

Puse un trozo de plástico en el cortador de láser y presioné el botón de inicio. Los resultados pueden variar mucho: o obtienes una parte perfecta con bordes limpios y dimensiones exactas. O obtienes una ráfaga repentina de ahoga de humo amarillo verde de la máquina y un olor picante que te golpea la cara. Esto no es tan simple como ensuciar la preciosa lente de enfoque en la máquina. Peor,Puede liberar accidentalmente gases tóxicos.
Esta es la realidad deplástico cortado con láser: Elija el material correcto, obtenga el doble de resultado con la mitad del esfuerzo. Elija el incorrecto, en el mejor de los casos, el material será desechado y el equipo estará dañado, o en el peor de los casos, pondrá en peligro la seguridad.
Hay tantos tipos de plásticos, con composiciones muy diferentes.y sus reacciones a los láseres varían mucho. Algunos plásticos simplemente no son adecuados o incluso imposibles de cortar, pero también hay muchos plásticos comunes que son nuestros "buenos ayudantes". Dominar esto, el plástico de corte láser puede convertirse en una herramienta muy útil en nuestras manos, ayudándonos a hacer varias partes con diseños finos.
Ya sea que esté haciendo muestras, haciendo logotipos, cortando empaques o haciendo piezas complejas de productos, es muy útil en nuestro diarioproceso de fabricación. Por lo tanto, el núcleo de esta guía es ayudarlo a evitar dificultades, descubrir qué plásticos se pueden cortar de manera segura y eficiente con un láser, cómo cortarlas y qué puntos de seguridad deben tenerse en cuenta al operar. Hablemos de ello en detalle.
Resumen de las respuestas centrales:
| Tipo de plástico | Idoneidad de corte láser | Razones clave/precauciones |
| Acrílico/PMMA | ✅ Excelente | Los bordes suaves como el pulido de la llama para el mejor efecto. |
| Abdominales | ⚠️ Se requiere precaución | Se derretirá y producirá olores desagradables, con calidad de borde promedio. |
| Policarbonato (PC) | 🚫 No recomendado | Absorbiendo láser infrarrojo, propenso a la decoloración y la ignición, con poca efectividad. |
| Cloruro de polivinilo (PVC) | ☠️ Absolutamente prohibido | Libere gas de cloro altamente tóxico, máquinas corroídas y represente un peligro para la salud. |
| Petg | ⚠️ Se requiere precaución | Fácil de fundir y adherirse, lo que requiere una configuración de parámetros preciso. |
| Resina acetal (Delrin/POM) | ✅ bueno | El corte es limpio, pero el olor es fuerte y requiere una buena ventilación. |
| Polipropileno (PP) | 🚫 No recomendado | Después de cortar, se convertirá en una sustancia viscosa fundida. |
Este artículo responderá a sus preguntas:
- Esta guía le mostrará cómo se comportan los diferentes plásticos bajo los láseres, y resaltará qué materiales nunca deben tocarse. Las opciones incorrectas pueden causar daños al equipo o riesgos de seguridad.
- Usaremos un ejemplo de la vida real (comparación de prototipos acrílicos y piezas funcionales de ABS) para mostrar claramente cómo la selección de materiales afecta los resultados.
- Finalmente, proporcionaremos respuestas prácticas a problemas operativos comunes, como el grosor de corte y la selección de láser para ayudarlo a aplicar tecnología de corte láser de manera segura y eficiente.
¿Por qué confiar en esta guía? JS's Laser y Material Science Practice
Cada experiencia aquí proviene de la tabla de operaciones real en el taller de corte láser de nuestra empresa JS. Uno de nuestros negocios principales es la producción de piezas de corte láser de alta precisión. Por ejemplo, cuando un cliente desea cortar una pieza de pantalla transparente y suave del acrílico de 10 mm de espesor, o cuando desee cortar un pedazo de PVC o policarbonato grueso, les diremos directamente"Esto realmente no es posible",Explique claramente que los láser estos materiales liberarán gases nocivos y recomendarán más segurosMecanizado CNCsoluciones.
Qué plástico se corta mejor con el láser de CO2, cómo ajustar los parámetros o por qué el láser de fibra no es adecuado para cortar ciertos plásticos. Estos conocimientos no se copian de los libros, sino que se obtienen a través de nuestra máquina después de la máquina y el procesamiento repetido.
Esta guía está acumulada por nuestroJS IngenieríaColoque en innumerables tiempos de ajuste de potencia, prueba de velocidad, verificación de frecuencia y limpiando los restos de material cortado y quemado.
"Arthur Schawlow, uno de los pioneros de la física láser, dijo: Para hacer el trabajo láser, tienes que aprender a hablar con la luz".
Es a través del "diálogo" del día a día que hemos entendido a fondo el rendimiento de la máquina y realmente entendimos los márgenes de rendimiento y seguridad de diferentes plásticos bajo láser. Lo que compartimos aquí son las reglas operativas que realmente hemos trabajado para garantizar la seguridad y la confiabilidad ".
La ciencia de los plásticos de corte láser: la fusión, la vaporización o la combustión?
El corte de plásticos láser no es un corte simple. En esencia,Utilizamos un haz de luz de alta energía para "hablar" con precisión con el material.Comprender cómo va esta conversación, ya sea que se derrita, vaporice o desafortunadamente quema, es definitivamente el primer paso para elegir el material correcto y hacer el bienPiezas de corte láser.
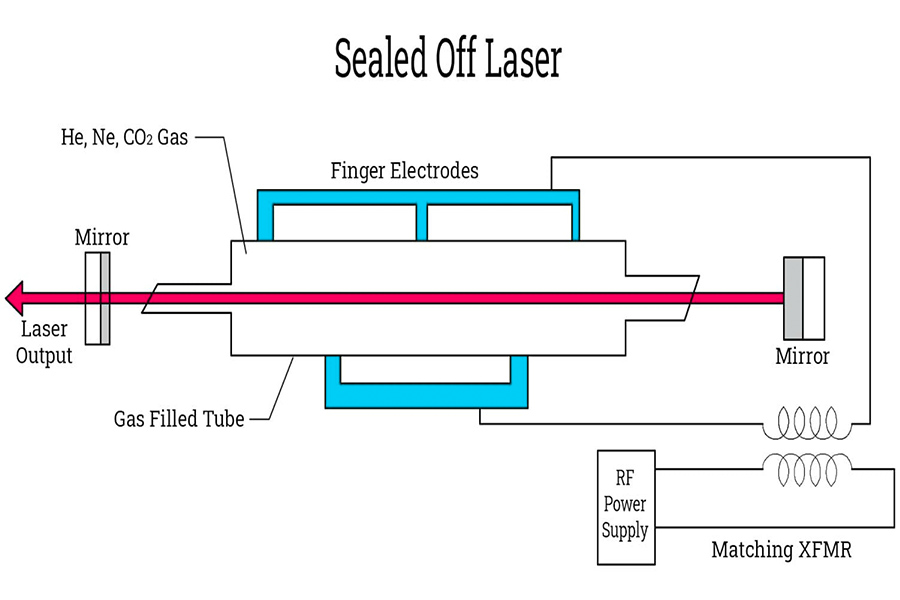
Co₂ Laser: ¿Por qué es tan "compatible" con los plásticos?
En nuestro taller JS,El láser Co₂ es la fuerza principal absoluta para cortar materiales orgánicos como el acrílico.La razón es simple: la luz infrarroja (longitud de onda de 10.6 μm) que emite es solo del gusto por la estructura molecular de la mayoría de los plásticos (como la madera y el acrílico), y puede absorber eficientemente. El material "come" rápidamente la energía, la temperatura se eleva instantáneamente al punto de vaporización, el material se convierte directamente en gas y es impresionado por el gas auxiliar, y la incisión es naturalmente limpia y ordenada.
Delroz y vaporización: la cuenca de la calidad de la incisión
Situación ideal:
La vaporización limpia (como el acrílico/PMMA): el acrílico puede absorber el láser de 10.6 μm, alcanzar rápidamente el punto de vaporización y formar directamente el gas para ser quitado. El calor residual en el borde derretirá la superficie ligeramente, haciendo que parezca que ha sido pulido por llama, translúcido y suave, lo cual es la clave para hacer piezas de pantalla de alta calidad paracorte con láser.
Situación problemática:
Sobrefleja (como ABS, PETG): este tipo de material es más fácil de derretir. Porque el punto de fusión de ABS a 300 ° C y el punto de vaporización a 350 ° son demasiado cercanos. Cuando el láser se irradia, no se convierte en gas rápidamente,pero se convierte en material fundido primero.
El resultado es que el borde del corte es áspero, cubierto de escoria e incluso se pegan hacia sí mismo, lo que reduce en gran medida la calidad de las piezas y dificulta la limpieza.
Área absolutamente prohibida: plásticos que contienen cloro: el "veneno" del corte láser
En JS, si me encuentro con clientes que desean hacer un corte láser de plásticos que contienen cloro comoPVC y vinilo,Me negaré sin dudarlo.Esto no es una exageración, es realmente fatal:
- Gas altamente tóxico: los láseres de alta temperatura harán que se descompongan y liberen gas de cloruro de hidrógeno (HCL). La inhalación de esto causará quemaduras devastadoras al tracto respiratorio, y las consecuencias son extremadamente graves.
- Asesino de la máquina: ¡el gas HCL se convertirá en ácido clorhídrico inmediatamente cuando se encuentre con la humedad en el aire! Esta niebla ácida corroerá todas las piezas de metal en la máquina locamente, incluidos los rieles de precisión, los tornillos y especialmente las costosas lentes ópticas, que se eliminarán en minutos. Un corte destruirá una máquina,Y no estoy bromeando.
Características y riesgos de corte láser de plástico común (CO₂):
| Tipo de plástico | Tasa de absorción del láser Co₂ | Mecanismo de corte principal | Manifestaciones típicas de la calidad de la incisión | Nivel de riesgo principal |
| Acrílico (PMMA) | Extremadamente alto | Plomo: gasificación | Suave, transparente, fusión de borde pulido. | Bajo (que requiere ventilación). |
| Abdominales | Alto | Principio: derretir | Fácil de derretir la escoria, los bordes ásperos y pueden solidificarse. | Medio (con humo alto y posiblemente trazas de derivados de benceno). |
| Petg | Alto | Principio: derretir | Fácil de dibujar y propenso a la carbonización en los bordes. | Medio (con altos niveles de humo y polvo). |
| PVC (que contiene cloro) | Alto | Descomposición/combustión | Carbonización severa y bordes irregulares. | ¡Extremadamente alto! (Gas HCl altamente tóxico, altamente corrosivo). |
| Placa gruesa de policarbonato (PC) | Enunciamiento | Fácil de derretir/carbonizar | Fácil de amarillo, agrietarse y acumular escoria. | Medio a alto (con humo alto y posiblemente conteniendo fenol). |
Datos de ISO 11553, Informe de evaluación de riesgos de ECHA
"Comprender si el material se derrite, vaporiza o se descompone durante el corte láser de plásticos está directamente relacionado con la calidad de la parte, la seguridad operativa y la vida útil del equipo. Recomiendo encarecidamente que comprenda a fondo las características de procesamiento de láser de cualquier material nuevo antes de probarlo.
Guía del corte láser Materiales plásticos: regla de semáforo
He ejecutado el corte láser durante más de una década y trabajé con muchosmateriales plásticos. Hoy, voy a utilizar el conocido principio de "semáforo", así como mi experiencia práctica, para explicar los puntos clave para cortar plásticos comunes, especialmente los problemas que deben observarse al usar nuestra máquina de corte con láser co₂ cotidiano.Seguridad primero, efecto segundo!
✅ Zona de luz verde: corte con confianza (materiales sugeridos)
Acrílico (PMMA):El "compañero dorado" de Laser Cutting. Velocidad de absorción del láser CO₂> 90%, y puede vaporizarse de manera ordenada y limpia, y el borde de corte es tan suave y transparente como el vidrio ra≤3.2 μm, y casi no se requiere un procesamiento secundario. Es el material más popular para letreros, modelos de visualización y piezas de precisión en nuestros servicios de corte con láser en línea.
Resina acetal (POM / Delrin):La alta precisión de corte y los bordes lisos y ordenados son apropiados para piezas resistentes al desgaste, como engranajes, rodamientos y piezas funcionales. Nota: ¡El olor es fuerte cuando el mecanizado y el sistema de ventilación deben ser completamente funcionales! Debe estar equipado con un sistema de escape de volumen de aire ≥500m³/h (emisión de formaldehído 0.5ppm).
Polyester Film (Pet Film / Mylar):Para películas delgadas (generalmente <0.5 mm), el láser puede lograr un corte muy fino y no fundido, que a menudo se utiliza para fabricar plantillas, hojas de aislamiento electrónico, etc.
⚠️ Área de luz amarilla: intente con precaución
ABS:Se puede cortar, pero el efecto no es ideal. Es fácil de derretir en lugar de vaporizar al cortar, y los bordes serán pegajosos y amarillos, mientras que libera humo obvio y el olor a monómero de estireno traza. A menos que sea un blanco rugoso sin requisitos en los bordes, realmente no se recomienda. ¡La ventilación debe combinarse con una ventilación fuerte!
PETG:El corte es desafiante. Su viscosidad de fusión es alta y es muy fácil derretir y dibujar o carbonizar. La ventana de parámetro adecuada es particularmente estrecha, y se derretirá severamente si está ligeramente incorrecta. Aunque puede cortar piezas difíciles, si desea cortar bien, debe ajustar los parámetros repetidamente para probar y error. En muchos casos, puede ser más sin preocupaciones de usarFresado de CNC.
PLA (material común para la impresión 3D):Puedes intentar cortar sábanas delgadas (<1 mm). Pero no es muy bueno si es un poco más grueso. El punto de fusión es bajo, y es fácil fundirse en exceso con energía ligeramente mayor, lo que resulta en bordes ásperos y ampollas. No se recomienda para piezas de precisión.
🚫 Red Light District: ¡No lo toques! ¡Peligroso!
PVC (polímero clorado ≥56%):¡Esta es un área absolutamente restringida! La descomposición a altas temperaturas libera gas de cloruro de hidrógeno altamente tóxico (HCL) (liberado> 15ppm), que pone en peligro seriamente la salud del personal y corroe las lentes de la máquina láser y las piezas internas. ¡Detente inmediatamente cuando vea los materiales de PVC! No importa cuán urgentes sean las necesidades del cliente,JS rechaza dicho procesamiento.
Policarbonato (PC):Corte con Co₂ láser. ¡Demasiado arriesgado! Absorbe muy bien el calor y puede quemarse fácilmente directamente, causando fusión violenta, amarillamiento y produciendo mucho humo de carbono y humo tóxico. Incluso las hojas delgadas (<1 mm) apenas pueden dibujar una línea, y el efecto es mucho peor que cortar con un cuchillo o procesamiento con unfresadora. No te hagas problemas para ti mismo.
Fibra de vidrio/plástico reforzado con fibra de carbono:La resina se quemará, y la fibra de refuerzo no solo se cortará continuamente, sino que también producirá mucho polvo irritante y dañino, y la concentración de PM2.5 es> 1200 μg/m³ (40 veces más alto que el estándar industrial), que contamina seriamente la máquina y el medio ambiente.
Láser corta plásticos, es más seguro identificar la película acrílica, acetal y poliéster. Los ABS, PETG y PLA deben ser juzgados con precaución.Manténgase alejado de PVC,¡Compuestos de policarbonato y fibra de vidrio/fibra de carbono!
"Elegir el material correcto es la clave para un procesamiento seguro y eficiente. Si no está seguro de si el material en cuestión se puede cortar, no dude en comunicarse con JS Company. ¡Nuestros servicios de corte láser en línea maduros pueden ayudarlo a verificar y encontrar una solución!"

Análisis de casos reales: prototipos rápidos versus productos terminales
No importa cuán buena sea la teoría, depende de cómo se haga realmente. Hoy compartiré con usted el proyecto Smart Home Controler Shell de un cliente real para ver cómo elegimos materiales y procesos en diferentes etapas.
Caso: Desarrollo de caparazón de controlador doméstico inteligente
Antecedentes del proyecto:El cliente quiere hacer un caparazón para un nuevo controlador Smart Home. El proyecto se divide en dos pasos:
- Visual rápidoprototipos:Hacer rápidamente un modelo 1: 1. El requisito central es presentar con precisión la apariencia (especialmente la ventana de visualización transparente y la textura esmerilada) para la confirmación del diseño.
- Prototipo funcional de lote pequeño:Haga alrededor de 10 conjuntos de conchas, que deben ser lo suficientemente fuertes como para simular el uso diario (como presionar botones, caída accidental) y realizar pruebas funcionales para el equipo interno.
Fase 1: Prototipo visual
Demandas del cliente central:Entrega rápida, costo controlable, apariencia altamente realista (claridad de la ventana transparente, textura del cuerpo esmerilado).
Solución JS: cortando el láser acrílico (PMMA).
¿Por qué elegirlo?
- Buena apariencia:El acrílico transparente se usa como ventana, y el borde de corte está limpio y brillante, sin pulido secundario. El acrílico negro esmerilado se usa como cuerpo, y la textura se ve casi igual que el concepto final del producto.
- Entrega extrema:El acrílico es uno de los plásticos más eficientes para el corte láser. El cliente confirma el dibujo por la mañana, y podemos entregarle el prototipo por la tarde. Esto es crítico para la rápida iteración del diseño.
- Costos amigables (pieza única/lote pequeño):Para modelos visuales de lotes de una pieza o muy pequeña, el costo de inicio y el costo unitario del corte láser son mucho más bajos quemoldura de inyección. La ventaja del precio del corte láser es muy obvia, especialmente adecuada para la etapa de verificación.
Fase 2: prototipo funcional
Demandas del cliente central:Proporcione 10 conjuntos de conchas con suficiente fuerza y resistencia para las pruebas funcionales y de durabilidad en entornos reales.
La idea inicial del cliente:¿Se puede usar el corte láser de la lámina ABS para hacerlo?
Análisis y sugerencias profesionales de JS:
¿Por qué no se recomienda el corte láser de ABS?
Le explicamos al cliente: aunque es técnicamente factible, hay problemas significativos con el corte láser de ABS.
- Mala calidad de borde:El corte láser de ABS es fácil de derretir, los bordes son pegajosos, carbonizados y enterrados, la superficie es áspera y la apariencia es pobre.
- Lesiones internas ocultas:La alta temperaturaproceso de cortegenerará estrés dentro del material, haciendo que las piezas sean frágiles, y la resistencia real es mucho más baja que el valor teórico del material en sí. Cuando lo deja caer, puede agrietarse tan pronto como cae, pero esto no significa que el material de ABS en sí no sea bueno, es la "lesión interna" causada por el proceso. Esto distorsionará los resultados de la prueba.
- Fuerte olor y humo:Se requiere una ventilación fuerte y el entorno de procesamiento no es amigable.
JS Alternativas recomendadas:
Opción 1: Procesamiento CNC de la hoja ABS.
- Ventajas: la precisión del procesamiento es extremadamente alta, y la resistencia y la dureza de la materia prima del ABS se puede conservar completamente, y el rendimiento esmás cercano a las piezas moldeadas de inyección final.
- Consideración: el costo es relativamente alto, especialmente para lotes pequeños (10 conjuntos), y el tiempo de procesamiento también es más largo.
Opción 2: ABS de impresión 3D FDM (finalmente opción adoptada).
Ventajas:
- Encontró el mejor equilibrio entre fuerza, costo y velocidad. Las piezas ABS impresas por FDM tienen buena resistencia y pueden simular mejor la resistencia al impacto de las piezas moldeadas por inyección. El costo es más bajo que CNC y la velocidad es más rápida.
- Lo más importante es que si un pequeñoproblema de diseñose encuentra durante la prueba (como una hebilla es demasiado apretada), el archivo de diseño se puede modificar e imprimir nuevamente inmediatamente, y el ajuste es súper flexible.
Consideración:La superficie tiene líneas en capas y no es tan suave como CNC o piezas moldeadas por inyección, peroLa prueba funcional es completamente aceptable.
Servicio de valor agregado:También usamos corte láser deMylar de alta precisión (película de poliéster)Juntas de aislamiento para garantizar la seguridad de la placa de circuito dentro del controlador del cliente.
Resultados:
El cliente primero bloqueó el diseño de apariencia con un prototipo láser acrílico ultra rápido sin desvíos. Luego, completamos con éxito las pruebas internas con unImpresión 3DPrototipo funcional de ABS, exponiendo y corrigiendo varios problemas estructurales menores de antemano. Todo el proceso fue perfecto, eficiente y confiable, lo que ahorró a los clientes mucho tiempo de prueba y error y costos potenciales.
Revelación clave:
El impacto de los diferentes materiales y procesos en el rendimiento de la pieza es real, especialmente cuando se somete a fuerzas externas. Eche un vistazo a la diferencia en el rendimiento del siguiente indicador de clave - Estrés de flexión (La capacidad del material para resistir la deformación de la flexión) Después del procesamiento:
| Material | Hechura | Estrés de flexión (MPA) | Etapa adecuada | Ventajas del núcleo |
| Acrílico (PMMA) | Corte con láser | 70 | Prototipo visual. | Velocidad, costo, efecto superficial. |
| Abdominales | Corte con láser | 30 | No recomendado. | El alto estrés interno conduce a una disminución significativa de la resistencia. |
| Abdominales | Mecanizado CNC | 45 | Prototipo funcional/lote pequeño. | Intensidad más alta y alta precisión. |
| Abdominales | Impresión FDM 3D | 40 | Prototipo funcional/lote pequeño. | Resiliencia, costo y velocidad equilibrados, y flexibilidad. |
| ordenador personal | Moldeo por inyección (objetivo) | 95 | Producción en masa final. | Alta fuerza y dureza. |
Nota: Los valores de estrés por flexión en la tabla son rangos típicos. Los valores específicos se ven afectados por calificaciones de material, parámetros de proceso, diseño de piezas, etc. La clave es ver la diferencia de tendencias.
Hay diferentes formas de hacer productos en diferentes etapas.El corte láser es una herramienta poderosa para "verse bien"(especialmente acrílico), con velocidad rápida y bajo costo. Pero para hacer piezas funcionales duraderas, debe sopesar la fuerza, el costo y la flexibilidad del procesamiento de CNC y la impresión 3D.
No permita que el proceso limite el diseño y no permita que el material arrastre la prueba. En JS, no solo nosotrosmateriales cortados, pero también sabe cómo seleccionar la mejor combinación de procesamiento de material de acuerdo con la etapa y objetivos de su proyecto. Siguiente proyecto, ¿hablemos de sus necesidades? ¡Te ayudaremos a planificar el mejor camino!

Preguntas frecuentes: responda su última pregunta sobre el corte de plástico
¿Qué tan grueso puede láser cortar plástico?
Esto depende principalmente de la potencia de la máquina.y el tipo de plástico que desea cortar. Tome el acrílico más común como ejemplo. Nuestra máquina láser de 130 W generalmente puede cortar entre 20 y 25 mm (aproximadamente 1 pulgada) tablas de espesor suavemente.
Pero si está cortando materiales como ABS o Delrin, el grosor que se puede cortar será significativamente más pequeño. Cabe señalar que si la placa es demasiado gruesa y excede el rango de corte ideal de la máquina, el bisel cortado será más obvio y el borde puede no ser suave y recto.
En el trabajo real, cuando encontramos piezas de trabajo particularmente gruesas, generalmente preparamos diferentes máquinas y métodos para tratarlo de acuerdo con su grosor específico para lograr los mejores resultados.
¿Cómo determinar si un plástico desconocido es PVC?
¡No adivines a ciegas, pruebalo tú mismo! -Use la prueba de Beilstein(también llamado método de prueba de cloro de alambre de cobre):
- Tenga cuidado: asegúrese de operar en un lugar ventilado y usar equipo de protección (guantes, gafas).
- Pasos: Encuentre un alambre de cobre limpio, quema en rojo con una pistola de pulverización y pegue una pequeña muestra de plástico mientras está caliente (deje que se derrita y pegue). Luego vuelva a colocar el cable de cobre con plástico en la llama y quúdalo.
- Mire los resultados: si la llama se vuelve verde, significa que el plástico contiene cloro, ¡lo cual probablemente sea PVC!Nunca use un láser para cortar este material,Porque el cloro producirá gases nocivos cuando se calienta. El principio es simple: el cloro hará que la llama parezca verde.
¿Puede el láser de fibra cortar plástico?
Por lo general, no, o el efecto es muy pobre.
¿Por qué?
- La longitud de onda de 1.06 micrones del láser de fibra es absorbida principalmente por metales, pero la mayoría de los plásticos son casi "transparentes". La energía pasa directamente, y no queda mucho en el plástico para calentarla.
- Aunque algunos plásticos tienen absorbentes especiales agregados para permitir que los láseres de fibra los marquen, si realmente desea cortar y cortar bien, aún tiene que confiar en los láseres de CO2. Su longitud de onda (10.6 micras) es mucho más fácil para los plásticos de absorción, y la tasa de utilización de energía es alta, lo cual es una opción más confiable para cortar los plásticos.
¿Dónde puedo encontrar servicios de corte láser de plástico cerca de mí?
Puede buscar "corte con láser de plástico" para encontrar un proveedor de servicios local, pero una forma más rápida y sin preocupaciones es usar servicios de corte láser en línea como nosotros. Cargue el archivo de diseño directamente, seleccione el grosor y el tipo del material, y el sistema le dará inmediatamente un precio transparente de corte láser. Tenemos equipos de diferentes potencias, las hojas de plástico comunes en stock, la precisión y la velocidad están garantizadas, y es conveniente personalizar a la demanda sin importar dónde se encuentre.
Resumen
El plástico de corte láser tiene capacidades potentes, pero la aplicación exitosa es inseparable del conocimiento profesional y la conciencia de seguridad. El núcleo es: una comprensión profunda de la interacción entre diferentes materiales plásticos y láseres es crucial, y la seguridad es siempre la primera prioridad. El derechoselección de materialDetermina directamente el efecto de corte, la vida del equipo y la seguridad del personal.
No es necesario correr riesgos en la selección de materiales. El equipo de JS le brinda apoyo profesional:
- Consulta de material profesional:He estado en esta industria durante muchos años y sé mejor qué plástico es adecuado para cortar láser. Nos dice sus necesidades, y recomendamos los mejores materiales basados en nuestra experiencia para garantizar la seguridad operativa y la calidad de corte.
- Servicio de personalización único:Si lo necesitascorte láser personalizadoFabricación, cargue su archivo CAD y nuestro sistema le dará una cotización real de inmediato. Nuestro equipo de ingeniería también revisará su diseño de forma gratuita para garantizar que el proceso y los materiales más apropiados se utilicen para la producción.
- Ahorre tiempo y esfuerzo:Desde recomendaciones de materiales, citas hasta producción, todo se hace de manera eficiente en línea. No importa dónde se encuentre, puede obtener fácilmente piezas de corte de alta calidad.
La seguridad no es una cuestión pequeña,y la selección de material es la clave. Deja que nuestra experiencia te acompañe,entregarTu proyecto¡En línea ahora!

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:jsrpm.com
Recurso

