

Почему некоторые металлы ломаются при сварке, а другие хорошо связаны? Почему алюминиевый сплав всегда труднее сварки, чем обычная сталь? Ключ заключается в самом материале.СваркаПо сути, процесс, который сильно использует тепло или давление, чтобы сильно соединить два куска металла. Это очень значительный процесс в секторах производства, строительства и ремонта. И все же ключ к успешной сварке заключается в выборе материалов. Не все металлы легко сварки, и каждый материал, по -видимому, требует конкретного процесса.
На самом деле есть три значительных материала под сварным пистолетом:Базовый материал, материал наполнителя (сварка/электрод) и защитный газПолем Производительность может быть серьезно скомпрометирована, если кто -то избран неправильно. Сила конечного продукта, а также его коррозионная стойкость, способствует качеству материала и сварки.
Есть много металлов, которые могут быть сварены на рынке: сталь, алюминий, медь, титан, никелевые сплавы и их сплавы очень распространены. Столкнувшись с множеством материалов, не паникуйте. Идея состоит в том, чтобы выяснить, что потребуется вашему проекту, а какойсварка процессавы будете использовать. Если вы объедините их соответствующим образом, весь процесс обработки, естественно, пойдет хорошо.
Затем давайте поговорим о наиболее часто используемых и наиболее надежных металлических материалах в сварке. Понимание их характеристик является первым шагом к сварке сустава, который может выдержать испытание временем.
Основное резюме ответа:
| Материальная категория | Центральная роль | Общие примеры |
| Базовый металл | Основное тело, которое сварено определяет основу процесса сварки. | Углеродистая сталь, нержавеющая сталь, алюминиевый сплав. |
| Наполнитель металл | После таяния заполните шва сварного шва и подключите базовый материал, и его композиция имеет решающее значение. | Проволока, стержень. |
| Экранирующие материалы | Изолировать воздух, чтобы предотвратить окисление и загрязнение шва. | Аргон, углекислый газ, поток припоя. |
Эта статья ответит на ваши вопросы:
- В этом руководстве мы сосредоточимся на трех основных материалах в сварке: базовый металл, материал наполнителя (например, сварочные стержни и провода) и защитный газ.
- Затем мы будем говорить конкретно о том, какие металлы чаще всего используются в сварке (например, сталь и алюминий).
- И из чего именно сделаны сварки.
- Благодаря реальному случаю, сварка из нержавеющей стали вызвала серьезную коррозию из -за неправильного выбора сварного провода, вы увидите, насколько критическим сопоставлением материала.
- Наконец, мы разберемся с практическим списком выбора материала для вас, чтобы помочь вам избежать общих ошибок и ответить на ключевые вопросы.
Зачем доверять этому руководству? Перспектива материальной науки JS
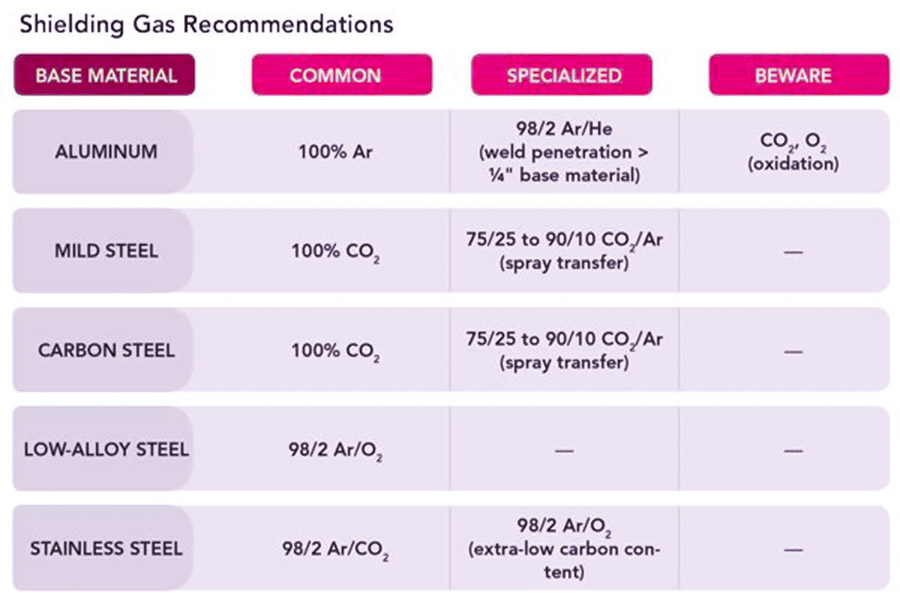
В JS наша ежедневная работа - иметь дело с различными металлами и решить практическуюсварки проблемыНапример, при сварке 304 из нержавеющей стали вы должны использовать определенную оценку сварочной проволоки (такой как ER308L) для достижения наилучшего коррозионного сопротивления. Для сварки обычно используемого алюминиевого сплава 6061, выберите сварку ER4043 или ER5356, а затем используйте чистый аргорон, чтобы избежать пор, а также трещины.
Это не теории из книг, а опыт, который неоднократно проверялся под нашими сварочными факелами.
Это руководство воплощает глубокое понимание, накопленное нашими инженерами на бесчисленных проектных сайтах. Мы видели слишком много проблем, вызванныхНеправильный выбор материала: Треснутые сварные швы, коррозионная стойкость и даже отказ всей заготовки. Точно так же мы также снова и снова свидетельствовали о том, как правильный выбор материала может достичь надежного и надежного продукта. То, что вы видите здесь, это эти основные впечатления от сайта сварки.
«Как сказал Уильям Иррган, бывший президент Американского сварочного общества: Сварка, не понимая, материал похож на прогулку по канату с глазами с завязанными глазами».
Глубокое понимание характеристик материалов является краеугольным камнем надежности сварки. Мы делимся этими знаниями из практики в надежде, что это поможет вам пройти более стабильно и эффективно в вашемСварные проектыи избегайте ненужных обходов и потерь. Это не продажи, а опыт перевода от нас как практикующих сварки.
Главный герой появляется: сварные базовые металлы
Хотите приваривать два куска металла в один? Не все металлы настолько совместимы. Их «сварка» в основномЗависит от трех точек: химический состав, теплопроводность и степень термического расширения и сокращения.
Углеродистая сталь: заслуженная "главная сила"
- Особенности и применение: наиболее широко используемым материалом в сварке является углеродистая сталь, особенно низкоуглеродистая сталь, такая как Q235 и A36. Он имеет превосходную сварку, не разборчиво относится к методам сварки (сварка ручной дуги, сварка газа и т. Д.) И имеет низкую стоимость. Это первый выбор для большого оборудования, такого как строительные рамки, трубопроводные системы имеханическое оборудованиебазы.
- Экспертное напоминание:Но! Как только содержание углерода поднимается (средняя углеродистая сталь, высокая углеродистая сталь), сложность сварки резко возрастает, и ее особенно легко взломать. Чтобы приваривать этот тип стали, мы обычно должны сначала предварительно разогреть заготовку, и, возможно, потребуется термообработка после сварки, и требования к процессу намного более строгие.
Нержавеющая сталь: отличная производительность
- Особенности: аустенитные нержавеющие стали, такие как обычные 304 и 316, являются первоклассными в коррозионной стойкостью и красивы по внешнему виду. Они подходят для продовольственного оборудования, химических трубопроводов или мест, которые необходимо хорошо выглядеть.
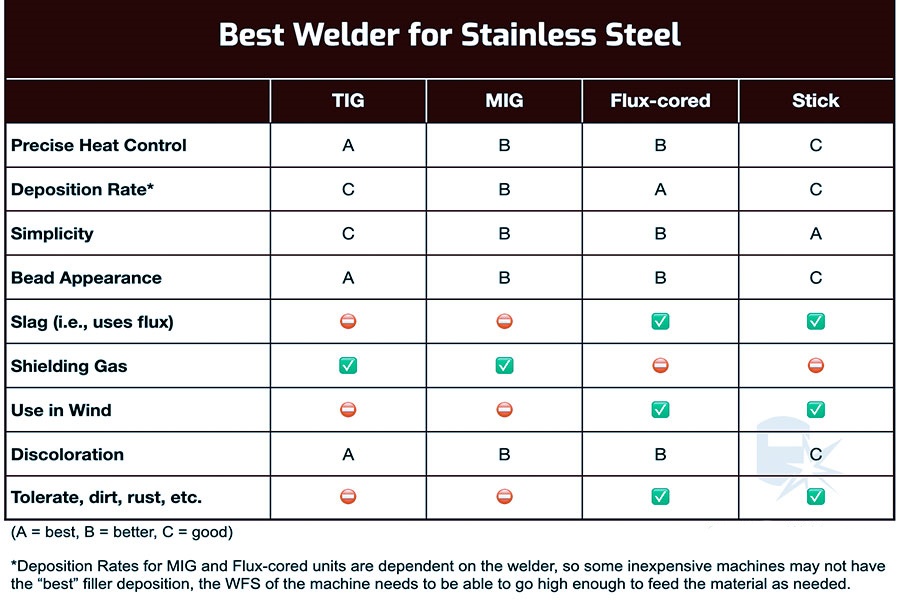
- Проблемы сварки: этот материал имеет медленное рассеяние тепла и легко расширяться при нагревании. В результате тепло легко накапливается всварная площадьи тонкие пластины могут быть сожжены случайно, и деформация после сварки может быть очень серьезной. Поэтому,При сварке нержавеющей стали управление тепловым входом является главным приоритетоми техника и параметры должны быть уточнены.
Алюминиевые сплавы: легкий «игрок с высокой дифтамиацией»
- Особенности: это очень легкий вес, но не низкая сила. Это можно увидеть в самолетах, автомобилях, мобильных телефонах и компьютерных чехлах. Это стремление к легким.
Задачи сварки:
- Упрямая оксидная пленка: Когда алюминий подвергается воздействию воздуха, слой пленки оксида алюминия (al₂o₃) мгновенно образуется на поверхности. Точка плавления этой пленки достигает 2072 ° C, в то время как сам алюминий тает при 660 ° C! Если этот фильм не тщательно очищен перед сваркой, родительский материал не тает вместе. Вот почему переменный ток (AC) часто используется в алюминиевой сварке (особенноТиг сварка), потому что он может эффективно сломать этот фильм.
- Нагревание рассеивает слишком быстро: алюминий проводит тепло очень быстро, и тепло рассеивается слишком быстро. Чтобы растопить его и сформировать расплавленный бассейн, требуемое тепло намного больше, чем у сварочной стали.
- Легко продуцировать поры: жидкий алюминий похож на губку и особенно легко поглощать водород. По мере того, как он затвердевает и охлаждается, водороду не хватает места, а поры образуются в сварке. Следовательно, чистотаЗащитный газИ чистота заготовки - главные приоритеты для предотвращения пор!
Проблемы сварки алюминиевого сплава, с которыми я столкнулся в компании JS, в основном являются двумя проблемами окисления и рассеяния тепла:
| Факторы вызовов | Забил влияние сложности сварки (1-10 баллов) | Основные области воздействия | Общие решения | Источники данных |
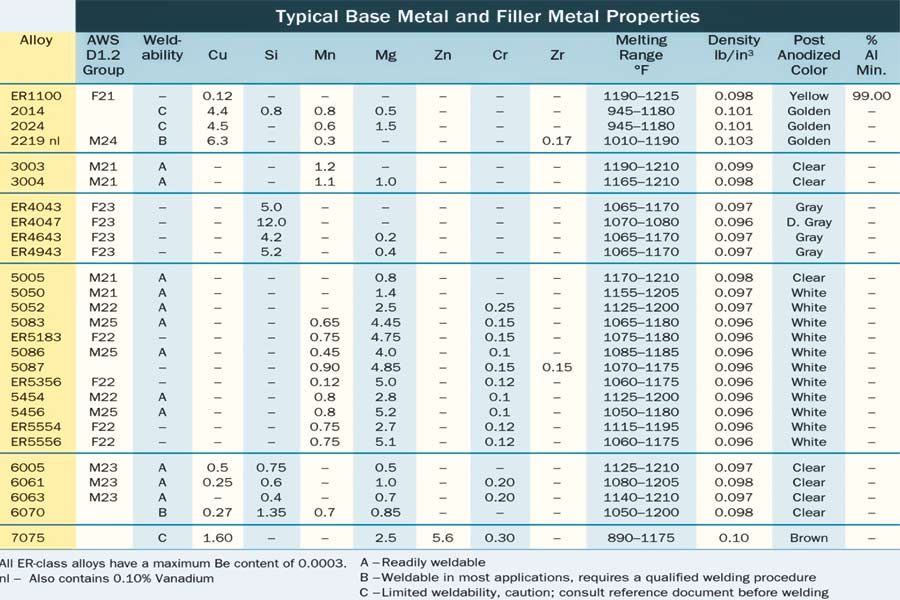
| Поверхностная оксидная пленка | 9 | Сложность в слиянии и риск включения. | Строгая чистка, механическая/химическая обработка, связь Tig. | AWS D1.2 |
| Высокая теплопроводность | 8 | Трудно растопить, требуя высокого ввода. | Более высокий ток/напряжение, предварительное нагревание (ограниченное). | IIW DOC. IX |
| Индуцированная водородом чувствительность пор | 7 | Сварная пористость и ослабленная сила. | Защитный газ высокой чистоты, ультра чистые заготовки, контролируемая среда. | ISO 9692-3 |
Примечание. Рейтинг основан на консенсусной оценке отчета о сварке сплава алюминиевого сплава Международным институтом сварки (IIW) и Американским обществом сварки (AWS). AWS D1.2, IIW DOC. IX, ISO 9692-3 являются соответствующими стандартами.
Понимание материала является основой для хорошей сварки. Углеродистая сталь требует хорошей сварки больших величин, нержавеющая сталь требует мелкого теплового контроля, чтобы предотвратить деформацию и сквозную проблему, а такжеалюминиевые сплавыНеобходимо преодолеть три основные трудности оксидной пленки, потребности в тепла и водорода.
«JS очень хорошо знает свойства материала и места сварки. Неужели ваш проект преследует прочность, коррозионную стойкость, легкую или экономическую эффективность, выбор правильного родительского материала, и хорошо сварка является ядром успеха. Вы подготовили свой список материалов? Мы всегда доступны для предоставления профессиональных советов».
Роль души: выбор металлов наполнителей
Теперь давайте поговорим о другомКлючевая роль в сварке, металлическом наполнителе (сварка, сварка)Полем Вы можете думать об этом как о «мостовом» материале, соединяющем два куска родительского металла. Его выбор напрямую влияет на силу, прочность и жизнь сварного шва. Только выбирая правонаполнитель металлМожно ли гарантировать производительность сварки.
Основной принцип: сопоставление и превышение
Первое эмпирическое правило для выбора металла наполнителя - это соответствие основному металлу. Его химический состав, прочность, пластичность и т. Д. Должны соответствовать основному металлу, который вы сварки.
«Согласно« Принципам и приложениям сварки »: успех сварного шва в конечном итоге зависит от его самой слабой связи».
Поэтому довольно часто мы намеренно выбираем металлы наполнителя чуть выше, чем базовый металл. Почему? Чтобы мы могли обеспечить, чтобы сварной швар был самой сильной частью всей сборки.
Типичный инвентарь металла наполнителя
Стальная сварка:
- ER70S-6 (MAG/MIG WIRE): Самый универсальный сварочный провод «разъем всех сделок» для сварки низкоуглеродистой стали. Кремниевые и марганцевые спланированы, что может сделать сварной шар более гладким и более гладким и уменьшить дефекты сварки.
- E6013 (ручный стержень): очень универсальный ручный стержень, с которым прост в обращении с стабильной дугой. Может быть использован во всехСварные позиции(горизонтальный, горизонтальный, вертикальный и вертикальный) и имеет низкую точку входа.
Сварка из нержавеющей стали:
- ER308L: используется исключительно для сварки наиболее распространенной 304 нержавеющей стали. «L» относится к низкоуглероду, который очень важен и может эффективно использоваться для сопротивления коррозии в области, окружающей сварку после сварки.
- ER316L: Приваривать его при зарегистрировании из нержавеющей стали 316, которая содержит молибден.Он также содержит молибденам, обеспечивая улучшенную сопротивлениеКоррозия хлоридови подходит для прибрежного экспозиции или химического оборудования.
Сварка алюминиевого сплава:
- ER4043: кремний (SI) -содержащий алюминиевый сварка, наиболее широко используется. У бассейна сварки есть отличная текучесть, цвет сварного шва хорошего, а тепловые трещины трудно создать.
- ER5356: алюминиевая сварка магния. Общая прочность и прочность сварки, как правило, выше, чем ER4043. Другое преимущество заключается в том, что в случае, если заготовка будет анодирован, цвет сварного шва, сварного вместе с ним, ближе к базовому металлу, а внешний вид более приятен.
При выборе металла наполнителя, одинаково, к базовому материалу является основой, а правильная «высокая конфигурация» более надежна. Знакомство с характеристиками и применимыми сценариями основных моделей, таких как ER70S-6, ER308L и ER4043, является ключом к сваркеВысококачественные сварные швы.
«В JS мы хорошо знаем о характеристиках каждого сварочного провода или электрода. Не путайте в выборе материала, расскажите нам о своем базовом материале и условиях труда, и мы поможем вам точно соответствовать лучшему решению для заполнения».
Закулисный герой: экранирующие материалы
Проработав несколько лет в качестве сварщика, я могу сказать одну вещь: независимо от того, насколько хороши базовый металл и проволока, трудно сделать отличный сварка без хорошего «зонтика для защиты».Это закулисные герои сварки,Безымянный, но незаменимый. Сегодня мы поговорим об этих двух закулисных героях:
Экранирующие газы - важнейший ингредиент Tig & Mig
(1) Pure Argon (аргон, AR):
Это мой золотой партнер для нержавеющей стали, алюминия, титана и других металлов.
Что делает чистый аргон моим золотым приятелем?
Этоинертный газЭто не участвует в какой -либо химической реакции при высокой температуре, обеспечивая очень чистую защитную среду для расплавленного бассейна, практически исключая окисление и нитридацию.
(2) углекислый газ (Co₂):
Это не дешево, но дуговая стабильность плохая, если она используется в одиночку, и высокая сварка легко образуется. Следовательно, он обычно не используется в одиночку.
(3) Смесь аргона/углекислого газа (смесь AR/CO₂):
- Это наиболее часто используемый процесс для соединения простых углеродистой стали (сварка MIG), с типичным 75% аргоном и 25% углекислого газа. Более высокая концентрация аргона значительно улучшает стабильность дуги и уменьшает Spatter.
- Co₂ служит целиУвеличение дугии расплавленное проникновение бассейна, что приводит к большему проникновению сварного шва по относительно дешевой цене.
Сравнение характеристик защиты газа:
| Газовый тип | Квалифицированный в сварочных материалах | Степень брызги | Стабильность дуги | Относительная стоимость |
| 100% газ аргона (AR) | Нержавеющая сталь, алюминий, титан. | ★ ☆☆☆☆☆ (очень низкий) | ★ ★ ★ ★ ★ (чрезвычайно стабильный) | ★★★ ☆☆ (выше) |
| 100% co₂ | Углеродистая сталь (конкретный случай). | ★ ★ ★ ★ ☆ (очень высоко) | ★★ ☆☆☆☆ (нестабильный) | ★ ☆☆☆☆☆ (минимум) |
| 75% AR / 25% Co₂ | Углеродистая сталь (основной выбор). | ★★ ☆☆☆☆ (среда) | ★ ★ ★ ★ ☆ (очень стабильный) | ★★ ☆☆☆☆ (среда) |
Источник данных: Общедоступная компиляция AWS Американского сварочного общества.
Поток: душа сварочных стержней и погруженной дуговой сварки
Покрытие на внешней стороне сварочного стержня, или частицы, посвященныеПогруженная дуговая сварка(все называется поток), будет растопить и реагировать под высокой температурой дуги, играя три ядра: роли:
- Производство экранирующего газа: он распадается при нагревании, а образуемый газ изолят воздух, покрывающий расплавленный бассейн, в попытке сгибаться кислородом и азотом от вмешательства.
- Формирование слоя шлака: он плавит, чтобы создать жидкий слой оболочки, известный как «шлак», и покрывает все еще горячий сварка.Эта оболочка должна изолировать воздух, и во -вторых, это позволяет сварному шва медленно остывать, делая его менее вероятным, и улучшает образование сварного шва и отделку поверхности.
- Регулировка металла: некоторые расширенные потоки содержат легирующие элементы или дексидизаторы, которые смешиваются с металлом сварного шва при расплаве, что может улучшить прочность и прочность сварного шва.
«Выбор правильного защитного газа и потока не является смешным вопросом, и он оказывает прямое влияние на качество, эффективность и даже стоимость сварного шва. Не просто фокусируйтесь на базовом материале и сварочной проволоке. Используйте эти защитные материалы правильно, чтобы сварная заготовка могла выдержать тест. Хочу найти наиболее подходящие« защитные Умблеэльи »для вашего процесса сварки? Чувствуют свободные, чтобы общаться с нашими JS, и мы будем производить части вместе!»
Фактический анализ боевых случаев: «катастрофическая» коррозия труб из нержавеющей стали 316L
Далее я поделюсь с вами дорогостоящим уроком, который я лично пережил, реальным случаем «катастрофической» коррозии, вызванной неправильным выбором материала для из нержавеющей стали 316LСварка трубПолем Это живое доказательство того, что при сварке последствия выбора подобных материалов могут быть далеко за пределами воображения.
Задача клиентов: быстрое ржавание новых трубопроводов на химических заводах
Фон проекта:Химический завод построил новый ключевой трубопровод, а средне, которую она транспортировала, содержал хлориды. В конструкции указано использование из нержавеющей стали 316L из -за ее превосходной сопротивления коррозии хлорида (особенно коррозии, коррозии).
Проблема:Когда строительная команда была сваркой, у них обычно использовался сварочная проволока ER308L (обычно используется для сварки 304 нержавеющей стали) под рукой. Они думали, что, поскольку все они были нержавеющей сталью, они должны быть похожими, поэтому они непосредственно использовали ее для приготовления всего трубопровода.
Катастрофа:Менее чем через три месяца после использования трубопровода в зоне сварки появились серьезные ржавчины и ямы, которые полностью не соответствовали требованиям срока службы дизайна, и система подвергалась риску утечки!
Анализ отказов JS: поиск «настоящего виновника»
После получения запроса на помощь мы немедленно провели углубленный анализ неудавшегося сварного шва, особенно анализа состава материала (тест PMI). Результаты очень ясны:
Куда прошел молибден (Мо)?
- «КАРТА Трампа» из нержавеющей стали 316L для коррозионной устойчивости хлорида представляет собой 2-3% молибден (МО) элемент, который он содержит. Тем не менее, тест обнаружил, что всварной металл!
- Причина проста: сварочная проволока ER308L, используемая строительной стороной, не содержит молибдена. Сварной сварной шов потерял ключевую броню, чтобы противостоять коррозии хлорида.
- «Эффект батареи» ускоряет разрушение: что еще хуже, сварка (с композицией, близкой к 304 из нержавеющей стали), и основной материал (316L из нержавеющей стали) образуют электрохимическую коррозию в коррозийной среде. Как крошечная батарея, сварка, в которой отсутствует молибден (аналогичный аноду), приносятся в жертву, а скорость коррозии ускоряется. Обогащенный молибденом материал (аналогичный катоду) защищен.Эта комбинация приводит к быстрому и катастрофическому отказа в области сварки.
Сравнение ключевых данных: химический состав базового материала, неправильный сварочный материал и правильный сварочный материал:
| Тип материала | Cr (%) | Ни (%) | Мо (%) | С (макс, %) | Стандарты |
| 316L Базовый материал | 17-20 | 10-14 | 2.0-3.0 | 0,030 | ASTM A240/A240M |
| ER308L Сварка | 18-21 | 9-11 | 0 | 0,030 | AWS A5.9 ER308L |
| ER316L Сварка | 18-20 | 11-14 | 2.0-3.0 | 0,030 | AWS A5.9 ER316L |
Примечание. Сварная проволока ER308L вообще не содержит молибдена (МО), в то время как сварочная проволока ER316L полностью соответствует содержанию молибдена в базовом материале 316L.
Решение JS: правильные ошибки и перестроить линию обороны
(1) Тщательно устранить скрытые опасности:
Все сварные площади, где неправильный ER308Lсварочная проволокаИспользовался должен быть удален.
(2) Точное соответствие материалов:
Обязательно использовать сварочный провод ER316L для повторного прохожденияПолем Сварная проволока ER316L содержит достаточное количество молибдена (МО), чтобы гарантировать, что коррозионное сопротивление сварного соединения полностью соответствует основному материалу 316L, образуя полную систему коррозионного сопротивления.
(3) Строго контролируют контрольные точки качества:
- Сварные материалы должны быть проверены перед входом на склад: все сварочные материалы должны быть проверены на получение сертификации материала и отбора проб компонента перед входом на склад.
- Отбор проб после Weldding: после протекания неразрушающего тестирования (например, PT/RT) и выборки компонентов (PMI) выполняются на ключевых сварных швах, чтобы убедиться, что риск не существует.
Результаты и размышления: небольшая цена, большая потеря
- Окончательные результаты: Система трубопроводов, восстановленная в соответствии с правильным планом, имеет долгосрочную стабильную работу в среде, содержащем хлорид, превосходную коррозионную стойкость и полностью соответствует требованиям срока службы проектирования. Клиент очень доволен.
- Болезненный урок: прямая экономическая потеря этой аварии - миллионы затрат на переработку и серьезные задержки производства. И отправной точкой всего этого является просто из -за выбора сварочных проводов, которые «выглядят похожими», но могут стоить всего несколько долларов за килограмм. Это огромное неравенство глубоко раскрывает первостепенное значение точногоМатериал сопоставлениево время сварки.
Ключевое откровение:
Какой тип сварочного металла используется?
Ответ - не только сама сварка, но и полная система, которая точно соответствует производительности родительского материала. Ядро профессиональногоИндивидуальное производство сваркиВ глубоком понимании материальной науки заключается в том, чтобы каждый выбор от родительского материала до сварочного материала был точным. Неправильно почти, стоимость может быть катастрофической.
«Этот случай предупреждает нас, что выбор сварочных материалов не является тривиальным вопросом, особенно когда речь идет о коррозионных средах. Обязательно соблюдайте химический состав и требования к производительности сварочного материала и родительского материала. У JS есть профессиональные материалы и команда сварки, которые могут предоставить вам точные предложения по выбору материалов и решающие решения для сварки для обеспечения того, чтобы ваш проект имел прочную основу».

FAQ - ответьте на вопросы о выборе материала
Почему вы не можете использовать стальные сварки для сварки алюминия?
Это абсолютно невозможно! Причина проста. Свойства стали и алюминия слишком разные. У них разные точки плавления, разные атомные композиции и разные электрические проводимость.
Если вы принуждаете стальные сварочные стержни к сварке алюминия, они не только не могут хорошо сплачиваться при высоких температурах, но и сформируют очень хрупкое соединение. В результате, сварная сварка, которую вы получаете, будет таким же хрупким, как печенье, которое может сломаться при малейшем прикосновении и вообще не имеет силы.
Какой дым производится во время сварки? Это вредно для человеческого тела?
Дым, который вы видите во время сварки, на самом деле представляет собой смесь пара, газа и очень мелких частиц, полученных при высокой температурной плавлении металлов и сварочных материалов. Например, сварка оцинкованного листа будет испускать цинковый дым, а сварка нержавеющая сталь излучит металлические компоненты, такие как хром и никель.
Этот дым абсолютно вреден для организма! Если вы вдыхаете его в течение долгого времени, он серьезно повредит вашей дыхательной системе и даже увеличит риск рака. Так что не будь небрежным! Независимо от того, куда вы сдаетесь, убедитесь, что сайт хорошо вентилируется, и обязательно носите профессиональную защитную маску или респиратор.
Как выбрать правильный сварочный материал для моего проекта?
- Сначала выясните, какой металл вы собираетесь сварки? Это самый фундаментальный. Это обычная сталь, нержавеющая сталь, алюминий или что -то еще? Как только тип материала определяется, общее направление определяется.
- Затем обратитесь к стандарту! Каждый обычно используемый металл имеет соответствующую рекомендуемую модель сварки, такую как стандарт AWS (Американское общество сварки). Вам нужно найти официальную рекомендованную модель, которая соответствует вашему родительскому материалу.
- Оцените, где он будет использоваться? Он расположен в помещении, на улице под дождем, в высокотемпературной среде или выдерживает большую часть силы? Эти условия использования будут напрямую влиять на какой конкретный сварочный материал, который вы в конечном итоге выберете.
- Ищите профессиональную техническую поддержку: если есть сложные условия труда или неопределенности, обязательно проконсультируйтесь с сварочным инженером. Неправильный выбор материала может вызвать сбой сварного шва, и мы можем предоставить услуги проверки соответствия материала.
Краткое содержание
Ядро успешной сварки - этоточное соответствиематериалов.Каковы характеристики используемого основания, который вы используете, который сварки и сварка, чтобы выбрать, и даже соотношение экранирующего газа, каждый шаг непосредственно влияет на качество конечного сварка. Истинно понимание взаимодействия между материалами является ключевым знаком, чтобы отличить профессиональное производство от попыток любителя.
Вы все еще беспокоитесь о том, какой материал сварки? Не позволяйте этому стать недостатком вашего проекта!
В JS у нас есть не только квалифицированные сварщики, но и группа инженеров, которые обладают опытом в области материалов. В какой среде будет использоваться ваша заготовка? Сколько силы нужно противостоять? Антикоррозия или высокотемпературная устойчивость? Мы поможем вам проанализировать ваши потребности, точно соответствовать всему набору решений для сварочных материалов и предоставим четкие иПрозрачные цитатыПолем
Свяжитесь с нами сейчас!Позвольте JS использовать правильные материалы, чтобы помочь вам приваривать хороший продукт, который является сильным и долговечным.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Ресурс

