

En JS, a menudo tenemos tal demanda: hacer un cuerpo de bomba de 50 kg con una estructura compleja. Si se corta y procesa todo el bloque de metal, el desperdicio de material y costo es tremendo.Fundición de arena, una tecnología centenario que puede considerarse como el antepasado de la fundición, utiliza la arena más común como un molde para "dar forma" al metal fundido en las partes complejas deseadas.
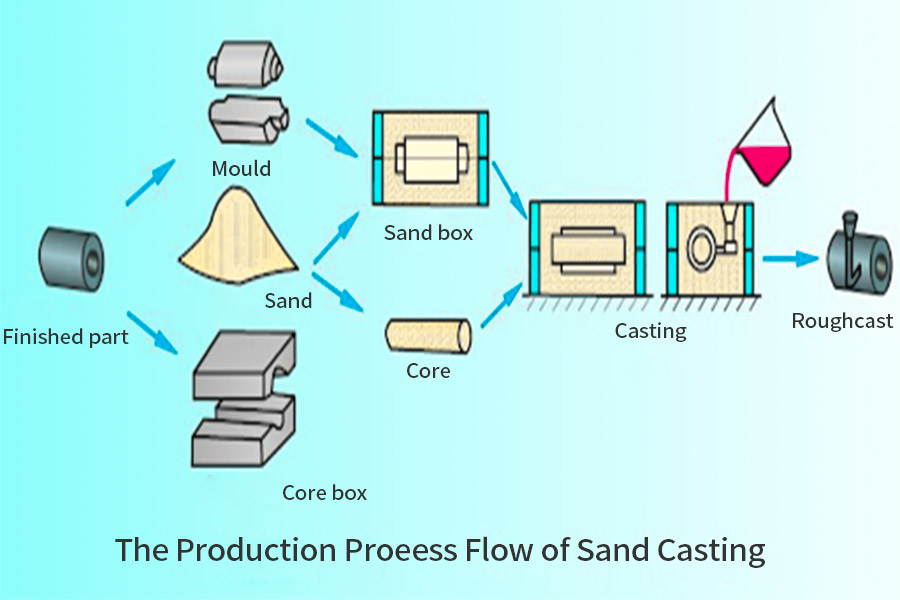
El proceso es muy simple:
- Primero hacemos un modelo de su parte en metal o madera. Póngalo en una caja de arena especial, llénela con arena preparada y empaca.
- Luego, retire el modelo con cuidado y la cavidad de pieza en la forma exacta se deja en la arena.
- Luego, vierta el metal fundido hirviente, permita que se enfríe y se sólido, elimine la arena y la parte está fuera.
Verá, el dinero y la punta de ahorro de material en este caso es que el molde de arena es desechable y puede crear formas complejas.
Este proceso en nuestro taller se utiliza todos los días. Es el más adecuado para hacer piezas que tienen un tamaño grande, en forma compleja y no quieren desperdiciar demasiado material, como carcasas de bombas grandes,cuerpos de válvula, cilindros del motor, etc. Si bien se requiere experiencia en la selección de arena, el modelado y la temperatura de vertido, es precisamente esta flexibilidad, economía y confiabilidad lo que ha permitido que la fundición de arena mantenga un lugar en las industrias de automóviles y maquinaria de forma segura.
Resumen de la respuesta central:
| Característica | Fundición de arena | Casting de inversión | Casting de matriz de alta presión |
| Materiales de moho | Arena (generalmente desechable). | Caparazón de cerámica (desechable). | Moldes de acero (reutilizables). |
| Precisión dimensional | General | Alto | Muy alto. |
| Suavidad de la superficie | Áspero (que requiere procesamiento secundario). | Liso | Muy suave. |
| Costo de producción | Bajo (especialmente en términos de costo de moho). | Alto | El costo de los moldes es extremadamente alto, pero el costo por pieza es bajo. |
| Escenarios aplicables | Componentes de cavidad internos grandes, gruesos de paredes y complejos. | Piezas pequeñas, complejas y de alta precisión. | Gran cantidad, paredes delgadas, piezas de alta suavidad. |
Este artículo responderá a sus preguntas:
- Esta guía lo llevará a través de los pasos completos del lanzamiento de arena en detalle.
- Analice el proceso de fundición de arena verde central y enumere sus productos típicos de fundición de arena.
- Y use casos reales para explicar por qué sigue siendo un proceso clave irremplazable en la fabricación industrial actual.
¿Por qué confiar en esta guía? La realidad del ingeniero de casting de primera línea de JS
Como ingeniero de casting de JS Company, el cliente envió un pedido paraCasting de arena de aleación de aluminio. Primero debemos preguntar: ¿dónde se usará esta parte al final? ¿Qué cantidad de fuerza soportará? ¡Porque esto determina directamente qué aleación de aluminio usamos! Por ejemplo, la aleación A356 con fluidez particularmente buena es adecuada para piezas de paredes delgadas con formas complejas. Si la parte está sujeta a alta fuerza y requiere ser más fuerte, entonces debe cambiar a otra calificación más dura. Esta no es una opción aleatoria.
Hablemos de la arena húmeda que usamos. Controlamos estrictamente el contenido de humedad con una precisión del 0.1%. Sabemos que si hay demasiada agua en la arena, cuando se vierte el agua de aluminio caliente en él, el exceso de agua se convertirá instantáneamente en gas, lo que dará como resultado burbujas y agujeros de arena en la fundición, ¡y todo el procesamiento se arruinará! Esta es la experiencia obtenida de las lecciones sangrientas.
Lo mismo es cierto para elegir moldes para los clientes. ¿Deberíamos usar madera o metal? Esto no es solo un problema de costos. Esto se basa en la predicción precisa de las necesidades a largo plazo de los clientes.
La experiencia es el mejor maestro:
- Una vez ayudamos a un fabricante de bombas de agua a procesar un gran cuerpo de la válvula hidráulica, que fue difícil de procesar debido al tamaño inexacto del canal de flujo.
- Estudiamos cuidadosamente el problema y finalmente sugerimos que reemplazaran la arena húmeda original con unarena de resina endurecida por agentes químicos. La precisión dimensional del complejo canal de flujo de cavidad interna se mejoró significativamente. De esta manera, la asignación de corte del procesamiento posterior se redujo en un 60%, ahorrando tiempo y costo.
"Como el líder de la industria del casting John Campbell a menudo enfatiza: el 90% de la calidad del casting está determinado por la etapa de preparación de moho".
Esta guía es el resultado de cómo nuestro grupo de ingenieros JS combinan de cerca este tipo de conocimiento profundo de la ciencia de materiales con la práctica de procesos de primera línea. No es una teoría del libro de texto, sino una cristalización de la práctica y la teoría en el horno.

Principio central: el arte de usar "espacio negativo"
Imagine presionar una huella en la playa, luego verter agua en la huella, y el agua se solidifica para formar una forma de "pie".La esencia de la fundición de arena es similarA esto, excepto que usamos arena especial de arena y metal fundido. En pocas palabras, es usar un "patrón" sólido para crear su "cavidad" (espacio negativo) en la arena y luego verter metal fundido en esta cavidad. Después de que se enfría, es la parte de metal que quieres.
Este proceso se basa en tres elementos básicos:
(1) Patrón:
Este es el punto de partida de nuestro trabajo, que es equivalente a un "sustituto" para su parte final. Es un modelo físico hecho de acuerdo con el dibujo, generalmente hecho de madera, plástico o metal.
Punto clave: ¡el patrón no es una réplica 1: 1 de la pieza! Aumentaremos el tamaño por adelantado al diseñar, y tenemos que calcular y reservar esta contracción por adelantado. Haga el patrón más grande para que el tamaño de la pieza después del enfriamiento sea correcto.
Además, la superficie del molde debe diseñarse con un ángulo de borrador, de lo contrario, el molde no podrá salir de la arena suavemente después de compactar el molde de arena.
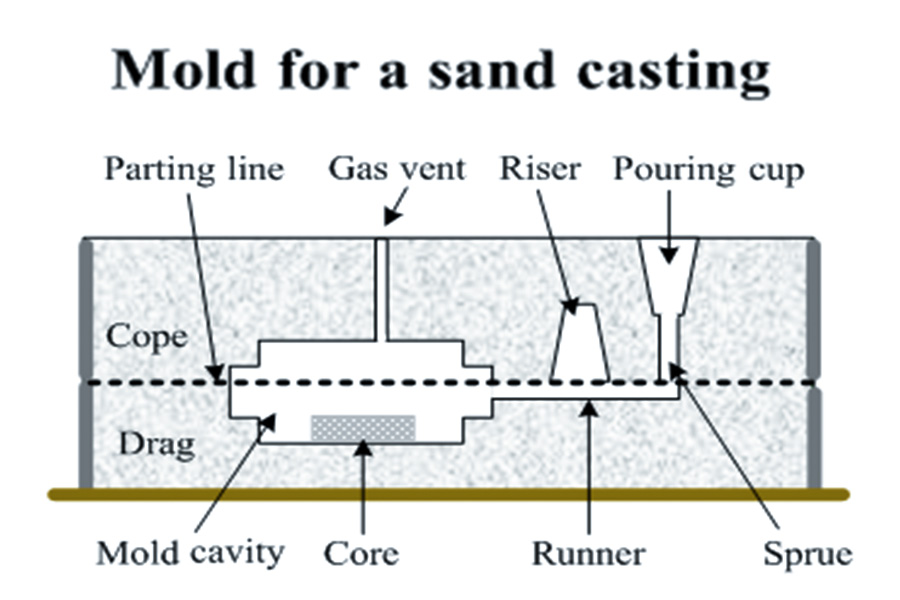
(2) molde de arena:
¡Este es nuestro campo de batalla central! Enterrado en la arena especial de fundiciónespecialmente preparado por nuestro JS. Cuando el molde se saca cuidadosamente, la cavidad que necesitamos se deja en el molde de arena.
Para facilitar la operación y garantizar la calidad de las fundiciones, el molde de arena generalmente se divide en dos mitades y se coloca en una caja de arena dedicada:
- Cuadro inferior (arrastre): colocado en la mitad inferior de la caja de arena, generalmente contiene el contorno principal de la pieza.
- Caja superior (COPE): colocado en la mitad superior de la caja de arena, cubriendo la parte superior de la caja inferior, juntas formando una cavidad completa y conteniendo un canal para verter metal.
Después de quitar el molde, se combinan las cajas de arena superior e inferior, y la cavidad en el medio es el "molde hueco" que queremos.
(3) Casting:
- Este es nuestro producto objetivo final. Vierta la alta temperatura derretidametal fundido en el "molde hueco"desde la abertura en la parte superior del molde de arena. El metal fundido se llena y fluye en la cavidad del molde, y finalmente se enfría y se endurece.
- Finalmente, desarme la caja de arena, elimine las partes metálicas formadas inicialmente y luego pase por la limpieza (eliminar los elevadores de vertido, las rebabas flashes, la arena de la superficie, etc.), la inspección y otros procesos para obtener la fundición.
El encanto de la fundición de arena se encuentra en que utiliza los materiales de arena más básicos para replicar espacios complejos a través de patrones, lo que permite que el metal fluido se solidifique en la forma requerida. Este método tiene una libertad y economía de diseño extremadamente alta, y es particularmente adecuado para la producción de piezas individuales,lotes pequeños o partes complejas grandes.
"Si tienes una parte que quieres hacer un casting de arena, ¡solo dáranos JS! Sabemos los trucos mejor, así que déjanos ayudarte a lanzar tu próximo componente clave".
Paso a paso: el proceso completo de fundición de arena
Hoy, hablaré contigo en las palabras más realistas sobre cómo una parte de metal se transforma de un trozo de madera. En este proceso, cada paso oculta nuestra experiencia y sabiduría.
Paso 1: fabricación de patrones
Después de obtener el dibujo de la parte, el primer paso eshacer un modelo físico, que es el patrón. Los materiales son más comúnmente de madera, plástico o metal.
Hay dos puntos clave aquí:
- Primero, el tamaño del patrón debe incluir el margen de contracción después de que el metal se enfría y se solidifica (por ejemplo, la tasa de contracción de la aleación de aluminio es de aproximadamente 1.3%).
- En segundo lugar, el patrón no se puede hacer de forma recta y abajo, y debe diseñarse con una pendiente (generalmente 1-3 grados) para asegurarse de que se pueda eliminar suavemente de la arena compactada más adelante.
Paso 2: Making de núcleo de arena
Si su parte es hueca por dentro, como una tubería de agua o una cavidad de la válvula, el patrón en sí no puede formar estos "espacios negativos". Deberá hacer un "núcleo de arena" ahora.Usamos arena de núcleo especial, agregue adhesivos especiales para hacerlo difícil, y colóquelo en el medio del molde de arena.Cuando ENCONTRAMOS, forma eladentroforma de la parte.
Paso 3: Haga la caja inferior
Tomamos una caja de arena inferior (llamada "caja inferior"). Primero, coloque la mitad inferior del patrón constantemente en la placa inferior de la caja de arena inferior.
Luego, use la arena de fundición especial preparada por JS (la arena verde es la más común, que es arena húmeda mezclada con agua y caolín) para llenar cuidadosamente la caja inferior, y compactarla de manera uniforme y completamente utilizando cualquier herramienta o dispositivo. Este paso es la base. Si la arena no se compacta, la cavidad detrás se derrumbará fácilmente.
Paso 4: Dé la vuelta y construye la caja superior
Gire la caja inferior construida y el patrón en su conjunto, para que la parte inferior esté hacia arriba. Retire la placa inferior para exponer la superficie de separación del patrón. Extienda una capa uniforme de arena de separación sobre la superficie de separación para evitar que la arena de las cajas superior e inferior se pegue.
Luego, coloque la mitad superior del patrón y abroche el cinturón de la caja de arena superior. En este momento, haremos el canal (puerta) para que el agua metálica fluya y el lugar donde finalmente surge el agua metálica (elevador). Esto se llamael sistema de vertido, y eso es muy crítico!
Paso 5: Desmontaje de moho, disminución del núcleo y cierre de caja
- Después de compactar la arena, puede separar cuidadosamente las cajas de arena superior e inferior. Abierto. Retire suavemente el patrón de la arena.
- Ahora, una cavidad que es precisamente una impresión de la pieza queda en el molde de arena.
- Si la pieza requiere un núcleo de arena, colóquelo con precisión en la posición reservada en la caja de arena inferior ahora.
- Finalmente, cierre la caja superior con precisión y suavemente a la caja inferior, sujete o presione con un objeto pesado para evitar que el agua metálica se empuje por el vertido. ¡Una cavidad completa está lista!
Paso 6: vertiendo
¡Aquí viene lo más destacado! Coloque el metal (por ejemplo, arena de aluminio) que se calienta caliente en el horno y se convierte en agua en un molde. En la fundición, la aleación de aluminio generalmente está a 700-750 ° C), y se vierte rápidamente en el molde de arena cerrado a través de la puerta hasta que el agua metálica se ve desbordando del elevador. La temperatura y la velocidad de este paso deben controlarse bien. Demasiado rápido causará fácilmente el lavado de arena, y demasiado lento puede causar defectos de cierre frío.
Paso 7: enfriamiento y extracción de arena
Deje que la fundición se enfríe de forma natural y completamente en el molde de arena. El período de enfriamiento depende del tamaño, el grosor de la pared y la naturaleza del metal en la fundición. Después de la solidificación, abra el dispositivo de bloqueo, destruya la caja de arena y retire la mayor parte de la arena de la fundición por vibración, golpes, etc. Caída (Este proceso se llama arena que cae). La fundición obtenida después de caer arena todavía tiene la puerta, el sistema elevador y la arena adherida. Recicamos la mayor parte de la arena de moldeo y la arena del núcleo para reducir los costos.
Paso 8: Postprocess the Casting
The casting is still in a raw condition just after it comes out of the sand. Necesitamos usar herramientas de corte para eliminar el exceso de piezas como la puerta y el elevador, y usar herramientas de molienda para limpiar las rebabas flash. A veces es necesario realizar ardillas de arena o explosión de disparo para completamenteRetire la superficie de arena pegaday escala de óxido para obtener una superficie lisa. Finalmente, obtienes el casting terminado que cumple con tus requisitos.
"Verá, el proceso de fundición de arena es secuencial, modelo para el moho de arena para verter y enfriar, lo cual es algo similar entre sí. La experiencia y el control de un paso afecta directamente la calidad del producto terminado. En JS, estamos más familiarizados con cada problema y truco en este proceso. Si tiene una parte que desea hacer con el molde de arena, no puede salir mal dejándonos por nosotros".
Análisis real de casos de combate: cajas de cambios rentables de fabricación para maquinaria pesada
Como ingeniero a cargo de este proyecto en JS, analizaré por usted cómoTecnología de fundición de arena usadaPara resolver con éxito el problema de fabricación de grandes cajas de cambios para un fabricante de maquinaria agrícola.
Punto de dolor del cliente: el alto costo de soldadura y ensamblaje
El cliente es un conocido fabricante de maquinaria agrícola. La gran caja de cambios de uno de sus tractores principales se soldó originalmente junto con varias placas de acero gruesas. En este momento, enfrentaron desafíos severos:
- Enorme presión de costo: el proceso original utilizó múltiples placas de acero gruesas para soldar y formar, confiando en una gran cantidad de soldadores altamente calificados y largas horas de trabajo, lo que resultó en altos costos unitarios.
- Riesgos de rendimiento prominentes: la soldadura se convierte en un punto débil de falla de fatiga, y el riesgo de grietas es alto en condiciones continuas de carga pesada, amenazando la vida y la confiabilidad del producto.
- Encuentros de capacidad de producción cuellos de botella:Soldadura complejay los procesos de ensamblaje posteriores limitan el ciclo de producción, lo que dificulta satisfacer las necesidades del crecimiento del mercado.
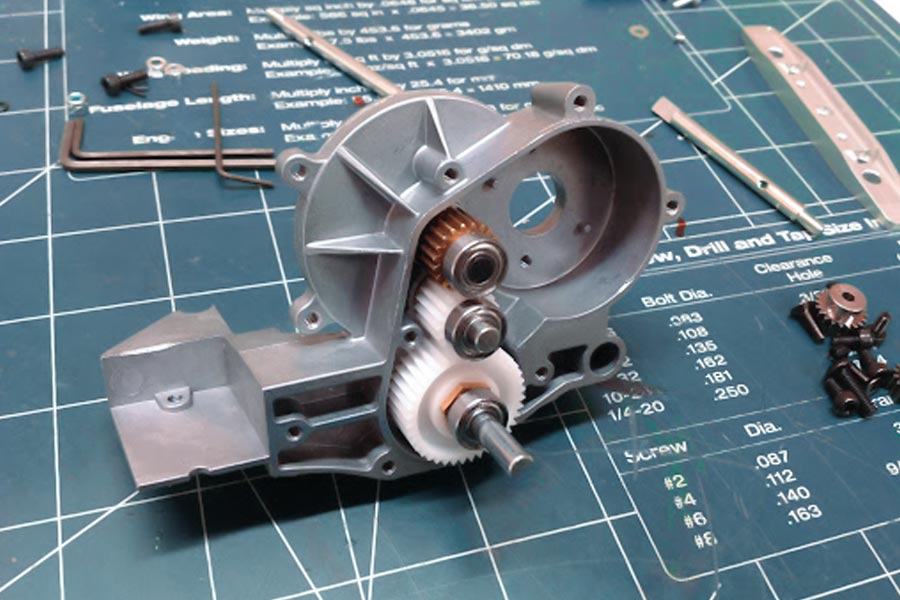
Solución de JS: la fundición de arena logra un moldeo de una pieza
Analizamos cuidadosamente las necesidades centrales de los clientes y fabricamos conchas complejas y de alta resistencia de una manera económica y eficiente. Promovemos firmementeLa solución de fundición de arena de hierro dúctil:
¿Por qué elegir el hierro dúctil?
¡Este material es increíble! La fuerza casi se pone al día con el acero, y la clave es que es particularmente absorbente de choque. Es naturalmente adecuado para la resistencia al impacto y la fatiga, y esmucho más confiable que las piezas soldadas.
Diseño integrado:
Sobreciamos completamente el diseño original de soldadura de mosaico. Utilizando nuestra experiencia de fundición de arena y tecnología de núcleo de arena combinada, lanzamos una cáscara completa, costillas internas, agujeros de los asientos y circuitos de aceite incorporados al mismo tiempo. Se elimina el problema de la soldadura y el ensamblaje.
Win-Win Win-Win:
Nuestros moldes de fundición de arena son de bajo costo.Además, el proceso de producción es más fácil de usar equipos automatizados, y la eficiencia mejora aún más, por lo que el costo unitario disminuye naturalmente.
| Proceso de fabricación | Costo de molde/herramientas | Costo de producción de una sola pieza (grandes piezas) | Velocidad de producción |
| Soldadura de placa de acero | Medio | Alto | Lento |
| Fundición de arena | Bajo | Bajo | Rápido (especialmente a granel). |
Fuente: American Foundry Society AFS.
Resultados significativos: mejora integral en la fuerza, el costo y la confiabilidad
Cuando el primer lote de cajas de fundición se entregó a los clientes, los ingenieros miraron la estructura perfecta y el material denso, y su primera impresión fue que ya no estaban soldados.
The implementation of the plan has achieved remarkable results: Eliminating welds, optimizing wall thickness, and significantly improving overall rigidity and strength.
Beneficios económicos sobresalientes:
- El costo de una sola pieza cayó en un 45%: los ahorros de material y mano de obra y mejora de la eficiencia funcionan juntos.
- La eficiencia de producción triplicó:Proceso de fundición de arena(especialmente la arena auto-endurecimiento de la resina) es mucho más rápido que la soldadura compleja.
Salto de fiabilidad:
- La vida de la fatiga aumentó en> 50%: sin concentración de estrés por soldadura + excelente resistencia a la fatiga del hierro dúctil.
- El costo posterior al cliente se redujo enormemente: el problema del agrietamiento de la caja se ha resuelto por completo.
Ideas de la industria y evidencia autorizada
Este caso confirma la naturaleza insustituible del lanzamiento de arena en escenarios específicos.
"As David C. Schmidt, former president of the American Foundry Society (AFS), emphasized: The core value of casting is to transform the material potential into structurally complete functional parts with the best cost-effectiveness, especially when dealing with large and complex geometries."
El casting de arena encarna perfectamente este concepto aquí:
| Indicadores clave | Plan de soldadura original | Solución de fundición de arena JS (hierro dúctil) |
| Costo unitario | Benchmark (100%). | Reducir en un 45%. |
| Ciclo de producción | Benchmark (100%). | Acortarse en un 67% (eficiencia x3). |
| Vida | Benchmark (100%). | Aumento> 50%. |
| Aplicabilidad | Lotes pequeños y medianos. | Preferido para lotes grandes/individuales/pequeños. |
| Libertad de diseño | Restringido por el proceso de soldadura. | Extremadamente alto (lumen/forma complejo). |
Fuente: American Foundry Society Industry Informe.
Para piezas estructurales grandes, complejas y sensibles a los costos que no requieren precisión a nivel de micras (como los requisitos de algunosPiezas de aluminio de fundición de arena), la fundición de arena ha mostrado una fuerte vitalidad con su clásica libertad de diseño y economía.
"En JS, nos centramos en comprender profundamente las necesidades de los clientes y proporcionar a los clientes las mejores soluciones de fundición de arena con nuestro profundo conocimiento material y experiencia de proceso. Si tiene necesidades de componentes clave grandes, complejas o sensibles a los costos, estamos muy contentos de discutir en profundidad".
Preguntas frecuentes: responda más preguntas sobre el lanzamiento de arena
1. ¿Cuáles son las ventajas y desventajas de la fundición de arena?
Ventajas:
La mayor ventaja es que el molde es relativamente barato y el tiempo de preparación es corto. Tiene pocas restricciones sobre el tamaño y el peso del fundición, y puede hacer piezas tan pequeñas como decenas de gramos o tan grandes como decenas de toneladas. Y casi cualquier material metálico puede fundirse, especialmente bueno para hacer piezas con estructuras internas muy complejas.
Desventajas:
La precisión y el acabado superficial de la fundición serán peores, y generalmente debe procesarse más tarde. Además, la eficiencia de producción no es demasiado alta, y es un poco difícil automatizar completamente la producción con máquinas. Además, no es adecuado para piezas con paredes particularmente delgadas.
2. ¿Qué productos generalmente son producidos por la fundición de arena?
La fundición de arena tiene una amplia gama de aplicaciones. Al igual que el bloque del motor y la cabeza del cilindro en el automóvil, las tuberías de agua y las válvulas utilizadas en la ingeniería municipal, y el cuerpo de la bomba, la base de la máquina herramienta grande, la carcasa de la caja de cambios y otras piezas con gran tamaño, una estructura relativamente compleja y cierta resistencia en el campo industrial, muchos de ellos son producidos por la fundición de arena, especialmente cuando la forma es relativamente compleja, es bastante adecuada.
3. Casting de arena vs Casting de inversión (método de cera perdido): ¿Cuál es la diferencia?
Como ingeniero de JS Company, permítanme hablar sobre la diferencia central entre el casting de inversión frente al casting de arena:
Casting de arena:
Usamos un "patrón" que se puede usar repetidamente para presionar la cavidad en la arena. La ventaja es que el molde es barato y rápido de hacer. Pero la desventaja es que la precisión del tamaño y el acabado superficial de las piezas fabricados serán un poco peores.
Casting de inversión (método de cera perdida):
Utiliza un molde de cera desechable, que está recubierto con una suspensión de cerámica para hacer una cavidad, y luego la cera se derrite. El molde obtenido de esta manera es muy preciso, por lo que la fundición tiene una precisión extremadamente alta y acabado superficial. Sin embargo, el precio es de alto costo y un proceso complicado.
La fundición de arena persigue económica y versátil, y puede procesar grandes partes y cavidades complejas. El casting de inversión persigue superficies y tamaños extremadamente finos, que es adecuado para piezas con requisitos particularmente altos.
Resumen
Aunque el casting de arena tiene una larga historia, todavía ocupa una posición importante en la industria moderna con su flexibilidad y ventajas de costos únicas. Prueba que con arena aparentemente ordinaria yDiseño de ingeniería razonable, todavía se pueden hacer componentes centrales fuertes y confiables.
¿Has encontrado estas situaciones en tu proyecto?
- Necesita hacer un componente fuerte y de forma compleja y controlar el costo.
- Todavía preocupado por el alto costo de mecanizado o la calidad inestable de las piezas soldadas.
No dudes en hablar con nosotros:¡Nuestro equipo de JS tiene más de diez años de rica experiencia en el casting! Observaremos cuidadosamente sus necesidades y diseños, haremos una evaluación y análisis integrales y lo ayudaremos a determinar si la fundición de arena es la solución más adecuada para su proyecto.

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:jsrpm.com
Recurso

