

Warum fallen einige Produkte einiger Produkte nach dem langfristigen Gebrauch aus und knacken sie, während andere sich fest an die harte Plastikschale halten können, als wären sie als eins geboren? Tatsächlich,Der Schlüssel ist nicht der Kleber, sondern eine Kernwahl, bevor das Übermolding beginnt: Materialpaarung.
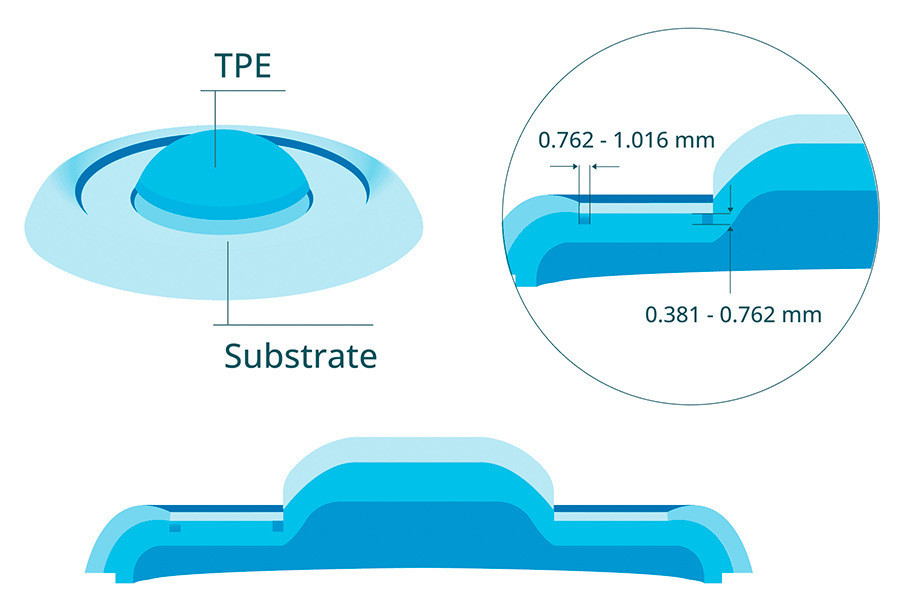
Was ist Overmolding? Einfach ausgedrückt,der Überlagungsprozessist ein anderes Material (normalerweise weicher Kleber) auf das harte Plastiksubstrat zu wickeln. Dies klebt nicht einfach zwei Plastikschichten zusammen. Es erfordert den weichen Kleber, bei hoher Temperatur zu schmelzen, das Substrat fest zu wickeln und dann auf den physikalischen Biss oder sogar auf die molekulare Bindung zwischen den Materialien zu stützen, um zusammen zu haften. Wenn die Haftung gut ist, ist das Produkt stark und langlebig. Wenn die Haftung nicht gut ist, ist es leicht, Probleme zu verursachen.
Daher ist die Auswahl der richtigen Materialkombination absolut der Schlüssel zum Überlagern! Es ist weit entfernt, nur die Leistung eines einzelnen Materials zu betrachten. Es ist notwendig, sicherzustellen, dass das Substrat und der weiche Klebstoff (wie das häufig verwendete TPE), das beschichtet ist, miteinander übereinstimmt. Sie müssen in der Lage sein, bei hohen Temperaturen zusammenzuhalten und können nach dem Abkühlen wirklich zu einem verschmelzen.
In unserem JS -Labor,Eine der Kernaufgaben besteht darin, verschiedene Materialkombinationen wiederholt zu testen und zu prüfen, um sicherzustellen, dass jedes Überlagern den besten Kombinationseffekt und die Endproduktleistung erzielen kann. Dies ist das Geheimnis hinter den Produkten, die sich bequem an die Berührung halten und langlebig sind.
Kernantwort Zusammenfassung:
| Kernkonzepte | Beschreibung | Warum ist es wichtig |
| Substrat | Die erste Schicht aus hartem Material ist normalerweise eine strukturelle Komponente (wie ABS, PC, Nylon). | Es bestimmt die grundlegende Stärke und Form des Produkts. |
| Übermold -Beschichtungsmaterial | Das Material der weichen zweiten Schicht ist normalerweise eine funktionale/taktile Schicht (z. B. TPE, TPU, LSR). | Es bestimmt den Griff, die Versiegelung und die Ästhetik des Produkts. |
| Chemische Bindung | Die beiden Materialien ziehen auf molekularer Ebene miteinander an und verschmelzen und bilden die stärkste Bindungskraft. | Es ist das bevorzugte Ziel, qualitativ hochwertige sekundäre Injektionsformung zu erreichen |
| Mechanische Verriegelung | Durch das Entwerfen von Strukturen wie Rillen und durch Löcher sind die beiden Materialien physisch zusammen "gesperrt". | Es ist eine notwendige Ergänzung oder alternative Lösung, wenn Materialien nicht kompatibel sind. |
Dieser Leitfaden möchte unsere akkumulierten praktischen Erfahrungen mit Ihnen teilen:
- Wir werden eine praktische Referenztabelle für materielle Kombination anbieten (dies ist ein gemeinsames Instrument in der Branche).
- Konzentrieren Sie sich auf die Analyse der am häufigsten verwendeten Kunststoff -Overmolding -Kombinationen.
- Wir werden auch ausführlich die einzigartigen Eigenschaften und Anforderungen von Silikon -Overmolding erläutern.
- Das ultimative Ziel ist klar: Damit Sie das am besten geeignete, überlastende Kunststoffmaterial genau auswählen können.
Warum diesem Leitfaden vertrauen? Aus der Perspektive von JS -Material- und Prozessexperten
Als Ingenieur, der für die Material- und Prozessentwicklung bei JS verantwortlich ist, weiß ich, dass auf dem Gebiet der Überlee (sekundäre Injektionsformung) die Entscheidungsfunktionen für die Materialauswahl von entscheidender Bedeutung sind. Der Wert dieses Leitfadens basiert auf der tiefen praktischen Erfahrung unseres Teams.
"James Hendry, eine anerkannte Behörde zum Injektionsform in der Branche, war einst betont: Materialien sind der Ausgangspunkt des Prozesses und der Eckpfeiler der Produktleistung. Dies spiegelt sich insbesondere auf dem Gebiet der Übermolding wider, auf die wir uns konzentrieren."
Bei JS, basierend auf unzähligen Projekten, haben wir eine einfache Wahrheit zusammengefasst: ob ein Projekt erfolgreich sein kann,Schimmelpilzdesign macht 70%und die verbleibenden kritischen 30%ausist alles auf die Materialwissenschaft.
Dies ist nicht nur eine lässige Bemerkung. Wir haben persönlich die schmerzhafte Lektion von Kunden miterlebt, die die falsche TPE -Materialqualität gewählt haben, was zum Schrott der gesamten Produktgruppe führte. wir auchlöste das Problem der weichen Gummischicht des KundenBei hohen Temperaturen durch Empfehlung eines bestimmten Nylon -Substrats leicht abgeschafft werden.
Diese Erfahrung wird nicht aus der Luft gewonnen.Unser Team befasst sich jeden Tag mit den weltweit führenden Materiallieferantenund verfügt über tatsächliche Leistungsdaten für Hunderte von Plastik- und Elastomer -Noten. Noch wichtiger ist, dass wir wissen, wie die Parameter auf der Injektionsformmaschine angepasst werden können, um die beiden Materialien wirklich zusammenzubissen.
Die Dinge in diesem Leitfaden sind keine theoretischen Abzüge, sondern die Kernerfahrung, die wir mit ein wenig praktischen Erfahrungen nach der Erfahrung des Erfolgs und der Lehren des Scheiterns gewonnen haben.
Die goldene Regel der sekundären Injektionsformung: Kompatibilität bestimmt alles
Bei JS habe ich jeden Tag mit Injektionsformungen zu tun,Besonders überlagend gegen Formteile. Ich verstehe zutiefst, dass, wenn Sie möchten, dass zwei verschiedene Materialien für lange Zeit im selben Teil verwendet werden.Der Schlüssel liegt darin, ob die verschiedenen Materialien lange Zeit kombiniert werden können. Und die goldene Regel Nummer eins unter ihnen ist die materielle Kompatibilität! Dies bestimmt direkt, ob das Produkt stark und langlebig oder anfällig für Risse und Delaminierung ist.
Ob die beiden Materialien dicht kombiniert werden könnenhängt hauptsächlich von zwei Verbindungsmechanismen ab:
1. Chemische Bindung: "Hände" zwischen Molekülen
Prinzip:
Unter hohen Temperatur- und Hochdruckbedingungen von SekundärinjektionsformelnDer bedeckte weiche Kleber (wie TPE) schmilzt und schmilzt leicht die Oberfläche des Substrats. Zu diesem Zeitpunkt können die Moleküle der beiden Materialien eindringen, diffundieren und sich miteinander verwickeln. Nach dem Abkühlen bilden sie eine starke chemische Bindungsverbindung an der Grenzfläche, genau wie die Moleküle "Hände" festhalten.
Was sind die wichtigsten Überlegungen?
Dies hängt hauptsächlich von den Eigenschaften der beiden Materialien ab:
- Polarität: Genau wie Magnete in positiven und negativen Polen unterteilt sind, kombinieren Materialien mit ähnlichen Polaritäten eher miteinander.
- Schmelzpunkt/Verarbeitungstemperatur: Die Schmelztemperatur des Weichklebes muss angemessen sein, was dazu in der Lage sein mussselbst schmelzen und die Oberfläche des Substrats leicht erweichen.
- Oberflächenenergie: Die Oberflächenenergie ist gut übereinstimmt, so dass die Schmelze besser nass und auf dem Substrat ausbreitet.
Vorteile:Dies ist die idealste Situation! Die Haftung ist super stark und die Teile haben häufig ein integriertes Erscheinungsbild ohne offensichtliche Nähte. Darüber hinaus die Anforderungen anSchimmelpilzdesign sind relativ einfach und direkt, und es besteht keine Notwendigkeit, absichtlich zu viele komplexe Strukturen herzustellen.
2. Mechanische Verriegelung: "Stamm- und Zapfenstruktur" im Engineering
Wenn die Stärke der beiden Materialien nicht ausreicht oder die chemische Bindung allein nicht stark genug ist, müssen wir den "Mechanismus" auf dem Substrat im Voraus entwerfen. Diese Mechanismen können kleine Rillen, Löcher, spezifische grobe Texturen oder sogar barbförmige Strukturen sein.
Während des sekundären Injektionsformels bohrt das geschmolzene Weichmaterial in diese kleinen Löcher und füllt diese Strukturen. Wenn der weiche Kleber abkühlt und verhärtet, ist er in diesen Strukturen des Substrats physisch "eingesperrt", genau wie ein Anker, der den Meeresboden hakt. Wenn Sie sie trennen möchten, müssen Sie das Material selbst zerstören.
Wo benutzen wir es normalerweise?
Diese Methode ist in vielen besonderen Fällen ein Retter:
- Verwenden Sie Silikon (normalerweise mit schlechter chemischer Adhäsion), um andere Materialien abzudecken.
- Plastik außerhalb des Metalleinsatzes beschichten.
- Wenn zwei Kunststoffe wirklich kein Paar finden können, das chemisch gebunden werden kann.
"Der Schlüssel zum erfolgreichen Übermolding besteht darin, einen Zusammenhang zwischen Materialien (chemische Bindung, mechanische Verriegelung oder eine Kombination der beiden) effektiv herzustellen, die die Produktleistung und -qualität direkt beeinflusst. Bei der Auswahl von Materialien sollten wir nicht nur die allgemeine Kategorie der Materialien untersuchen, sondern auch die spezifischen Daten und die Anwendungserfahrung eingehalten. In der Tiefe, die auf mechanische Schlüsse diskutiert werden. Finden Sie den perfekten Materialpartner. "
Sekundärinjektionsformmaterialpaarungsführung
Diese Tabelle fasst die typische Kombinationsleistung gemeinsamer harter Substrate und Mainstream -Abdeckmaterialien (TPE/TPV, TPU, LSR) in der Branche zusammen und ist ein effizientes Werkzeug zum Screening von Anweisungen in der Anfangsphase des Projekts. Aber denken Sie daran:
- Diese Tabelle ist nur ein allgemeiner Leitfaden.
- Der endgültige Kombinationseffekt wird durch die Formel, die Verarbeitungsbedingungen und das Design der spezifischen Materialqualität beeinflusst.
- Der tatsächliche Effekt hängt vom Beweis ab!Es wird nur als grundlegende Referenz für die Projekteinführung und nicht als endgültige Basis verwendet.
Das Folgende ist die Kernpaarungsreferenztabelle:
| Substrat (hart) | TPE/TPV (thermoplastisches Elastomer) | TPU (thermoplastisches Polyurethan) | LSR (flüssiges Silikonkautschuk) |
| ABS | Ausgezeichnet (chemische Bindung) |
Gut (chemische Bindung)
|
Schlecht (erfordert mechanische Verriegelung/Primer) |
| PC (Polycarbonat) | Ausgezeichnet (chemische Bindung) | Ausgezeichnet (chemische Bindung) | Schlecht (erfordert mechanische Verriegelung/Primer) |
| PC/ABS -Legierung | Ausgezeichnet (chemische Bindung) | Ausgezeichnet (chemische Bindung) | Schlecht (erfordert mechanische Verriegelung/Primer) |
| PP (Polypropylen) | Gut (erfordert spezielle Note TPE) | Arm | Schlecht (erfordert mechanische Verriegelung/Primer) |
| Nylon (PA6, PA66) | Gut (erfordert spezielle Note TPE) | Gut (erfordert eine Sonderstufe TPU) | Medium (erfordert spezielle Primer und mechanische Verriegelung) |
| PBT | Gut | Ausgezeichnet (chemische Bindung) | Schlecht (erfordert mechanische Verriegelung/Primer) |
| Metall (Stahl, Aluminium) | Medium (mechanische Verriegelung erfordert) | Gut (erfordert mechanische Verriegelung) | Gut (erfordert spezielle Primer und mechanische Verriegelung) |
Meine Interpretation der Noten in dieser Tabelle:
- Exzellent:Starke chemische Bindung kann zwischen weichen und harten Materialien erzeugt werden. Dies ist die idealste Situation mit einer hohen Bindungsfestigkeit und wenigen Konstruktionsbeschränkungen. Dies ist die Bewertung, die unsere Ingenieure gerne am meisten sehen möchten.
- Gut: Eine bestimmte chemische Bindung kann erzeugt werden, aber die Bindungsfestigkeit ist normalerweise niedriger als das hervorragende Niveau. Ich schlage vor, dass Sie mechanische ineinandergreifende Funktionen als Ergänzung oder Versicherung bei der Gestaltung des Produkts hinzufügen, um die Bindung zuverlässiger zu gestalten.
- Medium: Die chemische Bindung ist sehr schwach oder fast nicht vorhanden. Unabhängig davon, ob es erfolgreich sein kann, hängt hauptsächlich von der mechanischen Verriegelungsstruktur ab, die Sie entwerfen, die normalerweise eine Oberflächenbehandlung erfordert, z. B. das Sprühen einer Schicht des Behandlungsmittels (Primer), um die Adhäsion zu verbessern oder die Oberfläche ein wenig zu schützen.
- Arm: Es ist schwierig, eine chemische Bindung zu bilden. Die Bindungsstärke muss durch ein sehr präzises Snap-On-Struktur-Design erreicht werden, und im Grunde muss ein bestimmter Primer seinWird verwendet, um die harte Plastikoberfläche zu behandeln.
Aus meiner bitteren Erfahrung als JS -Ingenieur:
(1) Die spezifische materielle Note ist der König!
Diese Tabelle ist ein allgemeiner Leitfaden, aber die Leistung verschiedener Hersteller oder sogar verschiedene Marken von TPE/TPU/LSR vomselben Hersteller kann sehr unterschiedlich sein!
Insbesondere wenn es als "Sondergrad erforderlich" gekennzeichnet ist (wie PP+TPE, Nylon+TPE/TPU)Die technische Abteilung unseres JS.Wenn Sie diese Tabelle direkt verwenden, um Materialien zu bestellen, können Sie möglicherweise versagen.
(2) Strukturell ist die Seele!
Insbesondere für mittel- und schlechte Kombinationen oder sogar für gute Kombinationen ist ein gutes und gut übermäßiges mechanisches Verriegelungsdesign häufig der Schlüssel für Erfolg oder Misserfolg. Eine enge Kommunikation mit Schimmelpilzingenieuren und Materialingenieuren ist während der Entwurfsphase erforderlich.
(3) Proof -Tests können nicht gespeichert werden!
Egal wie perfekt die Theorie ist, sie muss in der Praxis getestet werden. Es wird dringend empfohlen, dass SieVerwenden Sie die spezifische Materialmarke, die Sie ausgewählt haben, um einen kleinen Beispieltest durchzuführen(wie ein einfaches Überlappungstest), um die Bindungsstärke tatsächlich zu testen, bevor er die Form offiziell öffnet. Dieser Schritt kann nicht gespeichert werden, da er später große Probleme vermeiden kann.
Diese Tabelle hilft Ihnen, die Materialkombination vorläufig vorliegen und offensichtliche Probleme zu vermeiden.Der Erfolg von Overmolding liegt in drei Schlüssel:präzise Anpassung spezifischer Noten, gezielter strukturelles Design und strenge Stichprobenüberprüfung.
"Treffen Sie keine Entscheidungen, die auf dem Tisch alleine basieren! Wenn Sie ein Projekt bewerten, insbesondere eines mit schwierigen Materialien, empfehlen wir Ihnen, sich so bald wie möglich an unser technisches Team zu wenden. Wir werden professionelle überlastende Injektionsformtechnologie verwenden, um Ihnen dabei zu helfen, das Endprodukt stetig zu landen!"
Gemeinsame Materialkombinationen und Anwendungsfälle
Lassen Sie mich Ihnen von einigen der am häufigsten verwendeten und zuverlässigsten Materialkombinationen in unseren tatsächlichen Projekten sowie ihrer Anwendungen erzählen. Dies sind alles Erfahrungen, die gemacht und verifiziert wurden:
Fall 1: Die klassische Kombination von Mobiltelefonhüllen und Tool-Handles: ABS/PC/PC-ABS + TPE/TPU
- Hartplastische + weiche Gummilösungen werden in Teilen wie z. B. häufig verwendetMobilfunkkoffer, Werkzeuggriffe und Fernbedienungsschaltflächen in Anti-Schlupf-Schaltflächenund ihre Vorteile sind bedeutend:
- Funktionelle Komplementarität: Hartplastik bietet strukturelle Festigkeit und ein gutes Aussehen, und TPE/TPU-Weichkautschuk bietet eine bequeme Berührung, die Rutscheigenschaften sowie die Dämpfung und die Stoßdämpfung.
- Zuverlässige Kombination: Die wichtigste chemische Bindung macht die Grenzflächenbindung zwischen den beiden hervorragend und sorgt für die langfristige Haltbarkeit des Produkts.
Gleichzeitig,im Gummi überlagendDiese Kombination ist aufgrund ihrer hervorragenden chemischen Kompatibilität auch zu einer der bevorzugten Lösungen geworden, und Ingenieure haben ein hohes Vertrauen in sie.
Fall 2: Eine starke Wahl für Automobil- und Outdoor -Produkte: Nylon (PA) + TPE/TPU
Anwendungen:Autotürgriff (bequemer Griff), häufig angesteckte und unbelastete Steckerschnittstelle (Kabelübermolding), Außenteile, die Flexibilität und Verschleißfestigkeit erfordern.
Vorteile:
- Nylon bietet eine hervorragende Verschleißresistenz, chemische Korrosionsbeständigkeit und Hochtemperaturbeständigkeit, die für harte Arbeitsbedingungen geeignet sind.
- Speziell formulierter TPE/TPU -Weichkautschuk, bedeckt die Oberfläche von Nylon,Bietet eine weiche und elastische Schutzschicht in Kontakt, Reibung und Versiegelungsteile.
Schlüsselpunkte:Obwohl die Kombination etwas schwieriger ist als die vorherige (es ist notwendig, die richtige Sondergrenze von weichem Gummi auszuwählen), ist der Effekt und die Haltbarkeit sehr gut.
Fall 3: Sicherheitsschutz für medizinische und Lebensmittelqualität: Silikon Overmolding
Anwendungsszenarien:Die Rande der Atemmaske, die die Haut, die Babifizierer, die Formen, die hohe Temperaturbacken erfordern, direkt kontaktiert, und elektronische Produkte mit strengen Anforderungen für wasserdichte Dichtungen (wie intelligenten Uhren).
Warum es wählen?
Silikon (insbesondere flüssiges Silikon-LSR) ist natürlich ungiftig und geruchlos, erfüllt die Anforderungen an die medizinischen und Lebensmittelqualität, hat keine Angst vor extrem hohen und niedrigen Temperaturen, ist nicht einfach mit anderen Dingen zu reagieren und ist besonders weich und elastisch.
Schlüsselerinnerung:
Silikon ist mit den meisten harten Kunststoffen chemisch nicht kompatibel und kann nicht fest bleiben! Um Erfolg zu erzielen, müssen diese beiden Aspekte angesprochen werden:
- Entwerfen Sie eine präzise "Snap-On" -Struktur: Konstruktion Barbs, Rillen usw. auf den harten Kunststoffteilen, damit das Silikon nach dem Injektionsform physikalisch gesperrt werden kann.
- Verwenden Sie Primer gut:Vor dem Injektionsforming die harte Plastikoberfläche vorlegen.Diese Klebstoffschicht kann als Brücke dienen, um die Adhäsion zwischen Silikon und hartem Kunststoff zu verbessern. In den medizinischen und wasserdichten Projekten, die wir durchführen, dürfen diese beiden Punkte nicht schlampig sein.
Diese erfolgreichen Fälle bieten zuverlässige Designanweisungen. Der Erfolg oder Misserfolg des Projekts liegt jedoch in den Details: Genauige Auswahl der materiellen Note, optimiertes Design der Bindungsstruktur, entsprechender Primer und Prozess.
"Ich empfehle normalerweise, dass es in den frühen Stadien des Designs am besten in Bezug auf Nylon- oder LSR -Kombinationen an unser professionelles technisches Team konsultiert wird. Wir werden gemeinsam die optimale Materialkombination bestimmen, das strukturelle Design überprüfen und durch kleine Batch -Versuchsproduktion sicherstellen, dass das Produkt die Standards in Bezug auf Funktion, Pflicht und Zuverlässigkeit vollständig erfüllt."

FAQ - Antworten auf alle Ihre Fragen zur Materialauswahl
Frage 1: Was ist der beste sekundäre Injektionsformstoff?
Um ehrlich zu sein, gibt es wirklich kein absolutes Bestes, und die Produktfunktions- und Leistungsanforderungen müssen umfassend betrachtet werden.
- Verfolgung eines guten Gefühls und der Kosteneffizienz:ABS wird als Substrat empfohlen, mit TPE -Softkleber beschichtet. Es kann die Berührung erheblich verbessern und gleichzeitig die Kosten effektiv kontrollieren.
- Erfordernis Transparenz und Resistenz mit hoher Wirkung: PC-Hartkleber-Substrat mit beschichtetem TPU-Softkleber ist eine ideale Lösung, die für Anwendungen wie transparente Anti-Fall-Schalen geeignet ist.
- Achten Sie auf Verschleißresistenz und chemische Resistenz: Nylon wird als Substrat empfohlen, das mit TPE- oder TPU -Materialien mit Verschleißfestigkeit oder chemischer Resistenz beschichtet ist.
- Medizinische Anwendungenoder extreme Temperaturumgebungen: Flüssiges Silikonkautschuk (LSR) ist eine Option, die Prozessanforderungen sind jedoch hoch, und das Substratstrukturdesign muss sorgfältig ausgewählt werden.
Frage 2: Welche Materialien werden zum Einfügen von Formteilen verwendet?
Dies wird in zwei Teilen beantwortet:
- Einsatzmaterial: Normalerweise Metallteile (wie Messing, Edelstahl, Aluminiumlegierung). PCB -Blätter (Druckplatine) können ebenfalls verwendet werden. Der Einsatz wird vor dem Injektionsform in den Formhöhlen gelegt.
- Plastikauswahl beschichten:Zu den häufig verwendeten Materialien gehören Nylon (Nylon), PBT, PPS und andere Kunststoffe mit Hochleistungs-Engineering. Die spezifische Auswahl hängt von den Anforderungen an Teilfestigkeit, Isolationsleistung, Temperaturwiderstandsniveau usw. ab. Beispielsweise werden PPS beschichtete Metalleinsätze häufig für motorische Teile verwendet, die eine elektrische Hochtemperatur-Isolierung erfordern.
Frage 3: Aus welchem Material besteht die Form selbst?
Die Hauptkraft ist Spezialstahl: Stähle wie P20, H13 und S7 sind die absolute Hauptkraft. Sie haben eine hohe Härte oder werden durch Wärmebehandlung gestärkt, insbesondere durch kedenresistente und wirkungsbeständige, nur Zehntausende oder sogar Hunderttausende von Hochtemperatur- und Hochdruck-plastischen Auswirkungen standhalten.
Was tun mit kleinen Chargen oder Proofing?
Wenn wir nur ein paar hundert oder ein paar tausend Proben machen oder das Produkt noch in der Überprüfungsphase befindet, um Zeit und Kosten zu sparen, sparen Sie.Wir verwenden manchmal 7075 Aluminiumlegierung, um Formen zuzubereiten.Die Aluminiumverarbeitung ist schnell und die Formkosten sind viel niedriger, aber die Lebensdauer ist definitiv nicht so gut wie Stahlformen. Es ist für eine frühzeitige Überprüfung oder nicht für die Massenproduktion geeignet.
Zusammenfassung
Der Schlüssel zur Gewährleistung eines erfolgreichen Überlagungsprozesses ist ein tiefes Verständnis der materiellen Eigenschaften. Die Auswahl der richtigen Kombination von Materialien gewährleistet nicht nur eine starke und zuverlässige Produktstruktur, sondern verbessert auch den Marktwert und die Benutzererfahrung erheblich. Obwohl das Kompatibilitätsdiagramm ein wichtiger Ausgangspunkt ist, besteht die effizienteste Möglichkeit, das Design wirklich zu optimieren, eine starke Bindung zu erreichen und Risiken zu vermeiden, darin, mit erfahrenen Ingenieuren zusammenzuarbeiten.
Lassen Sie das JS -Team Ihr Produkt mit Overmolding beleuchten!
- Vermeiden Sie teure Versuch und Irrtum: Wenn es um die Materialauswahl geht, sind die Experten der Experten derDas JS -Team kann Ihnen helfen, das richtige Material zu Beginn des Projekts auszuwählen.
- Optimieren Sie das Design und die Bindung: Wir wählen nicht nur Materialien aus, sondern können Ihr Design optimieren, um den idealen Bonding -Effekt der überlappenden Teile zu gewährleisten.
Erhalten Sie jetzt engagierte Unterstützung: Kontaktieren Sie uns und Sie werden:
- Erhalten Sie einen kostenlosen PDF des Overmolding Design Guide (einschließlich praktischer Prinzipien).
- Sprechen Sie direkt mit unseren Ingenieuren, um Ihre Projektanforderungen ausführlich zu besprechen.
- Finden Sie die ideale Kombination: Lassen Sie uns zusammenarbeitenFinden Sie eine Materiallösung mit der besten Leistung und Kosten für Ihr Produkt.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen werden keine Zusicherungen oder Gewährleistungen jeglicher Art oder stillschweigend gemacht. Es sollte nicht geschlossen werden, dass die Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, materielle Qualität und Art oder Verarbeitung, die der Drittanbieter oder Hersteller über das Longsheng-Netzwerk zur Verfügung stellt, zur Verfügung stellt. Dies liegt in der Verantwortung des KäufersFragen Sie nach einem Angebot für TeileUm die spezifischen Anforderungen für diese Teile zu bestimmen.Bitte kontaktieren Sie uns, um weitere Informationen zu erhalten.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Mit über 20 Jahren Erfahrung in mehr als 5.000 Kunden konzentrieren wir uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit mehr als 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet und ist ISO 9001: 2015 zertifiziert. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine Produktion oder Massenanpassung mit niedriger Volumen handelt, können wir Ihre Bedürfnisse mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. wählenJS -TechnologieEs bedeutet, Effizienz, Qualität und Professionalität zu wählen.
Um mehr zu erfahren, besuchen Sie bitte unsere Website:jsrpm.com
Ressource

