

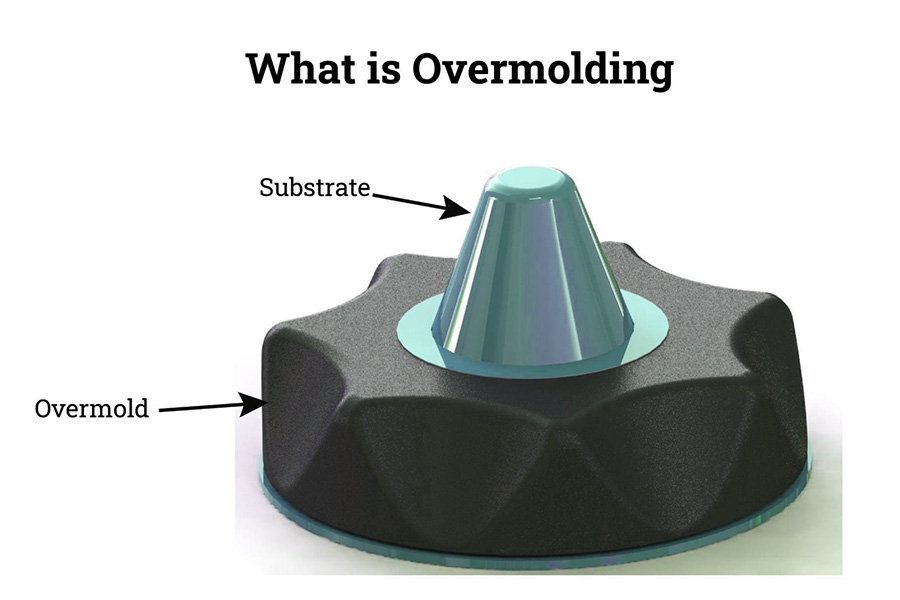
الإفراط في التعبير ، بعبارات بسيطة ، هو عملية صب الحقن حيث يتم حقن البلاستيك (عادةً ما يشبه TPE يشبه المطاط) أعلى جزء آخر موجود (الركيزة) مباشرة. الركيزة الأكثر شيوعًا هي جزء من البلاستيك الصلب ، ولكن يمكن أن يكون أيضًا معدنًا أو غير ذلك.
إن أكبر ميزة للقيام بذلك هي أنه يمكن أن يجمع بشكل مثالي من مزايا المادتين في جزء لا يتجزأ ، والذي لا يوفر فقط مشكلة التجميع اللاحق ، ولكن يمكن أن ينتج أيضًا تأثيرات سطحية أكثر ثراءً وتحسين الجودة الشاملة والعملية للمنتج. بسبب هذه المزايا ،التكنولوجيا المفرطيستخدم على نطاق واسع في مختلف الصناعات.
ما هو المفرط؟
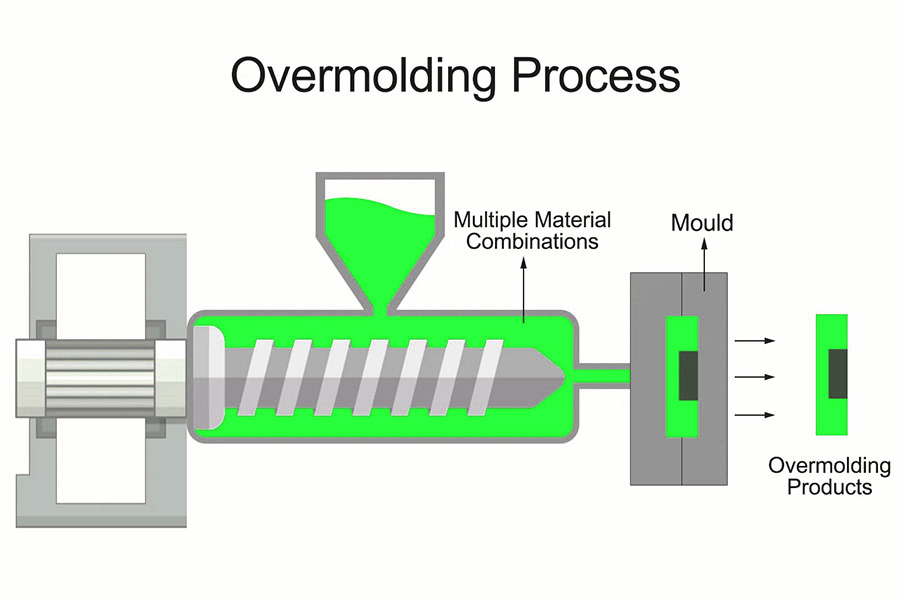
الطريقة الأكثر شيوعًا لصنع الأجزاء البلاستيكية هي صب الحقن: حقن البلاستيك المنصهر في القالب ، ويمكنك الحصول على جزء صلب بعد التبريد. ولكن إذا كنت ترغب في إنشاء منتج أكثر تعقيدًا وعملية ، فيجب على المهندسين استخدام بعض التقنيات المتقدمة عند الحقن. من بينها ، الإفراط في العمل هو تقنية شائعة للغاية وحاسمة.
يتمثل جوهر عملية الإفراط في التغلب على طبقة من المواد الجديدة مباشرة على الجزء الخارجي من جزء مسبق الصنع (يسمى الركيزة ، وعادة ما يكون البلاستيك الصلب أو المعدن). عادةً ما تكون الطبقة الخارجية للمواد ناعمة ، والتي لا توفر فقط خصائصًا أفضل أو خصائص مضادة للانزلاق ، ولكنها يمكن أن تغير اللون حسب الحاجة ، وحتى صنع مواد رغوة مرنة.
أكبر ميزةهذه العملية هي صب لمرة واحدة: يمكن أن يجمع بإحكام قوة الركيزة الصلبة والخصائص الخاصة لطبقة الطلاء الناعمة (مثل اللمس الناعم ، والمرونة ، وما إلى ذلك) في جزء لا يتجزأ.
ما هي المراحل الرئيسية المطلوبة لتحقيق الإفراط في التجميع؟
1. تحضير القالب وموضعالركيزة
مطلوب مجموعة من القوالب الخاصة. الوظائف الأساسية لهذه المجموعة من القوالب ذات شقين:
- إصلاح الجزء الأساسي (الركيزة) بحزم: عادةً ما تكون الأجزاء البلاستيكية الصلبة أو المعدنية.
- اترك تجويف صب: إن شكل هذا التجويف هو شكل الطبقة الجديدة من المواد التي سيتم طلاءها في الخارج من الركيزة في المستقبل.
2. علاج الركيزة
من أجل صنع المواد المغلفة حديثًا والركيزة مرتبطة بإحكام ولا تسقط ،يجب أن يعالج سطح الركيزة مقدمًا.
تشمل طرق المعالجة الشائعة: التنظيف جيدًا لإزالة الزيت والغبار ، وتطبيق مروج خاص للالتصاق ، أو إجراء معالجة سطحية خاصة (مثل الحفر الطفيف) لزيادة قوة الترابط.
3. حقن مادة الطلاء
هذه هي الخطوة الأساسية للتشكيل المفرط ، والتي تتمثل في وضع الركيزة المعالجة بدقة في القالب وإصلاحها في مكانها.
الخطوة الرئيسية هنا: الحرارة وإذابة مادة الطلاء المحددة (عادة ما تكون مواد ناعمة مثل المرنة بالحرارة).
ثم،من خلال عملية صب الحقن المفرط، يتم حقن مادة الطلاء المنصهرة بسرعة في التجويف المحجوز في القالب تحت الضغط العالي. بطبيعة الحال ، يتم استخدام طرق أخرى مثل إدراج صب أو صب النقل أو صب أو ضغط الضغط في بعض الأحيان وفقًا لاحتياجات المنتج.
4. التبريد والتسخين والمعالجة
بعد اكتمال الحقن ، يجب تشكيل المادة في القالب.
إذا تم استخدام المواد البلاستيكية الشائعة (المواد المرنة الحرارية) ، يتم استخدام التبريد بشكل أساسي لتصلب طبقة الطلاء والالتزام بالركيزة.
إذا تم استخدام مواد خاصة (مواد حرارية) ، فيجب تسخين القالب أولاً لجعل المادة تخضع لتفاعل كيميائي وتصلب ، ثم يتم تبريده إلى demold. جوهر هو جعل الرابطة في واحدة.
5. إزالة ما بعد المعالجة
بعد أن يتم تبريد الأجزاء بالكامل وتصلبها ، يمكن فتح القالب ويمكن إخراج الأجزاء المقولبة.
في هذه المرحلة ، قد يكون هناك بعض الحواف البلاستيكية الزائدة (تسمى أيضًا فلاش أو بيرز) من الجزء الذي يجب تقليصه.
أخيرًا ، يتم إجراء المعالجة السطحية اللازمة وفقًا لمتطلبات المنتج ، مثلإضافة آثار ملمس محددة أو تلميعلجعل المنتج النهائي يبدو ومشعر كما هو مطلوب.
ما هي الطرق المختلفة المفرطة؟
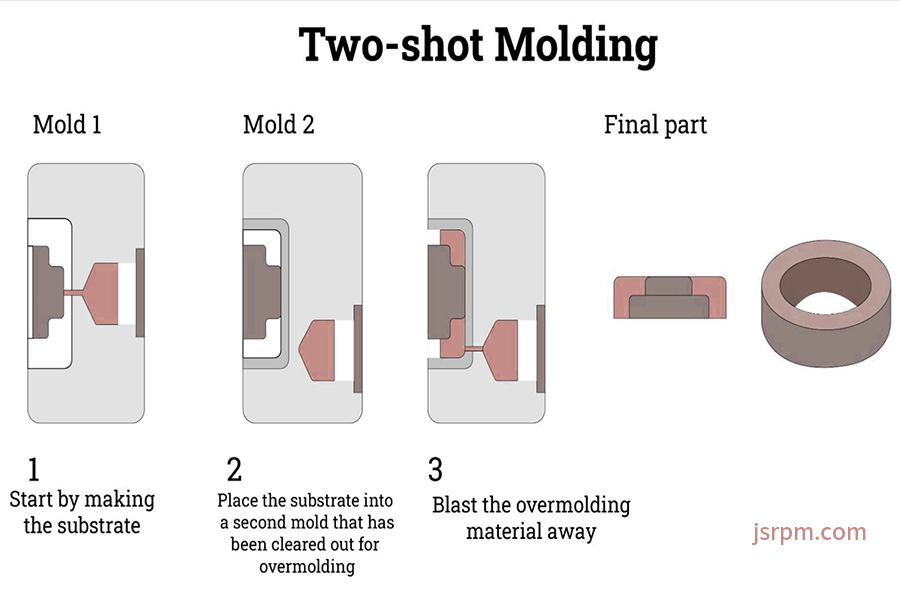
1. صبتين
العملية الأساسية:
تستخدم هذه الطريقة آلة صب الحقنمع وحدتي الحقن المستقلة وعفن خاص. أولاً ، الجزء الأول ، الذي عادة ما يكون مصنوعًا من البلاستيك الصلب ، مصبوب في القالب. ثم يتم تدوير القالب تلقائيًا أو نقله إلى موضع آخر ، ويتم حقن المادة الثانية مباشرة في المنطقة المحددة حيث تم تشكيل الجزء الأول.المادة الثانيةيستطيع يكونلينةواحدمثل TPE أو السيليكون.
الغرض الرئيسي:
تتمثل مصلحتها في التصنيع الفعال لقطع الغيار المكونة من قطعة واحدة متكاملة بإحكام. هذا يمكن أن يحقق التأثيرات الجمالية ، والمناطق الوظيفية (الهيكل الرئيسي الصلب مع منطقة قبضة ناعمة) أو وظائف الختم. هذه الطريقة قابلة للتطبيق للغاية سواء كانت البلاستيك المفرط ، الذي يستخدم البلاستيك الثاني لتغطية أول بلاستيك أو سيليكون مفرط ، والذي يستخدم السيليكون لتغطية الأجزاء البلاستيكية.
2. أدخل صب
العملية الأساسية:
تتمثل الخطوة الأولى من هذه الطريقة في وضع الأجزاء المسبقة (التي تسمى إدراج) في القالب وإصلاحها بدقة. يمكن أن تكون هذه الأجزاء المعدنية ، مثل البراغي أو الأقطاب أو الموصلات أو الأجزاء البلاستيكية.بعد إغلاق القالب ، المنصهرالبلاستيكأوممحاةيتم سكبها في تجويف القالب. هذه المنتجات سوفالمحيطالمعينمنطقةمن الإدراج ويليصبح بشكل آمنالمستعبدين إلى الملحقمتى تبريدواحد.
الغرض الرئيسي:
يخلقأموثوق معدن-البلاستيك أو المطاطرابطة. القيام بذلك يمكنيعزز بشكل كبير القوة الهيكليةمن الجزء الأخير ، توفير أداء العزل الكهربائي ، وتحقيق ختم فعال ، أو تبسيط عمليات التجميع اللاحقة بشكل كبير. غالبًا ما يستخدم Overfolding المطاط هذه الطريقة لتشكيل حلقة الختم المطلوبة في الجزء الخارجي من الجزء المعدني أو توفير جزء قبضة يوفر قبضة مريحة.
3. الحقن المشترك (صب ساندويتش)
يستخدم الحقن المشترك جهاز حقن خاص لحقن مادتين في نفس تجويف القالب بالتتابع أو في وقت واحد في عملية ضيقة لتشكيل بنية ذات طبقة من الجلد الأساسي. المزايا الأساسية هي:
- تحسين التكاليف: تستخدم الطبقة الأساسية مواد فعالة من حيث التكلفة ، وتستخدم طبقة الجلد مواد عالية الأداء أو جميلة أو عن طريق اللمس. على سبيل المثال ، يمكن أن يستخدم التفوق على البلاستيك Overfolding Core PP المعاد تدويره و TPE لإنشاء مقابض الأدوات ، مع الأخذ في الاعتبار القوة والتكلفة وخصائص مضادة للانزلاق. وبالمثل ، فإن الكبل الزائد يعتمد أيضًا على استراتيجية مجموعة الجلد ذات التكلفة المنخفضة التكلفة + عالية الأداء.
- تحسين المظهر والوظيفة:تحدد طبقة الجلد مظهر الجزء ولمسة الجزء، ويمكن أن تحقق تأثيرات السطح الراقية. تصميم الحرية يدعم ألوان أو التدرج.
- تعزيز الوظائف: يمكن أن تحقق مجموعة الجلد الأساسية وظائف محددة ، مثل Core Core لتقليل الوزن/العزل الصوتي + ختم الجلد الكثيف ، أو جوهر عالي الحواجز لتمديد عمر الصلاحية + سهلة الطباعة.
Overtmolding مقابل إدراج صب: كيف تميز؟
الإفراط في الإفراط في القولبة وإدراج كلاهما من العمليات المتقدمةشائع الاستخدام في الصناعة التحويلية. يمكنهم الجمع بين مواد مختلفة بذكاء في جزء واحد في وقت واحد ، مما يلغي التجميع اللاحق والترابط وخطوات أخرى ، وبالتالي تحسين كفاءة الإنتاج وأداء وموثوقية المنتج النهائي. على الرغم من أن الأهداف متشابهة ، فإن كلتا الطريقتين هي تحقيق مجموعة متعددة المواد ، ولكن مبادئ التنفيذ ، وهيكل التكلفة والسيناريوهات المعمول بها لهاتين الطريقتين تختلف بشكل كبير. لنقارنها بالتفصيل:
1. مبدأ العملية:
التفوق:
- الخطوة الأولى من صب الحقن: استخدم أولاً البلاستيك الصلب (يسمى الركيزة أو القاعدة) لجعل الجزء الأول في القالب.
- الخطوة الثانية من صب الحقن: انتظر حتى يبرد الجزء الأول في القالب أو أخرجه أثناء الساخنة ووضعه على الفور في القالب الثاني ، أو في تجويف آخر من نفس القالب ، حقن المادة الثانية (عادةً ما تكون المادة الناعمة مثل TPE ، المطاط) لتغطية المساحة المحددة للجزء الأول.
- مزيج: بعد التبريد ، يتم دمج المادتين جسديًا أو كيميائيًا على سطح التلامس لتشكيل جزء متكامل صلب.
أدخل صب:
- إدراج موضع: قبل الحقن البلاستيكي ، يتم وضع جزء مسبقًا (يسمى إدراج) بدقة في موضع معين من القالب وثابتة.
- حقن طلقة واحدة: بعد إغلاق القالب ،البلاستيك تذوب يكونحقنمستقيمفي تجويف القالب إلىغطاءالمحددقسممن الإدراج.
- ثابت: بعد أن يبرد البلاستيك ويتقلص ، سوف يلف بإحكام وقفل الإدراج لتشكيل قطعة واحدة مجمعة ميكانيكيا أو متكاملة جسديا.
2. سرعة الإنتاج:
وقت صب واحد: إذا قارنت فقط وقت عمل القولبة في آلة صب الحقن ، فإن صب القولبة عادة ما يكون له ميزة. لأنلا يتطلب سوى حقنة بلاستيكية ودورة تبريد واحدة.
وقت العملية العام:
- يتطلب الإفراط في التجول في دورتين كاملتين للحقن (إغلاق اثنين من القالب ، الحقن ، الضغط على الضغط ، التبريد ، فتح العفن) ، لذلك عادة ما يكون وقت إشغال الماكينة أطول.
- لكن ميزة سرعة إدراج صبها تعتمد على توافر إدراج المعادن الجاهزة. إذا هذهيجب تخصيص إدراج المعادن، يجب إدراج وقت ما قبل المعالجة/الشراء من الأجزاء المعدنية المخصصة في دورة الإنتاج الكلية. في هذه الحالة ، قد لا يكون إجمالي وقت التصنيع أقصر من الإفراط في الإفراط.
- عادةً ما يكون وضع إدراج يدويًا أو يتطلب معدات خاصة. تستغرق هذه العملية أيضًا بعض الوقت وتحتاج إلى تسريعها من خلال الأتمتة في الإنتاج الضخم.
3. اعتبارات التكلفة
تتجنب كلتا العمليتين تكاليف التجميع والترابط اللاحقة ، ويمكن أن تحسن بشكل كبير من كفاءة الإنتاج والعائد ، ويمكن أن تقلل بشكل فعال من التكاليف وزيادة الأرباح في الإنتاج الضخم.
مقارنة تكاليف العمليتين القولبين:
| مشروع التكلفة | مفرط | أدخل صب | يشرح |
| تكلفة العفن | أعلى (عادة ما تتطلب مجموعتين من القوالب). | منخفض نسبيا (عادة ما تتطلب مجموعة واحدة فقط من القوالب). | يتطلب صب التغليف قوالب الركيزة وقوالب التغليف. يتطلب قالب إدراج فقط قالب صب البلاستيك. |
| تكلفة الملحق نفسه | لا (باستخدام الركيزة البلاستيكية). | قد يكون هناك تكاليف كبيرة. | يجب تضمين تكلفة شراء أو تخصيص إدراج المعادن. |
| المعدات والتشغيل | هناك حاجة لآليات صب حقن أو آليات نقل القالب المعقدة. | بشكل عام ، آلة صب الحقن مع جهاز وضع إدراج. | عادة ما يكون الاستثمار في معدات الالتفاف أعلى. |
| مناسب للإنتاج بالجملة | أكثر ملاءمة لكميات متوسطة إلى كبيرة. | مناسبة لكميات صغيرة وكبيرة. | عندما يتعلق الأمر بالدفعات الصغيرة ، فإن تكلفة قوالب الطلاء مرتفعة. يمكن إطفاء تكلفة الإدراج بكميات كبيرة. |
| تكلفة مادة قطعة واحدة | ذلك يعتمد على كمية نوعين من البلاستيك المستخدمة. | يعتمد ذلك على كمية البلاستيك المستخدمة وتكلفة الأجزاء المدمجة. | غالبًا ما تكون تكلفة الأجزاء المضمنة أعلى بكثير من تكلفة الأجزاء البلاستيكية نفسها. |
الاختلافات الأساسية:
- الإفراط في العمل: تكلفة الاستثمار الأولية للعفن مرتفعة ، خاصة فيصنع العينة ومراحل إنتاج تجريبية صغيرة، تكلفة القالب المخصصة لكل جزء ستكون كبيرة.
- إدراج صب: تكلفة القالب منخفضة نسبيًا ، لكن تكلفة المعالجة أو الشراء للإدراج نفسها تصبح العامل الرئيسي المؤثر. إذا كانت الإدراج معقدة أو تتطلب معالجة دقيقة ، فقد تكون تكلفته مرتفعة ، خاصة في الدفعات الصغيرة. في الإنتاج على نطاق واسع ، تتمتع تكلفة الإدراج بفرصة لتخفيفها.
4. سيناريوهات التطبيق النموذجية
(1) الإفراط في التجميع: تكمن قيمتها الأساسية في إنشاء أجزاء تجمع بين الوظائف الناعمة والصعبة وتكامل.
- يحسنقبضة/راحة: مقابض فرشاة الأسنان (مطاط ناعم مضاد للانزلاقسطح) ، مقابض أداة الطاقة (منطقة مضادة للانزلاق ، امتصاص الصدمات) ، قبضة المعدات الطبية ، الحلاقةمقابض.
- تحسين الختم: حلقة الختم المقاومة للماء منالسكن الجهاز الإلكتروني(TPE المغلفة على قذيفة صلبة).
- تعزيز الحماية/المظهر: حالة حماية الهاتف المحمول (قذيفة الظهر الصلبة + إطار ناعم) ، يتواجد أواني المطبخ مع شرائط مضادة للانزلاق.
- حماية المكونات الإلكترونية: عبوة موصل USB ، تغليف المستشعر (حماية لوحات الدوائر الداخلية أو المكونات).
- التكامل متعدد الوظائف: دمج الأزرار ، والحشيات ، وما إلى ذلك في السكن في وقت واحد.
(2) أدخل صب: الهدف الأساسي هو دمج التعزيز وزيادة الوظائف.
- توفير التعزيز الهيكلي/التوصيل: المكسرات البلاستيكية مع إدراج معدنية ملولبة ، وأجزاء معدنية مضمنة في رؤوس مفتاح الربط ، وتعزيزات المعادن في اتصالات مقبض الأدوات.
- توفير جهات اتصال/اتصالات موصلة: جهات اتصال معدنية على أزرار التبديل الإلكترونية ، والمحطات الموصلةموصلات السيارات.
- تضمين مكونات الدقة: تضمين لوحات الدوائر الصغيرة (مثل لوحات الهوائي) ، ومكونات المستشعر ، والمحامل ، وأعمدة التوجيه ، وما إلى ذلك في المصفوفة البلاستيكية.
- استبدال الأجزاء المعدنية/تقليل الوزن: تضمين صفائح معدنية في البلاستيك لتوفير القوة المحلية (مثل أبازيم السيارات الداخلية).
ما هي جوانب التصميم المفرط التي يجب أن تركز عليها؟
1. قوة الترابط المادي
هذا هو الأكثر أهمية! يجب أن تكون الطبقة العليا من مواد الطلاء مرتبطة بحزم بالمواد الأساسية الأساسية. الحالة المثالية هي تكوين رابطة كيميائية ، ولكن هذا يعتمد على توافق المواد. عندما لا تكون اللزوجة قوية ، يلزم التصميم المادي المتشابك:
- الطريقة الميكانيكية: تصميم الأخاديد أو الثقوب أو الأسطح أو الأسطح الخشنة على الركيزة للسماح لمواد الطلاء بالتدفق وتشكيل المراسي المادية بعد التبريد والتصلب.
- الطريقة الكيميائية: حدد مجموعة من المواد التي تنجذب بشكل طبيعي إلى بعضها البعض ودعهم يجمعون على المستوى الجزيئي. هذا المزيج عادة ما يكون أكثر إحكاما ، خاصةمناسبة للأجزاء التي تتطلب عزل الماء وسرقة الصدمات.
- الطريقة الهجينة: يعد الجمع بين التصميم المتشابك المادي والمواد المتوافقة كيميائيًا استراتيجية شائعة لأعلى موثوقية ، خاصة بالنسبة للأجزاء التي تتطلب عزل الماء أو مقاومة الصدمات أو مقاومة التأثير.
2. مقاومة درجة الحرارة
يجب ذوبان مادة الطلاء في درجة حرارة عالية لتشكل. يجب أن يقاوم كل من الركيزة ومواد الطلاء درجة حرارة المعالجة ولا يمكنها تشويه أو تدهور في الأداء.
عند اختيار مادة ما ، يجب أن تفكر في مدى سخونة البيئة التي ستواجهها عند استخدامها فعليًا (مثل الأجزاء الموجودة في مقصورة المحرك). اختر مادة ذات درجة حرارة تشوه حرارة عالية وهذا ليس عرضة للتوسع الحراري والانكماش.
3. خصائص السطح والاحتكاك
تؤثر خشونة سطح الطلاء (معامل الاحتكاك) على التأثير المضاد للانزلاق ، ويؤثر أيضًا بشكل غير مباشر على التصاق. على سبيل المثال ، تحتوي مقابض الأدوات وعجلات التوجيه للسيارات على أسطح خشنة أو مزخرفة قليلاً ، والتي تكون أكثر استقرارًا وراحة وأكثر أمانًا. المواد مثل TPE والسيليكون لها شعور جيد وخصائص قوية لمكافحة الانزلاق.
4. اختيار المواد وتصميم سمك
اختيار مجموعة المواد المناسبة هو جوهر. من الضروري موازنة القوة والصلابة والتسامح البيئي والمتطلبات الخاصة والتكلفة المطلوبة للمنتج النهائي. في الوقت نفسه ، يجب تصميم سمك طبقة الطلاء وفقًا للمتطلبات الوظيفية:
- عادةً ما يتطلب امتصاص الصدمات أو عزل الصوت أو توفير لمسة ناعمة طبقة أكثر سماكة.
- سميكة للغاية ستقوم طبقة الطلاء بتمديد دورة الإنتاج ، وزيادة التكاليف وقد تؤثر على دقة الأبعاد. من الضروري إيجاد أفضل توازن بين المتطلبات الوظيفية وكفاءة التصنيع.
مواد مشتركة لإفراط في الإفراط:
| نوع المواد الغلاف | المواد النموذجية | سيناريوهات التطبيق الرئيسية |
| البلاستيك الصلبة | PP ، ABS ، PC ، PA | المكونات الهيكلية ، إطار الصدفة. |
| مادة مرنة ناعمة | TPE ، TPU | قبضة مضادة للانزلاق ، سطح اللمس الناعم ، الختم المغطى. |
| مطاط السيليكون | LSR | ارتفاع الطلبات على الطلب ، والمكونات الطبية ، والأجزاء المقاومة للدرجات الحرارة العالية. |
| معدن | شائع الاستخدام كركيزة. | الأدوات والمكونات الهيكلية ذات الحمل العالي. |
5. صلابة المواد
صلابة المادة(عادة ما يعبر عن صلابة الشاطئ A أو D) أمر مهم للغاية. إذا كان الأمر صعبًا جدًا ، فقد يؤذي يديك ويكون من السهل ارتداءها. إذا كان ناعمًا جدًا ، فقد لا يدعم ويكون من السهل تشويه. على سبيل المثال:
- التطبيقات التي تتطلب امتصاص الصدمات واللمس المريح: من المستحسن استخدام صلابة أقل (الشاطئ A 50-80).
- الأجزاء التي تحتاج إلى توفير الدعم أو ارتداء المقاومة أو تصمد أمام الضغط: تتطلب صلابة أعلى (الشاطئ 80+ أو الشاطئ D).
لماذا تختار JS كشريك حياتك؟
1. دقة عالية للغاية
القدرة على التحكم في التسامح من ± 0.005mmمستقر في 95 ٪ من المشاريع. في الشهر الماضي ، سقط الفحص ثلاثي الأبعاد لأجزاء مشتركة من سبائك التيتانيوم من المعدات الطبية في المنطقة الخضراء ، وتم إعفاء تفتيش العملاء بشكل مباشر من التفتيش.
2. الاستجابة للطوارئ
عندما كان خط إنتاج عميل السيارات خارج المواد ، أخذ الفريق الطلب في الساعة 23:00 وأكمل تسليم العملية الكاملة من 300 قذيفة من سبائك الألومنيوم من الرسومات إلى المنتجات النهائية في غضون 56 ساعة ، قبل 8 ساعات من الوقت المتفق عليه.
3
بالنسبة للأجزاء المصبوبة بالحقن التي تمت معالجتها من قبل العملاء القدامى ، قمنا بتحسين سمك الجدار بشكل استباقي إلى 0.8 مم (التصميم الأصلي 1.5 مم). بموجب فرضية ضمان معدل تمرير اختبار الانخفاض ، تم تخفيض التكلفة لكل قطعة بمقدار 1.2 دولار ، وتم توفير تكلفة المواد السنوية بأكثر من 300000 دولار.
ملخص
الإفراط في ضخه هو حقن طبقة من الغراء الناعم مباشرة على جزء من البلاستيك الصلب. تحتوي الأجزاء المنتجة بهذه الطريقة على دعم الأجهزة ووظائف الراحة أو الانزلاق أو الختم من الغراء الناعم.
على الرغم من أن العملية أكثر تعقيدًا ومكلفة من صب الحقن العادي ، إلا أنها يمكن أن تحسن الشعور ، وتعزيز المتانة ، وتوفير خطوات التجميع. لذلك ، ستنظر العديد من الصناعات في ذلك عند صنع منتجات عالية الجودة. معرفة هذهيمكن أن تساعدك في تحديد ما إذا كان مناسبًا لمشروعك.

تنصل
محتوى هذه الصفحة هو لأغراض إعلامية فقط.سلسلة JSلا يتم إجراء أي تمثيل أو ضمانات من أي نوع ، صريح أو ضمنيًا ، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحة المعلومات. لا ينبغي استنتاج أن معلمات الأداء والتحمل الهندسي وميزات التصميم المحددة وجودة المواد ونوعها أو صنعة التي سيوفرها المورد أو الشركة المصنعة من الطرف الثالث من خلال شبكة Longsheng. هذه هي مسؤولية المشترياطلب عرض أسعار للأجزاءلتحديد المتطلبات المحددة لهذه الأجزاء.يرجى الاتصال بنا تعرف على المزيد من المعلومات.
فريق JS
JS هي شركة رائدة في الصناعةالتركيز على حلول التصنيع المخصصة. مع أكثر من 20 عامًا من الخبرة التي تخدم أكثر من 5000 عميل ، نركز على الدقة العاليةتصنيع CNCوورقة تصنيع المعادنوطباعة ثلاثية الأبعادوصب الحقنوختم المعادن ،وغيرها من خدمات التصنيع الشاملة.
تم تجهيز مصنعنا بأكثر من 100 مراكز تصنيع 5 محاور ، وهي معتمدة من ISO 9001: 2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة في جميع أنحاء العالم. سواء أكان إنتاجًا منخفضًا أو تخصيصًا جماعيًا ، يمكننا تلبية احتياجاتك بأسرع تسليم في غضون 24 ساعة. يختارتقنية JSوهذا يعني اختيار الكفاءة والجودة والكفاءة المهنية.
لمعرفة المزيد ، يرجى زيارة موقعنا على الويب:JSRPM.com
الأسئلة الشائعة
1. ما هي الأجزاء التي يمكن أن تكون مبالغة؟
تشمل الأجزاء التي يمكن أن تكون مبالغة في مقابض الأدوات ، ومباني للأجهزة الإلكترونية ، ومقبض للأداة الطبية ، ومقابض فرشاة الأسنان ، وأدوات المطبخ ، وغيرها من الأجزاء الوظيفية أو الأجزاء المريحة التي تتطلب مزيجًا من خصائص المواد المتعددة.
2. كيف يعمل الإفراط في العمل؟
يتم تقسيم التفوق على خطوتين: أولاً ، يتم حقن الجزء الأساسي الصلب ، ثم يتم وضعه في القالب بعد التبريد ، ثم يتم حقن الغراء الناعم المنصهر لتغطية السطح ، ويتم تشكيل المكون المدمج بعد الترابط الحراري والتبريد.
3. ما هي فوائد الإفراط في التجميع؟
تعزيز خصائص قبضة ومكافحة الانزلاق ، وتحسين أداء ختم المنتجات وامتصاص الصدمات ، وتحقيق مجموعة سلسة من المواد ، وتقليل تكاليف التجميع ، وتحسين المتانة والجمال.
4. لماذا تحظى بتجميع الشهرة؟
تحظى الإفراط في الإفراط في شائع لأنه يدمج بخصائص المواد المختلفة بكفاءة ، ويقلل من خطوات التجميع ، ويوفر التكاليف ، ويحسن المنتج المضاد للانزلاق ، وامتصاص الصدمات والجمال ، ويعزز المتانة والختم.
الموارد
صب حقن المطاط السيليكون السائل

