente fuerza para hacer que la lámina de metal entrala deformación plásticaLa zona puede el metal mantener el ángulo de curvatura establecido.
Etapa 1: deformación elástica
Imagina que dobla suavemente una regla de plástico con las manos. Se doblará, pero tan pronto como lo suelte, se recuperará a su forma original. Lo mismo es cierto para los metales cuando la fuerza es pequeña al principio. Se deformará un poco, pero mientras lo suelte, volverá inmediatamente a su forma original sin dejar ningún rastro. Esta etapa es como la respuesta instantánea del material, y no se producirán cambios permanentes.
El punto de inflexión clave: fuerza de rendimiento
Cada metal tiene un "punto terco", que se llama profesionalmentefuerza de rendimiento. Cuando la fuerza que usa se vuelve cada vez mayor, tan grande que los "músculos y huesos" dentro del metal comienzan a fallar, se mueven y dislocan, excede este punto. Una vez que excede este punto, el metal ya no puede volver completamente a su forma original. Marca el comienzo de la deformación permanente.
El objetivo final: deformación plástica
Cuando la fuerza aplicada excede constantemente la resistencia al rendimiento, el metal entra en la etapa de deformación plástica que queremos. ¡La flexión que ocurre en este momento es permanente! La lámina de metal se ha transformado en una nueva forma. El trabajo central de nuestra máquina de flexión es llevar el metal a esta etapa de manera precisa y controlable y mantenerlo allí.
Una realidad que no se puede ignorar: Springback
Incluso después de que el metal se dobla, sufre deformación permanente (deformación plástica), y una parte de la fuerza elástica que intenta restaurar su forma original se almacena dentro. Al igual que una primavera que ha sido doblada quiere recuperarse. Entonces, cuando se libera la presión de flexión, esta fuerza externa hará que el ángulo de flexión se recupere un poco, que esel efecto de backback.
¡No subestimes este Springback, hará que el ángulo del producto terminado sea inexacto! Para compensarlo, tanto los maestros de taller experimentados como los sistemas inteligentes de flexión de CNC deben calcular y reservar esta cantidad de resorte por adelantado.
La operación específica es:Para obtener un ángulo de flexión preciso de 90 grados, la flexión real puede tener que presionarse deliberadamente a 87 u 88 grados, ¡y luego confiar en la propia fuerza de rebote del material para recuperarse a exactamente 90 grados! Esta diferencia de ángulo que es prepressada más profunda es el ángulo sobrecargador.
Entonces ya ves, la flexión de metal no es un trabajo de fuerza bruta, sino una ciencia deControlando con precisión la elasticidad y la plasticidad.Desde la comprensión de la resistencia de rendimiento del material, hasta la deformación plástica, hasta la compensación de backback, cada paso está relacionado con si el producto terminado está calificado.
"En el taller JS, pienso en estos detalles todos los días. La próxima vez que encuentre problemas de flexión en el diseño de piezas de chapa metálica, o quiero asegurarme de que las curvas sean precisas, no dude en hablar con nosotros. Con mi experiencia, puedo ayudarlo a convertir las líneas en los dibujos en objetos reales que son exactamente lo mismo."
Proceso y equipo del núcleo: análisis de las principales tecnologías de flexión
Después de comprender los principios básicos de la flexión, el siguiente paso es confiar en el equipo clave para lograrlo. En el campo del procesamiento de chapa,Freno de prensa de CNCDefinitivamente es la fuerza principal para lograr la flexión de metales.Completa principalmente la tarea de flexión a través de varios modos de trabajo diferentes:
Fuerza principal: freno de prensa CNC
¿Cómo funciona?
En resumen, se basa en la cooperación entre las partes superior e inferior. Hay un golpe en la parte superior de la máquina y un dado con una abertura en forma de V a continuación. Ponemos la lámina de metal entre ellos. Luego, el punzón presiona con fuerza, presionando la hoja en el surco V debajo, y se forma el ángulo. Esta es la operación básica de nuestra flexión diaria de metal.
Comparación de tres métodos de flexión de núcleo
"El profesor Peter Ulintz enfatizó: Comprender y seleccionar el método de flexión que coincide con la aplicación es la clave para lograr un equilibrio triangular entre costo, precisión y eficiencia de producción".
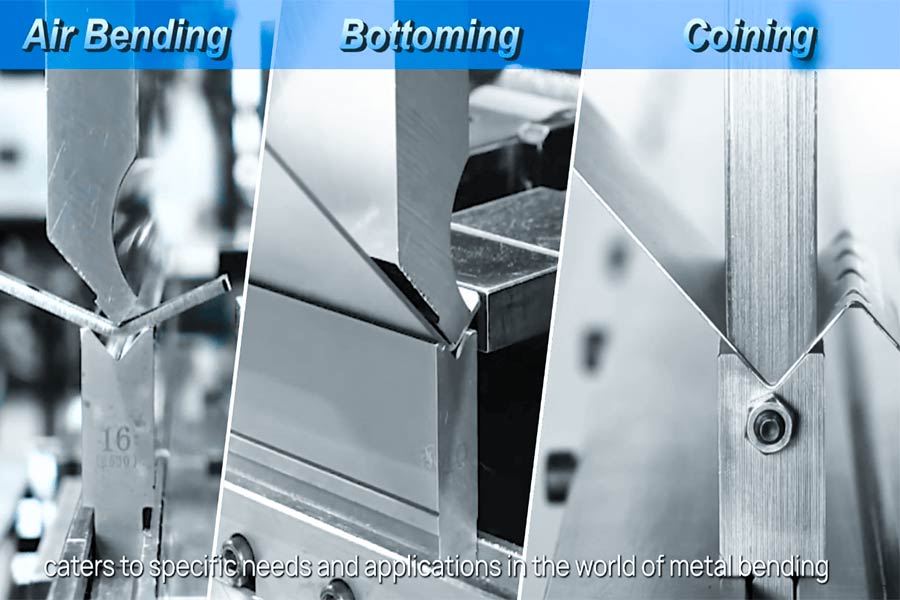
El método de trabajo de las máquinas de flexión de CNC no es estático, y hay principalmente tresmétodos de flexión:
(1) flexión de aire (más comúnmente utilizado):
- Principio: El golpe presiona la hoja hacia abajo, pero no presiona completamente la lámina hasta el fondo del molde, lo que es equivalente a dejar que la lámina se dobla en el aire sobre el molde.
- Ventajas: la flexibilidad es lo más destacado. Puede hacer muchos ángulos diferentes usando un molde, lo cual es muy conveniente. Además, tiene el requisito de tonelaje de equipo más bajo entre los tres, con una preparación de producción rápida y alta rentabilidad.
- Limitaciones: El ángulo de formación se ve muy afectado por el rebote del material. Porque después de liberar el material, se recuperará un poco, y el ángulo de la curva puede ser ligeramente diferente de la configuración. Por lo tanto, depende de la experiencia del operador y de la precisión de control de la máquina.
(2) Bottoming (más preciso):
- Principio: esta vez el golpe presiona la hoja hacia el fondo, firmemente contrala superficie en forma de Vdel molde, y el ángulo de flexión está completamente determinado por la forma del molde.
- Ventajas: ¡Mayor precisión! Debido a que la presión es sólida, el espacio para que el material se recupere es más pequeño y el control del ángulo es más preciso.
- Limitaciones: requiere 30% -50% de tonelaje de equipo más alto que la flexión del aire. Más importante aún, un conjunto de moldes solo puede hacer el ángulo específico para el que está diseñado. Para cambiar el ángulo, el molde debe ser reemplazado y la flexibilidad es un poco pobre.
(3) Couning (alta precisión, pero rara vez usada):
- Principio: Use un tonelaje extremadamente alto (generalmente de 5 a 8 veces mayor que la flexión de aire) para forzar la punta del golpe al material como un sello, de modo que el material se deforma y elimine por completo el rebote.
- Ventajas: teóricamente, puede lograr la mayor precisión de formación y consistencia de ángulo.
- Limitaciones: lleva demasiado tiempo para máquinas y moldes, la máquina está cargada y el molde se daña fácilmente. Por lo general, solo se puede usar para materiales más suaves o ocasiones específicas. Debido a la alta inversión y muchas restricciones, ahora se usa cada vez menos en producción, a menos que los requisitos de precisión sean particularmente estrictos.
Comparación de datos centrales de métodos de flexión de uso común:
| Método de flexión | Tasa de penetración de la aplicación (estimada) | Rango de precisión del ángulo típico | Tonnage requerido (flexión de aire relativo) | Rango principal de espesor de material aplicable |
| Flexión de aire | 85% - 95% | ± 0.5 ° - ± 1.0 ° | Punto de referencia (100%) | Placa delgada Placa gruesa media (universalmente aplicable). |
| Flexión de fondo | 10% - 30% | ± 0.1 ° - ± 0.5 ° | 130% - 150% | Placa delgada - Placa media. |
| Acuñación | <3% | ± 0.1 ° (teóricamente óptimo) | 500% - 800% | Hoja delgada (hecha principalmente de materiales blandos). |
Fuente: Manual ASM, informe Fabtech.
Curvas de flexión y cilindros: flexión de rollo
¿Cuándo es mejor usarlo?
Cuando necesite hacer arcos, conos o cilindros con curvas continuas, las máquinas de flexión CNC no pueden hacerlo. Esto es cuando elmáquina de doblarseentra en juego.
¿Cómo funciona?
Por lo general, se basa en tres o cuatro rodillos giratorios, y la placa de metal pasa a través de ellos. Al ajustar la posición y el ángulo de los rodillos, la placa se dobla poco a poco, y finalmente forma el arco que queremos o roda en un cilindro. Esta es una herramienta especial para el modelado de superficie curva.
Para resumir brevemente: la flexión del aire es flexible y ahorra mano de obra, y es la fuerza principal de la flexión diaria de metales. La flexión de fondo es más precisa pero no lo suficientemente flexible. La impresión de la flexión persigue una precisión extrema pero es costosa, y rara vez se usa ahora. Para hacer cilindros curvos, debe confiar en las máquinas de flexión de rollo. Cada método tiene el procesamiento más adecuado para ello.
"En JS, sabemos que elegir el proceso de flexión correcto es fundamental para la calidad y el costo de la parte. Si tiene piezas de chapa que necesitan procesamiento, especialmente aquellas que requieren precisión, eficiencia o formas complejas, no dude en hablar con nosotros en ningún momento. Nuestro equipo está experimentado y bien equipado para ayudarlo a elegir la solución de flexión de metal más adecuada".
Análisis real de casos de combate: construir una carcasa de consola de precisión para una estación de dron
Acabo de terminar un proyecto muy interesante, que es correcto usar como ejemplo para decirle cómo la flexión de metal juega un papel clave en los productos reales. Esta vez, es ayudar a una empresa que realiza estaciones de tierra de drones para construir uncaparazón de consola de precisión.
Desafío del cliente: un caparazón complejo que necesita una alineación perfecta
Antecedentes del proyecto:El cliente es una startup con ideas y diseñó una consola de drones portátil. La carcasa está hecha de placa de aleación de aluminio 5052 de 2 mm de espesor, y se requiere que se abran agujeros para instalar la pantalla, el joystick y varias interfaces.¡Las esquinas dobladas se suman a más de 12!Lo más importante es que las posiciones de todas las aberturas y esquinas deben ser precisas, e incluso una pequeña diferencia no funcionará.
Riesgos potenciales:
Tan pronto como obtuvimos el diseño inicial, conocimos los puntos de riesgo de este proyecto. ¿Cuál es el problema? Dos lugares:
- Primero, el radio de flexión es insuficiente: el diseño del radio interno de flexión de algunas partes es de solo 0.5 mm, que es mucho más pequeño queel radio de flexión mínimoRecomendado para el material (generalmente 1 veces el espesor del material, por ejemplo, 2 mm).
- En segundo lugar, el espaciado de flexión es demasiado pequeño: si se sigue este diseño y la máquina de flexión se usa directamente, el material se agrietará directamente cuando se doblará o las piezas se deforman y desechen porque el molde no se puede insertar o interferirá. ¡El peligro no es insignificante!

La solución de ingeniería de JS: diseño de fabricación y optimización de procesos
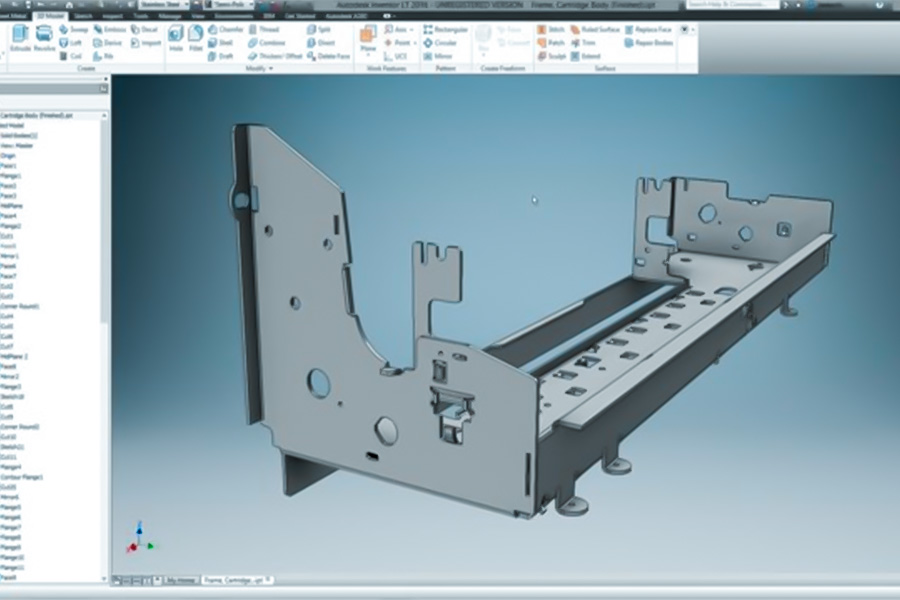
(1) Análisis de causa raíz (DFM):
Durante la etapa de análisis de cotización y viabilidad del proyecto, utilizamos un software especializado para realizar un análisis exhaustivo de los clientes.Modelo 3De identificar rápidamente los puntos de riesgo antes mencionados.
(2) Modificación sofisticada del cliente:
Encontrar el problema no es el propósito, pero resolver el problema es. Nos pusimos en contacto con el cliente de manera oportuna y proporcionamos algunas sugerencias de optimización:
- Aumente el radio de curvatura: se recomienda extremadamente aumentar el radio de curvatura mínimo de los inseguros de 0.5 mm a 2 mm (grosor del material) apropiado para las características del material. De esta manera, es seguro doblarse y no se romperá.
- Haga ajustes en la altura de la brida: en algún lugar las dos curvas se vuelven demasiado pesadas. Haga un ajuste en la altura de una de las bridas para que haya suficiente espacio para que funcione el molde de flexión para que no confíe en conflicto.
(3) Planificación adecuada del proceso:
Para componentes complejos con más de 12 curvas, la secuencia de flexión es muy importante. La secuencia incorrecta hará que las piezas no puedan cumplir con las siguientes operaciones debido al bloqueo estructural en la flexión.Nuestros ingenierosSiempre he concluido y establecido los mejores pasos de flexión en un intento por tener un viaje fácil.
(4) Cálculo de desarrollo preciso:
Para garantizar que el tamaño final sea preciso, el tamaño de la placa plana desplegada debe calcularse en el milímetro. Utilizamos el software para calcular con precisión la deducción de la flexión de cada esquina para garantizar que los márgenes precisos estén reservados para la flexión posterior al cortar y cortar.
Comparación de puntos clave de optimización del proceso:
| Puntos de riesgo de diseño | Diseño inicial del cliente | Plan de optimización JS | Propósito de optimización |
| Radio de curvatura mínima | 0.5 mm | 2 mm (1 veces el espesor del material). | Evite doblar y agrietarse para garantizar la seguridad del material. |
| Altura de la brida de llave | 15 mm | Ajuste a 18 mm. | Reserve suficiente espacio de operación de moho para evitar interferencias de flexión. |
| Secuencia de flexión | No claro | Planificación de pasos detallados. | Evite que las piezas se bloqueen y asegúrese de que se puedan completar todas las curvas. |
Resultados finales y valor
- Resultados: la optimización del diseño está en su lugar, la planificación del proceso es clara y el maestro de nuestro taller tiene excelentes habilidades operativas. ¡La muestra se dobló con éxito a la vez! Todas las posiciones de los agujeros, las posiciones de la interfaz y los ángulos de flexión cumplen con los requisitos de precisión del diseño.
- Valor: lo más importante es que nuestro análisis profesional de DFM en la etapa inicial ayudó directamente al cliente a evitar una producción de prueba que estaba destinada a fallar. No solo ahorró unos pocos miles de dólares en tarifas de prueba, sino que, lo que es más importante, ¡ahorró al menos una semana de precioso tiempo de I + D!
- Inspiración central: para manejar una parte compleja de flexión de metal, no es suficiente tener una parte superiorMáquina de flexión de CNC. El valor real radica en la experiencia práctica de nuestros ingenieros que pueden prever los riesgos de antemano, optimizar el diseño del producto y planificar procesos perfectos. El equipo está muerto, ¡la experiencia está viva!
"Este caso ilustra completamente que para el procesamiento de chapa de precisión, especialmente las piezas de flexión compleja, el análisis de ingeniería en profundidad y la planificación de procesos en la etapa inicial son cruciales. En JS, no solo tenemos equipos avanzados, sino también un equipo experimentado de ingenieros que se centran en ayudarlo a transformar su diseño en productos que pueden fabricarse eficientemente".
Preguntas frecuentes: todos los problemas de flexión que le preocupaba
¿Cuál es el método de flexión de chapa más comúnmente utilizado? ¿Por qué?
Con respecto al método de flexión más utilizado,La respuesta es clara: flexión de aire.
¿Por qué es el más popular?
- La clave son dos palabras: ¡flexibilidad! Un conjunto de troqueles más bajos en forma de V estándar con un golpe adecuado se puede doblar en una variedad de ángulos diferentes controlando con precisión la profundidad de la presión hacia abajo del golpe. Esto significa que la cantidad de veces que el dado debe cambiarse durante la producción se reduce considerablemente, y la eficiencia se mejora naturalmente.
- Es especialmente adecuado para escenarios de producción con una gran variedad de productos y un pequeño volumen de lotes, lo que ahorra tiempo y controla los costos. En los proyectos de flexión de metales con los que entramos en contacto a diario, se estima conservadoramente que más del 90% del trabajo será la primera opción para la flexión del aire.
¿Qué es "Springback"? ¿Cómo resolverlo?
Springback es un tema clave que no se puede evitar. Se refiere al fenómeno natural que la lámina de metal se rebota un poco después de que se retira la presión de flexión. Puedes imaginar doblar una regla de acero, y siempre recuperará una parte cuando te sueltes.
¿Cómo resolverlo?
- La idea central es la compensación sobrevalorada.En pocas palabras, es para doblar deliberadamente el ángulo un poco más pequeño que el valor objetivo (por ejemplo, si va a ser 90 grados, en realidad se puede presionar a 88 grados), dejando espacio para un rebote para que pueda recuperarse al ángulo que necesitamos.
- Pero esta cantidad de compensación no se adivina, debe calcularse mediante fórmula empírica o ajustarse al tratar de doblarla varias veces. En nuestro taller, los maestros experimentados pueden controlar el rebote con mucha precisión con la función de compensación de la máquina.
¿Cuál es la consideración más importante al diseñar piezas de flexión?
Como ingeniero de flexiones de primera línea de JS Company,Estos tres factores son los más críticos para nosotrosAl diseñar piezas de flexión de chapa:
- Radio de flexión mínimo: ¡Este es el resultado final! El radio interno de la curva no debe ser menor que el límite que el material puede soportar, de lo contrario se agrietará cuando esté doblado. Por lo general, el radio mínimo debe ser al menos igual al grosor del material (1T), y el punto seguro es 1.5T o 2T, dependiendo de la dureza del material.
- Altura mínima de la brida: es la altura del "borde" la que está doblada. Si es demasiado corto, el molde no se puede sujetar o presionar constantemente, y el tamaño de la parte doblada es inexacto o incluso se resbala. En la experiencia, la altura de este borde debe ser al menos 4 veces el grosor del material (4T) para ser confiable.
- Distancia segura entre los agujeros y las ranuras y la línea de flexión: si el orificio o la ranura está demasiado cerca de la línea para doblarse, es fácil deformar o aplanar el orificio cuando se dobla. La distancia de seguridad suficiente debe reservarse durante el diseño. Esta distancia también está relacionada con el grosor del material y el diámetro del agujero, y debe calcularse o referenciarse con estándares.
Controlar bien estos tres puntos puede evitar la mayoría de los problemas de fabricación y el riesgo de desguace de piezas por adelantado.
Resumen
La flexión de metal no es una simple "curva", es una tecnología que integra la ciencia de los materiales, el cálculo mecánico y la tecnología de precisión. Detrás de cada curva precisa está el control estricto de los detalles y la experiencia acumulada de innumerables prácticas. Ya sea que su proyecto sea un gabinete industrial resistente o una delicada vivienda de equipos electrónicos, su calidad y confiabilidad no se pueden separar del soporte deTecnología precisa de flexión de metales.
En JS, ofrecemos más que solo precios competitivos:
Desde el análisis de viabilidad de diseño (DFM) para ayudarlo a evitar riesgos, hasta cálculos precisos y planificación de procesos para garantizar dimensiones perfectas, hasta la entrega final de alta calidad.
¡Actúa ahora!
Sube tu archivo CAD(Apoya a Step, IGE, SolidWorks y otros formatos) ¡y deje que el equipo profesional de JS lo evalúe por usted!

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:jsrpm.com
Recurso

