

In diesen Jahren der Arbeit in niedrigem Druck bei JS habe ich tief erkannt, dass es weit genug ist, nur auf die Aluminiumlegierung zu konzentrieren, die verwendet wird, um ein leichter, starkes, glattes und schönes Gießen zu machen. Dahinter ist das Ergebnis der kollaborativen Arbeit von Schlüsselmaterialien.
Molden Aluminiumlegierung ist der Schlüsselkern. Um jedoch jede Ecke der Form mit geschmolzenem Aluminium genau zu füllen, ist es untrennbar mit dem speziellen Keramik -Riser unten untrennbar miteinander verbunden. Es muss hohen Temperaturen standhalten und mit geschmolzenem Aluminium eine hervorragende chemische Kompatibilität aufrechterhalten, um sicherzustellen, dass keine schädlichen Reaktionen auftreten.
Und der hohe temperaturbeständige und extrem starke Schimmelpilzstahl in unserer Form hält dem enormen Druck und Tausenden von Grad der hohen Temperatur und wird wiederholt verwendet, um die genaue Form und Größe des Gießens zu gewährleisten.
Wenn viele Menschen das Casting erwähnen, denken sie unbewusst nur an das Metallmaterial selbst. Aberim NiederdruckgussprozessWenn wir nur Aluminiumlegierungen diskutieren, sehen wir wirklich nur die oberflächlichste Schicht. Was wirklich qualitativ hochwertige Gussteile unterstützt, ist dieses Set von speziellen Schimmelpilzstahl, speziellem Keramik-Riser und Aluminium-Legierungsmaterialsystem. Sie spielen jeweils eine unersetzliche Rolle. Ohne einen Link ist dieses perfekte Casting unmöglich zu erreichen.
Kernantwort Zusammenfassung:
| Materialkategorie | Kernfunktion | Gemeinsame Materialien |
| Gusslegierung | Die Bildung der endgültigen Komponente bestimmt ihre Leistung. | Aluminiumlegierung (A356.0, ZL101), Magnesiumlegierung (weniger häufig). |
| Material | Die Form der Komponente muss dem Wärmeradfahren standhalten. | Heiße Arbeitenform (H13, SKD61). |
| Wichtige Ausrüstungsmaterialien | Stellen Sie einen stabilen Betrieb des Prozesses sicher. | Siliziumnitrid/Silizium -Carbid -Keramik (Riser), Graphit (Tiegel). |
Dieser Artikel beantwortet Ihre Fragen:
- In diesem Leitfaden werde ich mich auf Aluminiumlegierungen für das Gießen mit niedrigem Druck konzentrieren.
- Und erklären Sie die Kritikalität von Schimmel- und Risermaterialien.
- Schließlich werde ich einen echten Fall verwenden, um Ihnen zu zeigen, wie diese Materialmenge eng zusammenarbeitet, um einen Hochleistungs- und den zuverlässigen Teil zu schaffen.
- Nach dem Lesen werden Sie verstehen, dass gute Gussteile das Ergebnis materieller Teamarbeit sind.
Warum diesem Leitfaden vertrauen? Eine umfassende Perspektive des JS -Casting- und Materialwissenschaftsteams
Die Casting -Projekte, die unser Unternehmen tun mussAluminium niedriger Druckgusszitate. Der Schlüssel ist, dass wir jedes Mal, wenn wir zitieren, mit einem materiellen Machbarkeitsbericht geliefert werden, was der wertvollste Teil ist.
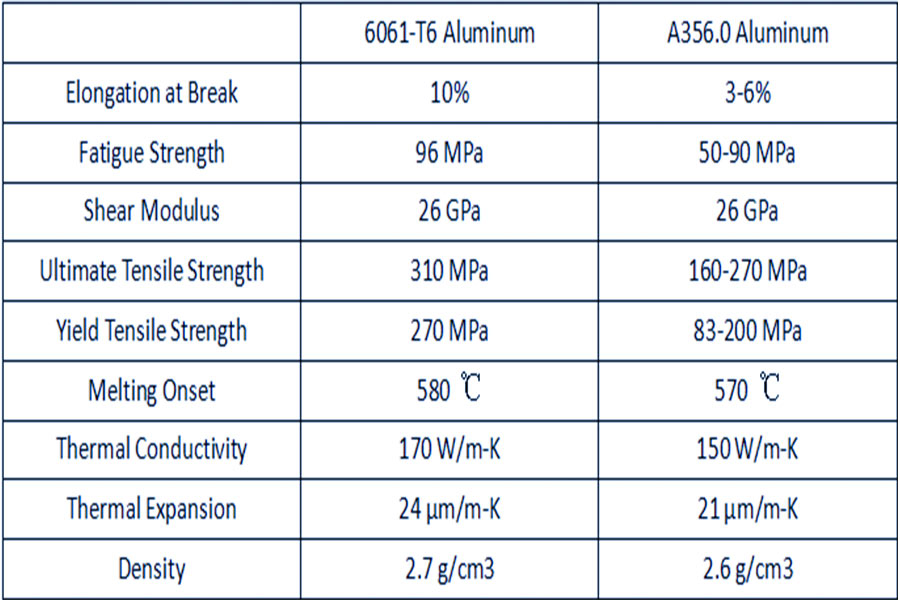
Die jahrelange Erfahrung hat mir ein tiefes Verständnis für die Komplexität der materiellen Auswahl gegeben. Zum Beispiel verwenden wir bei Autorädern häufig die Grade A356 sowie die T6 -Wärmebehandlung. Es kann leicht und langlebig sein. Wenn Sie jedoch einen Motorzylinderkopf herstellen, müssen das Material- und Behandlungsprozess neu ausgewählt werden, da die Kräfte, Temperaturen und sogar Versagensmodi, diedas Rad und Zylinderkopfmüssen standhalten, sind völlig anders.
Für die Form verwenden wir H13 -Schimmelpilzstahl zum Wärmebehandlungsprozess und steuern die Löschtemperatur- und Temperaturzeiten genau. Ich achte sehr auf diese Aspekte, da die Lebensdauer der Form schließlich in die Kosten des Kundenprodukts berechnet wird.
Unsere wirkliche Erfahrung:
- Das Produkt eines Kunden hatte Skala -Verunreinigungen im Casting, und die Passquote lag bei 85%, was einem Kopfschmerz für den Kunden war.
- Nach sorgfältiger Analyse fanden wir, dass das Problem mit dem traditionellen Gusseisen -Riser war und das geschmolzene Aluminium damit reagierte. Später schlugen wir vor, es durch ein zu ersetzenSilizium -Nitrid -Keramik -Riser, was gegen hohe Temperaturen resistent ist und nicht leicht mit Aluminium chemisch reagieren kann.
- Am Ende wurde das Verunreinigungsproblem gelöst und die Passrate auf 99%stieg! Dieser Fall zeigt, dass es nicht ausreicht, eine gute Aluminiumlegierung zu haben. Wie die Materialien miteinander interagieren, ist am wichtigsten.
"Wie Professor Harry Bhadeshia, ein berühmter Materialingenieur, betonte: Im Ingenieurwesen kommt das Materialversagen selten aus einem einzigen Faktor. Dies ist normalerweise das Ergebnis einer Fehlanpassung zwischen Materialien, Prozessen und Design."
Dieser Leitfaden hat sich nach und nach auf der Grundlage dieser praktischen Erfahrungen und des materiellen Wissenschaftswissens nach und nach angesammelt. Es ist authentisch und zuverlässig. Ich möchte Ihnen nur klar sagen, dass die Gruben, auf die ich getreten bin, und die Straßen, die ich überprüft habe, soHelfen Sie, hochwertige Gussteile herzustellenmit zuverlässigerer Leistung und wettbewerbsfähigeren Kosten.

Der Protagonist erscheint: der ideale Partner der Aluminiumlegierung mit niedrigem Druckguss
In täglichen Casting -Projekten, die ich durchführe, stelle ich oft fest, wie niedriger Druckguss und Aluminiumlegierung ein perfektes Paar sind.Aluminiumlegierung niedriger DruckgusstechnologieFindet umfangreiche Anwendung, da die Eigenschaften der Aluminiumlegierung in perfekter Harmonie mit niedrigem Druckguss sind.
Einfach sprechen, was ist niedriger Druckguss?
Es ist ein Druckgussprozess, bei dem geschmolzenes Metall durch einen niedrigen Druck (normalerweise zwischen 0,5 und 5 bar) in die Formhöhle gedrückt wird, wodurch Defekte wie Poren und Schrumpfungen reduziert werden, um dichtere und präzise Guss zu bekommen. Im Folgenden finden Sie eine Diskussion darüber, warumAluminiumlegierung ist ein idealer Begleiterund die am häufigsten verwendeten Noten.
Warum Aluminiumlegierung als Top-Auswahl für das Gießen mit niedrigem Druck verwenden?
- Aluminiumlegierungen, insbesondere Aluminium-Silicon-Legierungen wie A356, haben überlegene Gusseigenschaften, bieten eine gute Fluidität und füllen leicht komplexe Schimmelpilzkonturen, die bei präziser Form bei niedriger Druckguss signifikant sind.
- Es ist stark, hat aber ein geringes Gewicht mit einer Dichte von nur etwa einem Drittel des StahlFlugzeugindustrie.
- Schließlich sind Aluminiumlegierungen ein guter Leiter von Korrosion und Wärme: Es ist resistent gegen Oxidations- und chemische Angriff, ist jedoch ein guter Leiter der Wärme, was es zu einem idealen Material für den Zylinderkopf eines Motors, Kühlers oder Hülle eines elektronischen Geräts macht. Alle diese Rollen dienen dazu, den Tiefdruckgussprozess wirksam und zuverlässig zu machen.
Die am häufigsten verwendeten Aluminiumlegierungsnoten:
- A356.0 oder ZL101A: In unserer Praxis bei JS sind sie die Star-Spieler im Low-Pressure-Casting. Das ist einAluminium-Silicon-Magnesium-Legierungmit guter Gussbarkeit und hoher Luftdichtheit. Nach T6-Wärmebehandlung können ihre Festigkeit und Zähigkeit verbessert werden, was besonders für die Herstellung von Hochleistungsrädern, Aufhängungsarmen oder Motorkomponenten geeignet ist.
- ALSI7MG oder ZL101: Sie werden in europäischen Maßstäben weit verbreitet und haben eine ähnliche Leistung wie A356. Abhängig von den spezifischen Projektanforderungen wie einer höheren Zugfestigkeit, Dehnung oder Wärmefestigkeit verwenden wir auch andere Noten mit Aluminiumlegierung, aber A356 und Alsi7mg machen mehr als 80% unserer täglichen Arbeit aus.
"Aluminiumlegierung mit niedrigem Druck kombiniert Prozesseffizienz und materielle Vorteile, um hochpräzise und leichte Teile zu erzeugen. Wenn ich für dieses Projekt verantwortlich wäre, würde ich mit den Bedürfnissen des Kunden beginnen, das Anwendungsszenario analysieren, die entsprechende Aluminium-Legierungsgrade ausgewählt haben (vorzugsweise A356). Machen Sie Aluminiumlegierung mit niedrigem Druck. "
Helden hinter den Kulissen: Formen und Ausrüstungsmaterialien, die Perfektion machen
Lassen Sie uns weiter darüber sprechenAluminium niedriger Druckguss. Dieses Mal werden wir über diese "Helden hinter den Kulissen" sprechen, die leicht übersehen werden, aber absolut kritisch, Formen und Ausrüstungsmaterialien. Stellen Sie sich vor, die Aluminiumlegierung ist der Protagonist auf der Bühne, und die Form und Ausrüstung sind die Bühne und Beleuchtung. Ohne sie, egal wie gut der Protagonist ist, kann er keine gute Show spielen!
Schimmelpilzmaterial: Haltbarkeit ist die harte Wahrheit!
- Kernherausforderung: Die Form muss wiederholt dem 600-700 ° C kochenden Aluminiumwasser und dem Druck des Abkühlschrumpfung standhalten. Es kann im Laufe der Zeit nicht deformiert oder geknackt werden. Diese Kraftbedarf ist sehr hoch!
- Unsere erste Wahl: Heiße Arbeit Die Stahl wie der vertraute H13 (American Standard) oder SKD61 (Japanischer Standard).
Warum ist diese Art von Stahl so stark?
Es enthält Materialien wie Chrom, Molybdän und Vanadium, die es bei hohen Temperaturen stark und hart machen und insbesondere der durch wiederholten heißen und kältigen Veränderungen verursachten Müdigkeit standhalten können.In unserem JS -WorkshopH13/SKD61 ist die absolute Hauptkraft bei der Herstellung von Metallformen mit niedrigem Druck.
Hubrohr: Der Kernkanal des Tiefdruckgusses der Zählergravitation
Diese Pfeife ist sehr kritisch! Die Aluminiumflüssigkeit wird von ihr in die Form "stromaufwärts" gegossen. Wir haben im Allgemeinen extrem hohe Anforderungen dafür:
- Stabile chemische Eigenschaften: Es darf nicht mit Aluminiumwasser reagieren, das geschmolzene Metall verschmutzen und Verunreinigungen des Gießens werden verschrottet.
- Kontrolltemperatur: Das Aluminiumwasser kann nicht zu schnell abkühlen, wenn es im Rohr steigt, andernfalls wird es vor dem Füllen der Form gefriert.
- Starke Haltbarkeit: Es muss der Erosion von Hochtemperatur-Aluminiumwasser und heißen und kalten Schocks standhalten und kann nicht leicht zu brechen.
Unsere erste Wahl ist Siliziumnitrid -Keramikrohr(Das heißt, si₃n₄). Was ist so toll an diesem Ding? Es ist besonders korrosionsresistent, stark an Kraft, keine Angst vor thermischer Expansion und Kontraktion und hat ein langes Leben. Die damit hergestellten Gussteile sind von der besten Qualität. Natürlich gibt es auch kostensparende Lösungen, wie z. B. das Hinzufügen einer Schicht in Gusseisen oder Stahlrohren, aber um ehrlich zu sein, sind die Haltbarkeit und die Anti-Verschmutzungseffekt den Keramikrohre unterlegen.
Andere "wichtige unterstützende Rollen", die nicht ignoriert werden können:
- Tiegel: Ein "Topf" zum Schmelzen von Aluminiumwasser. Wir verwenden im Allgemeinen Graphitkreuzer, da sie gegen hohe Temperaturen resistent sind und Aluminiumwasser nicht reagiert, wenn sie in sie getränkt sind.
- Release Agent: Es sollte seinvor jedem Gießen in die Form eingesprüht. Die Hauptfunktionen sind: Erstens, damit das verfestigte Guss reibungslos entengte; Zweitens, um einen Schutzfilm an der Innenwand der Form zu bilden, um die direkte Beschädigung von Aluminiumwasser mit hohem Temperatur auf die Form zu verringern und die Lebensdauer der Form zu verlängern.
Um qualitativ hochwertige und stabile Produkte bei niedrigem Druck aus Aluminiumlegierung herzustellen, ist es weit entfernt, nur eine gute Aluminiumlegierung allein zu haben. Die materielle Auswahl jedes Links von "kleinen Helfern" wie z.Formen, Riserrohre und Freisetzungsmittel wirken sich direkt auf den endgültigen Erfolg oder Misserfolg aus.
"Bei unserer JS-Firma sind wir uns des Wertes dieser" Helden hinter den Kulissen "bewusst. Von der Auswahl des Schimmelpilzstahls bis hin zur Anwendung von Keramik-Riser-Röhrchen bis hin zur feinen Kontrolle der Prozessparameter haben wir eine satte praktische Erfahrung gesammelt. Wenn Sie das Bedürfnis nach niedrigem Druck mit niedrigem Druck auf Aluminium-Legierungslokale haben, können Sie die meisten Materiallübung verarbeiten.
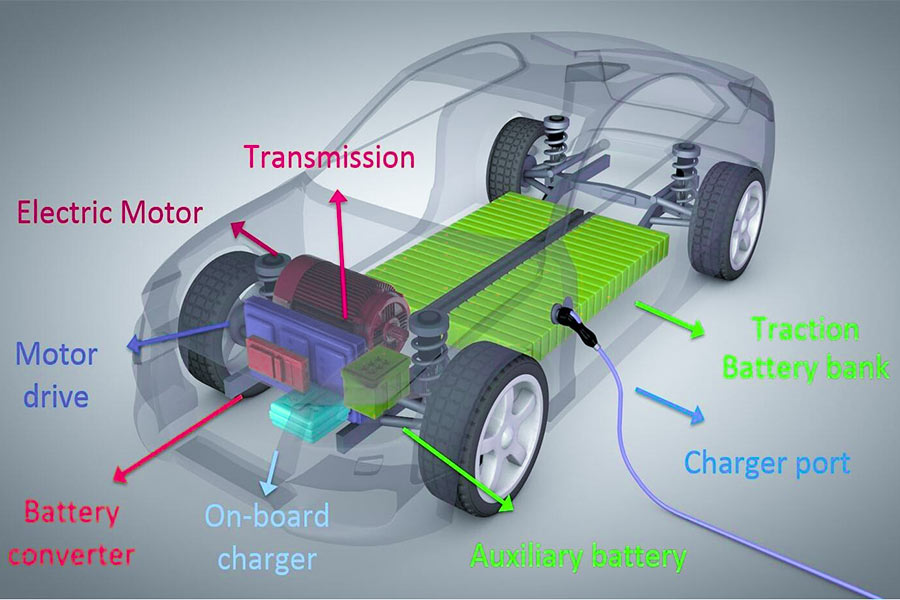
Praktische Fallanalyse: Entwicklung einer integrierten Batteriekühlungsplatte für Flaggschiff -Elektrofahrzeuge
Im Bereich der Elektrofahrzeuge ist die Batterie der Kern und derDas Kühlsystem ist die wichtigste Lebensdauergarantie. Wir haben ein herausforderndes Projekt durchgeführt: Entwicklung einer Batteriekühlungsplatte mit einer extra großen Größe (1,5 Meter lang) und extrem komplexen internen Strömungskanälen (S-förmiges Design) für einen Top-Elektrofahrzeughersteller. Die Kernanforderungen sind: absolute Zuverlässigkeit und Null -Leckage.
Kundenherausforderung: Machen Sie eine große und komplexe Kühlplatte, die nicht auslaufen darf
Die frühere Lösung des Kunden stand zwei Hauptschmerzpunkten gegenüber:
- Traditionelle Schweißlösung:Mehrere kleine Komponenten schweißenin ein Ganzes. Dies bringt Hunderte potenzieller Leckagepunkte, ein hohes Versagensrisiko bei langfristiger Vibration und mehr Teile führen zu einem erhöhten Gewicht.
- Hochdruck-Stempelversuch: Ein begrenzt durch die extra große Größe und komplexe interne Durchflusskanäle können kleine Poren während der Hochgeschwindigkeitsfüllung leicht gebildet werden, was auch die strengen Anforderungen an das Null-Leakage-Anforderungen nicht erfüllen kann.
JS -Lösung: Ein vollständiges System mit niedrigem Druckgussmaterial
Nach der Analyse,Wir fanden heraus, dass der Schlüssel zum Erfolg in Materialien und Prozessen liegt: Wir müssen eine Material- und Prozesskombination auswählen, die eine komplexe Struktur auf einmal bilden und keine Nähte hinterlassen kann. Also haben wir uns in niedriger Druckgusstechnologie eingeschlossen:
- Bevorzugte Casting -Legierung:Wir haben A356 Aluminiumlegierung verwendet. Es hat eine gute Fließfähigkeit, eine hohe Dichte nach der Verfestigung und kann komplexe Durchflusskanäle vollständig füllen. Noch wichtiger ist, dass nach der Standard -Wärmebehandlung von T6 eine hohe Festigkeit und Zähigkeit erhalten kann und extrem hohe Luftdichtheit aufweist, was die Grundlage für die Verhinderung von Lecks ist.
- Präzisionsprozess und Schimmelpilzdesign: Durch niedriges Druckguss kann Aluminiumwasser die Form langsam füllen, wodurch die Lufteinnahme effektiv vermieden und diese winzigen Strömungskanäle vollständig repliziert werden können. Gleichzeitig machten wir die Form mit H13 -Stahl, kühlten Kühlrohre hinzu, kontrollierten den Verfestigungsprozess genau und verhinderten wirksam Schrumpfung.
- Schlüsselausrüstung: In Anbetracht der hohen Anforderungen für die Reinheit des Kühlmittelflusskanals bestehen wir darauf, Siliziumnitrid-Keramik-Riser-Röhrchen auf Gussmaschinen mit niedrigem Druck zu verwenden. Dieses inerte Material sorgt für die Reinheit des Gießens aus der Quelle. Die endgültige Lieferung ist eine so hohe LeistungAluminium -Tiefdruckgussteil.
Vergleichende Vorteile des Gussprozesses mit niedrigem Druck:
| Prozesstyp | Durchschnittliche Leckage | Gewichtsreduzierung (im Vergleich zum herkömmlichen Schweißen) | Potenzial zur Verbesserung der Produktionseffizienz |
| Niederdruckabguss | 0% | ~ 20% | Hoch (70%+) |
| Hochdruck -Sterblichkeitsguss | 2,5% | ~ 10% | Medium (40%) |
| Traditionelles Schweißen | 5,0+% | 0% | Niedrig (20%) |
Quelle: SAE International, Fortgeschrittenes Casting für EV -Kühlsysteme, 2024.
Endergebnis: Leichtes Kern mit hoher Zuverlässigkeitssicherheit
Unsere Lösung hat erhebliche Verbesserungen mitgebracht:
- Gesamtstruktur: Die komplexe Komponente, die ursprünglich aus mehr als 20 geschweißten Teilen bestand, in ein einzelnes integriertes Gießen umgewandelt wurde, wodurch das Risiko einer Schweißauslegung und der Verbesserung der strukturellen Zuverlässigkeit beseitigt wird.
- Null -Leckage -Überprüfung: Der strengste Helium -Leck -Test bestanden, um Null -Leckage -Urteilsvermögen zu erhalten. Gleichzeitig bestanden 100% Druckzyklus- und Vibrationstests,Vollständige Sicherheitsstandards erfüllen.
- Signifikante Gewichtsreduzierung: Im Vergleich zur ursprünglichen Schweißlösung des Kunden ist unsere Kühlplatte um 20% leichter und verbessert die Energieeffizienz des gesamten Fahrzeugs.
- Verbesserte Produktionseffizienz: Der einteilige Formprozess vereinfacht den Produktionsprozess und verbessert die Produktionseffizienz im Vergleich zu manuellem Schweißen.
Kerninspiration: Systemoptimierung ist der König
Nachdem ich dieses Projekt erfolgreich abgeschlossen hatte, erkannte ich eine Wahrheit: dieErfolg des Gussgusss mit niedrigem Druckvon Aluminiumlegierungen ist nicht blind erraten, sondernstützt sich auf die systematische Optimierung der drei Hauptbereiche von Gusslegierungen, Formen und Geräten.Jedes Detail muss übereinstimmen, um ein Qualitätsprodukt zu produzieren.
"Wenn ich dieses Projekt leiten würde, würde ich zuerst die Kundenbedürfnisse eingraben, dann mit unserem JS-Experten mit niedrigem Druck ausgewählt, um die richtige A356-Aluminiumlegierung auszuwählen und die H13-Form anzupassen, um einen reinen Prozess zu gewährleisten. Während der Testphase würde ich den Druckzyklus und den Druckzyklus verschärfen und Lecks im Voraus verpflichtet.
FAQ - Beantworten Sie mehr von Ihren Fragen zu Gussmaterialien
Frage 1: Was ist der grundlegende Unterschied zwischen Niederdruckgussmaterialien und Sandgussmaterialien?
Der Kernunterschied zwischenDie beiden Prozesse liegen im Formmaterial:
- Niederdruckabguss verwendet eine wiederverwendbare Metallform, wie den H13 -Stahl, den wir üblicherweise verwenden. Diese harte Form sorgt für genaue Gussabmessungen, glatte Oberfläche und hohe Effizienz.
- Die Form für das Sandguss ist Einweg, hauptsächlich eine Sandform aus Quarzsand und einem Bindemittel. Sandformen sind billig zuzubereiten und sind besonders für große und relativ einfache Teile geeignet. Aber im Vergleich zu Metallformen sind die Präzision und das Finish von Teilen, die durch Sandformen erzeugt werden, viel schlechter.
Welcher Prozess zu wählen, das Formmaterial (Metall oder Sand) ist der wichtigste Ausgangspunkt.
Frage 2: Warum wird niedrig Druckguss nicht oft in Stahlmaterialien verwendet?
- Der Schlüsselkern ist die Temperatur! Das Schmelzen von Stahl erfordert etwa 1500 ° C, was viel höher ist als die Aluminiumlegierung, die wir oft herstellen (ca. 660 ℃). Eine solche hohe Temperatur ist ein großer Test für Geräte.
- Isolieröfen, Riser, insbesondere Metallformen, die wir wiederholt verwenden (wie H13 -Stahl), sind anfällig für Probleme bei solch hohen Temperaturen, und ihre Lebensdauer wird stark verkürzt. Sie müssen bald ersetzt werden und die Kosten sind zu hoch.
Das Gießen mit niedrigem Druck ist also wie für Lichtlegierungen wie Aluminium und Magnesium maßgeschneidert. Die Verwendung von ihnen ist die geeignete und kostengünstigste.
Frage 3: Was ist der Unterschied zwischen niedrigem Druckguss und hohem Druckguss in der Materialauswahl?
Die Arbeitsmethoden dieser beiden Prozesse sind sehr unterschiedlich, was die Auswahl der Materialien direkt beeinflusst:
Hochdruck sterben Guss:
- Es ist schnell und das geschmolzene Metall wird sofort durch Hochdruck in die Form gebracht. Wir verwenden häufig Materialien mit guter Fließfähigkeit wie Aluminiumlegierung und Zinklegierung, die schnell jede Ecke der Form füllen können.
- Aber das Problem ist auch hier. Wenn es zu stark gehetzt wird, ist es leicht, die Luft innen zu fangen und winzige Poren zu bilden.
- Dies macht es schwierig, Stärkungsprozesse wie die T6 -Wärmebehandlung in der Zukunft durchzuführen. Sobald sich die Poren beim Erhitzen ausdehnen, können sich die Teile wölben und verschrottet werden.
Niederdruck -Gießen:
- Es ernährt sich langsam und stetig und stützt sich vom Luftdruck, um das geschmolzene Metall stetig in die Form zu schieben. Auf diese Weise ist das Gas nicht leicht einzuziehen, und das Innere des Gießens ist sehr dicht, ohne Poren.
- Daher sind die von ihm hergestellten Teile besonders für die T6 -Wärmebehandlung geeignet. Nach der Wärmebehandlung können die Festigkeit und Härte des Materials erheblich verbessert werden.
Zusammenfassung
Um das Gießen mit niedrigem Druck wirklich gut zu nutzen, reicht es nicht aus, nur die am Ende hergestellten Aluminium-Legierungs-Teile zu betrachten.Der Schlüssel liegt in den Kernmaterialien und -prozesssystemen, die den gesamten Prozess unterstützen, wie haltbarer H13-Formstahl, korrosionsresistente Keramiksteiger und andere Schlüsselkomponenten. Als einer von vielenAluminium niedrige DruckgussfabrikenWir wissen, dass nur durch die Auswahl der richtigen Materialien und die Gewährleistung des gesamten Prozesssystems Hochleistungs- und Hochzuverlässigkeitsteile erzeugt werden können.
Benötigt Ihr Projekt eine solche Lösung?
- Suchen Sie nach einer Methode zur Herstellung von Aluminiumlegierungen, die komplexe Formen herstellen und von höchster Qualität sicherstellen können?
- Denken Sie, dass die Auswahl von Materialien nicht nur die Note betrachten kann, sondern auch, wie der gesamte Herstellungsprozess zusammenarbeitet?
JS bietet Ihnen professionelle Unterstützung:
- Wir konzentrieren uns nicht nur auf die Auswahl der Noten mit Aluminiumlegierung, sondern bieten Ihnen auch mitEnd-to-End-Prozessoptimierungslösungen:
- MATERIALSCHAFTUNG: Analysieren Sie Ihre Entwurfsanforderungen und empfehlen Sie die am besten geeignete Aluminiumlegierung.
- Systemoptimierung: Der Kern liegt in der Optimierung von Formgestaltung, Prozessparametern und unterstützenden Materialsystemen, um eine maximale Teilleistung zu gewährleisten.
- Transparentes Angebot: Sie erhalten ein klares und detailliertes Projektangebot.
Nehmen Sie jetzt Maßnahmen aus: Bitte laden Sie Ihre Designzeichnungen hoch!
Wir kombinieren professionelles materielles Wissen und reife Tiefdruckguss-Technologie, um Ihnen einen zuverlässigen Fertigungsplan und ein realistisches Angebot zu ermöglichen, damit Sie gute Teile herstellen können.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen gibt es keine Darstellungen oder Garantien. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des KäufersErfordern TeileangeboteIdentifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit über 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet, ISO 9001: 2015 Certified. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine kleine Volumenproduktion oder eine große Anpassung an die Anpassung, können wir Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. wählenJS -TechnologieDies bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:jsrpm.com
Ressource

