

为什么我们在铸造时追求平静?想象一下,如果将液体金属大致倒入复杂的模具中会发生什么?泡沫,湍流和各种问题将出现,这对许多人来说都是常见的问题老式铸造方法(例如重力铸造)。
但是改变主意:让金属液体从底部慢慢填充模具的每个角落。这是低压铸造的魅力,它追求高质量的艺术。
在我们的研讨会中,低压铸造它是制造精密铝制零件的好帮手。简而言之,它使用低压控制来稳定地将液体铝(例如常见的铝合金)推入霉菌腔,从而使其在凝固和形成之前填充每个细节。这种温和的推动方法比直接铸造可以产生更紧密的内部结构,更薄的表面效应和更少的缺陷。
因为它可以稳定生产高质量的复杂零件,它特别适合高需求产品,例如汽车车轮。行业数据还表明,低压和重力铸造占全球铝铸件的大部分(约67%),而汽车场则占需求的一半以上。电动汽车现在正在努力减肥。特斯拉型Y-Chassis组件使用此过程,该过程轻18%。选择正确的方法将使产品不同。
核心答案摘要:
| 特征 | 低diet铸造(LPDC) | 高压模具铸造(HPDC) | 重力铸造 |
| 填充方法 | 对重力,自下而上,光滑填充有抵抗力。 | 高速和高压注入以快速填充。 | 依靠重力从上到下填充。 |
| 压力 | 低压(0.02-0.15 MPa)。 | 极高的压力(30-200+MPA)。 | 只有液态金属的静压。 |
| 铸造质量 | 极高的密集组织,孔很少。 | 很好,但可能有空气口袋和毛孔。 | 中等,可能收缩和孔隙率。 |
| 典型的应用 | 汽车轮,发动机气缸盖和复杂的壳。 | 薄壁质量生产的零件(例如笔记本电脑套筒)。 | 较厚的围栏,简单的组件,例如阀体。 |
本指南将使您成为低压铸造的核心:
- 我们将清楚地引入完整的低压铸造过程。
- 解释它如何通过耐重力向金属注入金属,以避免空气夹带。
- 然后,我们将比较低压铸件和高压铸造的关键优势和缺点,以帮助您了解其各自的应用程序解决方案。
- 最后,通过实际生产案例,我们将解释为什么低压铸造特别适合高端铝合金产品。
为什么相信本指南? JS高级演员实验室的见解
在JS,我们整天处理低压铸造机。很长一段时间后,我们了解到这项技术不仅是按下按钮,还涉及驯服压力。
不同的铝合金零件具有不同的厚度,所需的气压节奏(压力曲线)必须像调谐仪器一样精致。立管持续多长时间,以及如何制作涂层以更少铝水冷却?这些细节是我们重复反复试验和优化的经验。对我们来说,低压铸造过程不是一个死的规则。但是可以灵活地调整的手工艺品确保从内而外铸造固体。
以前,客户的面向汽车的指关节具有关键的安全组件,该组件始终处于中央位置,无法通过疲劳测试。他们发现我们解决了问题。我们研究了参数低压铸造时间并立即对其进行调整。
猜猜结果?问题解决了,零件稳定地通过了最严格的测试。这个过程使我们更加确信完美铸造的根源在于控制这些过程细节。
“在铸造行业中,我认为这是一个古老的俗话说:90%的铸造量取决于熔融金属进入空腔的方式。”
这不是我们追求的平稳填充吗?本指南总结了我们团队多年来学到的关键体验,并希望帮助您在高质量铸造的道路上更加顺利。
核心原则:什么是反雷神?
简而言之,低压铸造是一种金属形成技术,它放弃了倒入熔融金属的传统方式,而是使用推动的想法,例如轻轻挤压液体以使其向上流动。这实际上是反重力低压铸件,它利用低压从底部实现金属填充,而不是依靠重力来自由掉落以完成填充过程。现在,让我清楚地向您解释。
什么是低压铸件?
低压铸造是我们使用的一种方法密封炉容纳熔融金属(例如,铝合金),然后施加较小的压力,使金属从模具底座上平稳运行,而不是将其倒在顶部。低压铸造避免了金属的飞溅和氧化,并且可以提供更密集的零件。我们喜欢在JS的自动或精度零件上广泛使用它因为它有效,并且没有涉及的风险。
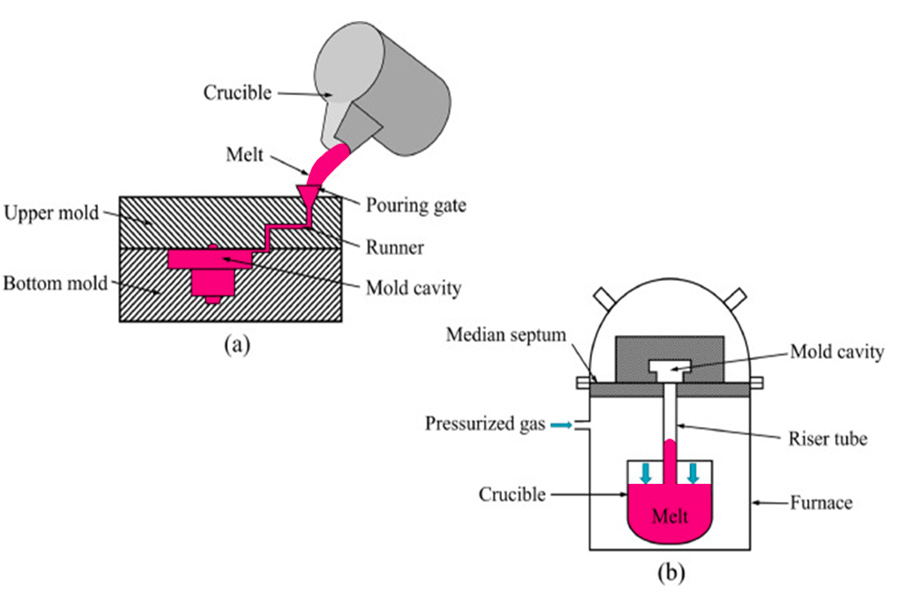
反重力铸造的工作原理(三个简单的步骤):
- 密封的绝缘炉:我们将熔融液体铝合金合金放入完全密封的绝缘炉中。炉子没有打开,密封并放置在我们要使用的模具下。
- 特殊提升器:在这个封闭的罐子的底部,一个管(站立管,通常是陶瓷或特殊金属)上升,耐热性。它类似于一种超强的稻草,它直接升起并小心地将其插入我们头顶上方的模具的底部门中。
- 低压空气:我们开始缓慢地引入一些压缩空气(有时也是氮,例如氮,以防止铝氧化)到真空绝缘炉中。请注意,这种压力实际上很小,仅比我们通常呼吸的气压高约0.07 MPa,这感觉就像在一点点压力上膨胀气球。
如何进行和平填充?
秘密被揭示了!通过将空气引入密封炉中,由于空气引起的炉中的压力仅略高于外部,这会导致较小的正压梯度(ΔP)。这种额外的气压仅在炉子内的液体铝合金表面上略有施加。铝金属脸稳定的向上压力,仅沿着立管的底部到顶部。直到霉菌腔完全填充。
这样做的最大好处是什么?
- 它避免了传统的“高倾倒”造成的大麻烦!熔融金属从高处掉落,很容易吸收空气形成气泡。更重要的是,液体铝会在暴露于空气时迅速氧化并产生杂质。
- 但是,我们的低压铸件从底部稳步向上推动,湍流和液体铝几乎没有与空气接触。这减少毛孔和炉渣铸件中的包含。对我们来说,对于我们来说,制作需要高强度,高密封和完美外观的零件至关重要。
作为JS的工程师,您必须成功应用低压铸造。我将注意两个基础:固定炉和立管系统的密封,以及控制气压的大小和节奏。这是确保液体铝液液体平稳上升并完美填充的核心。
“我们正在追求高密度和低缺陷的工厂标准。想看看液体铝中的铝液体如何上升?欢迎随时加入我们的研讨会,还是请为我提供一本过程参数手册,以便我们可以将更完美的铸件一起制作!”
逐步:低压铸造的完整过程
今天,我将拆除一个完整的过程铝制低压铸件的生产。我们的低压铸造过程是通过精心设计的步骤进行的,以确保熔融金属进入并以最佳状态填充模具。
“正如国际知名的演员专家教授迪兰·阿帕利安(Diran Apelian)强调的那样:在金属接触霉菌的那一刻,演员的质量就确定了。”
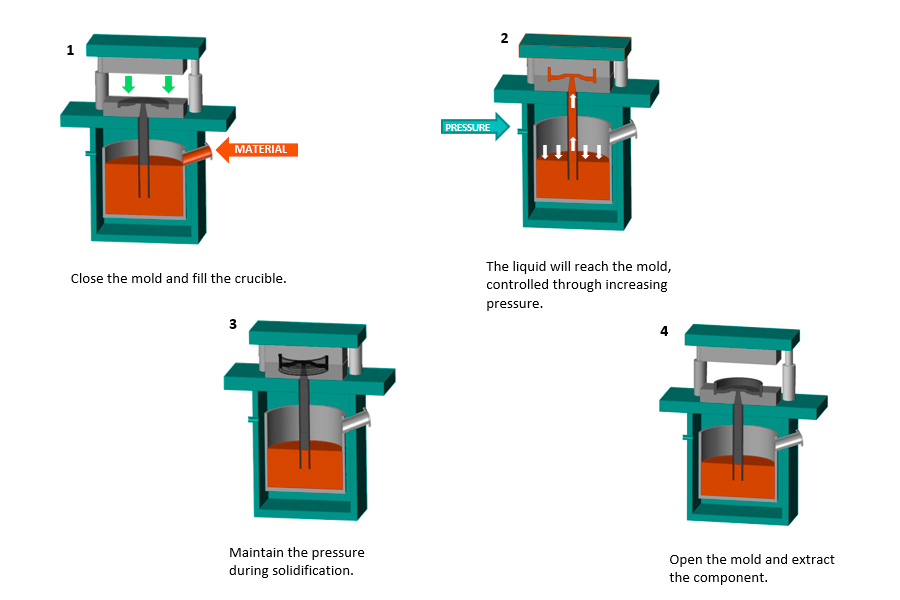
低压铸造的完整过程:
步骤1:霉菌关闭和准备
我们关闭并锁定钢模具预热和霉菌释放的涂层的上半部。
关键步骤:确保从下部绝缘炉延伸的立管的顶部准确地相对保留的门在模具的底部。该连接的准确性与铝液体在将来是否可以平稳上升直接相关。
步骤2:压力和填充
用熔融铝合金锁定并关闭绝缘炉的盖,不允许空气泄漏。
控制系统开始工作:可以准确且连续地充满低压气体(通常采用干燥的空气或惰性气体)。
炉压的压力继续升高。柔软但连续的压力使炉的铝水平保持水平。
熔融铝只能通过唯一的立管从底部流到顶部流入模具的每个角落。模具空气由熔融铝饲养并通过预留的排气通道。整个过程是关于追求“稳定性”的。
步骤3:保持压力和治愈
铝液液体仅占据模具吗?不用担心,现在是最关键的时刻!现在,炉子中的压力不应立即释放,但应保持一段时间。
为什么这是灵魂?因为当铝液从液体变为固体时,体积会收缩!如果您目前不小心,那么在铸件中具有空腔或松动非常容易。
压力维持是在炉子中施加压力仍在立管上迫使一点液体铝填充固化空间。这是创建铝制低压铸件的主要秘诀,我们在内部产生密集而不会收缩腔和收缩!
步骤4:降压和霉菌打开
一旦铸件(尤其是门连接)变得固体,控制系统将以安全的方式自动释放炉子中的压力。
卸下压力后,尚未在立管中冷冻的液体铝将自动返回下面的绝缘炉,并使用超高的利用率!
最后,模具打开,我们的机器人臂整齐地移动以拉出模具,然后周期完成。
LPDC过程的核心是精确控制:通过模具制备的四个关键步骤,加压填充,压力保持固化和压力浮动的模具开口,我们生产具有密集结构的高质量低压铸件。
当JS完成该项目时,优先操作是引入智能监控系统,在关键节点上部署传感器以实时调节压力和温度,并同时优化模具设计。目的是将整体收益率提高超过15%。这改善了我们对市场需求的反应。透明
实用案例分析:高端电动汽车的轻巧和高强度铝合金轮毂
让我与您分享一个真正的项目,我们最近进行了,并讨论如何使用铝合金低压铸造来帮助客户解决问题。对于电动汽车,耐力和控制是核心。车轮看起来很漂亮,但实际上会影响未保留的重量和安全性。这次,我们的JS公司是最熟练的低压铸造技术这个项目确实派上用场。
客户挑战:复杂的设计,严格的标准
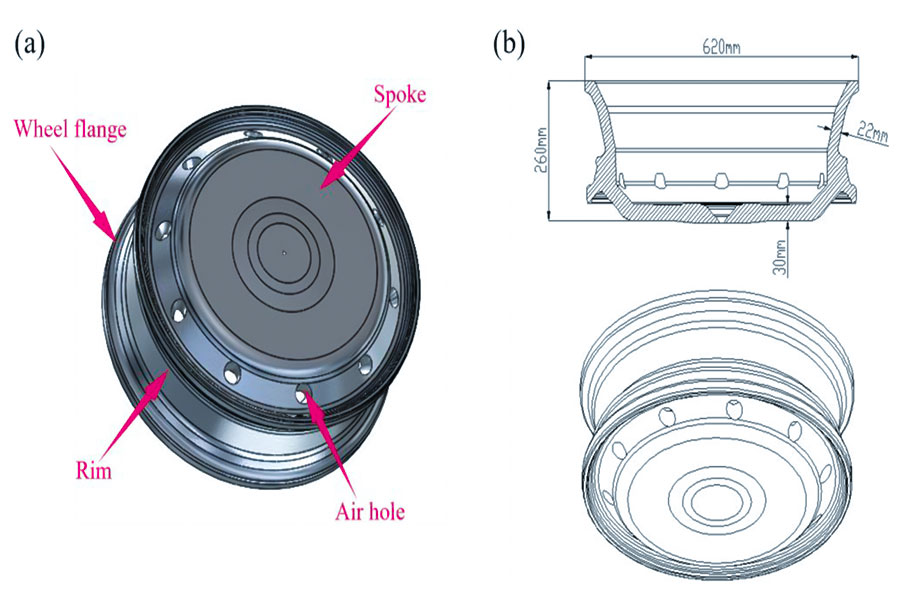
一个新的高端电动汽车Brand开发了一个具有以下功能的21英寸车轮:
- 复杂的设计:它具有漫长而独特的辐条。
- 高表面要求:它需要达到镜像抛光效果。
- 高安全水平:它必须通过最严格的影响和疲劳测试。
他们遇到的生产瓶颈:
- 重力铸造不足:铝液体的流速慢,动量低,使得很难完全填充薄辐条的角落。边缘的厚部分缓慢冷却,从而容易在里面创建一个腔。不够强,它不会通过测试,并且无法满足表面质量镜子要求。
- 高压模具铸件受到限制:尽管它可以填充复杂的细节,但高速填充过程将涉及气体并形成内部毛孔。在热处理过程中,孔的膨胀会导致表面膨胀。这种内部缺陷是对安全组件的致命伤害,根本无法满足力量和韧性要求。
JS的解决方案:低压铸造,稳定的胜利
我们仔细分析了客户的痛苦点核心是两个:外观必须完美无瑕,并且内部结构必须100%可靠。这是低压铸造的强度。
我们的步骤:
- 光滑的填充,完美的繁殖:关键是稳定性。我们让熔融的铝合金从模具的底部提起,然后像呼吸一样轻轻填充每个角落。那些复杂的薄辐条也可以完全填充!表面非常光滑,为镜面抛光奠定了良好的基础。
- 消除腔中的连续压力:填充仅仅是开始,关键是固化过程。我们精确地控制压力,并不断推动更多的液体金属来补充铝液体冷却和收缩。尤其是在轮辋的厚壁区域中,我们确保内部密集并且没有收缩,这是确保强度的关键步骤。
- 高纯度,保证的性能:在整个过程中,封闭的系统流中的铝液与空气几乎没有接触,几乎没有氧化杂质,并且铸造本身非常纯净。热处理后,强度和韧性可以达到最高水平。我们终于交付了如此高质量铝合金低压铸件。
结果:惊人的客户,超出标准
样本交付后,客户反馈超出了期望:
- 顶部外观:设计细节已完全呈现,表面非常高,并且镜面抛光效果非常完美。
- 内部卓越:X射线缺陷检测表明,内部组织比他们预期的密集,几乎没有发现缺陷。
- 数据作为证据:真正的好处
| 指数 | 成就 | 比较参考 |
| 减肥 | 它比相同大小的重力铸造轮轻约12%。 | 行业平均减肥范围为8-15%(美国金属学会AM)。 |
| 第一通过率 | > 98% | 行业平均资格率为85%(德国工程师研究所VDI)。 |
| 疲劳/冲击测试 | 100%通过了严格的标准。 | 超过行业标准(日本材料学会JIS标准)。 |
安全性:最严格的径向疲劳,弯曲疲劳和冲击测试稳定通过,安全性能已达到标准的100%。
“当最终外观,最高内部质量和绝对安全性至关重要时,铝合金低压铸件是最好的解决方案。它带来高密度,高纯度和高收益率,而很难遇到其他过程。在JS,我们不仅在JS中,我们不仅可以找到可靠的技术,而且在您的零件中,而且在您的精神上也是严格的标准。JS团队我们将共同克服困难!透明
常见问题 - 回答有关低压铸造的更多问题
问题1:低压铸件和高压模具铸件之间的主要区别是什么?
高diet铸造:
它依靠巨大的力量将熔融金属快速注入模具中,并以快速和强大的压力将其注入模具中。它适用于薄壁,较不复杂的形状和大规模零件,例如壳零件。但这很着急,可以很容易地将气体滚入金属并产生毛孔。
低压铸造:
它相对较温和,依赖于模具下燃油箱(高于大气压力)的少量压力,以稳步向上推动熔融金属,从而使其慢慢填充霉菌腔。这样,制造的零件是浓密的,具有更高的质量,特别适用于墙壁较厚,复杂结构或高内部质量要求的人,例如汽车车轮和发动机缸零件。但是,整个周期过程相对较慢,效率不如高压模具铸造的效率高。
问题2:低压铸件的主要优点和缺点是什么?
优势:
- 低压铸件使零件更强,内部密集,气泡和孔较少,从而确保了整体强度和使用寿命。
- 它特别节省了物质,减少了铝水的浪费,可用于90%以上,这对控制成本非常有益。此过程是稳定且可控制的,并且使用自动生产线特别容易。在大规模生产过程中,质量和效率得到更好的管理。
缺点:
- 它的生产速度确实不如高压模具铸造快。
- 此外,其设备和模具比重力铸造要复杂得多,因此初始投资成本将更高。
- 此外,我们通常不会使用它来制作具有特别简单结构的小零件,因为它不是成本效益。
问题3:什么是LPDC过程?
让我简要地告诉您LPDC是什么,这就是我们经常称之为低压铸造的方法:
LPDC是一种铸造方法,它使用低压气体用模具从底部到顶部填充熔融金属。它不像高压那样暴力,因此所制成的零件具有良好的内部质量和高材料利用率。这是我们制作许多重要铝铸件的首选过程。该原则并不复杂,但是非常聪明和实用。
概括
低压铸造确实并不是所有零件的共同选择。但是,如果您正在寻找具有高强度,高可靠性和出色外观的铝合金零件,这通常是一个非常理想的解决方案。与传统的铸造相比,低压铸造可以更准确,稳定地解决一些固有的问题,尤其是在制造高性能铝合金铸件中。
您的项目也令人头疼:
- 想形成一个复杂的结构吗?
- 想要它既明亮又强大吗?
- 仍在处理哪个过程最合适,最具成本效益?
让我们帮助您找到答案:作为专业人士铝制低压铸造工厂,JS团队每天都面临这些挑战。让我们为您提供免费的流程评估,而不是猜测哪个过程是最好的。我们可以清楚地回答:
- 您的部分适合低压铸件吗?
- 提供透明和详细的铝低压铸造市场。
采取行动很容易:立即上传您的设计文件!
让JS使用先进的低压铸造技术将复杂的铝合金零件的概念转变为高质量的现实。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng网络提供性能参数,几何公差,特定的设计特征,材料质量和类型或做工。这是买家的责任需要零件报价确定这些部分的具体要求。请与我们联系以获取更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们在5,000多个客户方面拥有超过20年的经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是少量生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
资源

