

I have seen too many such things: An aviation aluminum alloy part that took a lot of time and money to process, but failed in the last process of processing an M6 screw hole. The tap broke and got stuck in the hole, and the entire part had to be scrapped, and thousands of dollars and countless man-hours were all wasted. This kind of heart-wrenching scene, in the final analysis, is caused by the wrong choice of tapping andthread milling.
Both methods are key technologies for manufacturing internal threads,but the principles and applicable scenarios are completely different.
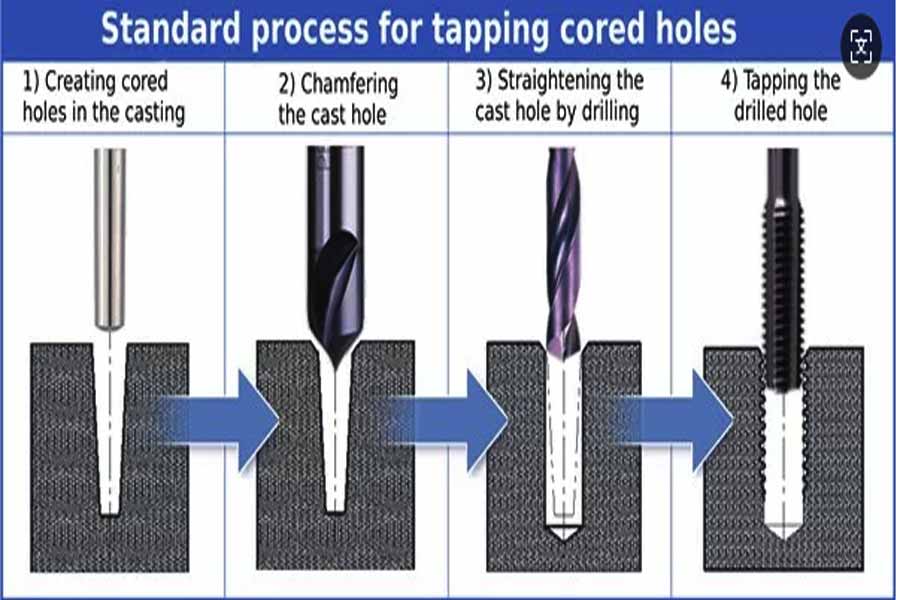
- Tapping: Use a tap to shear into a pre-drilled hole like screwing a screw and form a thread through plastic deformation or cutting. It is easy to use, and tools are cheap, with basic settings. It is especially best suited for mass production or processing of soft metal like aluminum. When there is a need for efficiency, it is the tool of choice.
- Thread mill: It is nearer to fine carving. Use a small milling cutter to turn the thread on the hole wall around in a circular fashion. Its advantages are flexibility and precision. A milling cutter can machine threaded holes of any size and pitch, even difficult-to-machine materials such astitanium alloys, and can handle the bottom of blind holes better.
Then, which process to use? It depends on the particular needs. But the cost of doing it wrong could be the component that's worth thousands of dollars upfront.
Core Answer Summary:
| Comparing dimensions | Tapping | Thread Milling |
| Core principle | Cutting forming, tool and thread matching 1:1. | Interpolation forming, one tool can process threads of various sizes. |
| Processing speed | Extremely fast, suitable for large-scale production. | Slower, more suitable for single piece and small batch production. |
| Tool cost | Low cost per unit. | Higher cost per tool, but more flexible. |
| Risk | High risk (cone breakage, chip jamming). | Low risk (small tool, easy to retract and remedy). |
| Applicable aperture | The advantage of small aperture (<M6) is obvious. | Obvious advantages in large aperture, non-standard threads and special materials. |
| Flexibility | Extremely low (one cone, one hole, specialized for knives). | Extremely high (adjustable tolerance, left and right rotation, blind hole/through hole adaptation). |
This article will answer your questions:
- This guide will clearly analyze the core differences between tapping and thread milling - from tool principles to processing logic.
- I will analyze a real case: for example, a high-priced part that was almost scrapped and the efficiency of mass production.
- Finally, I will answer common questions about these two methods to help you feel more confident when choosing a process next time.
Why Should You Trust This Guide? JS's Daily Processing Decisions
As engineers at JS, our workshop has to answer dozens of times every day, should this hole be tapped or thread milled? This answer is not based on textbooks or software simulations, but on experience gained from tens of thousands of real parts processed.
We know whichstainless steelwill wear out the tool quickly when tapping, and we also know how much deformation risk can be avoided by thread milling on thin-walled deep holes. We have seen these problems with our own eyes, and the costs are all empirical values accumulated from waste materials and broken tools.
Every suggestion in this guide has been tested in actual combat. For example, when processing high-demand medical titanium alloy implants, we rely on thread milling to ensure a 100% success rate. When mass-producing brackets for the automotive industry,we choose extrusion tapping to reduce the unit cost by 30%.
"Smith said: Ten seconds of judgment on the workshop floor is the result of ten years of broken knives and cones."
What we provide is the judgment logic that combines theory with real money and practice to help you turn risks into real benefits.
What is Tapping? The King of Speed and Efficiency
Simply put, tapping is like using a standard screw (we call it a tap) to "gnaw" out threads in a hole.It is an old and reliable thread manufacturing method.
How does it work? What tools are used?
Principle:The outer diameter of the tap is exactly the same as the size of the thread you want to make. It turns a circle, and then goes down a pitch along the hole, and directly uses its cutting edge to cut off the material to form a thread.
Tools: The protagonist is the tap
Hand tap: Slowly twisted by manpower, suitable for repairs or small batches.
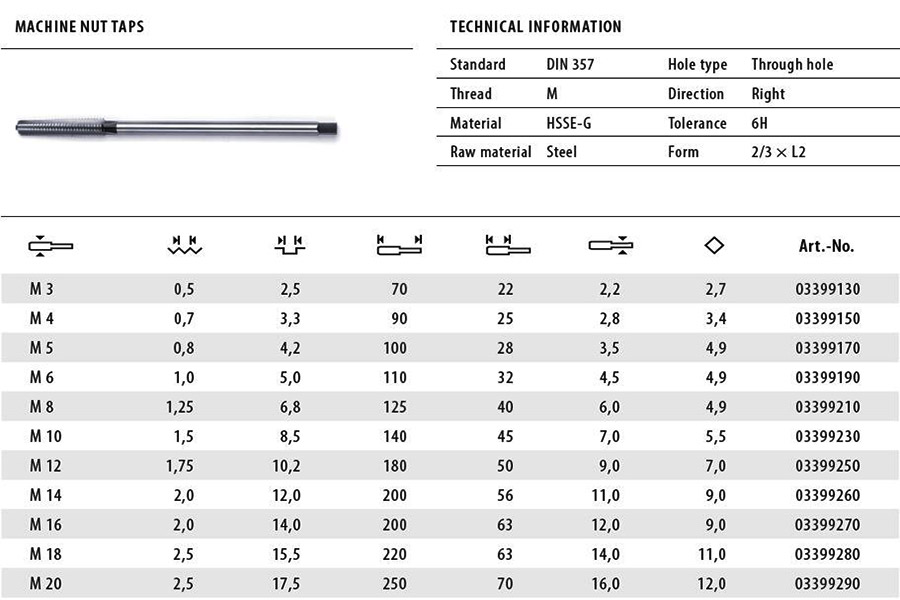
Themachine tapswe use are mainly mounted on drilling machines or machining centers. There are two types of taps:
- The most common one is the cutting tap, which is like a small milling cutter, directly cutting off the material to form iron slag.
- The other is the extrusion tap, which has no cutting edge and relies on great pressure when working, like an extrusion die, to directly "extrude" soft materials such as aluminum and copper into a thread shape, so basically no iron slag is produced, which is very suitable for processing such materials.
Why is tapping so favored? Three special skills!
- King of speed: Its strongest aspect! Drilling a typical screw hole takes a few seconds! In mass production, efficiency equates to money, and tapping cannot be surpassed.
- Low-cost tools: A tap does not need much money, and the upfront cost is very low.
- Not picky about "machine tools": The usual drill press will do, and a master can even do it by hand.CNC machine toollinkage accuracy requirements are relatively less stringent.
Risks of tapping
- Broken tapping horror: This is the most disastrous risk of tapping. The tap breaks in the hole, especially when it breaks way in or in hard material. Want to get rid of it? That is just too difficult! The parts are basically junked, and the loss is substantial.
- Difficulty in chip removal (especiallyblind holes): Cutting tap machining will produce iron chips. The chips from blind holes cannot be easily removed, and this will rapidly build the torque, the number one "killer" that causes tapers to fracture.
- Loss of flexibility: M6 taps will only create M6 holes, no compromisation. Want to adjust the screw tolerance? The tap itself also has a set tolerance range, and the working space is very tiny. Compared with thread milling, it can be compensated by programming.
"Tapping is the first choice for pursuing efficiency. The cost of the tool is low and equipment demands are relaxed, but success and failure hinge on managing risk! Do you wish to use it to ship quickly and consistently? At JS, we certainly recommend that you: choose the right tap for material, set the processing parameters, and use cutting fluid to prevent chips from getting in the way. These should not be omitted."
What is Thread Milling? Synonymous With Flexibility and Safety
We deal with CNC machine tools every day.Thread milling is our particularly trusted partner when processing high-quality, complex threaded holes. It is flexible and safe.
How does it work? What tools are used?
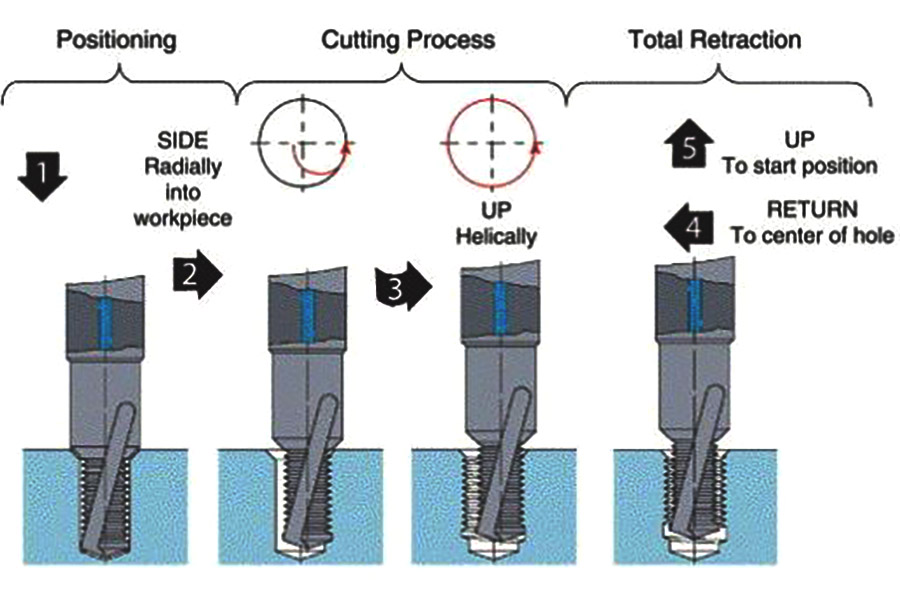
Imagine that instead of tapping, which pushes it in, a much smallerthread milling cutter(Thread Mill) is used on a CNC machine tool. The cutter would revolve around in circles (X and Y axes revolve around in circles) but move downwards slowly (Z axis moves down), drilling out threads on the hole wall one by one. This employs the helical interpolation feature of the machine tool.
The tool is a thread milling cutter. The most astonishing thing is that it is possible for a cutter to be able to mill several holes with different sizes but the same pitch (pitch). For example, a tool of M1.0 pitch can mill M6, M8, and M10 holes if the pitch is 1.0.
Why do our engineers prefer to use it?
(1) Safety first:
The small diameter of the tool is the actual safety feature. Even if something unusual happens, the small tool body is practically impossible to lock in the hole, so the entire part won't be scratched. This is priceless for those long, time-consuming, and costly CNC milling parts!
(2) High flexibility:
- As mentioned earlier, one tool tube has multiple apertures.
- Left-hand rotation of thread (reverse thread), right-hand rotation of thread (positive thread), free rotation direction, and mere reversal of processing program direction.
- The diameter of thread and tolerance grade can be programmed to achieve high precision in the match.
- The iron chips produced are small in size and broken, and the coolant can be rinsed away. It operates superbly in deep holes (especially blind holes) and machining hard-to-machine materials such as stainless steel and titanium alloys.
- Longer tool life. Compared with tapping, thread milling cutters have more dispersed cutting forces, more uniform wear, and longer tool life, especially when processing difficult-to-process materials.
Areas that need to be balanced
- Reduced processing speed: There is more time taken in milling each circle one at a time compared to turning directly in by tapping.
A little more expensive tools: Buying a thread milling cutter alone is actually much more expensive than buying a tap (tapping). - Equipment dependency: There is a need for a three-axis-linkedmilling centeror three-axis-linked milling machine with helical interpolation, requiring equipment capability.
Key economic comparison of thread milling vs. tapping:
| Comparison items | The advantages of thread milling are reflected | Tapping | Core Differences |
| Cost potential of single hole cutting tools | Possible lower in medium to high batches. | Initial low. | Strong cost sharing ability of thread milling cutters. |
| Tool life (difficult material) | Significant extension (200-400%). | Relatively short. | Disperse cutting force for more uniform wear (such as Inconel). |
| Material/aperture optimization | Can save materials (up to 15%). | No such advantage. | Can design better bottom holes to reduce material consumption. |
| Flexibility in processing range | Single blade coverage with multiple apertures/rotation directions/tolerances. | One specification, one tool, low flexibility. | The core competitiveness of thread milling. |
Data source: Sandvik Coromant Application Guide.
Thread milling is a safe, reliable, flexible and precise technology, especially suitable for complex parts, difficult-to-process materials and small batch production. Although the initial cost and unit time are slightly higher, its comprehensive benefits are often better in complex parts, special materials and small batch production.
"If your production faces high-demand thread processing challenges, please contact JS and let us evaluate how thread milling can create value for your project!"
Actual Case Analysis: Process Selection for Medical Devices vs. Automotive Brackets
After more than ten years of machining, my biggest experience is:Choose theright processand cut costs in half!Today, I will share two real cases to help you understand how we make decisions in complex scenarios, saving customers worry and money.
Case 1: High-value medical implants (PEEK material)
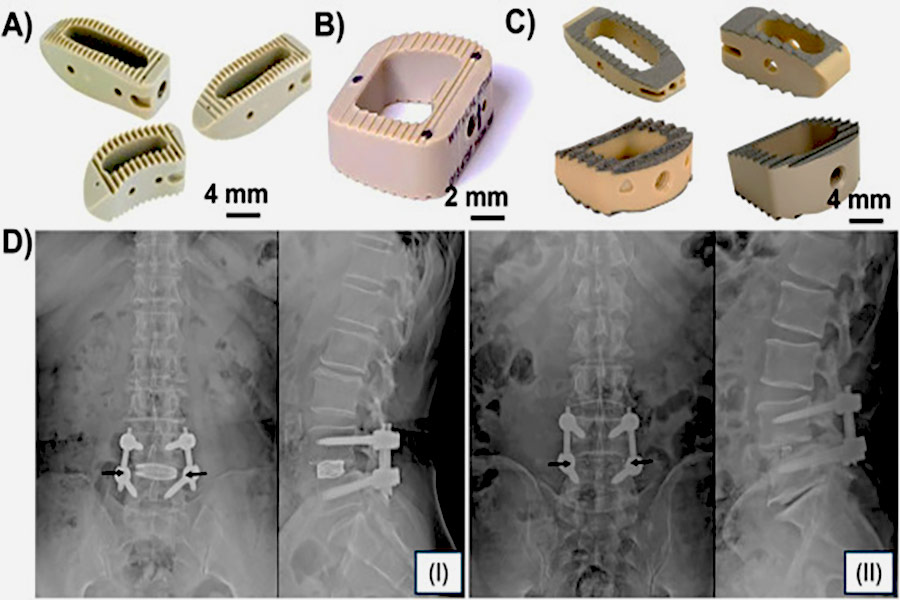
When the customer found us, there was a tricky project: processing a spinal fusion cage made of PEEK with 4 M3 precision threaded holes for fixing screws. Each piece is worth more than $500. The material is expensive and afraid of heat. If there is any mistake, it will be scrapped. The thread must be super clean and cannot tolerate any flaws.
We decided to use thread milling. What is the reason for the choice?
- Avoiding risks is the first priority: this part is much more expensive than the tool. If the tap breaks during tapping, the loss will be heavy. Thread milling has low risks and almost no tool breaks, which preserves the integrity of the part.
- The material is particularly suitable: PEEK chips are like noodles and are easy to get stuck in the hole. Once the tapping is blocked, the thread will be scrapped. Thread milling produces fine chips, which are easy to discharge and thethread surfaceis much smoother.
- Strict quality control: Medical parts require high thread precision. Milling can accurately adjust the contour to avoid tearing or unevenness. If tapping, the slightest deviation may fail.
In the end,the parts were delivered 100%successfully with zero defects. Although milling a hole is 20 seconds slower than tapping, it avoids any risk of scrapping. Customers praised our reliability.
Case 2: Large-volume automotive engine brackets (aluminum alloy)
Another project is to produce 50,000 engine brackets for a certain model, each with 12 M8 through-hole threads. The large quantity, tight time, and cost sensitivity require that the processing time andCNC milling priceof each piece must be minimized.
We chose extrusion tapping. There are three reasons:
- Speed is paramount: Tapping is extremely efficient and is our only way to keep up with the production pace. Thread milling is too time-consuming and will slow down the progress.
- Cost killer: A single tap is only a few dozen dollars, which is more than 10 times cheaper than a thread milling cutter. Furthermore, the high volume and tool cost advantage are multiplied, and the single-piece thread processing cost is below $0.1, which completely meets the customer's strict target for CNC milling price (the total price is maintained in a very low level per piece).
- No chip removal problems: Aluminum is soft, extrusion tapping is a chipless process, thread strength is good, there is no clogging, and stability and production are improved.
Result:50,000 pieces were delivered on time, unit price was maintained below $0.1, and the customer was satisfied. This proves that tapping is the king of efficiency inmass production.
Process comparison reference
When making a decision, we tend to contrast overall figures. The subsequent thread handling procedure comparison I compiled, on the basis of the IMD World Competitiveness Report 2024 statistics. It shows average performance, yet the particular project still has to be matched with the actual condition.
| Process type |
Average cost per hole
|
Processing time per hole (seconds) | Applicable scenarios |
| Thread Milling | $3.50 | 30 | High value medical and precision components. |
| Squeezing tapping | $0.20 | 15 | Large scale cars, cost sensitive. |
Decision Core
From all of these examples, I realized one thing in simple terms: there is no absolute right or wrong in tapping vs. thread milling. What matters is to analyze the trade-off between "risk" and "efficiency".
"As manufacturing guru Peter Drucker once said: What gets measured gets managed."
For high-value work, where the components are considerably more expensive than the machining cost, choose thread milling to remove risks. For cost-and-speed-chasing batch production work, tapping is the undisputed king.
"Friends, whether you are designing new parts or choosing processes, don't just rely on theory, combine actual risks, efficiency and data to make decisions. Hurry up and contact our JS team to try our onlinecnc milling servicesto help you optimize your decision and save money and time. Action brings success!"
FAQ - Answer Your Last Questions about Thread Processing
What are the main disadvantages of thread milling?
Customers always ask about the disadvantages of thread milling. From practical experience, there are some important points to note:
- Relatively slow speed: Compared with tapping, it takes much longer to process the same hole. This may not be able to meet the requirements of mass production (e.g., auto parts) where each minute and each second count a great deal.
- A bit higher threshold: Programming is more complicated than directly calling the tapping cycle. We have to use a special CAM module or carefully write G code with spiral motion. Most novice operators have to spend some time to begin and use tools (thread milling calculator) to calculate the tool path and parameters.
- Small holes are hard to make: For extremely small threaded holes, such as below M2, it is challenging to make such a small and precise thread milling cutter, and the cost is much more costly. Tapping is generally a more practical solution in such small holes.
Therefore, whether to choose thread milling really depends on the specific requirements of the project. Extremely high efficiency requirements or too small holes? Tapping may be more practical.
What is the difference between tapping and threading?
Threading is a general term that refers to all processes for making threads on workpieces, including the processing of internal and external threads.
Tapping is a specific process, which specifically refers to using a tap to rotate in a pre-drilled hole to produce internal threads. This is one of the most common and direct methods for processing internal threads.
There are many other methods for thread processing: in addition to tapping, it also includes:
- Turning threads: On a lathe, use a forming turning tool to "turn" external or internal threads like sharpening a pencil.
- Thread milling: Use a special thread milling cutter to "mill" it on a milling machine, which is especially suitable for large threads or irregular parts.
- Thread rolling: No cutting! Use a hardened thread rolling wheel to "squeeze" the metal, allowing it to plastically deform to form threads, which is efficient and strong.
Simply put: Tapping is a process method specifically used for processing internal threads under the large category of thread processing. Thread processing includes tapping and all other techniques for making threads.
Can all materials be thread milled?
In theory, we can use it to make threads for most materials that can be milled. Moreover, it is almost the first choice for those materials that make tapping particularly "headache".
Think about those difficult materials:
- Super hard steel (hardness over 45 HRC).
- Titanium alloy with strong toughness.
- Various high-performance alloys that are resistant to high temperatures.
- Composite materials such as carbon fiber plates.
Why is thread milling a "good partner" for these materials?Because if you force a tap to tap these materials:
- The tap wears too quickly and has a very short life.
- The worst thing is that the tap is extremely easy to break in the hole, which brings great trouble and risks.
- Thread milling has softer cutting and better heat dissipation, and it is safer and more controllable to work on these difficult-to-process materials. Therefore, when processing threads of such materials, thread milling is indeed an ideal and reliable choice.
Summary
Tapping and thread milling are not competitors, but a pair of "golden partners" in yourCNC toolbox. Think about it, a good knife and a good wrench each have their own strengths. Tapping is unmatched in speed and efficiency, while thread milling leads in ensuring safety.
Understanding their boundaries and scope of application is not just a basic skill for engineers, but a sign that you are a truly excellent decision maker. After all, a wise choice is never a casual decision, but a comprehensive trade-off based on cost, risk, efficiency, and final quality.
Are you still confused about threaded holes next time your design drawings appear?Don't worry about which process is the most suitable!
- Come to JS, we do more than just processing: Behind the top online CNC milling services we provide is a group of engineers who really know the business.
- Upload drawings and get double value: Not only can you get a real quote, but more importantly, our engineers will carefully analyze every thread on your drawings.
- Tailor-made solutionsfor you: We will give professional processing suggestions based on your specific design, quantity and needs - is tapping more economical and efficient, or thread milling can avoid risks and ensure quality? Help you find the best balance between cost and risk.
Simple start: Upload your design file now! Let JS's expertise andJS custom cnc milling manufacturing capabilitiesaccurately and efficiently realize the threads on the drawings for you!

Disclaimer
The contents of this page are for informational purposes only.JS seriesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the Longsheng Network. It's the buyer's responsibilityRequire parts quotationIdentify specific requirements for these sections.Please contact us for more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyThis means selection efficiency, quality and professionalism.
To learn more, visit our website:jsrpm.com
Resource

