

في صناعة التصنيع ، كلها دقة وسرعة الإنتاج ومراقبة الجودة في المنتجات كلها مفتاح. في هذه المرحلة ، تحول CNC (تحول التحكم في عدد الكمبيوتر) في استخدام كبير-يمكن لهذه التكنولوجيا قطع المواد بكفاءة مع ضمان دقة عالية.
في الوقت الحاضر ، يمكن رؤيته في إنتاج قطع غيار السيارات ومكونات الطائرات وحتى المعدات الطبية. إذا كنت مهتمًا بكيفية تحويل الآلات إلى قطعة من المعدن إلى أجزاء معقدة ، أو ترغب في تعلم أسرار الإنتاج الآلي ، فإن هذه المقالة ستأخذك إلى كيفية عمل CNC والتحديات التي تواجهها.
ما هو تحول CNC؟
ببساطة ، تحول CNC هو عملية إزالة الأجزاء الزائدة تدريجياً باستخدام المواد الخام الدوارة وأدوات القطع التي يتم التحكم فيها بدقة ، في نهاية المطاف ، فإن التحول المطلوب من cnc. التحكم العددي ، الذي يسمح لبرامج الكمبيوتر بالقيادة بالكامل على أداة الماكينة للعمل.
على عكس المخارطات القديمة ، يتم التحكم بالكامل في المخارط عن طريق برنامج تشغيل CNC المبرمج مسبقًا (مثل G-code شائع الاستخدام) ، والذي لا يمكن فقط تبديل الأدوات تلقائيًا ، ولكن أيضًا هياكل معقدة بدقة مثل الأسطوانات والموضوعات ، وحتى أخطاء التحكم في 0.01 ملليمترات!
ما هي وظيفة خدمة الدوران CNC؟
من حيث Layman ، تشير خدمة تحول CNC إلى استخدام الآلات التي يتم التحكم فيها بالكمبيوتر إلى مواد "تشكيل" "تشكيل" ، مثل أجزاء السيارات التي تتطلب عملية دورية ، وكلها أكملت. أكبر ميزة لهذه التكنولوجيا هي أنها يمكن أن تقلل من أخطاء التشغيل اليدوي ، مع دقة واحدة من عُشر شعر الإنسان ، ويمكن أن تدور بشكل مستمر لمدة 24 ساعة ، مما يجعله مناسبًا بشكل خاص للإنتاج على نطاق واسع.
في الوقت الحاضر ، تستخدم العديد من مصانع المعالجة مجموعة من الدوران والطحن CNC لضمان الدقة وتحسين الكفاءة. خاصة بالنسبة لـ الطلبات الصغيرة الشهيرة أوامر في الوقت الحاضر ، فإن طريقة الإنتاج المرنة هذه تحظى بشعبية خاصة. يحتاج العملاء إلى مفصل على شكل خاص اليوم ورمح مخادع غدًا ، ويمكن لمعدات CNC ضبط البرنامج بسرعة للتعامل معه.
في الواقع ، تتمثل الوظيفة الأساسية لخدمات تحول CNC في جعل معالجة المعادن أكثر ذكاءً وأكثر موثوقية. لا يحتفظ بالمبادئ الأساسية للمعالجة الميكانيكية التقليدية فحسب ، بل يضيف أيضًا مزايا التحكم الذكي. عندما يتم دمجها مع طحن CNC ، يمكن أن تلبي أكثر من 80 ٪ من احتياجات معالجة الأجزاء في صناعة التصنيع.
كيف تعمل CNC بشكل عام؟
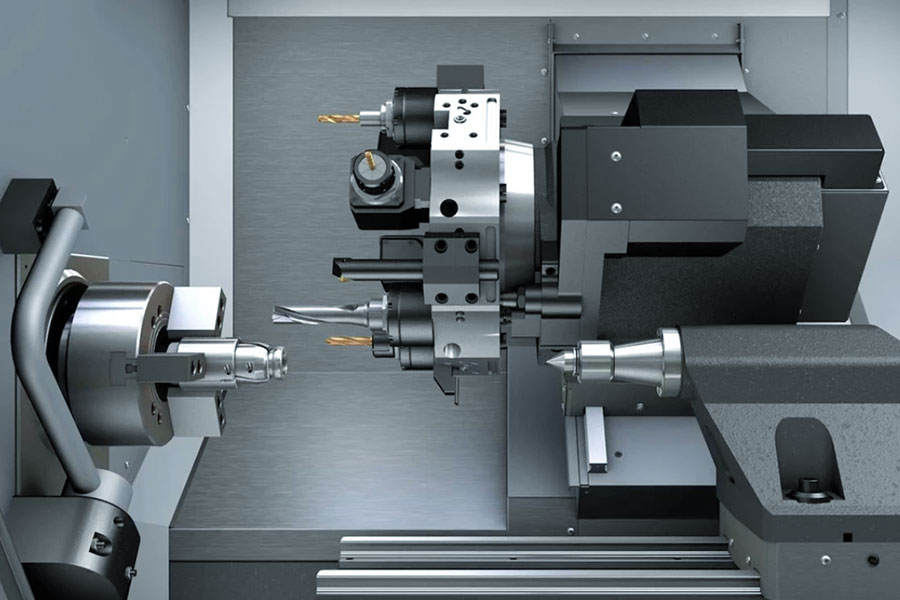
عادة ما تكون الخطوة الأولى هي تشكيل الشريط المعدني (معظم الوقت مستدير) على تشاك المخرطة. هذا تشاك يشبه الجيروسكوب الكهربائي الذي يمكن أن يدور مع المادة. في هذا الوقت ، يبدأ رأس القطع الثابت على حامل الأداة في العمل. إنه يقترب ببطء من المادة الدوارة وفقًا لمسار مسبق ويقطع طبقة الجزء الزائد حسب الطبقة.
فكيف تعرف الماكينة أين تقطع؟ يكمن المفتاح في ملف تصميم PDF CNC الذي نقدمه. يبدو الأمر كما لو كنت تعطي مهندسينا رسمًا. نقوم بتحويل تعليمات رسم التصميم ثلاثية الأبعاد CAD أو معالجة CAM إلى لغة يمكن للجهاز فهمها. يقوم Master Workshop شخصيًا بإجراء برمجة تحول CNC.
يشبه هذا النظام تثبيت سيد لا يمكنه مصافحة يديه على الجهاز. يتم حساب كل ملليمتر من المسار الذي يأخذه رأس القاطع مسبقًا. ناهيك عن صنع عشرة أو ثمانية ، حتى أن صنع ألف جزء يمكن أن يضمن أن كل واحد يشبه التوأم.
عملية المعالجة بأكملها هي في الواقع مزيج من التناوب + القطع. كلما تدور المادة بشكل أسرع ، زادت دقة مسار الحركة لرأس القاطع ، وكلما كان الجزء النهائي أقرب إلى متطلبات رسم التصميم. ترغب العديد من مصانع المعالجة الآن في استخدام هذه الطريقة ، خاصة بالنسبة للأجزاء التي تحتاج إلى معالجتها في دائرة ، مثل قضبان المكبس في المحرك أو الأعمدة الدقيقة على المعدات الطبية. لا يمكن أن يضمن فقط أن يكون الحجم دقيقًا للملليمتر ، ولكن أيضًا تحسين كفاءة الإنتاج.
ما هي الأجزاء التي تتكون من مخرطة CNC؟
مخرطة CNC تشبه قسم روبوت العمل ، وكل عضو له دوره. دعنا نقسمه من الأجزاء 7 الأكثر أهمية:
1.Command Center - وحدة التحكم
هو مثل دماغ المخرطة. بمجرد أن يضع المشغل في الأمر ، يمكنه ترجمة أمر "تحول المسمار" إلى لغة قابلة للقراءة وتروي كل مكون من العمل مع الدقة. إنه مثل تثبيت نظام قيادة تلقائي على المخرطة.
2. قوة القلب - نظام المغزل
- المغزل: تدور تشاك وغطاء العمل بعنف ، سرعته القصوى هي 6000 ثورة في الدقيقة (3 أضعاف من التدريبات الكهربائية).
- sub-spindle: "الزوج الثاني من الأيدي" المتاح فقط في النماذج الراقية لا يمكن إدارته تلقائيًا إلى الجزء الخلفي من قطعة العمل لمزيد من العلاج. لصنع مسامير مزدوجة الرأسين ، بعد تشغيل الخيط على المقدمة ، يحتفظ sub-spindle بالعملة ويحوله لمواصلة الدوران ، مما يلغي الانزعاج من إعادة التلاشي.
مؤسسة الحديد الزهر الثقيل هي ما يعادل المخرطة لـ "الهيكل العظمي". يجب أن تصمد أمام اهتزاز 5.Turret System 6. أدوات التصميم اختيار المواد: الميزات الهيكلية: استراتيجية المعالجة: نظام 7.Cooling على الرغم من عدم تضمينه ، فإن قطع حقن السوائل أمر مهم للغاية: في المعالجة الفعلية لآلات تحول CNC ، يجب تنظيم المعلمات الأساسية الأربعة التالية من قبل المشغلين من حيث ظروف العمل المحددة. هذه المعلمات لها تأثير مباشر على كفاءة المعالجة وعمر الأدوات وجودة المنتجات النهائية: 1.Spindle Speed (RPM) سرعة المغزل وقطر الشغل تكون متناسبة عكسياً ، مثلها عند تقليل سرعة الثورة للاحتفال بدائرة كبيرة مع بوصلة. مع زيادة القطر ، يجب تقليل السرعة في محاولة للحفاظ على سرعة خط القطع الثابتة. 2. معدل الإسقاط (Mm/Rev) يتمتع السفر بالثورة بالأداة ارتباط مباشر مع الانتهاء من السطح وإنتاجية الآلات: القيمة القياسية الموصى بها: الصلب: 0.1-0.3 مم/Rev. 3.Impact من قطر الشغل حجم القطر له تأثير مباشر على عاملين مهمين: 4.cutting عمق (مم) المجالات الرئيسية للسيطرة على كمية المواد التي يتم إجراؤها لكل عملية: تذكير خاص JS: عند معالجة الفولاذ المقاوم للصدأ ، يجب تقليل العمق بنسبة 20 ٪ لتجنب كسر الأدوات. 1. تحديد المميزات المميزة (1) المراسلات بين المواد والأدوات: (2) التدابير الوقائية للمعالجة غير الطبيعية: 2. GeGeometric Processing (1) تفكيك الأجزاء المعقدة في ثلاث خطوات: (2) قائمة مرجعية مضادة للاكتساب: (3) استراتيجية التخصيص المتبقية: (4) يجب إجراء ثلاثة أشياء عند تصحيح البرنامج: 3.Tool Path Planning 4.Cutting Parameter Rinkage 5. مبادئ تحديد موقع المباراة 6. حيل ثري لتحسين البرنامج 7. الجودة والتحكم في السلامة الكشف عبر الإنترنت: إدراج أمر إيقاف المغزل M05 في البرنامج وتعويض الحجم تلقائيًا مع التحقيق. خطة الطوارئ: التحدي 1: الصعوبات في معالجة المواد الصلبة المشكلة النموذجية: عند معالجة الصلب المتصلب (HRC55 أو أعلى) والسبائك ذات درجة الحرارة العالية ، يزيد معدل ارتداء الأداة بمقدار 3-5 مرات ، ويصعب التحكم في خشونة السطح. الحل: حالة التطبيق: قام JS بزيادة عمر الأداة من 15 قطعة/شفرة إلى 45 قطعة/شفرة من خلال الحل أعلاه عند معالجة أقراص التوربينات 718 Dister 718. التحدي 2: معالجة الهيكل المعقدة المشكلة النموذجية: بالنسبة للأجزاء الهيكلية ذات الثقوب المتقاطعة للتجويف الداخلي ، يكون مسار الأداة عرضة للتداخل (على سبيل المثال ، عندما يكون معالجة الأجزاء المشتركة .
التدابير الوقائية: خلال مرحلة البرمجة ، استخدم مهندسينا برنامج محاكاة ثلاثية الأبعاد للكشف عن المسار ، مع التركيز على: ✓ وضع نقطة تغيير الأداة. التحقق من ثلاث خطوات قبل المعالجة الفعلية: ① راقب مسار حركة أداة الماكينة عن طريق التشغيل باستخدام أداة فارغة التحدي 3: التناقض بين كفاءة المعالجة والجودة مسار اختراق: مع وظائفها عالية الدقة والتكيف عالي الكفاءة ، أصبحت تقنية تحول CNC هي الخيار المفضل لتصنيع المكونات الأسطوانية. من أجزاء عمود الدقة لتطبيق المحرك في المركبات إلى هيكل التجويف الداخلي مع أبعاد ملليمتر في المنتجات الطبية ، تمكين التكوينات المتقدمة مثل مكتبة أدوات الطاقة وربط المحاور المتعددة الماكينة للعملية بأكملها من الآلات المعقدة. إذا تم تخصيص الأجزاء الخاصة بك ، فإن منصة التصنيع الرقمية لـ JS ، يوفر لك حلًا من التحول إلى الطحن . ما عليك سوى تحميل رسومات التصميم عبر الإنترنت ، وسنوفر لك تحليل التصنيع المجاني ، من اختيار المواد إلى تحسين التسامح. يمكنك الدخول إلى عملية التصنيع في غضون 48 ساعة. قم بتحميل طرازك ثلاثي الأبعاد وتجربة خدمة التصنيع الذكية الخاصة بنا من تحويل الرسومات إلى أجزاء اليوم! محتوى هذه الصفحة مخصص لأغراض إعلامية فقط. js series لا توجد تمثيلات أو ضمانات من أي نوع ، صريحة أو ضمنية ، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحة المعلومات. لا ينبغي استنتاج أن معلمات الأداء والتحمل الهندسي وميزات التصميم المحددة وجودة المواد ونوعها أو صنعة التي سيوفرها المورد أو الشركة المصنعة من الطرف الثالث من خلال شبكة Longsheng. هذه هي مسؤولية المشتري اطلب اقتباسًا عن الأجزاء لتحديد المتطلبات المحددة لهذه الأجزاء.
JS هي شركة رائدة في الصناعة تركز على حلول التصنيع المخصصة. مع أكثر من 20 عامًا من الخبرة في خدمة أكثر من 5000 عميل ، فإننا نركز على الدقة العالية Machining CNC ، الأسئلة الشائعة
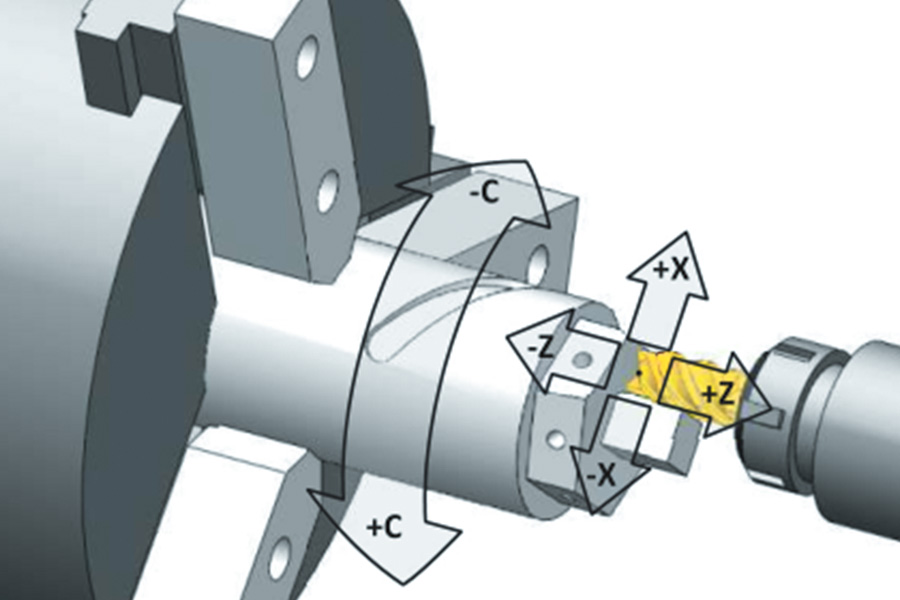
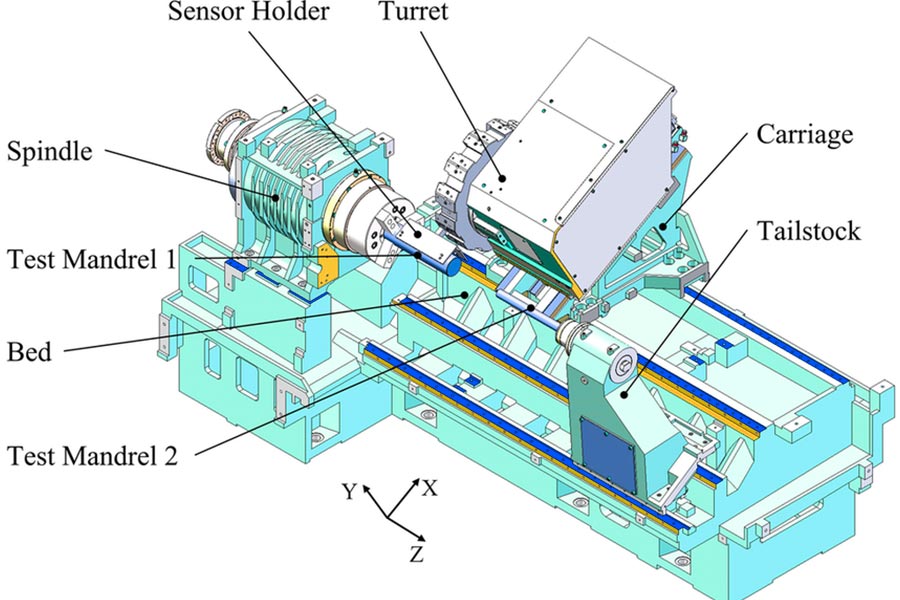
1. ما هو دور المغزل في الدوران؟ المغزل هو المكون الأساسي الذي يدفع دوران الشغل ، المسؤول عن تثبيت قطعة العمل ونقل القوة الدورانية. من خلال التحكم في السرعة بدقة (50-3000 ثورة في الدقيقة) ، فإنه يضمن حركة نسبية مستقرة بين أداة القطع والشغل ، مما يؤثر بشكل مباشر على دقة الآلات وجودة السطح. 2. ما هي المعدات الأساسية للانتقال CNC؟ مخرطة CNC عبارة عن معدات أساسية تتكون من نظام تحكم عددي ، ومغزل ، ونظام التغذية. يقوم نظام CNC بتوزيع تعليمات البرنامج ، ويدفع المغزل قطعة العمل للتدوير ، ويتحكم نظام التغذية في الأداة للتحرك في خط مستقيم. يعمل الثلاثة معًا لإكمال قطع الدقة. 3. كيف تتحرك الأداة على طول الشغل؟ يتم قيادة أداة القطع بمحرك مؤازرة للتحرك بدقة على طول المحور السيني (الشعاعي) والمحور z (محوري). يتحكم نظام CNC في سرعة الحركة والمسار وفقًا لتعليمات البرنامج ، ويتبع المسار المحدد بدقة 0.001 مم أثناء القطع لتحقيق تصنيع محيط معقد. 4. ما هي الوظيفة العملية للمبرد؟ يخدم سائل التبريد بشكل أساسي وظائف التبريد والتشويش وإزالة الرقائق. يمكن أن يسلب 75 ٪ من قطع الحرارة ، ومنع ارتفاع درجة حرارة الأدوات (> 600 ℃ سيحترق) ، وغسل ملفات الحديد لتجنب تشابك الأدوات ، وليدة ، وتوسيع عمر الأداة بأكثر من 30 ٪ ، ومنع تشوه الحراري الشغل.
كيفية تعيين معلمات مركز تحول CNC؟
مادة الألومنيوم: 0.2-0.5 مم/Rev.
حالة غير طبيعية
نظام التعديل
ارتداء أداة
تخفيض العمق من 0.2-0.3 مم.
Cutrrected Cut
انخفض العمق إلى 50 ٪ من القيمة العادية.
تحتوي المادة على بقع صلبة
العمق ≤ 0.5 مم.
ما هي الاعتبارات الرئيسية في برمجة الدوران CNC؟
① قم أولاً بتشغيل الدائرة الخارجية.
② ثم قم بتسوية الوجه النهائي.
③ أخيرًا حفر الأخدود (انتبه إلى مساحة التراجع).
القطع الحلزونية سيناريوهات قابلة للتطبيق
المزايا
المخاطر
contour cuttour
يقلل من السفر الخمول.
الزوايا عرضة للإفراط في الإفراط.
القطع الحلزوني في
end face turning.
يقلل من قوة التأثير.
تعقيد البرمجة العالية.
نسخ تتبع
contour على شكل خاص.
دقة عالية.
زاد استهلاك الوقت بنسبة 40 ٪.
إعداد الحد الناعم للمحور x/z لمنع تصادم الماكينة.
قم بتعيين الحد الأقصى للحمل القطع لكل أداة بشكل منفصل.
التحديات التي تواجهها تحول CNC وكيفية حلها؟
✓ قوس قطع وخارج الزوايا.
② اختبار القطع مع قطعة اختبار النايلون
③ قلل من سرعة التغذية بنسبة 50 ٪ عند معالجة القطعة الأولى
مجموعة المعلمة
takt time
خشونة السطح RA
تكلفة الأداة لكل قطعة
القطع التقليدي
25min
1.6μm
$ 8.5
تحول عالي السرعة
18min
0.8μm
$ 6.2
تحول جاف صلب
12min
0.4μm
$ 4.8
ملخص

إخلاء المسئولية
JS Team
المورد