

当零件刚加工时,表面通常是粗糙的(我们称其为“加工状态”)。如果您希望它们变得美丽,表现良好并保持耐用,您必须依靠表面饰面。简而言之,这是升级零件表面的过程。
我每天研究的是这些过程背后的门:
- 他们要么通过物理或化学方法去除一点材料,
- 或添加一层新物质,
- 或直接更改材料表面的原子结构或组成。
目的是明确的:为了提高外观质地,更重要的是,以增强关键性能,例如防锈,耐磨损,硬度改善,电导率改善甚至减少摩擦。
为什么在喷漆很容易刮擦时,阳极氧化的胶片很难剥落?为什么塑料零件在之后具有金属光泽电镀?这些差异的根源在于它们在原子或分子水平上的工作原理完全不同。理解这些原则就像拥有一个“ X-Sight”,可以通过每个过程的本质来看。只有了解原理,您才能在最合适的时间选择最合适的解决方案。
要点的摘要:
| 工作原理分类 | 典型过程 | 根本变化 |
| 机械力重塑 | 喷砂,抛光和绘画。 | 物理去除或重塑表面材料以改变微观结构。 |
| 电化学反应 | 阳极,电镀,电解抛光。 | 使用电流驱动化学反应,并在表面上产生或去除一层材料。 |
| 化学转换 | 钝化,变黑,化学蚀刻。 | 通过化学反应,表面材料转化为新的物质层。 |
| 材料附件 | 喷漆,粉末涂料,PVD涂料。 | 用外部材料覆盖零件的表面,形成独立的涂层。 |
本文将回答您的问题:
- 本指南将详细说明表面精加工的工作原理。
- 我将用每个人都能理解的文字向您解释表面完成的四个核心原则。
- 让我们分享一个真实的案例,以了解我们如何使用不同原则的组合来解决同样的困难问题。这个想法可能会使您从不同的角度看待问题。
- 最后,每个人经常要求的表面完成过程的原理也得到了回答。
为什么相信本指南?因为JS了解原则和实际战斗
在JS,我与地面整理设备每天。但是对我来说,它并不像打开机器和按下按钮那样简单。
我真正想到的是:为什么我们这样设置它?
- 例如,调节阳极氧化电流将如何影响氧化膜中的微小孔?
- 砂爆破具有不同硬度的不同影响对零件表面的残余应力有何不同?
- 这些在主要层面上的理解使我不仅可以提供设备操作技术,还可以提供解决问题的解决方案。
本指南包含我解决客户问题的经验的本质。遇到了客户PVD涂料那不能很好地坚持下去吗?我已经彻底研究了它。电镀溶液不能流入复杂部位的小角落,涂层的厚度不平坦?我也解决了这骨。
正是这些经验深入研究了问题的深处,使我从设备操作员转变为技术优化器。您阅读的是我通过经验和实验反复验证的核心知识。
“麻省理工学院机械工程学教授艾米·史密斯(Amy Smith)的核心概念不是记住解决方案,而是要了解其背后的原理并创建新的解决方案。”
本指南是为了帮助您了解金属表面饰面技术的本质并做出更明智的选择。
原理1:机械行动
就像我们使用手动工具来雕刻和抛光零件的表面一点一点,直接使用力对其进行更改。这是我们表面完成工程中最基本,最直观的方法。
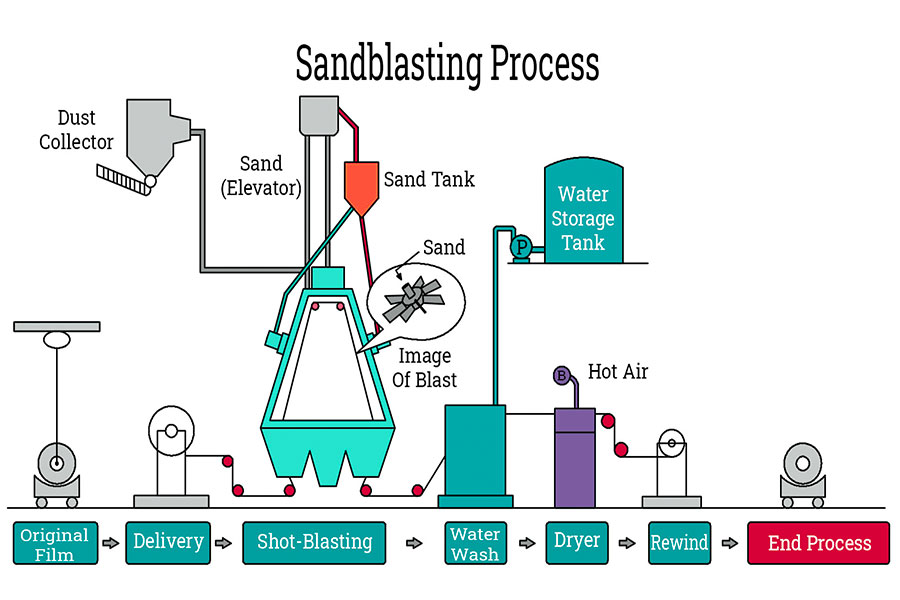
喷砂如何工作? - 数十亿个微型影响
想象一下:我们使用高压气体来爆炸一些微小的颗粒(例如玻璃珠或氧化铝砂)。这些小颗粒就像无数的小锤子一样,以高速击中零件的表面。每个撞击都留下了微小的凹痕。击中数千个小坑后,将这些小坑连接在一起,最初是明亮的或有缺陷的表面变成均匀的磨砂或磨砂表面。
有什么最大的好处?
除了变化外,更重要的是,这种影响主要压缩零件表面的材料,从而在这一层材料中引起压力。这种压力大大增加了零件对疲劳和破裂的抵抗力,从而使零件的使用寿命更长。
图像理解:想想使用极其细的沙子均匀地影响表面,消除光泽和缺陷,并留下均匀的质地。
抛光如何完成? - 从“峰值切割”到“山谷填充”
工作原则:
- 这将是更精确的。我们使用带有抛光蜡或磨料糊的抛光轮,以高速摩擦零件的表面。表面上的小“峰”(突起)逐渐磨损,表面变得更平坦,更光滑,最终像镜子一样反射。
- 有一种更强大的技术,例如电解抛光。它依靠电力和化学解决方案来溶解表面凸起,产生极其均匀且光滑的表面,并且特别擅长处理复杂的形状。
核心功能:目的是显而易见的,例如,达到极端的平滑度和平坦度,减少摩擦,改善外观或为随后的处理(例如电镀,喷涂)创造良好的基础。
例如:这就像是微观世界中的“推土机”,将波浪状和粗糙的“地形”变成平滑的“平原”。
喷砂/射击式镀金可以通过撞击来实现表面修饰和增强,而抛光/磨削则具有极高的光滑度。掌握这些机械作用的原理是表面处理工程的关键。
“选择正确的方法来解决实际问题,不要只是查看表面结果,而是了解它们背后的原因。想深入讨论如何更好地治疗您的零件?随时与我们的JS工程师联系!”
原理2:电化学反应
今天,让我们谈谈表面处理中最神奇的原理 - 电化学反应。这不是魔术,而是我们使用电流来驱动原子运动并在零件表面增长新层的核心技术。
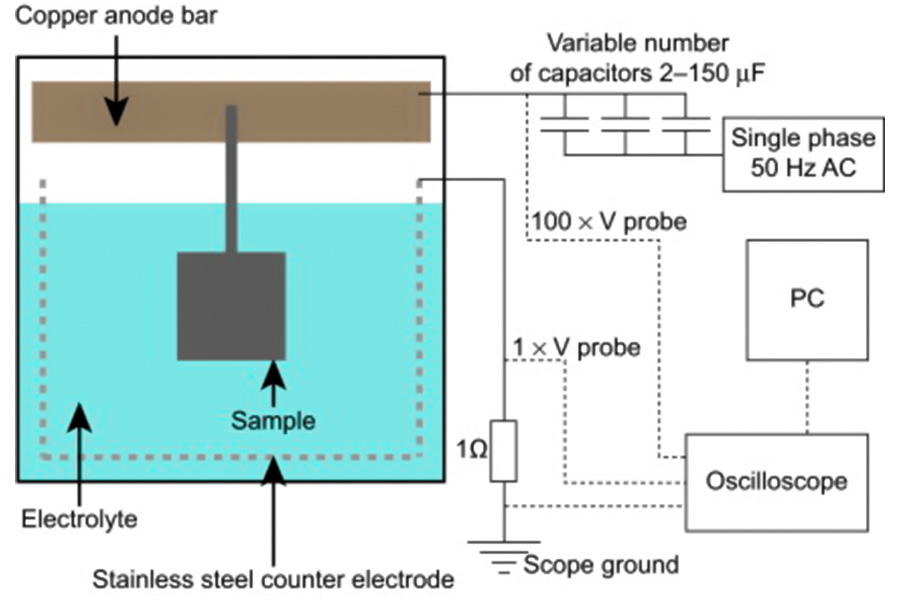
阳极氧化:在铝表面建立保护层
过程:
- 将铝零件连接到电源的正极(阳极),将它们浸入特定的酸溶液(电解质)中,然后打开电源。发生神奇的事情发生:电流将驱动铝表面与溶液中的氧气结合,并直接在上面生长致密和硬铝氧化铝(Al₂o₃)层铝基材。
- 该膜从铝本身转换,因此与底物具有超强的键合力。这部电影自然而然地带有无数的纳米级毛孔,这对于我们以后将其染色很方便。
核心价值:这种“天然装甲”层大大提高了耐腐蚀性,耐磨性和铝的绝缘性,也可以染色和美化。它是保护铝制零件的最常见和有效手段之一。
类比:这就像使用电刺激使铝从表面本身“生长”一层陶瓷保护壳,而不是简单地覆盖它。
电镀:零件的金属涂料
过程:
- 将需要将要铺板的零件连接到电源的负极(阴极),并将金属连接到悬浮的杆(阳极),然后将它们浸入含有该金属离子的溶液中。电源打开后,阳极的金属块将溶解并成为进入溶液的离子。
- 同时,溶液中的金属离子被吸引到阴极的表面(部分),并在获得电子后,它们变回了金属原子,并且按一层且均匀地在零件的表面上“积聚”。
核心价值:
电镀可以给出新的表面特性:镀铬板可增强耐磨性和光泽度,镍电镀可提高耐腐蚀性,并将金/银镀金用于电导率和装饰。它可以准确控制涂层的厚度和均匀性,并且是镀层和表面饰面领域中最基本,最灵活的过程之一。
看看普通涂层可以达到的均匀性水平:
| 涂料类型 | 典型的厚度范围(μm) | 厚度均匀性(高/低电流密度区域的比率) | 主要功能属性 |
| 装饰铬 | 0.25-1.0 | 3:1-5:1 | 高光泽,耐磨损,装饰性。 |
| 硬铬 | 5-500+ | 1.5:1-3:1 | 极高的硬度(800-1000 hv),耐磨损。 |
| 明亮的镍 | 5-25 | 1.2:1-2:1 | 良好的耐腐蚀性和镜面光泽。 |
| 酸铜板 | 5-50+ | 1.1:1-1.5:1 | 出色的覆盖范围,平坦度和电导率。 |
数据来源:美国金属学会 - ASM手册,第5卷(注意:厚度比的距离越接近1:1,在零件不同区域中涂层的分布越均匀。)
图像隐喻:这类似于从阳极(溶解),通过电解质移动的金属离子“移民”,并按照电场的要求在阴极碎片的“新世界”上精确地“沉降”(沉积)。
"Anodic oxidation forms a protective ceramic layer via in-situ reaction and electroplating achieves accurate and controllable metal ion deposition. Underlying the nature of these electrochemical reactions is the root answer to sophisticated surface finishing engineering. If you need aluminum protection or request for specified metal coating performance, please contact JS, we will apply the power of electrochemistry to design the most appropriate solution for you!"
原理3和4:化学转换和材料添加
关于表面保护的两种主要方法,化学转换(内部工作)和添加材料(外力),我将要定期使用两个这样的过程:
钝化(化学转换):刺激不锈钢的“自我修复”特性
- 这不是将某些东西铺在外面。我实际要做的是将不锈钢成分淹没在特定的酸溶液中(例如硝酸或柠檬酸溶液)。
- 这种酸性浴将仅溶解较高的“活性”金属成分,例如零件表面上的铁,从而使表面上更多的铬成分。
- 这些富集的铬在空气中与氧气接触后,自然会形成非常薄的,非常密集且非常稳定的氧化铬保护层(CR₂O₃),甚至对肉眼都看不到。
“赫伯特·H·乌里格(Herbert H.
这部电影的秘密是,当它轻轻刮擦时,它可以使用空气中的氧气来“自我修复”并重新形成保护层。这是不锈钢的“魔术”。
喷涂/粉末(材料粘合):穿上零件的定制“防护外套”
这两种方法的核心是在零件的外部添加物理保护层。
(1)喷涂:
它是将液体油漆喷成细雾,并均匀地覆盖零件的表面。内部溶剂蒸发或油漆本身会发生化学反应后,它变硬并凝固成油漆膜。
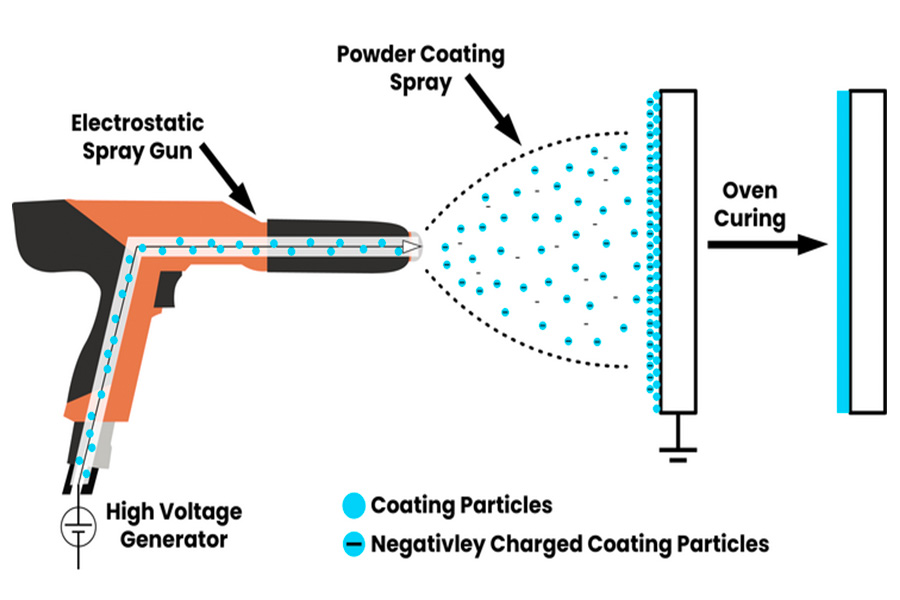
(2)粉末(静电喷涂):
- 这是更常用和有趣的。我用静电为干燥的塑料粉末充电,然后将其喷在接地部分上。静电吸引将使粉末牢固地粘附在零件的表面上。
- 然后将零件发送到烘烤烤箱中,粉末被加热融化并平整,最后冷却和固化,形成非常均匀的,并且坚固的涂层,就像穿紧身的防护服
“钝化会刺激不锈钢形成可以修复自身的保护膜。涂漆/粉末喷涂增加了额外的固体外套以隔离环境。在JS处,我们根据JS准确选择了基于零件的材料和使用环境的最合适的保护解决方案,以确保您的需求最适合您的需求?
实际战斗案例分析:水下检测器壳的抗腐蚀挑战
我想与您分享我们刚刚解决的真实情况,谈论我们学到的水下检测器壳反腐蚀问题和解决方案。这个问题清楚地使我意识到了过程原则的重要影响会影响失败或成功。
客户挑战:长时间保持海水和盐喷雾的结构完整性
我们有一个客户,他提出了一个由铝合金(6061)。该设计很好,但必须在高盐海水中持续很长时间。客户担心:
- 长期耐腐蚀性:壳必须承受海水腐蚀和盐喷雾剂,以使其具有长期的结构完整性和失败。
- 清除徽标:防护过程不得遮盖外壳上的徽标和文本,并且应始终清楚地看到。
- 海水中的这种腐蚀不是笑话,尤其是在涉及铝合金时。当使用错误的保护过程时,产品的寿命将大大缩短。
解决方案评估:关键在于保护层的形成原理
当时,客户主要考虑了两种常见方法。我仔细分析了他们的工作原则和潜在风险:
解决方案A:喷雾高性能海洋环氧油漆
- 原理:身体隔离。依靠涂层本身将海水与底物分离。
- 风险点:该保护层非常脆弱。即使刮擦了像针孔一样大的小孔,海水也可以进入,电化学反应(电腐蚀)也会发生。结果是油漆在油漆膜下开始掉下来,最终大面积失败了。
解决方案B:普通阳极氧化
- 原则:电化学转换。在铝表面产生了一层氧化铝保护膜,该膜与铝本身很好地结合在一起。
- 风险点:问题在于,通过普通阳极氧化而生长的电影的厚度有限。在具有较高氯离子浓度的海水中,该膜仍然很容易被“打孔”,形成小腐蚀点,最终可能导致失败。
JS的最佳解决方案:硬氧化 +密封
基于对表面处理方式的深入了解,我们没有选择上述两个,而是建议并实施了升级的电化学解决方案:硬氧化氧化 +密封。
为什么是最佳解决方案?
(1)硬氧化:
- 此过程非常“硬核”:它在低温和高电流密度的特殊条件下运行。
- 获得的效果:超厚,超密集且极小的孔氧化物层在铝合金的表面产生。对这种“装甲”本身的辩护比普通的阳极氧化。
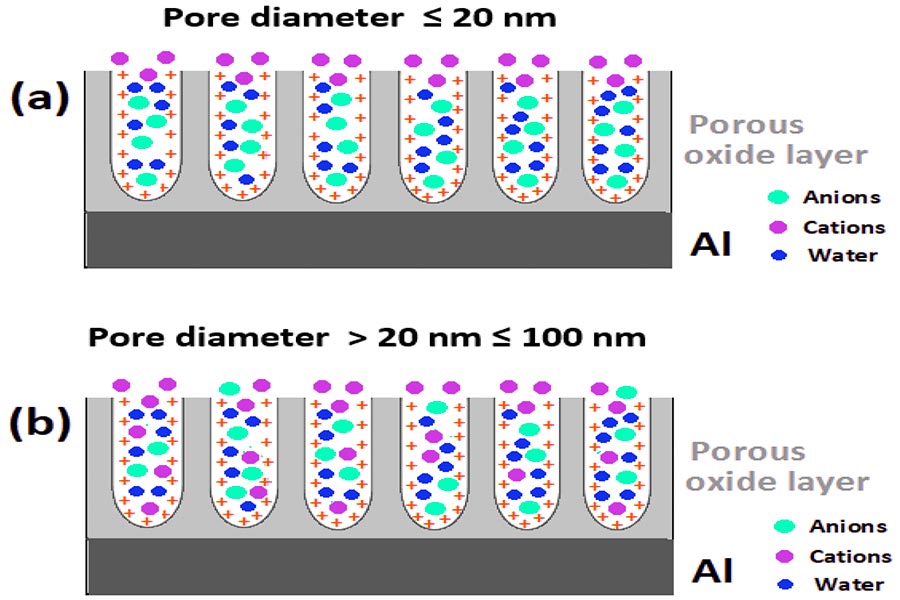
(2)密封:
- 尽管硬氧化物膜的孔很小,但显微镜下仍然有微小的通道。
- 关键步骤:我们用热水或特定的化学溶液处理这种氧化物膜。此步骤将导致氧化物膜表面微孔的氧化铝吸收并膨胀,从而完全阻断和密封那些纳米尺度的微小孔。海水没有机会穿透。
为什么我们的方法更好?
- 喷漆(方案A)是物理障碍。一旦损坏,内部的铝基材将受到影响,然后整体将失败。
- 我们坚硬的阳极氧化 +密封使铝可以生长完整,致密和非孔的陶瓷表面层。即使表面是意外的划痕,损坏通常仅限于划痕,也不会扩散到周围区域,并且不会整体上剥落。
保护能力大不相同!作为专业人士表面精加工工具,我们很清楚,这一步骤在消除毛孔和实现长期保护方面起着决定性的作用。
最终结果:耐久性远远超出了预期!
实施计划后的测试数据比较清楚地表明了其优势:
| 评估指标 | 计划A(高性能环氧油漆) | JS方案(硬氧化+密封) | 核心优势 |
| 盐喷雾测试 | 500小时后出现气泡。 | > 3000小时,没有任何腐蚀迹象。 | 将寿命增加超过6倍。 |
| 膜底物粘附力 | 3b级别(在网格上脱皮)。 | 5b级(最高,无剥皮)。 | 强烈抵抗机械损伤。 |
| 徽标清晰度 | 喷涂可能掩盖细节。 | 氧化前的激光雕刻,完美保留细节。 | 平衡功能和美学。 |
“这种情况再次证明了对表面处理技术的工作原理的深刻理解是应对极端工作条件的挑战的关键。当您的产品面临严酷的腐蚀环境时,JS公司依靠可靠的过程原理分析为您提供验证的保护解决方案。欢迎与我们讨论您的挑战。”
常见问题 - 回答您的过程原理问题
为什么在尖锐的角度厚的电镀层?
当我进行镀层和表面饰面时,我经常看到涂层在零件的尖角和突起处特别厚。这主要是因为电流分布在零件的表面上,并且自然会集中在那些尖锐而突出的地方(这称为尖端效应),从而导致那里的电流密度特别高。当电流强大时,将更多的金属离子吸引到沉积物中,并且涂层自然会变厚。
因此,当设计需要精确匹配的电镀零件时,我们必须在那些锋利的角(即添加r角)提前制作圆形弧线,这可以有效地分散电流并使整个表面的涂层厚度更加均匀。
阳极氧化的胶片本身正在绝缘,那么为什么会染色呢?
这是一个很好的问题!
- 尽管通过阳极氧化产生的铝氧化膜本身是绝缘的,但在该膜的形成过程中,纳米级孔实际上是在该膜内部产生的,该过程从表面延伸到靠近金属基板的位置。正是这些微小的孔使染料分子可以穿透并吸附在孔的内壁上。
- 染色完成后,我们仍然需要执行一个钥匙密封步骤,以密封这些小孔的开口。这样,染料将永久锁定在最初透明的氧化物膜中。
- 因此,您看到的颜色实际上是光线穿过这种透明陶瓷外壳并在内部照射密封的染料的效果。这是为什么绝缘氧化物膜也可以用丰富的颜色染色的关键。
PVD涂料和电镀之间有什么本质区别?
作为JS的工程师,让我谈谈基本PVD涂层和电镀之间的差异:
尽管两者都在工件的表面添加了一层材料,但原理和环境却大不相同。
电镀是在液体罐中进行的,依靠电化学反应沉积金属离子。
那PVD呢?
- 这是一个在高真空环境中运行的干燥物理过程:我们直接使用诸如离子梁之类的方法来轰炸固体目标材料(您想要其路的材料)进入气态状态下的原子或分子,然后让它们在真空中飞溅并沉积在工件的表面上形成薄膜。
- 由于PVD以这种方式运行,因此其薄膜层通常更密集,更硬,更牢固,更环保,但相应地,设备投资和成本要高得多。因此,选择哪一个取决于特定的需求和成本考虑因素,并且没有绝对的好坏。
概括
在最终分析中,熟悉各种表面精加工过程是基本技能,但是只有那些真正了解每种技术背后的工作原则的人才能被视为专家。不同的工作原理直接决定性能天花板以及最适合使用的位置。只有掌握这些产品,您才能在开发产品并做出更准确和前瞻性的选择时更有信心。
采取行动:
如果疼痛点不仅是外观,而且陷入了绩效问题上:不要犹豫,您需要一个真正了解表面处理工程原理的伴侣,而不仅仅是销售设备。
与JS交谈:作为一家专业的地面处理设备公司,我们的工程师团队很乐意分享知识和经验。请与我们联系立即讨论您项目的细节。让我们从最基本的原理开始,帮助您解决需求,并设计真正可靠和有效的制造解决方案。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng网络提供性能参数,几何公差,特定的设计特征,材料质量和类型或做工。这是买家的责任需要零件报价确定这些部分的具体要求。请与我们联系以获取更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们在5,000多个客户方面拥有超过20年的经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是少量生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
资源

