

3D-Drucktechnologie verändert die Produktionslogik mit digitaler Fertigung. von Racid-Prototypen von Racing-Tasten und kundenspezifischen Skabeln für die medizinischen Anwendungen für die ärztlichen Anwendungen für medizinische Anwendung. Herstellung. als Verbindung zwischen Design und Produktion, 3D-gedruckte. FDM-, SLA-, SLS- und Metalldruckprozesse , unterstützt alles von der Prototypentwicklung bis zur kleinen Batch-Produktion und hilft Innovationen.
1. Fusion Abscheidung (FDM) 2.SereOthographie (SLA) 3. Data-Len = "32" Daten-V-7B79C893 = ""> Selektives Lasersintering (SLS) 5. data-pos = "2" data-len = "30" data-V-7b79c893 = ""> Selektives Laserschmelzen (SLM) Comparison of 3D Printing Technologien  Was sind die Arten von 3D-Drucktechnologien?
Was sind die Arten von 3D-Drucktechnologien?
Techniktyp
Geschwindigkeit
Kosten
Materialtyp
Komplexitätsverarbeitungsfähigkeit
JS-Unternehmensgeschäftsvorteile
FDM
Medium
Low
Kunststoffe wie PLA und ABS.
★★★ ☆
Effiziente Produktionsprozessoptimierungsgeschwindigkeit.
SLA
Fast (DLP)
Zentrum
Photosensitive Harz.
★★★★ ☆
Hochgenauige passende JS ± 0,005 mm Standard.
SLS
Medium
Zentrum
Nylon, TPU und andere Pulver.
★★★★ ☆
Unterstützung der Ausdehnung von Metall/Verbundanwendungen.
MJF
extrem schnell
mittelhoch
Nylon (PA12/PA11).
★★★★★
Batch-Produktionseffizienz Verbesserung für schnelle Lieferung.
SLM
Slow
groß
Metallpulver (Titan, Edelstahl).
★★★★★
Präzisionsbearbeitungstechnologie sorgt für eine hohe Komplexität von Teilen.
Wie wirkt sich die Dicke der FDM-Druckschicht auf die Festigkeit aus?
1. Je dicker die Schicht, desto schwächer ist der Zwischenschicht-Adhäsion
- Im FDM-Druck muss jede Schicht aus geschmolzenem Kunststoff vollständig an die vorherige Schicht gebunden sein.
- Optimierungsvorschlag: JS Company stellt eine dünne Schichtdicke von 0,1-0,2 mm im Druckdienst für 2. Data-Len = "57" Data-V-7B79C893 = ""> Die dickere Schicht, die dichtere Struktur
- kleinere Schichtdicke wie 0,05 mm, verringern Sie den Spalt zwischen Schichten und machen die Oberfläche glatter und die interne Struktur gleichmäßiger.
- JS Case: During the printing Service der Luft- und Raumfahrt-Teile steuert JS die Dicke der Druckschicht Die Micrometer-Ebene, um sicherzustellen, dass die Komponenten die Luft- und Raumfahrtfestigkeitsstandards erfüllen.
Auswirkung der Dicke der Scheitelspanne. - Die Stärke von FDM-Teilen ist anisotrop, dh entlang der Druckrichtung (Z-Achse) ist normalerweise stärker als die vertikale Richtung (XY-Achse). is P: Die Ladungsrichtung ist die Ladungs-Ladungs-Richtung. Der Druck reduziert das Schichtenrisiko, während dicke Schichten aufgrund schwacher Verbindungen zwischen dünnen Schichten brechen können.
- Lösung: Das professionelle Engineering-Team von JS wird Die optimalste Kombination von Printdirektionen empfehlen und dicke Dicke, um die strukturellen Kraft zu maximieren.
Gleichgewicht zwischen Schichtdicke und Materialeigenschaften
1. Die Schichten sparen Material, aber Opferstärke
- Dicke Schichten drucken schnell und verwenden weniger Verbrauchsmaterialien, sodass sie für schnelle Prototypen geeignet sind, aber sie haben möglicherweise aufgrund von Zwischenschichtfehlern keine Festigkeit. Zum Beispiel kann die Zugfestigkeit beim Drucken von ABS-Plastik mit einer Schichtschichtdicke um 0,3 mm niedriger sein als die einer 0,1-mm-Schichtdicke.
- Kostenoptimierung: Der Druckdienst von JS verwendet intelligente Algorithmen zu automatisch die wirtschaftlichste Lösung der Schichtdicke und sorgen gleich
2. Dünne Schichten fügen Festigkeit hinzu, dauern jedoch länger, um
zu drucken.- Dünnschichtdruck kann die Festigkeit verbessern, aber die Druckzeit ist offensichtlich erhöht. ">
- Druckdienstzeit garantiert: JS verwendet einen industriellen Multi-Nozzle-Drucker-Cluster. Selbst wenn Sie sich für ultra-dünner Schichten entscheiden, können Sie innerhalb der versprochenen 1-2 Wochen versenden.
Auswahl der Schichtdicke in tatsächlichen Anwendungen
1. Funktionale Teile vs. Anzeige -Teile
- Funktionale Teile (wie Werkzeuggriffe, mechanische Teile): 0,1-0,2 mm Schichtdicke wird empfohlen, wobei sowohl Festigkeit als auch Effizienz berücksichtigt wird.
- Teile anzeigen (z. B. Aussehensmodelle): Eine Schichtdicke von 0,3 mm kann ausgewählt werden, um die Kosten zu senken und die Lieferung zu beschleunigen.
- Customized Service: js bietet eine kostenlose technische Beratung und passt die Parameter der Schichtdicke entsprechend den Kundenanforderungen dynamisch an.
2. Materielle Eigenschaft Adaption
- PLA/ABS: Die herkömmliche Schichtdicke beträgt 0,1-0,3 mm, und dünne Schichten können die Detailleistung verbessern.
- Nylon/Verbundwerkstoffe: 0,05-0,15 mm Schichtdicke wird empfohlen, um die Zähigkeit zu verbessern.
- Druckdienstmaterialbibliothek: JS unterstützt das Drucken von über 50 Materialien. Jedes Material wurde auf die Schichtdicke getestet, um eine optimale Leistung zu gewährleisten.

Welche Parameter bestimmen die SLA-Druckauflösung?
1. Data-V-7B79C893 = ""> Art der Lichtquelle und Speckle-Größe
- Laser-Lichtquelle: Der Spotdurchmesser ist im Allgemeinen 10-100 Mikrometer, geeignet für Schmuck-, Zahnmedizin- und andere hohe Voraussetzungen.
- DLP-Lichtquelle: Ein Lichtfleck wird durch einen digitalen Projektor projiziert, und die Pixelgröße bestimmt die Auflösung (z. B. 50-100 Mikronen für 2K/4K-Projektion).
- Auswirkung: Je kleiner die Speckle-Größe ist, desto besser die Details der X/Y-Achse, aber die Druckzeit kann zunehmen.
- DLP-Lichtquelle: Ein Lichtfleck wird durch einen digitalen Projektor projiziert, und die Pixelgröße bestimmt die Auflösung (z. B. 50-100 Mikronen für 2K/4K-Projektion).
Je langsamer die Abtastgeschwindigkeit ist, desto höher ist die Expositionsenergie pro Flächeneinheit, desto tiefer die Heilung; Wenn der Scan zu schnell ist, kann die Heilung möglicherweise unvollständig sein.
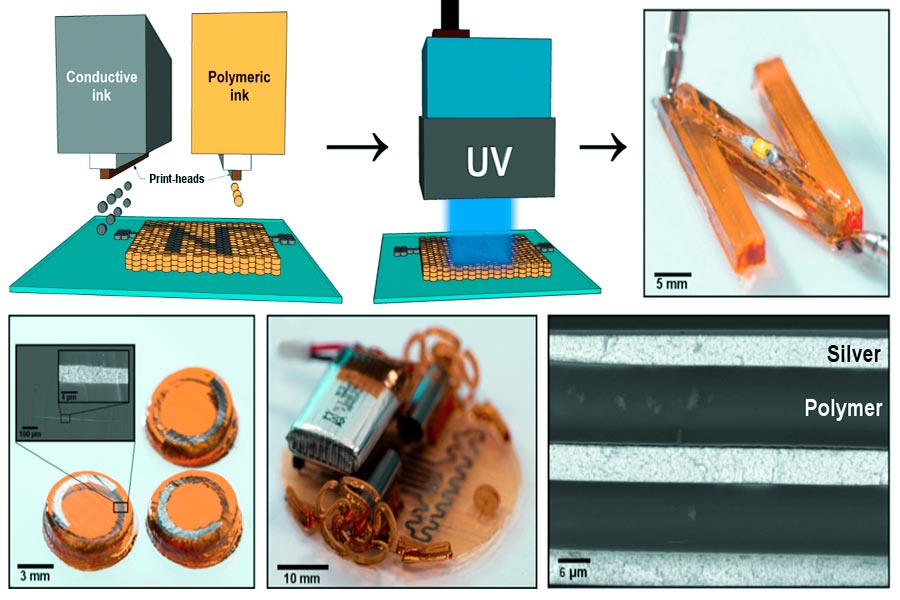
3. Data-V-7B79C893 = ""> Schichtdicke (Z-Achse-Auflösung) 5. Data-V-7B79C893 = ""> Modellgeometriekomplexität Parametervergleichs- und Optimierungsvorschlag Tabelle By properly selecting parameter combinations, the 3D printing model can achieve precise manufacturing from concept verification to functional prototypes. 1.3D printing of metallic materials (high temperature environment preferred) SLM/DMLS (selective laser melting/sintering) 2.Ceramic 3D printing technology (ultra-high temperature resistance potential) SLA/DLP (light-curing ceramics) 3.High-Performance engineering plastic 3D Printing FDM (Molten deposition modeling) SLS (selective laser sintering) Technology selection recommendations for high temperature scenarios Ink jet printing technology is by layering liquid material on top of each other to create three-dimensional objects. Its core lies in high high-precision jetting and curing Kontrolle. Specific implementation steps and key technologies are as Folgt: 1.Preparation of materials: Adaptation of liquid media 2.Ink jet print head: Precision droplet injection Piezoelectric drive or thermal foaming technology: 3.Layer by layer stacking: droplet solidification molding 4.Post-treatment: enhancement and surface optimization 1.Structural adaptation principle Overhang structure (>45°): Bridge structure (long span): 2.Matching and separation of materials Easy peel combination: Chemical dissolution combination: ABS+HIPS: Lemonin is needed to dissolve the scaffold and is suitable for complex internal parts such as gear components. 3.Actual performance requirements 4.Post-treatment efficiency Quick removal: Environmental Protection Plan: It is advisable to select biodegradable scaffolds (e.g. PBDE-based biodegradable materials) to reduce waste liquid treatment costs. 5.Printer adaptation FDM equipment: SLA/DLP equipment: 1.Multi-material printing technology support JS's 3D printing services include MJF and composite metal/ceramic printing technologies, which can switch different materials (e.g. metal-ceramic, carbide-polymer) during the same printing process to achieve continuous or segmented gradient changes in material composition. 2.Material compatibility and gradient design Through JS's 3D printing services, customers can choose from a variety of material combinations, including metals, ceramics and composites, and freely design the microstructure of functional gradient components (such as abrasionresistant + substrate layer). 3.Process optimization and performance assurance JS's industrial-grade equipment supports thickness control (±0.005mm) and temperature management to ensure uniform interface bonding strength and gradient transition across different materials and meet extreme working conditions such as high temperature and pressure. 4.Customized solutions For areas such as aerospace and medical devices, JS's team can provide a full range of services, from material selection and gradient structure design to reprocessing, such as: As a disruptive technology, 3dprinting continues to drive change in manufacturing with its diverse process types (e.g. FDM, SLA, metal printing, etc.) and a wide range of application scenarios (from industrial manufacturing to medical innovation). Whether it is the efficient production of complex functionally gradient parts or the rapid iteration of custom models, 3D printing services demonstrate irreplaceable flexibility and economy. Technology service providers represented by JS have further lowered the technology threshold by integrating multi-material printing, precision process control and industry-wide chain support, allowing businesses to focus on design innovation and value creation. The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support. JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc. We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project. Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness. 1.Does SLS printing require support? SLS printing usually does not require support. The unsintered nylon powder will naturally envelop the model to avoid collapsing in the air. Only a few complex designs require a small amount of ancillary support, which greatly simplifies the reprocessing process. 2.Which technology is suitable for printing transparent parts? SLA technology is suitable for printing transparent parts. It uses photosensitive resin that hardens under UV Licht. The surface is smooth and transparent. Suitable for making high precision transparent model (such as optical parts). 3.What does the layer thickness of FDM affect? The thickness of FDM layer influences surface smoothness, printing time and printing strength. The thicker the layer, the more visible the pattern, the faster the printing, but the intensity may be reduced. 4.How big a part can 3D printing make? Industrial-grade 3D-printing devices can manufacture large parts of meters (such as aerospace parts), while desktop devices are usually limited to a few dozen centimeters and are suitable for small models or prototypes.
Parameter
Einfluss auf die Auflösung
Optimierungsrichtung
Typischer Wert
Lichtquellentyp
Laser> DLP (Laser hat eine höhere Genauigkeit bei derselben Auflösung).
Wählen Sie Laser für Präzisionsmodelle und DLP für die Massenproduktion.
Laser: 50 μm / DLP: 100 μm < / td>
Spotgröße
Je kleiner die Stelle, desto klarer die Details.
Verwenden Sie Laserköpfe mit hoher Präzision oder 4K-DLP-Projektion.
50 μm (Laser)
Scan-Geschwindigkeit
Je langsamer die Geschwindigkeit, desto vollständiger die Aushärtung.
Reduzieren Sie die Geschwindigkeit in feinen Bereichen (z. B. 0,1 mm/s) und beschleunigen Sie in großen Bereichen.
50-200 mm/s
Schichtdicke
Die Schichtdicke ist halbiert und die Z-Achse-Auflösung wird um das 4-fache erhöht.
Verwenden Sie dünne Schichten (25 μm) für Präzisionsteile und dicke Schichten (100 μm) für die Geschwindigkeitssteigerung.
50 μm (Standard)
Harzviskosität
Niedrige Viskosität verbessert die Fluiditäts- und Detailfüllfähigkeit.
Use special resins (e.g. transparent resins with viscosity ≤1500cP).
500-2000cP
Model overhang angle
If the angle is too small, dense support is required, and blocking the light affects the curing.
Avoid <45° overhangs or add auxiliary supports in the design.
≥60° (unsupported)
Which printing technology is more stable in high temperature environments?
Scene temperature
Recommended Technology
Core advantages
Key capabilities of printing shops
600-1000℃
Metal SLM/DMLS.
High strength and creep resistance.
Laser equipment, vacuum environment, heat treatment.
1000-1500℃
Ceramic SLA/DLP.
Ultra high temperature resistance and corrosion resistance.
Specialized ceramic materials and high-temperature sintering process.
200-600℃
PEEK FDM, Nylon SLS.
Economy and lightweight.
Industrial grade equipment and material modification.
How to achieve layered stacking in 3D ink jet printing?
How to choose supporting materials for complex 3D printing models?
Can JS achieve functionally graded components through multi material 3D printing?
Summary

Haftungsausschluss
JS-Team
For more information, please visit the official website: jsrpm.com FAQs
Resources

