

Изготовление листового металлаэто процесс, который использует оборудование, управляемое вручную для вырезания, сгибания и сварки металлических листов. Рабочие могут использовать мягкие металлы для создания украшений или жестких металлов для производства строительных кронштейнов, и эти готовые продукты широко используются в промышленном поле. Алюминиевый листовой металл является одним из часто используемых материалов. Он устойчив к коррозии и прост в обработке, в то время как оцинкованные стальные металлы имеют анти-росковое покрытие на поверхности.
Весь производственный процесс включает в себя три основные ссылки: дизайн рисования, штамповка плесени и сборка сварки. Рабочие используют точные измерения, чтобы гарантировать, что каждый компонент соответствует стандартному размеру. Эта технология может производить большие компоненты, такие как шасси грузовиков, а также точные детали, такие какМеталлические оболочки мобильного телефонаПолем
Что такое изготовление листового металла?
Мы используем различные методы обработки для формирования и разрезания металлических листов, чтобы вписаться в указанные размеры, и весь процесс включает в себя четыре основных этапа: литья, резка, изгибание листового металла и сборку. В реальном приложении мы обнаружили, что точность процесса изгиба будет напрямую повлиять на эффект сборки и срок службы частей.
Мы можем обрабатывать различные типы металлических листов с толщиной от 0,5 до 6 мм в зависимости от потребностей различных сцен. Такая гибкость можетудовлетворить потребности большинства промышленных секторов для точных структурных компонентовПолем
Каковы основные процессы изготовления листового металла?
1. Стадия подтверждения
Сначала мы подтвердим требования к ядра с клиентом. Например, на прошлой неделе был проект корпуса с электронным корпусом устройства, где клиент специально запросил использование алюминиевого листового металла толщиной 1,2 мм и требовал 8 изгиба с прямым углом. МыИспользуется программное обеспечение для 3D -моделированияНарисовать структурную модель с позиционирующими отверстиями и укреплять ребра.
2. Процесс конверсии
После того, как моделирование будет завершено, мы будем использовать профессиональное программное обеспечение для рисования для рисования производственных чертежей. Недавно завершенный проект обсанки медицинского прибора имеет 6 точек позиционирования лазерной резки и требований к поверхностной песочнице, указанных на чертежах.
3. Проверка выполнения. Проверка
Наши инженеры будут пересекать чертежи дважды. В прошлом месяце былПроект промышленного управления коробкойЭто сократило 4 части и сэкономило 15% затрат на материалы с помощью оптимизированного дизайна. В то же время будут рассчитаны ключевые параметры, такие как вентиляционный кронштейн, который должен выдерживать непрерывное давление 30 кг.
4. Прототип Процесс производства
Семинар использует лазерное оборудование с точностью ± 0,1 мм. На прошлой неделе, при создании компонентов базовой станции, мы сначалаИспользуемая лазерная резка, чтобы вырезать базовую плиту, затем завершил 6 процессов изгиба гидравлическим изгибным машиной и, наконец, собрал его с точечной сварочной машиной. Весь процесс контролируется в течение 48 часов.
5. Процесс актуального тестирования и проверки
В прошлом году мы провели 100 тестов на погрузку и разгрузку и тесты с нагрузкой на разъемах на полке, сделанных для логистических компаний. Согласно фактическим результатам испытаний, структура поддержки была скорректирована, а несущая грузоподъемность была в конечном итоге увеличена с 200 кг до 350 кг.
6. Приготовление производства
Продукты, которые проходят тест, будут переданымассовое производствопроцесс. В настоящее время мы принимаем модульный производственный режим с ежедневной производственной мощностью до 1500 штук для обычных деталей из листового металла и стабильной производственной мощностью 300 штук в день для специальных индивидуальных деталей.
Как разработать детали из листового металла?
1
При проектировании отверстий нам нужно уделять особое внимание размеру и позиционированным отношениям. Рекомендуется, чтобы диаметр отверстия соответствовал толщине самого материала, такой как использование 2 -мм пластины для открытия отверстия диаметра 2 мм. Расстояние между соседними отверстиями должно быть не менее чем в шесть раз превышает толщину материала.
Также важно отметить, что отверстия не должны быть слишком близки к краю. Мы рекомендуем сохранить безопасное расстояние не менее чем в три раза больше толщины материала.
2. Принцип контроля
Мы обнаружили, что поддержание единой толщины стенки имеет решающее значение для качества продукта. Если в конструкции необходимо использовать различную толщину, рекомендуется заранее спланировать порядок положений и маршрута обработки пластин.Согласно нашему опыту, Структурные детали с разницей в толщине более 20% необходимо уделять особое внимание проблеме позиционирования во время обработки, что может легко привести к размерным отклонениям готового продукта.
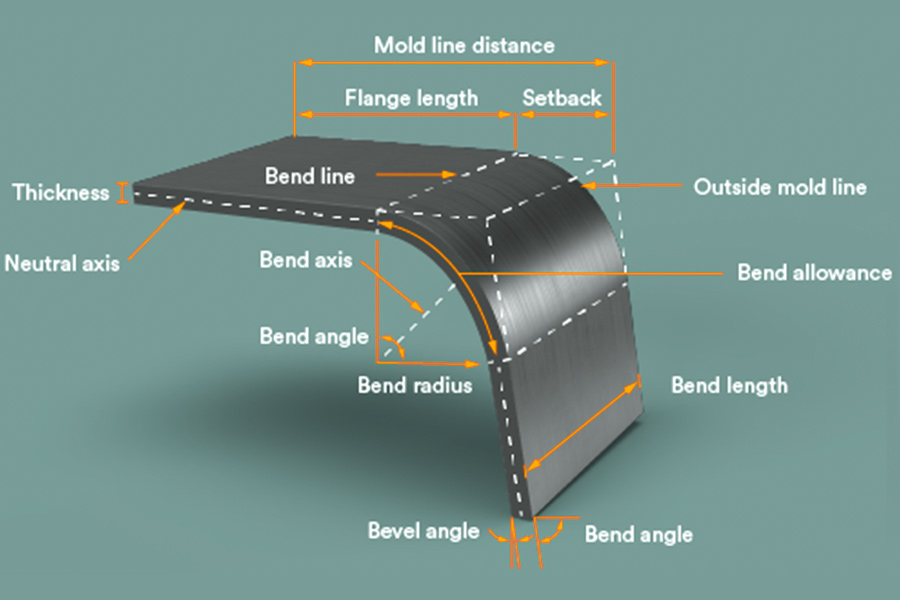
3. Спецификация радиуса изгиба металлического изгиба
В процессе изгиба мы всегда придерживаемся основного принципа «радиуса равны толщине». Например, при обработке пластины толщиной 1,5 мм радиус дуги при изгибе также должен храниться на уровне 1,5 мм. Эта простой соответствие может эффективно избежать таких проблем, как растрескивание складки или деформация поверхности. При столкновении с особыми формами, которые требуют корректировки радиуса, рекомендуется заранее провести испытания образцов.
4. Метод расчета авиасязы
При рисовании диаграммы расширения плоскости лучше всего добавить раздел зарезервированного материала на основе фактического размера. Этот дополнительный материал называетсяизгибание пособияПолем Эластичные характеристики материала должны учитываться в конкретном расчете, а метод проб и ошибок обычно используется для определения наилучшего значения. Для обычной стали мы привыкли вычитать в 1,5 раза больше толщины материала от длины фланца в качестве компенсации. Это эмпирическое значение может лучше сбалансировать точность размеров и эффективность обработки.
Какие виды изготовления листового металла есть?
1. Процесс вырезания
Резка является первым шагом в обработке листового металлаПолем Рабочие используют ножницы или лазерные резаки для разрезания листового металла в определенные формы. Сдвиг включает в себя три основные операции: резка материалов, отверстия для ударов и разделение деталей. Для промышленных заказов с высокими точными требованиями компании предпочитают неконтактные технологии резки. При обработке пластин из нержавеющей стали толщиной 2 мм ширина разреза лазерной резки может контролироваться в пределах 0,15 мм.
Технология лазерной резки в настоящее время наиболее широко используется. Процесс можетдостичь точности обработки ± 0,1 мм, что более чем на 50% эффективнее, чем традиционное сдвиг. Лазерная резка может не только уменьшить отходы материала, но и сокращать циклы доставки, и особенно подходит для массового производства точных деталей.
2. Процесс уклонения
Сварка соединяет металлы путем отопления или давления. Общие методы сварки включают:
Сварка MIG/MAG: это наиболее часто используемый метод для соединения стальных деталей. Благодаря непрерывному питанию проводов и защите аргона прочность одного сварного шва может достигать 90% родительского материала. При обработке полков в прошлом году мы использовали этот метод для завершения 80%сварка работаПолем
Сварка TIG: при обработке резервуаров из нержавеющей стали мы предпочитаем этот более управляемый метод. Во время работы вольфрамовый электрод должен храниться на расстоянии 3-5 мм от заготовки, а тепловой вход должен точно управлять педалью стопы.
Лазерная сварка: фокусировка лазерной луча генерирует высокую температуру для достижения быстрой сварки. Затронутая теплоза зона небольшая, подходит дляСварка точность электронных компонентовПолем
3. Соблюдение и формирование
АПроцесс изгиба листового металлаизменяет форму листа через внешнюю силу. Во время работы работник деформирует металлический лист вдоль линейной оси, образуя определенный угол. Общее оборудование включает в себя:
V-тип изгибающей машины: базовое изгиб с треугольной плесенью.
Машина формирования U-типа: изготовление трубчатых или коробчатых конструкций.
Прокативное оборудование: обработка дугообразных деталей.
Толщина материала напрямую влияет на эффект изгиба. Радиус изгибания тонкой пластины 0,5 мм обычно в 1 раз превышает толщину пластины, в то время как пластина толщиной 5 мм требует радиуса более 3 раза. Оператор должен отрегулировать параметры формы в соответствии с характеристиками материала.
4. ПРОЦЕСС
Штамповочная машина сотрудничает с формой для достижения быстрого прототипирования. Этот процесс завершает резку и формирование при комнатной температуре одновременно и может обрабатывать 600-800 частей в час. Основные процессы включают:
Парень: изготовление монтажных отверстий или отверстий для рассеивания тепла.
Бланкинг: разделение формы деталей.
Рисунок: образуя чашки.
Тиснено: создание поверхностных текстур.
Простая удара и выпадение подходят для ранней обработки, а сложные процессы рисования могут непосредственно формировать конечный продукт. Части, такие какАвтомобильные двери и оболочки шасси все образуются с помощью мультипроцессной штамповкиПолем

Как сбалансировать прочность и стоимость через диаграмму манометра листового металла?
В изготовлении листового металла ключом к балансировке прочности и стоимости через диаграмму интенсивного металла является научный отбор и оптимизация процессов:
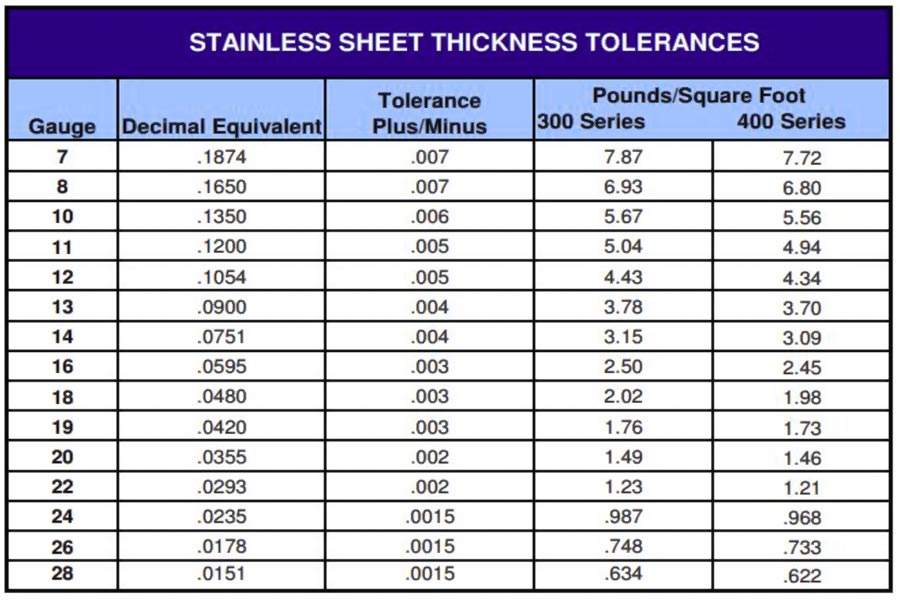
1Понять взаимосвязь между толщиной листа и производительностью
Толщина листа соответствует фактической толщине (мм/дюйм), соответствующей стандартному № Соединенных Штатов (датчик), например:
- 16 калибра → ≈ 1,588 мм (высокая прочность, подходит для несущих конструкций).
- 22 калибра → ≈ 0,711 мм (легкий, подходящий для оболочек с нагрузкой).
- Технология компании JS: толщина должна быть выбрана в соответствии с типом материала (например, нержавеющая сталь 304/316, алюминий 6061).Например, во время изгиба тонкие пластины (<0,5 мм) подвержены растрескиванию и должны быть компенсированы путем приготовления или регулировки радиуса изгиба.
2. Стратегия оптимизации
Точно контролировать количество материалов:
На этапе проектирования мы будем использовать программное обеспечение FEA для анализа условий напряжения и выяснить, где может быть уменьшена толщина. В прошлом году, когда мы помогли заводской фабрике стиральной машины в стволе из нержавеющей стали, мы обнаружили, что боковая стена была менее напряженной. Наконец, толщина была уменьшена до 1,0 мм, а материал был заменен стальной пластиной с холодным, что снижало общую стоимость на 25%. В реальной работе следует уделять особое внимание тому факту, что область истончения не может повлиять на прочность отверстий сборки.
Гибкий выбор альтернативных материалов:
Для несущих конструкционных деталей рекомендуется использовать алюминиевый сплав вместо нержавеющей стали. Например, после того, как оболочка бокса управления была изменена на алюминиевый сплав 6063, вес был снижен на 30%, а стоимость материала была сэкономлена на 20%.Обработка поверхности использует анодирование, который как защищен от ржавчины, так и красивой. Партия оболочек на открытом воздухе, обработанных в прошлом году, до сих пор не была ржавела. Но следует отметить, что изгиб алюминиевого сплава требует большего радиуса дуги, который необходимо подтвердить заранее.
3. Структурная оптимизация дизайна
Раствор для усиления тонкой тарелки:
Дизайнеры могут делать приподнятые арматурные ребра на поверхности тонких пластин (например, 1,0 мм). Этот метод может повысить сопротивление изгиба пластины до в три раза превышать исход, изменяя распределение материала. Эти данные являются фактическим результатом тестирования лаборатории JS.
Объединенное применение структуры:
Когда прочность одного слоя пластины недостаточна, несколько тонких пластин можно объединить сваркой или заклепыванием. Например, использование трех пластин 1 мм вместо 3 мм толщиной может снизить вес на 10-15% при сохранении одинаковой несущей способности.
Точки процесса изгиба:
Компания JS обнаружила в результате проверки массового производствачто радиус дуги изгибающей формы должен быть, по крайней мере, равен толщине материала. Для общей алюминиевой пластины 2 мм необходимо использовать форму с радиусом 2 мм. Есть два преимущества для этого. Во -первых, угол детали более точен после формирования, а количество отскок уменьшается более чем на 30%. Во -вторых, потеря плесени уменьшается, а средний срок службы продлевается на 50 партий обработки.
Следует отметить, что если небольшая радиусная форма насильственно используется для обработки толстых пластин, она не только вызовет трещины на поверхности деталей, но и ускоряет износ формы. Были неудачные случаи обработки пластин 2 мм с формами R1.5 на производственной линии, что в конечном итоге вызвало сброс всей партии деталей.
Какие факторы следует учитывать при выборе подходящих изготовлений из листового металла?
1. Технические и процессовые возможности:Обеспечить мастерствоТребуемые методы обработки(например, лазерная резка, изгиб с ЧПУ, сварка, обработка поверхности и т. Д.) И соответствуют требованиям точности и сложности.
2. ЭКОПАЗНАЦИЯ И КАЧЕСТВО материала:Проверьте изысканность оборудования (например, изгибающая машина с ЧПУ, автоматизированную производственную линию и т. Д.) И надежность источников материала (например, толерантность к толщине пластины, стандарты обработки поверхности и т. Д.).
3. Качественная сертификация и стандарты:Подтверждение ISO, сертификация IATF и соответствие отраслевым стандартам (например, специальные стандарты в автомобильных и авиационных областях).
4. Размер продукции и время доставки:Оценить производственную мощностьУдовлетворить количество заказа и обеспечить своевременную доставку, особенно для экстренных проектов, требующих гибких возможностей реагирования.
5. Прозрачность кости:Сравните предложения, чтобы избежать скрытых затрат, включая полные затраты на процесс (например, проектирование, обработка и переработка).
6. После обслуживания и поддержки с пропорциональными ресурсами:Понять скорость реагирования на техническую поддержку, гарантийную политику и способность решать проблемы.
7. Охрана окружающей среды и соблюдение безопасности:Приоритет должен быть отдан производственным предприятиям, которые перерабатывают отходы, соответствуют стандартам выбросов и соответствуют безопасным стандартам производства.
8. Производственная репутация и тематические исследования:Ссылка на прошлые оценки клиентов и истории успеха для проверки фактических возможностей доставки и технической стабильности.
При выборе изготовителей из листового металла требуется всесторонняя оценка его технических способностей, контроля качества, опыта в отрасли и экономической эффективности. В качестве ведущего поставщика услуг услуг по обработке листовых металлов Advanced Equipment, цифровой оптимизации процесса оптимизации процесса, концепция Green Manufacturing, JS Companyобеспечивает высокую точность алюминия и оцинкованных услуг обработки листовых металловболее чем 2000 клиентам по всему миру.
Краткое содержание
Обработка листового металла является основной технологией для промышленного производства и играет ключевую роль в производстве оборудования и разработке продукции. Наша компания накопила большой опыт в области обработки алюминиевого листа и формирования стального листаИнтеграция услуг полного процесса, от изгибая листового металла до лазерных систем резания. Средний срок службы продуктов увеличивается более чем на 15% по сравнению с традиционными процессами. Эти новые технологии делают детали из листового металла легче, тоньше и долговечны, обеспечивая стабильное и надежное качество продукции.

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные функции проектирования, качество материалов и тип или качество изготовления, которые будет предоставить сторонний поставщик или производитель через сеть Jusheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Можно провести обработку листового металла запасные детали со сложными конструкциями?
Используя технологию лазерной резки и изгиба с ЧПУ для изготовления сложных структурных деталей, его высокая урегулированная резка и способность изгиба многоугольного изгиба может сочетаться с технологией сварки для достижения сложной геометрии от небольшого зазора до большого размера.
2. Будут более толстые доски будут сильнее?
Увеличение толщины пластины может улучшить сжимающую и изгибающую прочность пластины, но пластина слишком толстая (например,> 10 мм) и требует специальной обработки (например, горячей формы или гидравлического пресса) из -за его жесткости, что затрудняет сгибание и подверженное растрескиванию.
3. Подходит ли алюминиевый сплав для листа или листового металлаизготовление?
Оба приемлемы.Литье подходит для сложной внутренней структуры и массового производства, с низкой стоимостью и точностью.Обработка листового металла подходит для высокой точной изогнутой поверхности или настройки небольшой партии посредством лазерной резки и изгиба для достижения легкой и высокой прочности.
4. Какова экологически чистая обработка листового металла?
Обработка листового металла может значительно снизить потребление энергии и загрязнение за счет переработки отходов (более 90% использования металлов), процессов защиты окружающей среды (например, распыление на водной основе, порошка металлургия) и энергосберегающее оборудование 50% экономии энергии от режущего лазерного лазера).
Ресурсы
Сварка электрической сопротивления

