

Когда детали просто обработаны, поверхность обычно грубая (мы называем ее «обработанным состоянием»). Если вы хотите, чтобы они были красивыми, выступите хорошо и будете долговечны, вы должны полагаться наповерхностная отделкаПолем Проще говоря, это процесс обновления поверхности деталей.
Каждый день я изучаю дверной проем этих процессов:
- Они либо удаляют немного материала физическими или химическими методами,
- или добавить слой новых веществ,
- или непосредственно изменить атомную структуру или состав поверхности материала.
Цель ясна:Для улучшения текстуры внешнего вида и, что более важно, для повышения ключевой производительности, такой как профилактика ржавчины, устойчивость к износу, повышение твердости, улучшение проводимости и даже снижение трения.
Почему анодированная пленка трудно и трудно очистить, в то время как распыляющая краска легко поцарапается? Почему пластиковые детали могут иметь металлический блеск послегальванизация? Корень этих различий заключается в том, что их принципы работы на атомном или молекулярном уровне совершенно разные. Понимание этих принципов похоже на наличие «X-Sight», которая может видеть через суть каждого процесса. Только понимая принципы, вы можете выбрать наиболее подходящее решение для вашего продукта в наиболее подходящее время.
Сводка ключевых моментов:
| Классификация принципа работы | Типичный процесс | Фундаментальные изменения |
| Механическая сила изменение | Песочница, полировка и рисунок. | Физически удаление или изменение поверхностных материалов для изменения микроструктуры. |
| Электрохимическая реакция | Анодирование, гальванизация, электролитическая полировка. | Использование электрического тока для управления химическими реакциями и генерации или удаления слоя материала на поверхности. |
| Химическое преобразование | Пассивация, почернение, химическое травление. | С помощью химических реакций поверхностный материал превращается в новый слой вещества. |
| Материальное крепление | Распылительная живопись, порошковое покрытие, PVD -покрытие. | Покройте поверхность детали внешними материалами, чтобы сформировать независимое покрытие. |
Эта статья ответит на ваши вопросы:
- Это руководство подробно объяснит, как работает поверхностная отделка.
- Я объясню четыре основных принципа поверхностной отделки словами, которые каждый может понять.
- Давайте поделимся реальным случаем, чтобы увидеть, как мы используем комбинацию разных принципов для решения одной и той же сложной проблемы. Эта идея может заставить вас взглянуть на проблему под другим углом.
- Наконец, принцип процесса отделки поверхности, который все часто спрашивают, также отвечает.
Зачем доверять этому руководству? Потому что JS понимает принцип и фактический бой
В JS я вступаю в контакт споверхностное оборудованиекаждый день. Но для меня это не так просто, как включать машину и нажимать кнопки.
Я действительно думаю: почему мы установим это так?
- Например, как регулировка тока анодирования повлияет на крошечные отверстия в оксидной пленке?
- Каковы различные эффекты песчаного взрыва с различной твердостью на остаточное напряжение на поверхности детали?
- Это понимание на принципиальном уровне позволяет мне предоставить не только технологии эксплуатации оборудования, но и решения для решения проблемы от корня.
Это руководство содержит суть моего опыта решения проблем клиентов. Получают клиентыPVD -покрытиячто плохо держатся и не падает на ощупь? Я тщательно изучил это. Раствор для покрытия не может протекать в небольшие уголки сложных частей, а толщина покрытия неровная? Я также занялся этой твердой костью.
Именно этот опыт углубился в глубину проблемы, которые превратили меня из оператора оборудования в технологический оптимизатор. То, что вы читаете, - это основное знание, которое я неоднократно проверял с опытом и экспериментами.
«Основная концепция Эми Смит, профессора машиностроения в MIT: реальная инженерия - это не запоминание решений, а о понимании принципов, стоящих за ними, и созданию новых решений».
Это руководство заключается в том, чтобы помочь вам понять сущность методов отделки поверхности металлов и сделать более разумный выбор.
Принцип 1: Механическое действие
Как будто мы используем ручные инструменты длявырезать и отполировать поверхность частиБит по биту и напрямую используйте силу, чтобы изменить ее. Это самый простой и интуитивно понятный метод в нашей поверхностной отделке.
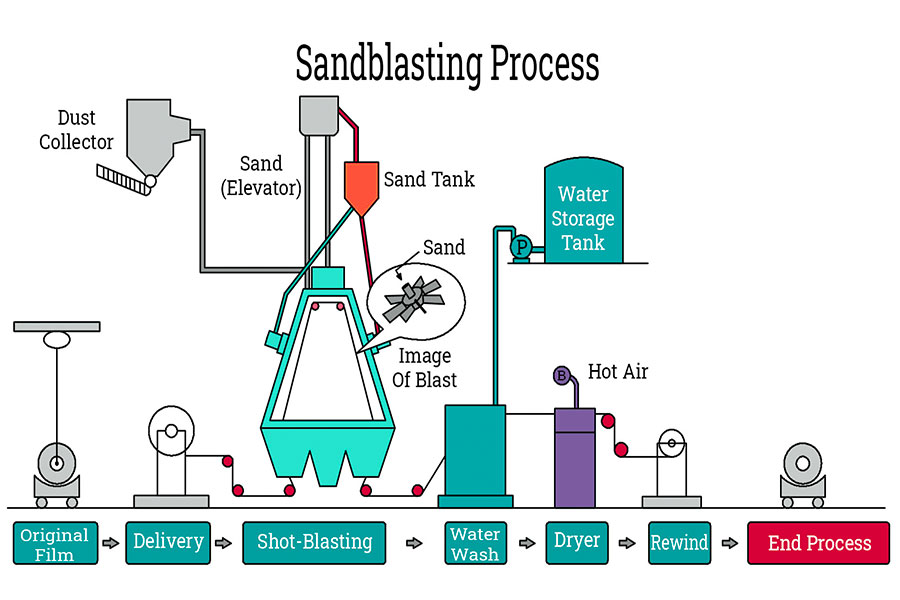
Как работает песчаная обработка? -миллионы микроэффектов
Представьте себе: мы используем газ высокого давления, чтобы взорвать несколько крошечных частиц (например, стеклянные шарики или оксид алюминия). Эти мелкие частицы похожи на бесчисленные крошечные молотки, ударяя по поверхности детали на высокой скорости. Каждое воздействие оставляет крошечную вмятину. После тысяч попаданий эти маленькие ямы соединены вместе, и изначально яркие илиошибочная поверхностьстановится равномерной матовой или матовой поверхностью.
Каковы большие преимущества?
В дополнение к изменению внешнего вида, что более важно, это воздействие в первую очередь сжимает материал на поверхности детали, вызывая напряжение сжатия в этом слое материала. Это давление может значительно повысить сопротивление детали усталости и растрескивания, что позволяет детали длиться дольше.
Понимание изображения:Подумайте об использовании чрезвычайно мелкого песка, чтобы равномерно влиять на поверхность, удаляя блеск и недостатки, оставляя равномерную текстуру.
Как достигается полировка? - от «пиковой резки» до «наполнения долины»
Рабочий принцип:
- Это будет более точным. Мы используем полироновое колесо с полированием воска или абразивной пасты, чтобы натирать поверхность на высокой скорости. Небольшие «пики» (выступы) на поверхности постепенно изношены, а поверхность становится более плоской и более гладкой, и, наконец, отражается как зеркало.
- Есть более мощная техника, например,Электролитическая полировкаПолем Он опирается на электрические и химические растворы, чтобы растворить поверхностные удары, производя поверхность, которая является чрезвычайной и гладкой, и особенно искусна в работе со сложными формами.
Основная функция:Цель довольно очевидна, например, для достижения экстремальной гладкости и плоскостности, уменьшения трения, улучшения внешнего вида или создания хорошей основы для последующей обработки (например, гальванизация, распыление).
Например: это похоже на «бульдозер» в микроскопическом мире, сглаживая волнистую и грубую «местность» в гладкую «равнину».
Песчаная обработка/выстрела достигает модификации и укрепления поверхности за счет удара, в то время как полировка/шлифовка привержена экстремальной гладкости. Освоение принципов этих механических действий является ключом к инженерии по обработке поверхности.
«Выберите правильный метод для решения практических проблем, не просто смотрите на результаты поверхности, но и поймите причины, которые лежат за ними. Хотите подробно рассказать о том, как лучше относиться к своим частям? Не стесняйтесь обращаться к нашим инженерам JS!»
Принцип 2: электрохимическая реакция
Сегодня давайте поговорим осамый магический принцип в обработке поверхности - электрохимическая реакцияПолем Это не волшебство, но наша основная технология использования электрического тока для привлечения атомного движения и выращивания нового слоя на поверхности деталей.
Анодирование: строительство защитного слоя на поверхности алюминия
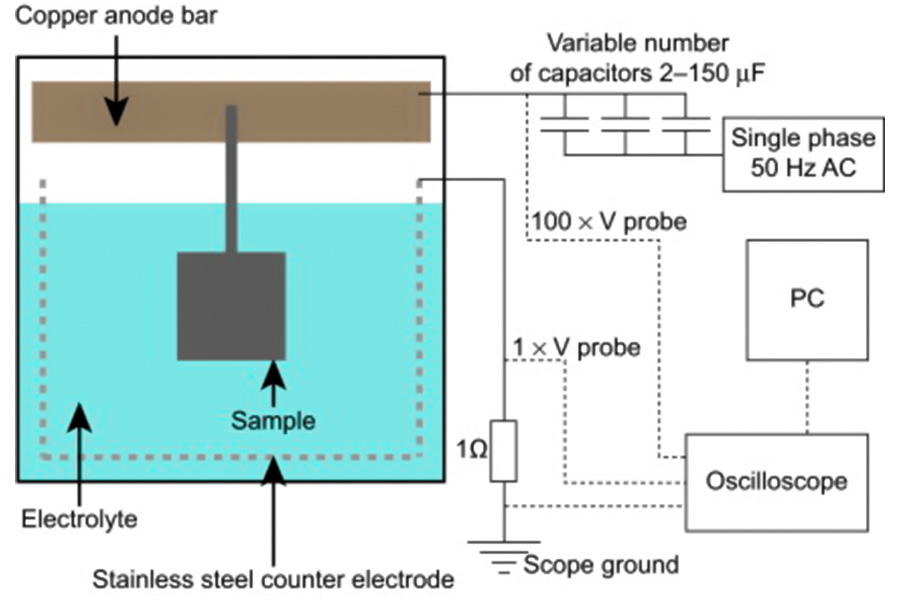
Процесс:
- Подключите алюминиевые части к положительному полюсу (аноду) источника питания, замочите их в определенном кислотном растворе (электролите) и включите питание. Волшебные вещи случаются: ток приведет к тому, что алюминиевая поверхность в сочетании с кислородом в растворе и непосредственно вырастет плотный и твердый оксид алюминия (al₂o₃) наалюминиевый субстратПолем
- Этот фильм преобразуется из самого алюминия, поэтому он имеет супер сильную силу связи с субстратом. И этот фильм естественно рожден с бесчисленными наномасштабными пор, что для нас просто удобно покрасить его различными цветами позже.
Основное значение:Этот слой «нативной брони» значительно улучшает коррозионную стойкость, устойчивость к износу и изоляцию алюминия, а также может быть окрашен и украшен. Это один из наиболее распространенных и эффективных средств для защиты алюминиевых частей.
Аналогия: это похоже на использование электрической стимуляции, чтобы алюминий «выращивал» слой керамической защитной оболочки с самой поверхности, а не просто ее покрывает.
Гальванизация: металлическое покрытие деталей
Процесс:
- Подключите детали, которые необходимо выселить к отрицательному полюсу (катоду) источника питания, и подключите металл, который будет выселен на положительный полюс (анод), и погрузите их вместе в раствор, содержащий этот ион металла. Как только мощность включена, металлический блок анода растворяется и станет ионами, чтобы войти в решение.
- В то же время ионы металлов в растворе притягиваются к поверхности катода (деталей), и после получения электронов они превращаются в обратно вметаллические атомыи «накапливаться» на поверхности слоя частей слоем и очень равномерно.
Основное значение:
Гальбопляция может придать детали новые характеристики поверхности: хромирование повышает устойчивость к износу и блеск, никелирование улучшает коррозионную стойкость, а для проводимости и украшения используется покрытие золота/серебра. Он может точно контролировать толщину и однородность покрытия,и является одним из самых основных и гибких процессов в области покрытия и отделки поверхности.
Взгляните на уровни однородности, которые могут быть достигнуты с помощью общих покрытий:
| Тип покрытия | Типичный диапазон толщины (мкМ) | Универтность толщины (соотношение областей высокой/низкой плотности тока) | Основные функциональные атрибуты |
| Декоративный хром | 0,25 - 1,0 | 3: 1 - 5: 1 | Высокий глянец, устойчивый к износу, декоративные. |
| Жесткий хром | 5 - 500+ | 1.5: 1 - 3: 1 | Чрезвычайно высокая твердость (800-1000 HV), износостойкий. |
| Яркий никель | 5 - 25 | 1.2: 1 - 2: 1 | Хорошая коррозионная стойкость и зеркальный блеск. |
| Кислотная медная покрытие | 5 - 50+ | 1.1: 1 - 1,5: 1 | Отличное покрытие, плоскостность и проводимость. |
Источник данных: Американское общество металлов - ASM Справочник, том 5 (Примечание: чем ближе коэффициент толщины к 1: 1, тем более равномерным распределение покрытия в разных областях детали.)
Метафора изображения: это похоже на предоставление ионов металлов, «иммигрирующих» из анода (растворение), перемещение через электролит и точно «остетел» (осаждение) на «Новом мире» кусочков катодов по указанию электрического поля.
«Анодное окисление образует защитный керамический слой с помощью реакции in-situ, и гальванизация достигает точного и контролируемого осаждения ионов металлов. В основе природы этих электрохимических реакций является корневым ответом на сложную конструкцию поверхности.
Принципы 3 и 4: химическое преобразование и добавление материала
Относительно двух основных методов защиты поверхности,химическое преобразование (внутренняя работа) и добавление материала (внешняя сила), Я собираюсь объяснить два таких процесса, которые я использую на регулярной основе:
Пассивация(Химическое преобразование): стимулирование «самовосстановления» свойства нержавеющей стали
- Это не покрывает что -то снаружи. Что я на самом деле делаю, так это погружаю компоненты из нержавеющей стали в специфическую кислотную раствор (например, азотная кислота или раствор лимонной кислоты).
- Эта кислотная ванна растворяет только более «активные» металлические компоненты, такие как железо, на поверхности деталей, оставляя более хромовые компоненты на поверхности.
- Эти обогащенные хром, при контакте с кислородом в воздухе, естественным образом образуют очень тонкий, очень плотный и очень стабильный защитный слой оксида хрома (CR₂O₃), даже не видимый невооруженным глазом.
«Профессор Герберт Х. Улиг подчеркнул в своей классической книге« Коррозия и контроль коррозии »: превосходная коррозионная стойкость нержавеющей стали в основном зависит от этого тонкого, жесткого, самовосстанавливающегося пассивированного фильма».
Секрет этой пленки заключается в том, что когда он слегка царапается, он может использовать кислород в воздухе для «самовосстановления» и повторно формировать защитный слой. Это «волшебный трюк» из нержавеющей стали.
Распыление/порошка (адгезия материала): нанесите настраиваемое «защитное пальто» для деталей
Ядро этих двух методов состоит в том, чтобы добавить физический защитный слой на внешней стороне частей.
(1) распыление:
Это для распыления жидкой краски в тонкий туман и равномерно покрыть поверхность детали. После того, как растворитель внутри испаряется, или сама краска подвергается химической реакции, он затвердевает и закрепляется в пленку для краски.
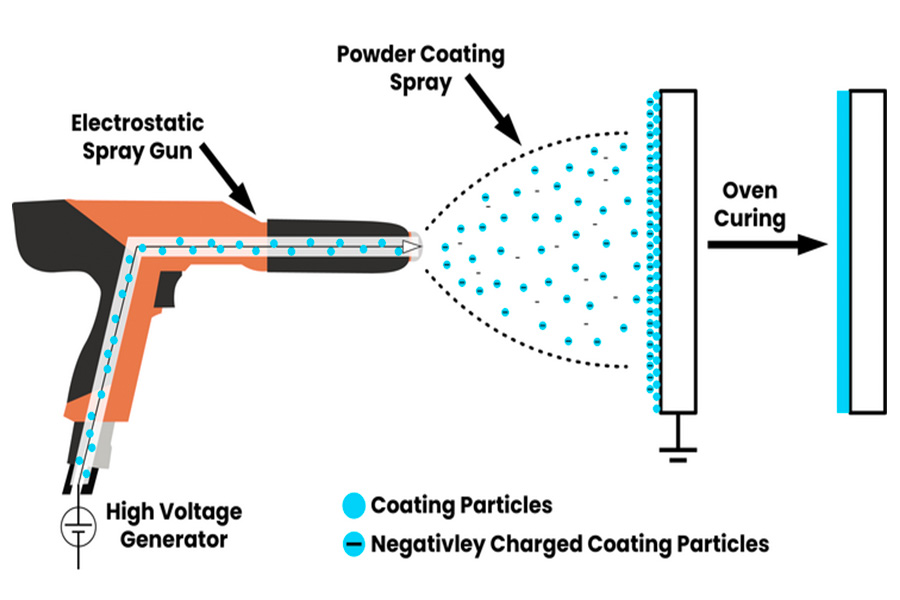
(2) порошка (электростатическое распыление):
- Это чаще используется и интересно. Я заряжаю сухой пластиковый порошок статическим электричеством, а затем распыляю его на заземленную часть. Электростатическое притяжение заставит порошок крепко прилипать к поверхности детали.
- Затем отправьте часть в печь для выпечки, порошок расплавляется и выровняется от тепла, и, наконец, охлаждается и затвердевает, образуя очень однородную иСильное покрытие, как носить плотный защитный костюм для части.
«Пассивация стимулирует нержавеющую сталь, образуя защитную пленку, которая может восстановить себя. Покраска/распыление порошка добавляет дополнительный слой твердого внешнего слоя, чтобы изолировать окружающую среду. В JS мы точно выбираем наиболее подходящее защитное решение, основанное на материале деталей и среде использования, чтобы обеспечить срок службы продукта. Хотите знать, какое из них лучше всего подходит для ваших нужд? Не стесняйтесь общаться с нами!»
Фактический анализ боевых случаев: антикоррозионная проблема подводного детектора оболочки
Я хотел бы поделиться с вами истинным случаем, который мы только что решили, говоря оПодводные детекторы оболочки антикоррозионные проблемы и решения, которые мы выучилиПолем Эта проблема явно заставила меня понять, насколько важны принципы процесса на могут быть на неудачу или успех.
Задача клиентов: долгое время поддерживайте конструктивную целостность в морской воде и солевом распылении
У нас есть клиент, который придумал подводную оболочку детектора, сделанная изалюминиевый сплав (6061)Полем Дизайн хорош, но должен длиться долго в морской воде с высокой соленой. Клиент обеспокоен тем, что:
- Долгосрочная коррозионная устойчивость: оболочка должна выдерживать эрозию морской воды и соляное распыление, чтобы она обладала долгосрочной структурной целостностью и отказами.
- Очистить логотип: логотип и текст на оболочке не должны быть затенены процессом защиты и должны быть четко просмотрены.
- Эта коррозия в морской воде не является смехом, особенно когда участвуют алюминиевые сплавы. Когда используется неверный процесс защиты, срок службы продукта будет значительно сокращена.
Оценка решения: ключ заключается в принципе формирования защитного слоя
В то время клиент в основном рассматривал два общих метода. Я тщательно проанализировал их принципы работы и потенциальные риски:
Решение A: Высокопроизводительная эпоксидная краска высокопроизводительной краски
- Принцип: физическая изоляция. Полагайтесь на самостоятельное покрытие, чтобы изолировать морскую воду от субстрата.
- Точка риска: этот защитный слой очень хрупкий. Даже если небольшое отверстие, такое же большое, как отверстие, поцарапано, морская вода может войти, и возникнет электрохимическая реакция (гальваническая коррозия). В результате краска начинает падать под пленку с краской, и в конечном итоге большая область терпит неудачу.
Решение B: обычное анодирование
- Принцип:Электрохимическое преобразованиеПолем На алюминиевой поверхности генерируется слой защитной пленки из оксида алюминия, и эта пленка очень хорошо сочетается с самим алюминием.
- Точка риска: Проблема в том, что фильм, выращенный обычным анодированием, имеет ограниченную толщину и стеснение. В морской воде с высокой концентрацией ионов с высокой степенью концентрации ионов хлорида эта пленка по -прежнему легко «ударить», образуя небольшие точки коррозии, что в конечном итоге может привести к разрушению.
Оптимальное решение JS: жесткое анодирование + уплотнение
Основываясь на глубоком понимании того, как на самом деле работает обработка поверхности, мы не выбрали вышеупомянутые два, но рекомендовали и реализовали обновленное электрохимическое решение: жесткое анодирование + герметинг.
Почему это оптимальное решение?
(1) Твердое анодирование:
- Этот процесс очень «хардкор»: он работает в особых условиях низкой температуры и высокой плотности тока.
- Полученный эффект: супер толстый, супер плотный и чрезвычайно маленький слой оксида пор генерируется на поверхности алюминиевого сплава. Защита этой «брони» на несколько уровней сильнее, чем у защитыобычный анодированиеПолем
(2) Печать:
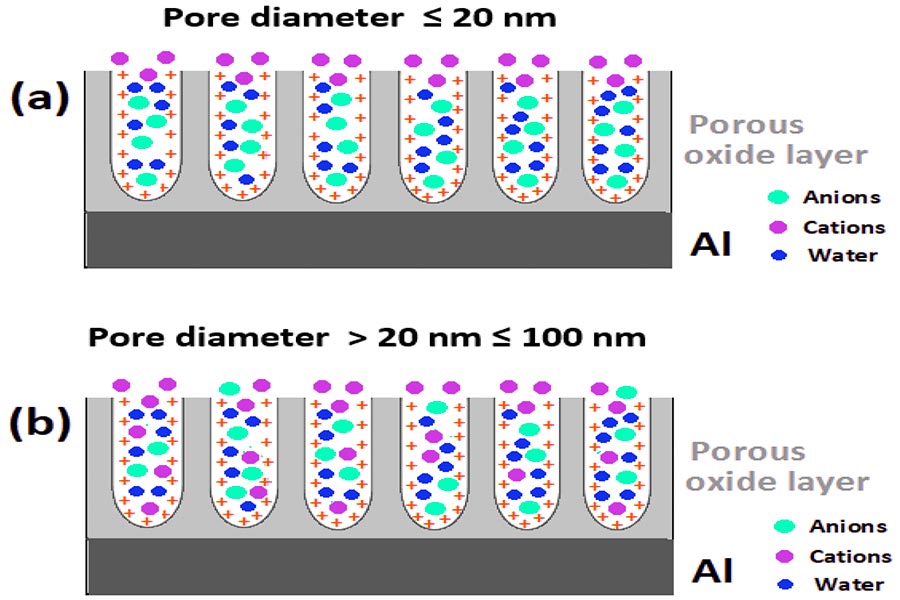
- Хотя поры жесткой оксидной пленки маленькие, под микроскопом все еще есть крошечные каналы.
- Ключевой шаг: мы обрабатываем эту оксидную пленку горячей водой или конкретным химическим раствором. Этот шаг вызовет оксид алюминия в микропорах на поверхности оксидной пленки для поглощения воды и расширения, полностью блокируя и герметизируя эти наномасштабные крошечные поры. У морской воды нет шансов проникнуть.
Почему наш метод лучше?
- Распылительная живопись (схема а) - это физический барьер. Как только он будет поврежден, алюминиевый субстрат внутри пострадает, а затем все потерпит неудачу.
- Наше жесткое анодирование + уплотнение позволяет алюминиему выращивать полный, плотный и непрерывной керамический поверхностный слой. Даже если поверхность случайно поцарапана, повреждение обычно ограничено царапином, не распространяется на окружающую область и не будет очищаться в целом.
Способность защиты очень разные!Как профессионалПоверхностные инструментыМы прекрасно понимаем, что этот шаг играет решающую роль в устранении пор и достижении долгосрочной защиты.
Окончательный результат: долговечность намного превышает ожидания!
Сравнение тестовых данных после реализации плана ясно показывает его преимущества:
| Индикаторы оценки | План А (высокопроизводительная эпоксидная краска) | Схема JS (жесткое окисление+герметизация) | Основные преимущества |
| Тест на сопротивление солевого распыления | Пузыри появляются через 500 часов. | > 3000 часов без каких -либо признаков коррозии. | Увеличить продолжительность жизни более чем в 6 раз. |
| Мембранная субстратная сила адгезии | 3B Уровень (с очисткой на сетке). | 5b Уровень (самый высокий, без пилинга). | Сильная устойчивость к механическому повреждению. |
| Ясность логотипа | Распыление может маскировать детали. | Лазерная гравюра перед окислением, идеально сохраняя детали. | Балансировка функциональности и эстетики. |
«Этот случай еще раз доказывает, что глубокое понимание принципа работы технологии обработки поверхности является ключом к тому, чтобы справиться с проблемами экстремальных условий труда. Когда ваш продукт сталкивается с суровой коррозийной средой,.JS CompanyПолагается на анализ принципа твердого процесса, чтобы предоставить вам проверенные решения для защиты. Добро пожаловать, чтобы обсудить ваши проблемы с нами ».
FAQ - Ответьте на вопросы принципа вашего процесса
Почему гальванический слой толще в острых углах?
Когда я делаю покрытие и отделку поверхности, я часто вижу, что покрытие особенно густо на острых углах и выступах деталей. Это происходит главным образом потому, что ток неравномерно распределяется на поверхности детали, и он естественным образом будет сосредоточен на этих острых и выступающих местах (это называется эффектом кончика), что приводит к особенно высокой плотности тока. Когда ток силен, больше ионов металлов притягивается к отложениям, и покрытие естественным образом становится толще.
Следовательно, при разработке гальванических деталей, которые требуют точного соответствия, мы должны заранее сделать округлые дуги на этих острых углах (то есть добавить углы), которые могут эффективно рассеивать ток и сделать толщину покрытия всей поверхности более равномерной.
Сама анодированная пленка изолирует, так почему ее можно покрасить?
Это очень хороший вопрос!
- Хотя пленка оксида алюминия, генерируемая анодированием, сама по себе изолирует, наноразмерные поры фактически генерируются внутри этой пленки во время процесса образования, которые простираются от поверхности до места, близкого к металлическому подложке. Именно эти крошечные отверстия позволяют молекулам красителя проникать и адсорбировать на внутренней стенке пор.
- После того, как окрашивание завершено, нам все еще нужно выполнить шаг уплотнения клавиши, чтобы запечатать отверстия этих небольших отверстий. Таким образом, краситель постоянно заблокирован в первоначально прозрачной оксидной пленке.
- Таким образом, цвет, который вы видите, на самом деле является эффектом света, проходящего через эту прозрачную керамическую оболочку, и облучение запечатанного красителя внутри. Это ключ к тому, почему изоляционная оксидная пленка также может быть окрашена богатыми цветами.
Какова существенная разница между PVD -покрытием и гальванией?
Как инженер в JS, позвольте мне поговорить о фундаментальномРазница между PVD -покрытием и гальванией:
Хотя оба добавляют слой материала на поверхность заготовки, принципы и среда очень разные.
Гальбопляция проводится в жидком резервуаре, полагаясь на электрохимические реакции на осадок ионов металлов.
А как насчет PVD?
- Это сухой физический процесс, эксплуатируемый в высокой вакуумной среде: мы напрямую используем такие методы, как ионные лучи, для бомбардировки твердого целевого материала (материал, который вы хотите надеть) в атомы или молекулы в газообразном состоянии, а затем позволить им плескаться в вакууме и откладывать на поверхность рабочей падения, образуя тонкую пленку.
- Поскольку PVD работает таким образом, его пленочный слой обычно более плотный, более жесткий, более прочный и более экологически чистый, но, соответственно, инвестиции и стоимость оборудования намного выше. Итак, какой из них выбрать зависит от конкретных потребностей и соображений затрат, и нет абсолютного хорошего или плохого.
Краткое содержание
В окончательном анализе, знакомых с различнымиПоверхностные процессыэто базовые навыки, но только те, кто действительно понимает принципы работы, стоящие за каждой технологией, могут считаться экспертами. Различные принципы работы напрямую определяют потолок производительности и где он наиболее подходит для использования. Только овладевая этим, вы можете быть более уверенными при разработке продуктов и сделать более точный и перспективный выбор.
Принять меры:
Если болезненная точка - это не только внешний вид, но и застрял в проблемах производительности: не стесняйтесь, вам нужен партнер, который действительно понимает принципы инженерии по обработке поверхности, а не только продажа оборудования.
Поговорите с JS:Как профессиональная компания по обработке поверхности, наша команда инженеров рада поделиться знаниями и опытом.Пожалуйста, свяжитесь с наминемедленно обсудить детали вашего проекта.Давайте начнем с самых основных принципов, помогут вам разобраться с вашими потребностями и разработать действительно надежное и эффективное производственное решение.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Ресурс

