

Поверхностная отделкаэто широко упускаемое из виду связь. Он стоит за блестящим внешним видом продукта и управляет основной производительности и опытом.
Подумайте об этих головных болях: детали, которые вы разработали, являются размерными точными, но они теряются и изношены из -за чрезмерного трения, когда они собираются. Ваши самые лучшие электронные продукты с превосходными взглядами имеют отпечатки пальцев на всех поверхностях при прикосновении потребителей, и сразу же падает стоимость. Причины этих головных болей обычно заключаются в том, что обработка поверхности не очень хорошая.
Это не так просто, как предыдущий процесс украшения. Устойчивость к износу автомобилей, коррозионная устойчивость медицинского оборудования, прочность на связь между металлом и прикосновение оболочки мобильного телефона - все это полагается на обработку поверхности. Это как будто носить невидимое умное пальто для продукта, не только хорошо выглядит, но и функционально.
Не недооценивайте это!Хотя потребитель может не заметить это, качество отделки на поверхности напрямую влияет на срок службы продукта, надежность и удовлетворенность клиентов.
Привести реальный пример: вАвтомобильная промышленность, более 80% отзывов из -за поверхностных дефектов! Разве этого не достаточно, чтобы продемонстрировать проблему? Независимо от того, чтобы сделать зеркальный глянец или матовый ощущение, для улучшения плотной функции или для обеспечения адгезии покрытия, обработка поверхности является важнейшим основным техническим звеном при изготовлении точного производства. Он определяет, являются ли продукты, изготовленные нами, просто пригодны для использования или, скорее, просты в использовании и долговечны.
Основное резюме ответа:
| Цель обработки | Общие примеры процесса | Центральная роль |
| Улучшить эстетику | Песочница, полировка, анодирование, живопись. | Изменить цвет, блеск и текстуру, чтобы улучшить ощущение изысканности |
| Повысить производительность | Твердый анодирующий, жесткий хромий, аттерея. | Улучшение твердости, износостойкости и коррозионной стойкости |
| Изменение функции | Золотое покрытие, серебряное покрытие, пассивация. | Повысить проводимость, сварку и биосовместимость |
Эта статья ответит на ваши вопросы:
- В этом руководстве я определяю для вас, что такое обработка поверхности.
- Я покажу вам, как прочитать маркировку шероховатости поверхности на инженерных чертежах.
- Тогда я намечу наиболееМеталлические методы отделки поверхностиПолем
- В сочетании с проблемой отбора реальной жизни, как сбалансировать требования к производительности, эстетические эффекты и производственные затраты, используйте реальные случаи, чтобы объяснить, как выбрать.
- Наконец, используйте сеанс вопросов и ответов, чтобы ответить на конкретные вопросы, с которыми вы можете столкнуться.
Почему вы должны доверять этому руководству? Реальная практика JS в обработке поверхности
Мы не просто обрабатываем детали в нашей компании JS. Мы предлагаем готовый продукт, который клиенты теперь могут приобрести и использовать.Тонкие детали процесса обработки поверхности - это именно те, которые мы обсуждаем.
- Например, если вы хотите, чтобы ваш мобильный чехол был таким же гладким и хрупким, как телефоны Apple, какой грубый песок и тонкий песок вы должны распылять? Мы делаем.
- А чтобы электролитическая полировка медицинского имплантата была имплантирована в организм человека, как выбрать параметры, чтобы сделать его гладким и безопасным, чтобы организм не отверг его? Это также вопрос, который мы задумались день за днем.
Мыпомочь вам решитьВсе проблемы компонентов изнутри, от точности размерных до окончательного появления и ощущения. Говоря об опыте, ни одна из рекомендаций в этом руководстве не поступила непосредственно из книг, а скорее обобщено после того, как мы помогли клиентам решить сотни проблем.
- Получил ли клиент проблему более темного и легкого в некоторых областях после анодирования? Это из-за неравномерной толщины пленки, и мы преодолели ее.
- Продукт клиента провалил тест на соляный спрей и ржавел? Проблема в том, что покрытие не было выбрано надлежащим образом в начале, и мы испытали одно и то же.
Каждое из слов, которые вы читаете здесь, - это наш полевой опыт, полученный в результате повторных испытаний в лаборатории и непрерывного тестирования в мастерской, пота и денег. Это не пустая теория, а проверенный метод пробовал сотни раз.
«Мастер качества Филипп Кросби подчеркнул: качество не определяется инспекцией, а создается и создается с самого начала».
Основная цель этого руководства состоит в том, чтобы позволить вам выполнить обработку поверхности при производстве и проектировать корень, удалить возможные опасности и улучшить качество и надежность продукта.
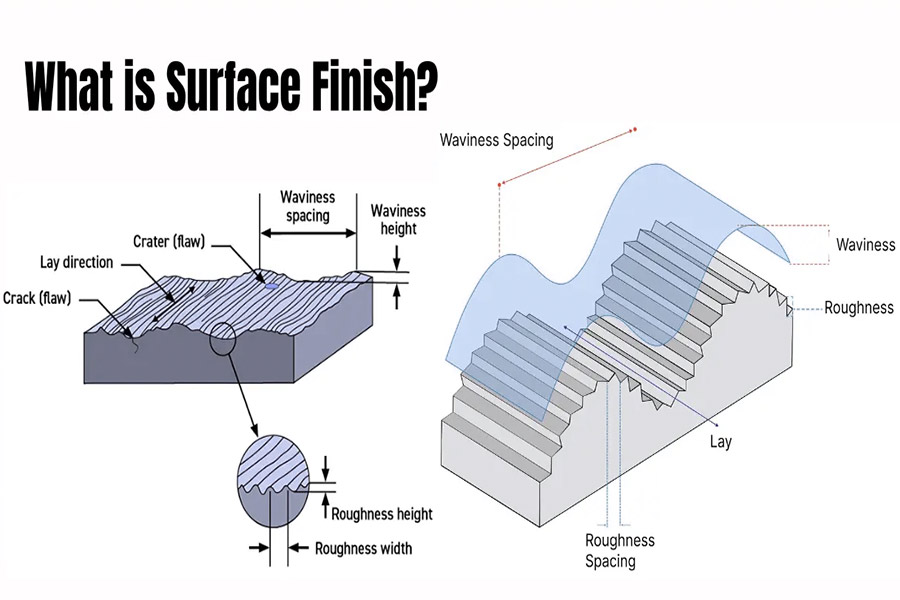
Интерпретация языка инженеров: шероховатость поверхности
Для нас, инженеров, плавность - это не просто чувство. Это ключевой параметр, который может быть точно измерен и четко написан черно -белым, которыйшероховатость поверхности.
Что такое шероховатость поверхности (RA)?
Проще говоря, RA (средняя шероховатость) является основным индикатором, чтобы измерить, насколько «грубая» или «гладкая» является поверхностью.
Представьте себе: даже если металлическая поверхность выглядит гладкой, она на самом деле выглядит как миниатюрная гора, когда вы увеличиваете масштаб, с «пиками» и «долинами».
Как измерить РА?Он измеряет среднюю высоту от этих «гор» до «дна долины».
Числовое значение:Чем меньше значение РА, тем меньше пики и долины, а также плоско и гладко поверхность.
Например:
- RA 3,2 мкм: это похоже на компактную грунтовую дорогу с чувством взлетов и падений.
- RA 0,8 мкм: это как плоская асфальтовая дорога, намного более плавная.
- RA 0,1 мкм: это абсолютно окончательная гладкость верхнего уровня трека F1.
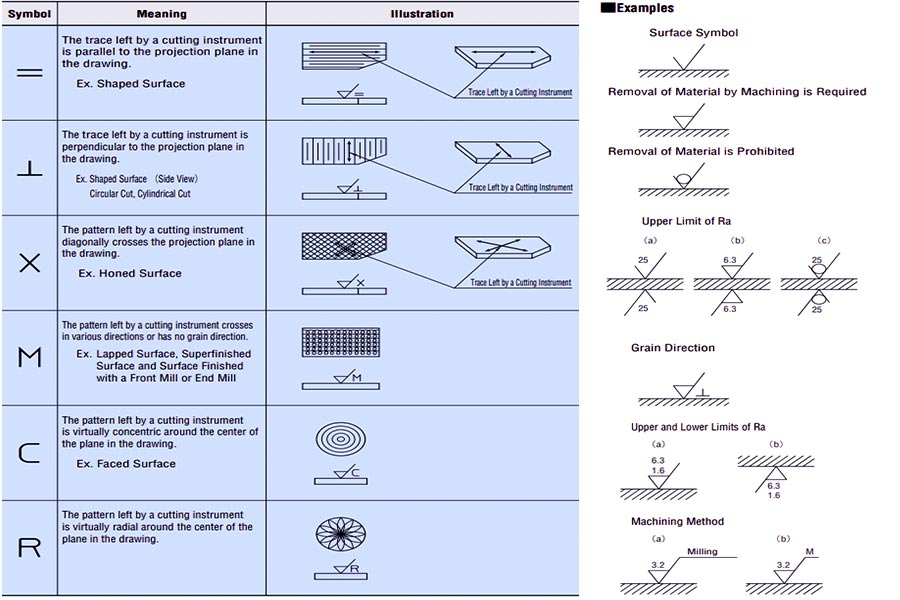
Как прочитать символы обработки поверхности на рисунках?
- Знак «отметка» (√) на чертежи является спецификацией шероховатости поверхности. Критическая информация скрыта в следующих местах:
- Значение RA (ключ!):Число, записанное внутри «галочка», такое как 3.2, означает максимально допустимую шероховатость (значение RA не может его превышать).
- Как обработать?: Текст на горизонтальной линии над «Патронной маркой» говорит вам, какой процесс использовать для его достижения, например, какфрезерованиеи шлифование.
- Как измерить длину? : Число справа (или ниже) «отметки чека» указывает длину выборки (длина выборки), выбранную во время измерения.
- В каком направлении обращается текстура? : Маленькие символы под «проверкой», такие как = (параллельно), x (Cross), M (многонаправленное), указывают направление текстуры поверхности.
Насколько гладкие могут сделать разные процессы? (Общий диапазон значений RA)
Процесс, который вы выбираете, в значительной степени определяет, насколько гладкой может быть поверхность. Давайте посмотрим на наши общие:
| Технология обработки | Типичный диапазон значений RA (мкм) | Чувство выглядящего/трогательного |
| Кастинг | > 12.5 | Это явно грубо, с видимыми песчаными отверстиями и гранулированной текстурой. |
| Фрезерование | 1.6 - 6.3 | Вы можете увидеть/почувствовать, как нож отмечает один за другим. |
| Поворот | 0,8 - 3,2 | Есть очень прекрасные спиральные узоры, более плавные, чем фрезерование. |
| Шлифование | 0,2 - 1,6 | Это довольно гладко, с некоторыми направленными тонкими линиями. |
| Полировка | <0,4 | Очень яркий, продвинутый может достичь зеркального эффекта. |
«Понимание шероховатости поверхности RA и рисование символов-это ключевой шаг для обеспечения производительности и внешнего вида деталей. Не позволяйте шероховатости становиться недостатком вашего продукта! В JS мы занимаемся этими деталями каждый день. Хотите, чтобы части были простыми в использовании и хорошим?
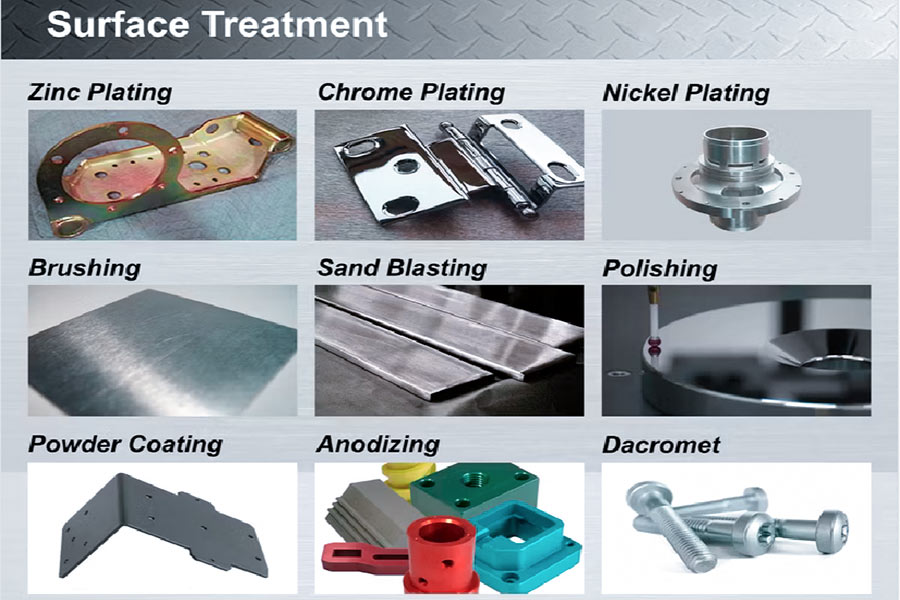
Основной процесс отделки поверхности
Есть много способов обработки поверхности, как и набор инструментов нашего инженера. Каждый инструмент имеет лучший метод лечения. Ключ зависит от того, какого эффекта вы хотите, чтобы эта часть достигла.
Категория 1: подъемактивный метод, создавая поверхностную плавную
Это для измельчения поверхности или удаления слоя, чтобы сделать его более гладким, более равномерным или создать определенную текстуру:
- Песочница/выстрела: ударить поверхность детали высокоскоростным песком или небольшими стальными выстрелами. Эффект состоит в том, чтобы сделать равномерную матовую поверхность, и она также может высвободить напряжение внутри части, чтобы сделать ее сильнее. Я часто использую его, чтобы сделать детали внешнего вида или очистить поверхность.
- Полировка/шлифование: цель состоит в том, чтобы продолжить максимальную плавность! От полировки машины до более усовершенствованной химической механической полировки, основной идея состоит в том, чтобы измельчить слой за слоем, чтобы минимизировать поверхностные ямы (значение RA) и сделать его блестящим или даже похожим на зеркало. Смотреть корпусы и высококачественные декоративные детали неразделимы от них.
- Проводной чертеж: это должно было быть замечено всеми. Текстура многихДомашние панелиэто использовать шлифовальный ремень или щетку, чтобы «нарисовать» прямые линии на поверхности в определенном направлении, которое выглядит очень текстурированно.
Категория 2: Аддитивный метод - положить «одежду» на поверхность
Этот процесс состоит в том, чтобы поставить дополнительный слой материала на внешнюю часть детали, в основном для защиты, внешнего вида или создания новой функции. В общей операции на поверхности и отделке поверхности:
- Объем: Погрузите деталь в раствор металла и пропустите электрический ток, чтобы непрерывно наклеить тонкий слой металлической пленки. Например, никелевое покрытие-это анти-рост, хромированное покрытие является глянцевым и износостойким (например, автомобильный бампер), а золото/серебряное покрытие в основном для проводимости. Мы часто используем его для изготовления разъемов и украшений.
- Анодирование (для алюминия): это «исключительная броня» для алюминия и его сплавов. Благодаря электрической обработке жесткая и оксидная пленка «растет» на поверхности алюминия. Он красочный, защищен от коррозии и износ. Мы используем этот процесс на многих потребительских электроники и автомобильных компонентах.
- Распылительная живопись/распыление порошка: самый популярный, может быть. Распылительная покраска - это распыляющая жидкая краска, а распыление порошкового распыления распыляет заряженный пластиковый порошок (статически адсорбированный, а затем запеченная). Это высокого разнообразия и хорошей защиты. От автомобилей до стиральных машин, везде. Наиболее используется вНаша мастерская - распыление порошка, что является экономически эффективным и также экологически чистым.
Категория 3: Метод преобразования - изменение самой поверхности
Это не аддитивный или подтронный метод, но изменяет свойства поверхностного материала:
- Пассивация (нержавеющая сталь): Используйте специальную кислоту, чтобы смыть оставшиеся заявки на железо на поверхности, чтобы натуральная, супер-защищенная от ржавчина тонкая пленка оксида хрома на поверхности нержавеющей стали была более компактной и идеальной, а свойство, защищенное от ржавчины, напрямую достигает высокого уровня. Вам нужно пройти этот уровень для производствамедицинские устройстваи пищевое оборудование.
- Чернило/фосфалирование (в основном для стали): Чернило образует тонкий черный оксидный слой на поверхности стали, а фосфалирование образует фосфатный кристаллический слой. Основная функция заключается в предотвращении ржавчины, и это отличная грунтовка для последующей живописи, что делает краску лучше. Большинство черных болтов и инструментов, которые вы видите, обрабатываются.
- Тепловая обработка (поверхностное упрочнение): например, нитрирование и карбинизация. Это не только нагрев, но и поместить части в особую атмосферу, чтобы нагреть их. Позвольте этим материалам «сверлить» на поверхности с частями и изменить «телосложение» поверхности. Цель состоит в том, чтобы сделать поверхность деталей особенно жесткой и устойчивой к износу, но ядро должно быть жестким. Передачи и валы, которые несут тяжелые трения, все полагаются на это.
«Профессор Майк Ф. Эшби, власть по выбору материалов, подчеркнул, что выбор, обработка и поверхностная обработка материалов следует рассматривать в целом, что является совместным путем для достижения функции продукта, красоты и надежности».
Выбор процесса отделки поверхности зависит от функциональных требований, требований к внешнему виду и использования среды деталей. JS фокусируется на технологии материала поверхности и предоставляет профессиональные исследования и суждения. Пожалуйста, предоставьте нам ваши конкретные потребности и чертежи части. Мы объединим наш опыт, чтобы порекомендовать наиболее подходящиепроцесс решенияДля того, чтобы убедиться, что детали имеют надежную производительность и соответствовали стандартам внешности за один шаг.
Фактический анализ случая: решение по обработке поверхности высококачественного кронштейна беспилотников
Обработка поверхности не означает выбор процесса. Это больше похоже на строительные блоки. Необходимо объединить различные «строительные блоки» (процессы) в соответствии с потребностями различных частей деталей для достижения наиболее совершенного эффекта. Следующий случай кронштейна беспилотников особенно иллюстрирует эту истину.
Задача клиентов: это должно быть красиво, долговечнее, легкое и экономически эффективное
У нас есть клиент, который хочет создать кронштейн с сплава алюминиевого сплава (6061-T6) для профессионального беспилотника с аэрофотосъемкой. Требования не просты:
- Высокий внешний вид: он должен быть высококачественный матовый черный и должен точно соответствовать дизайну тела.
- Должен быть долговечным: он часто летит на улице, подвергается воздействию ветра и дождя, и должен быть устойчивым к царапинам и устойчивым к коррозии.
- Ключевые детали должны быть устойчивыми к износу: внутреннее отверстие, соединяющее кронштейн, и кардинг часто активен, поэтому оно должно иметь низкое трение и быть супер-устойчивым к износостойкой, в противном случае он будет свободен за короткое время.
- Затраты должны контролироваться: это то, что должно бытьмассовый продукт, так что это не может быть слишком дорого.
Хитрость JS: обработка разделения и решайте его шаг за шагом
Первоначальный план столкнулся с противоречиями:
- Проблема 1: Если весь кронштейн жесткий анодирован, износостойкость внутреннего отверстия (HV500+) абсолютно удовлетворена, но общий вид темно -серый, а не чистый матовый черный, который хотят клиенты, а стоимость очень высока.
- Проблема 2: Если выполняется только обычная песчаная обработка + черная анодирование, внешний вид матовой черный, а стоимость также снижается, но твердости внутренней дыры недостаточно (обычного анодирования - это HV300), и оно не может противостоять ежедневным трениям Гимбала.
В приведенных выше двух решениях невозможно, что делать?Мы использовали наше глубокое понимание инструментов отделки поверхности для оптимизации схемы комбинации:
Шаг 1: Общая песчаная обработка
ПослеЧПУ обработанаКронштейна, сначала выполните 150# Стекло из бусина в целом. Этот шаг делает поверхность всей части равномерной и деликатной, закладывая основу для последующего матового эффекта.
Шаг 2: Защитите ключевые части
Используйте специальную высокотемпературную резиновую пробку, чтобы точно защитить внутреннее отверстие, которое требует стойкости к износу. Этот шаг должен быть точным, а утечка не должна произойти.
Шаг 3: Получите вид цвета
Теперь сделайте обычный черный анодирование для кронштейна. Поскольку внутреннее отверстие защищено, окисляющая жидкость не может войти, поэтому только внешняя поверхность становится черной. Мы контролируем толщину черной оксидной пленки примерно до 15 мкм, чтобы мы могли получить высококлассный матовый черный вид, который хотят клиенты, и стоимость соответствует ожиданиям.
Шаг 4: местное жесткое окисление
Осторожно удалите защитную резиновую пробку внутреннего отверстия и выполните твердое анодирование только в этом внутреннем отверстии. Этот шаг заставляет толщину оксидной пленки на внутренней поверхности отверстия достигать более 40 мкм, твердость превышает HV500, износостойкость очень хороша, а проблема трения в картине идеально решается.
Окончательный результат: используйте комбинированное решение для достижения эффекта 1+1> 2
Взгляните на реальные преимущества, внесенные этим комбинированным решением:
| Индекс | Единый план процесса | Схема комбинации JS | Преимущества отражены |
| Появление | Тяжелое окисление выглядит как темно -серый/ярко -серый, что не соответствует требованиям. | Высокий матовый черный, полностью удовлетворяющий дизайн. |
Увеличить эстетическую ценность продукта.
|
| Износостойкость внутренней дыры | Обычной твердости окисления недостаточна (около HV300). | Жесткое окисление, твердость> HV500, отличная устойчивость к износу. | Значительно продлевает продолжительность жизни основных компонентов. |
| Комплексная стоимость | Стоимость полностью жесткого окисления высока. | Стоимость комбинированного плана снижается примерно на 20%. | Значительно повысить конкурентоспособность рынка. |
Основное откровение:
Этот случай учит нас, что превосходная поверхностная инженерия - это не «заказ блюда» в меню, а как старый китайский врач, назначающий рецепт, определяются «симптомы» (требования) различных частей, а затем определяется точный «комбинированный рецепт». Это опирается на понимание различных процессов и практического опыта, накопленного в семинаре.
"Поверхностная отделкаявляется ключевой ссылкой в определении производительности продукта и внешнего вида. Столкнувшись со сложными требованиями, JS хорош в использовании комбинации процессов для достижения наилучших результатов по лучшим затратам. Хотите, чтобы ваши ключевые компоненты были надежными и выдающимися? Немедленно отправьте нам свои детали и требования к производительности, и команда JS -инженера настраивает для вас решение по обработке поверхности ».

FAQ - Ответьте на вопросы обработки поверхности
Что лучше, анодирует или живопись?
На самом деле, нет простого «лучше», ключ зависит от того, что нужны вашим частям.
- Анодирование в основном для алюминиевых частей. Это сформировать жесткую пленку на подложке. Он имеет супер сильную связь, чрезвычайно устойчивую и более металлическую текстуру, но меньше вариантов цвета.
- Распылительная покраска/распыление порошка - это покрытие слоя краски с чрезвычайно богатыми цветами, который подходит практически для любого материала и имеет высокую стоимость, но покрытие относительно легко повредить ударами.
Какой метод лечения мне выбрать?
Для крайней долговечности и металлического ощущения (алюминиевые части) выберите анодирование. Для красочного внешнего вида или не алюминиевых материалов выберите распылительную живопись. Существуют и другие решения в области покрытия и отделки поверхности (например, гальванизация), и окончательный выбор зависит от ваших конкретных потребностей.
Почему мои детали из нержавеющей стали все еще ржавеют? Разве это не сказано, что нержавеющая сталь не будет ржаветь?
Что касается вопроса ржавчины деталей из нержавеющей стали,Ключевой момент необходимо прояснить:
Природа нержавеющей стали «относительно не легко ржаветь», но не «абсолютно не ржавчина».Во время обработки или использования поверхность может быть загрязнена загрязняющими веществами, такими как железо, или ее естественная защитная оксидная пленка может быть разрушена. Эти поврежденные или загрязненные участки станут отправной точкой ржавчины во влажной, соленой среде.
Следовательно, для применений, которые требуют чрезвычайно высокой устойчивости ржавчины (например, медицинских устройств и запасных частей), этого недостаточно для использования только нержавеющей стали. Пассивирование должно выполняться после обработки. Пассивация полностью удаляет поверхностные загрязнители с помощью химических методов и заставляет поверхность нержавеющей стали восстанавливать более плотную и более стабильную защитную пленку из оксида хрома. Это ключевой шаг, чтобы гарантировать, что детали из нержавеющей стали могут воспользоваться их коррозионной стойкостью.
Являются ли «поверхностная отделка» и «шероховатость поверхности» одинаково?
Как инженер в JS, разница между отделкой поверхности и шероховатостью должна быть прояснена:
Эти два по сути указывают одни и те же атрибуты, но с противоположными углами выражения.
- Шероховатость поверхности является количественным техническим параметром, который точно измеряет микроскопическую вогнутость и выпуклость поверхности через определенное значение (например, RA = 0,8 мкм). Чем меньше значение, тем более гладким оно.
- Поверхностная отделка - это традиционная качественная концепция, которая использует символы оценки (например, ▽ 7), чтобы смутно описывать степень плавности. Чем выше оценка, тем более гладко.
В современной инженерной практике мы предпочитаем использовать маркировку шероховатости со значениями RA (например, RA 1.6). Это выражение является более точным, количественным и в соответствии с международными стандартами, и может избежать ошибок обработки, вызванных определениями расплывчатого уровня.
Проще говоря: шероховатость выражается в числах, гладкость выражается в символах, а цифровая шероховатость - это универсальный язык текущего инженерного общения.
Краткое содержание
Поверхностная отделка далеко не дополнительная связь в конце производственного процесса. Это основной инженерный элемент, который требует стратегического рассмотрения в начале дизайна продукта. Он напрямую определяет обращение продукта, функциональную надежность, срок службы и общую экономическую эффективность. Освоение и оптимизацияповерхность процессы отделкиэто ключевая способность создавать отличные продукты.
Вы обеспокоены тем, что неправильная обработка поверхности ослабит потенциал стоимости вашего продукта?
В JS у нас есть полное оборудование для отделки поверхности и накопление глубокого проектирования. От CNC завершить,Формирование листового металлаДля окончательной обработки поверхности мы предоставляем универсальный сервис. Мы являемся технической компанией по отделке поверхности и партнером, который поможет вам решить проблемы.
Примите меры сейчас:
- Загрузите свой дизайн. Позвольте нам оценить, как «настроить пальто» для ваших деталей.
- Получите экспертное решение:JS ИнженерыБудет рекомендовать лучшую комбинацию обработки поверхности в зависимости от вашей производительности, внешнего вида и требований к затратам.
- Получите четкую цитату: быстро получите комплексную производственную цитату, покрывающую обработку и обработку поверхности.
Позвольте нам работать вместе, чтобы убедиться, что ваши продукты имеют качество, внутри и снаружи.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Ресурс

