

为什么有些金属在焊接时会破裂,而另一些金属却很好?为什么铝合金总是比普通钢更难焊接?关键在于材料本身。焊接本质上是一个使用热或压力将两块金属粘合在一起的过程。这是制造,构建和维修部门中非常重要的过程。然而,成功焊接的关键在于选择材料。并非所有金属都很容易焊接,并且每种材料似乎都需要一个特定的过程。
实际上,焊接枪下方有三种重要的材料:基本材料,填充材料(焊接线/电极)和屏蔽气体。如果错误选择任何人,则可以严重损害性能。最终产品的强度及其耐腐蚀性均由材料和焊接质量辅助。
市场上可以焊接许多金属:钢,铝,铜,钛,镍合金及其合金非常普遍。面对多种材料,请勿惊慌。这个想法是找出您的项目需要什么以及焊接过程您将使用。如果您将它们合适地结合在一起,则整个处理过程自然会很好。
接下来,让我们谈谈焊接中最常用和最可靠的金属材料。了解它们的特征是焊接可以经受时间考验的关节的第一步。
核心答案摘要:
| 材料类别 | 中心角色 | 常见的例子 |
| 碱金属 | 焊接的主体决定了焊接过程的基础。 | 碳钢,不锈钢,铝合金。 |
| 填充金属 | 熔化后,填充焊缝并连接基材料,其组成至关重要。 | 电线,杆。 |
| 屏蔽材料 | 隔离空气以防止焊接接缝的氧化和污染。 | 氩气,二氧化碳,焊料通量。 |
本文将回答您的问题:
- 在本指南中,我们将重点介绍焊接中的三种核心材料:倒金属,填充材料(例如焊杆和电线)以及屏蔽气体。
- 然后,我们将专门讨论哪种金属最常用于焊接(例如钢和铝)。
- 焊杆本身到底是什么。
- 通过真实情况,由于选择了错误的焊接导线,不锈钢焊接会导致严重的腐蚀,您将看到材料匹配的关键材料。
- 最后,我们将为您分组一个实用的材料选择参考列表,以帮助您避免常见的陷阱并回答关键问题。
为什么相信本指南? JS的材料科学观点
在JS,我们的日常工作是处理各种金属并解决实用焊接问题。
这些不是书籍中的理论,而是在我们的焊接火把下反复验证的经验。
本指南体现了我们工程师在无数项目站点中积累的深刻理解。我们看到了太多由错误的材料选择:破裂的焊缝,耐腐蚀性,甚至整个工件的报废。同样,我们也一次又一次地目睹了正确的材料选择如何实现可靠的产品。您在这里看到的是焊接网站的这些核心体验。
“正如美国焊接协会前主席威廉·伊尔贡(William Irrgang)所说:焊接而不理解材料就像蒙住眼睛的眼睛一样在绳索上行走。”
对材料特征的深入了解是焊接可靠性的基石。我们从实践中分享这些知识,希望它能帮助您更稳定,高效地行走焊接项目并避免不必要的绕道和损失。这不是销售的推销,而是作为焊接从业者的经验转移。
主角出现:可焊接基金
想将两块金属焊接成一块吗?并非所有金属都如此兼容。他们的“可焊性”主要是取决于三个点:化学成分,导热率以及热膨胀和收缩程度。
碳钢:当之无愧的“主力”
- 功能和应用:焊接行业中使用最广泛的材料是碳钢,尤其是Q235和A36等低碳钢。它具有出色的焊接性,对焊接方法(手电弧焊接,气体屏蔽焊接等)不挑剔,并且成本较低。它是大型设备的首选,例如建筑框架,管道系统和机械设备基地。
- 专家提醒:但!一旦碳含量上升(中等碳钢,高碳钢),焊接的难度就会急剧上升,并且特别容易破裂。要焊接这种类型的钢,我们通常必须先预热工件,并且可能需要在焊接后进行热处理,并且过程要求更加严格。
不锈钢:出色的性能
- 特征:诸如普通的304和316之类的奥斯丁质不锈钢具有腐蚀性,外观美丽。它们适合食品设备,化学管道或需要看起来不错的地方。
- 焊接挑战:这种材料的热量耗散缓慢,加热时易于扩展。结果,热量很容易在焊接区域,可以偶然地燃烧细板,并且焊接后的变形可能非常严重。所以,当焊接不锈钢焊接时,控制热量输入是首要任务,必须完善技术和参数。
铝合金:轻巧的“高难忘者”
- 特征:重量极轻,但强度不足。可以在飞机,汽车,手机和计算机壳中看到它。这是对轻量级的追求。
焊接挑战:
- 顽固的氧化物膜:当铝暴露于空气中时,一层氧化铝膜(Al₂o₃)立即在表面形成。这部电影的熔点高达2072°C,而铝本身在660°C下融化!如果在焊接之前没有对这部电影进行彻底清洁,则父材的材料将不会融化。这就是为什么交替电流(AC)经常用于铝焊接的原因(尤其是提格焊接),因为它可以有效地打破这部电影。
- 热量耗散太快:铝会很快引导热量,并且热量耗散太快。要融化并形成一个熔融池,所需的热量比焊接钢大得多。
- 易于产生的毛孔:液体铝就像海绵,特别容易吸收氢。由于它巩固和冷却,氢没有地方可以去焊缝中形成毛孔。因此,纯度保护气体工件的清洁度是预防毛孔的首要任务!
我在JS公司遇到的铝合金焊接挑战主要是氧化和散热的两个问题:
| 挑战因素 | 得分焊接难度的影响(1-10分) | 主要影响区域 | 通用解决方案 | 数据源 |
| 表面氧化物膜 | 9 | 融合和包容风险的困难。 | 严格的清洁,机械/化学处理,交流。 | AWS D1.2 |
| 高热电导率 | 8 | 难以通过高输入融化。 | 较高的电流/电压,预热(有限)。 | IIW DOC。 ix |
| 氢诱导孔敏感性 | 7 | 焊缝孔隙率和强度减弱。 | 高纯度保护气体,超干净工件,受控环境。 | ISO 9692-3 |
注意:评级基于国际焊接研究所(IIW)和美国焊接协会(AWS)的铝合金焊接的共识评估报告。 AWS D1.2,IIW文档。 IX,ISO 9692-3是相关标准。
了解材料是良好焊接的基础。碳钢需要大量的良好焊接,不锈钢需要精细的热量控制以防止变形和燃烧,并且铝合金需要克服氧化物膜,热量需求和氢气孔的三个主要困难。
“ JS非常了解材料的特性和焊接位置。您的项目追求强度,耐腐蚀性,轻巧或成本效益,选择合适的父材料并很好地焊接它是成功的核心。您是否准备好材料清单?我们始终可以提供专业建议。”
灵魂角色:选择填充金属
现在,让我们谈谈另一个焊接,填充金属(焊接线,焊杆)中的关键作用。您可以将其视为连接两块母金属的“桥”材料。它的选择直接影响焊缝的强度,韧性和生命。只有选择权利填充金属可以保证焊缝的性能。
核心原则:匹配和超越
选择填充金属的第一个经验法则是匹配碱金属。它的化学成分,强度,延展性等必须与您要焊接的碱金属相匹配。
“根据“焊接原则和应用”:焊缝的成功最终取决于其最弱的联系。”
因此,我们经常故意选择比碱金属高一点的填充金属。为什么?这样我们就可以确保焊缝是整个组装中最强和最强的部分。
典型的填充金属库存
钢焊接:
- ER70S-6(MAG/MIG电线):用于焊接低碳钢的大多数用途的“所有交易中的插孔”焊丝。硅和锰是合金的,这可以使焊缝更光滑,更光滑并减少焊接缺陷。
- E6013(手动杆):用稳定的弧线处理的非常通用的手动杆。可以在所有人中使用焊接位置(水平,水平,垂直和垂直),并具有较低的入口点。
不锈钢焊接:
- ER308L:仅用于焊接最常见的304不锈钢。 “ L”是指低碳,这非常重要,可以有效地用于抵抗焊接后焊缝周围区域的腐蚀。
- ER316L:在包含钼的316个不锈钢时将其焊接。它还包含钼,提供改善的抵抗力氯化物腐蚀,适用于沿海暴露或化学加工设备。
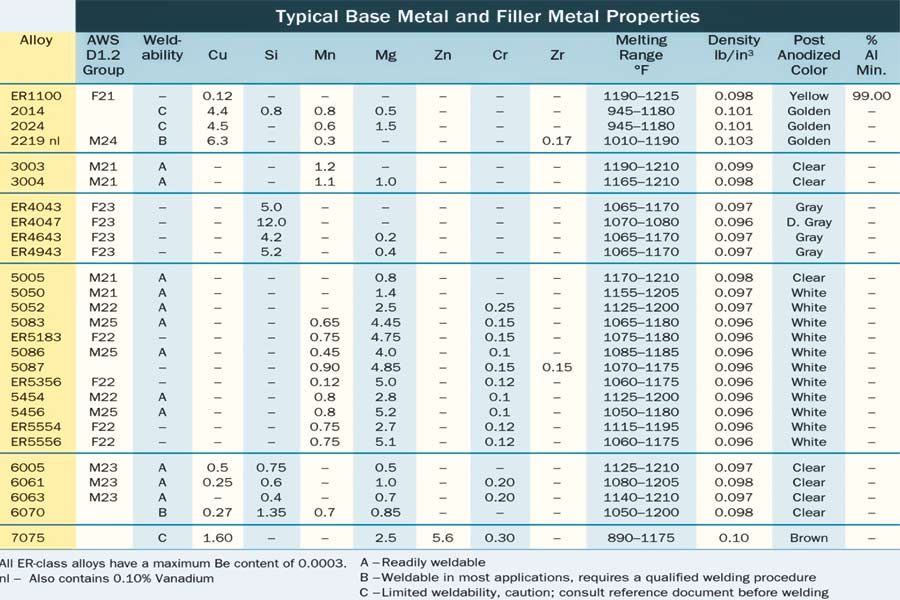
焊接铝合金:
- ER4043:硅(SI) - 含铝焊丝,最广泛使用。焊池具有出色的流动性,焊缝颜色很好,并且很难产生热裂纹。
- ER5356:含镁的铝焊丝。普遍的强度和焊缝韧性通常高于ER4043。另一个好处是,如果工件将被阳极氧化,则焊接焊接的颜色将更接近碱金属,外观更令人愉悦。
在填充金属的选择中,基础材料都是基础,而正确的“高配置”更可靠。熟悉ER70S-6,ER308L和ER4043等主要模型的特性和适用方案是焊接的关键高质量的焊缝。
“在JS,我们非常了解每条焊接电线或电极的特性。不要纠缠在材料选择中,告诉我们您的基本材料和工作条件,我们将帮助您准确地匹配最佳的填充解决方案。”
幕后英雄:屏蔽材料
在担任焊工几年后,我可以说一件事:无论底线金属和电线有多好,如果没有良好的“保护伞”,就很难制作出出色的焊接。他们是焊接的幕后英雄,无名但必不可少的。今天,我们将谈论这两个幕后英雄:
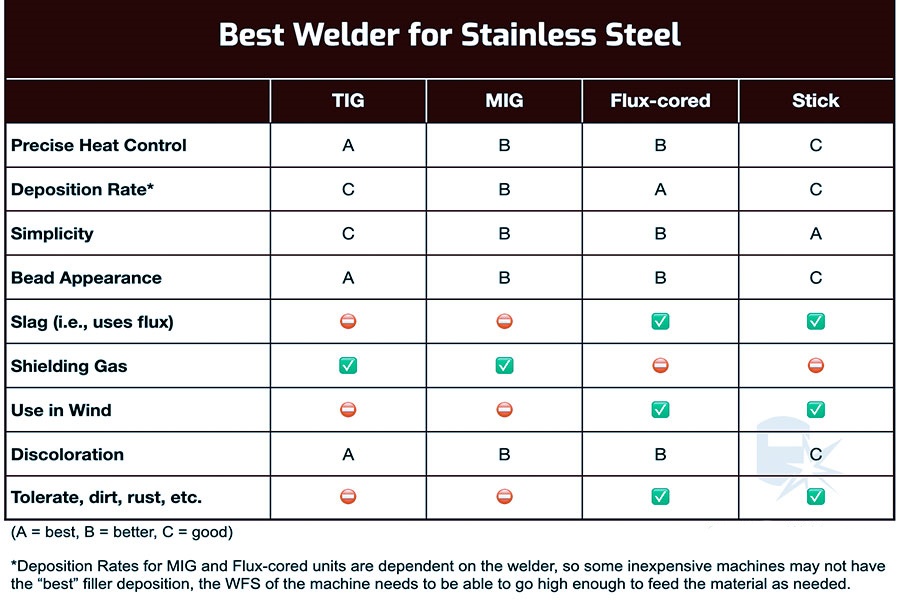
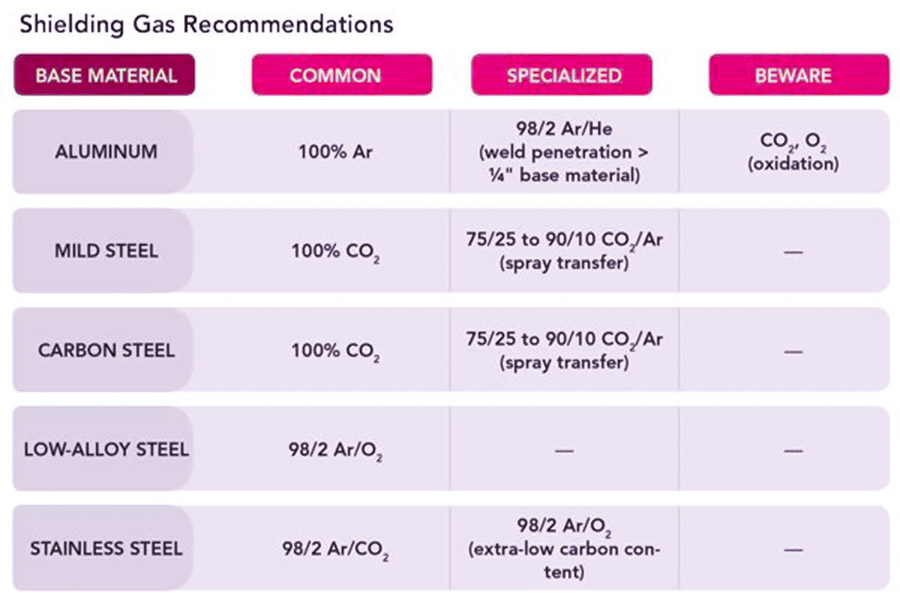
屏蔽气体 - TIG和MIG的关键成分
(1)纯氩(Argon,ar):
这是我的金色伴侣,用于不锈钢,铝,钛和其他金属。
是什么使我的黄金伴侣纯净了?
这是一个惰性气这不会在高温下参与任何化学反应,为熔融池提供了非常干净的保护环境,实际上不包括氧化和硝化。
(2)二氧化碳(CO₂):
它并不便宜,但是如果单独使用弧稳定性,并且很容易形成高焊接溅射。因此,通常不单独使用。
(3)氩/二氧化碳混合物(AR/CO₂混合):
- 它是连接普通碳钢(MIG焊接)的最常用的过程,典型的75%氩气和25%二氧化碳。较高的氩气浓度显着提高了弧的稳定性并减少了飞溅。
- Co₂有目的增加弧和熔融池的渗透热量,以相对便宜的价格导致更大的焊缝穿透。
屏蔽气体特性的比较:
| 气体类型 | 熟练焊接材料 | 飞溅学位 | 弧稳定性 | 相对成本 |
| 100%氩气(AR) | 不锈钢,铝,钛。 | ★☆☆☆☆☆(非常低) | ★★★★★(极为稳定) | ★★★☆☆(更高) |
| 100%Co₂ | 碳钢(特定情况)。 | ★★★★★☆(非常高) | ★★☆☆☆☆(不稳定) | ★☆☆☆☆☆(最低) |
| 75%AR / 25%Co₂ | 碳钢(主流选择)。 | ★★☆☆☆☆(中) | ★★★★★☆(非常稳定) | ★★☆☆☆☆(中) |
数据来源:美国焊接协会的AWS公共数据汇编。
Flux:焊杆和浸没的电弧焊接的灵魂
焊杆外部的涂层,或撒上颗粒淹没的弧焊接(所有称为通量),将在弧的高温下融化和反应,扮演三个核心角色:
- 产生屏蔽气体:加热时会分解,形成的气体覆盖熔融池的空气试图阻止氧气和氮干扰。
- 形成炉渣层:它融化以创建一个称为“炉渣”的液体壳层,并覆盖仍然热的焊缝。这个外壳是要隔离空气,其次,它允许焊缝缓慢冷却,从而使其不太可能破裂,并改善焊缝的形成和表面饰面。
- 调整金属:一些高级通量包含合金元件或脱氧元素,熔化后将其混合到焊接金属中,可以改善焊缝的强度和韧性。
“选择合适的屏蔽气体和通量不是一个笑话,它直接影响焊缝的质量,效率甚至成本。不要仅仅专注于基本材料和焊接电线。正确使用这些保护材料,以便焊接工件可以忍受测试。想要找到最合适的“保护罩”的过程?
实际战斗案例分析:316L不锈钢管的“灾难性”腐蚀
接下来,我将与您分享我个人所经历的一课,这是由316升不锈钢材料选择错误造成的“灾难性”腐蚀的真实情况管道焊接。这是一个生动的证据,即焊接时,选择类似材料的后果可能远远超出了想象力。
客户挑战:化学植物中新管道的快速生锈
项目背景:一个化学厂建造了一条新的钥匙管道,其运输的培养基含有氯化物。该设计规定了316升不锈钢的使用,因为它具有出色的氯化物腐蚀性(尤其是蚀腐蚀)。
问题:当施工团队焊接时,他们手头上有常用的ER308L焊接线(通常用于焊接304不锈钢)。他们认为,由于它们都是不锈钢,因此应该相似,因此他们直接将其用于焊接整个管道。
灾难:管道使用后不到三个月,在焊缝区域出现了严重的生锈和斑点,这完全无法满足设计寿命的要求,并且该系统有泄漏的风险!
JS失败分析:找到“真正的罪魁祸首”
收到帮助请求后,我们立即对失败的焊缝进行了深入的分析,尤其是材料组成分析(PMI测试)。结果非常清楚:
钼(MO)去哪儿了?
- 316L不锈钢的“王牌”用于氯化物耐耐药性,是它包含的2-3%钼(MO)元素。但是,该测试发现焊接金属呢
- 原因很简单:建筑团使用的ER308L焊接线不包含钼。焊缝失去了抗氯化物腐蚀的关键装甲。
- “电池效应”加速了破坏:更糟糕的是,焊缝(成分接近304不锈钢)和基本材料(316升不锈钢)形成腐蚀介质中的电化学腐蚀。 就像一个微小的电池一样,焊接缺乏钼(与阳极相似),并加速了腐蚀速率。富含钼的碱材料(与阴极相似)受到保护。这种组合导致焊缝区域快速而灾难性的失败。
关键数据比较:基础材料的化学组成,错误的焊接材料和正确的焊接材料:
| 材料类型 | CR(%) | ni(%) | mo(%) | C(最大,%) | 标准 |
| 316升基本材料 | 17-20 | 10-14 | 2.0-3.0 | 0.030 | ASTM A240/A240M |
| ER308L焊接线 | 18-21 | 9-11 | 0 | 0.030 | AWS A5.9 ER308L |
| ER316L welding wire | 18-20 | 11-14 | 2.0-3.0 | 0.030 | AWS A5.9 ER316L |
注意:ER308L焊丝根本不包含钼(MO),而ER316L焊接线完全与316L基本材料的钼含量完全匹配。
JS的解决方案:正确的错误并重建防御线
(1)彻底消除了隐藏的危险:
所有错误的ER308L的焊接区域焊接线使用必须删除。
(2)准确匹配材料:
必须使用ER316L焊接线进行重新焊接。 ER316L焊接线含有足够的钼(MO),以确保焊接接头的耐耐药性完全匹配316升碱基材料,从而形成完全的耐腐蚀性系统。
(3)严格控制质量检查点:
- 进入仓库之前必须检查焊接材料:在进入仓库之前,必须检查所有焊接材料的材料认证和组件采样。
- 焊接后抽样:焊接后的非破坏性测试(例如PT/RT)和组件采样(PMI)(PMI)是在钥匙焊缝上进行的,以确保没有风险。
结果和反思:价格小,大损失
- 最终结果:根据正确计划重建的管道系统在含氯化物的介质,出色的耐腐蚀性中具有长期稳定的操作,并完全满足了设计寿命的要求。客户非常满意。
- 痛苦的教训:这次事故的直接经济损失是数百万的返工成本和严重的生产延误。所有这些的起点仅仅是因为选择“看起来相似”但每公斤几美元的焊接电线。这种巨大的差距深深地揭示了准确的最重要性材料匹配在焊接过程中。
关键启示:
使用哪种类型的焊接金属?
答案不仅是焊接线本身,而且是完全与父材料性能相匹配的完整系统。专业的核心定制的焊接制造对材料科学的深入了解,以确保从父材料到焊接材料的每一个选择都是准确的。几乎是错误的,成本可能是灾难性的。
“此案警告我们,焊接材料的选择并不是一个琐碎的问题,尤其是在腐蚀性环境方面。请务必严格匹配焊接材料和父材料的化学组成和性能要求。JS拥有专业的材料和焊接团队,可以为您提供准确的材料选择建议和可靠的焊接解决方案,以确保您的投影能够提供固体基础。”

常见问题 - 回答您的物质选择问题
为什么不能使用钢焊杆焊接铝?
这绝对是不可能的!原因很简单。钢和铝的特性太大了。它们具有不同的熔点,不同的原子排列和不同的电导率。
如果您将钢焊杆施加到焊接铝制,则它们不仅在高温下融合得很好,而且会形成非常脆的化合物。结果,您得到的焊缝将像饼干一样脆弱,它可能会丝毫触感破裂,根本没有强度。
焊接过程中产生的烟是什么?它对人体有害吗?
您在焊接过程中看到的烟雾实际上是由金属和焊接材料的高温熔化产生的蒸汽,气体和非常细的颗粒的混合物。例如,焊接镀锌板将排放锌烟,而焊接不锈钢将排放金属成分,例如铬和镍。
这种烟雾对人体绝对有害!如果您很长一段时间吸入它,它将严重损害您的呼吸系统,甚至会增加患癌症的风险。所以不要粗心!无论您在哪里焊接,都要确保该站点通风良好,并确保戴上专业的保护性面膜或呼吸器。
如何为我的项目选择正确的焊接材料?
- 首先找出要焊接的金属?这是最基本的。是普通的钢,不锈钢,铝还是其他?一旦确定材料类型,确定了一般方向。
- 然后,请参阅标准!每种常用的金属具有相应的推荐焊接材料模型,例如AWS(美国焊接协会)标准。您需要找到与您的父材料相匹配的官方推荐模型。
- 评估将在哪里使用?它是在室内,在雨中,在高温环境中放置在室外还是必须承受很多力?这些使用条件将直接影响您最终会选择哪种特定焊接材料。
- 寻求专业的技术支持:如果有复杂的工作条件或不确定性,请务必咨询焊接工程师。错误的材料选择可能会导致焊缝故障,我们可以提供材料匹配的验证服务。
概括
成功焊接的核心是精确匹配材料。您使用的基本材料的特性是什么,这些材料的特性是焊接电线和焊接杆以选择匹配,甚至是屏蔽气的比例,每个步骤都直接影响最终焊接的质量。真正了解材料之间的相互作用是将专业制造与业余尝试区分开的关键信号。
您还在担心要焊接哪种材料?不要让它成为您项目的缺点!
在JS,我们不仅拥有熟练的焊工,而且还有一群精通材料特性的工程师。在哪个环境中,您的工件将被使用?它需要承受多少力?抗腐蚀或高温抗性?我们将帮助您分析您的需求,准确匹配整个焊接材料解决方案,并提供清晰的和清晰的透明报价。
立即与我们联系!让JS使用正确的材料来帮助您焊接既坚固又耐用的好产品。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng网络提供性能参数,几何公差,特定的设计特征,材料质量和类型或做工。这是买家的责任需要零件报价确定这些部分的具体要求。请与我们联系以获取更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们在5,000多个客户方面拥有超过20年的经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是少量生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
资源

