

Como uma peça comum de placa de metal pode ser transformada em um chassi de servidor que suporta componentes -chave, uma concha de equipamento sem costura ou um suporte estrutural robusto? Aos olhos do nosso JS, isso não é uma dobra simples.Flexão de metalsignifica que usamos força precisa para fazer a placa de metal se deformar permanentemente ao longo de uma linha definida, transformando-a de uma placa reta no ângulo ou forma de que precisamos, como uma ranhura em forma de V ou uma curva em forma de U.
Parece dobrar com força, mas está longe de ser simples. É definitivamente uma ciência fazer isso bem. O que nossa equipe pensa todos os dias é como entender as características dos materiais metálicos, como escolher o método certo e usar o equipamento avançado controlado por computador, de acordo com a espessura da placa de metal e o ângulo de flexão desejado.
Por que é tão particular?Porque a precisão e a qualidade do ângulo final de flexão dependem se esses detalhes são feitos no lugar.
É precisamente por causa dissoinsistência no controle de precisãoque podemos transformar placas de metal aparentemente comuns em partes importantes que suportam várias indústrias. De pequenos colchetes discretos a grandes peças estruturais, a sabedoria da engenharia da flexão de metal é condensada atrás deles.
Resumo da resposta central:
| Estágio | Princípio central | Resultado |
| Estágio inicial da aplicação de força | Deformação elástica. | O material é temporariamente dobrado e pode retornar totalmente ao seu estado original após a liberação da força. |
| Excedendo o ponto de rendimento | Deformação plástica. | A deformação permanente ocorre, causando desvios e mudanças irreversíveis na estrutura cristalina interna do metal. |
| Depois de lançar a força | Springback. | A deformação elástica parcial é restaurada, resultando em um ângulo final de flexão maior do que durante a descarga (ligeira abertura). |
| Compensação de engenharia | Excedente. | Pré calcule a quantidade de rebote e dobra para um ângulo menor que o ângulo alvo para neutralizar o rebote. |
Este artigo responderá às suas perguntas:
- Neste guia, vou falar sobre a física da flexão de metal e explicar em detalhes como funciona um freio de imprensa.
- Em seguida, compare vários métodos de flexão comumente usados.
- Em seguida, compartilhe um exemplo prático de um problema que resolvemos.
- Finalmente, responderei a todas as perguntas comuns de que você se importa.
Por que você deve confiar neste guia? Insights de fabricação de linha de frente da JS
Este guia vem da nossa oficina JS todos os dias. Estamos "conversando" com o Metal todos os dias e fornecendo instruções precisas com o freio de prensa.
Pegue uma dobra simples de 90 graus como exemplo.Você acha que é simples?
Mas em operação real, a recuperação do material, a escolha do raio de flexão e a liberação de estresse interno exigem cálculos precisos. Todas as sugestões deste guia são a experiência real que acumulamos após o processamento de milhares de peças de chapa metálica manualmente.
Nós da JS fornecemos mais do que apenas onlineServiços de processamento de flexão de metal. Estamos profundamente envolvidos em todo o processo de fabricação de nossos clientes e resolvemos problemas práticos difíceis.
Por exemplo, no workshop, encontramos uma situação em que as peças não puderam ser montadas e formadas no final porque a sequência de flexão não foi organizada corretamente. Ao otimizar a solução de flexão, evitamos com sucesso o risco de rachaduras materiais na curva. Esperamos ser seu parceiro de engenharia na estrada do desenho ao produto físico.
"Como o Dr. Joseph Juran, líder no campo da qualidade, enfatizou: a experiência não é o que acontece com você, é o que você faz com o que acontece com você".
O conteúdo do nosso guia é o resultado de nosso pensamento repetido e refinamento de práticas massivas de oficina, desafios encontrados e soluções bem -sucedidas. Ele vem da linha de produção real e condensa nossa compreensão do processo de formação de chapa metal, e é por isso que você pode confiar nele.
A ciência da flexão de metal: a arte da deformação plástica
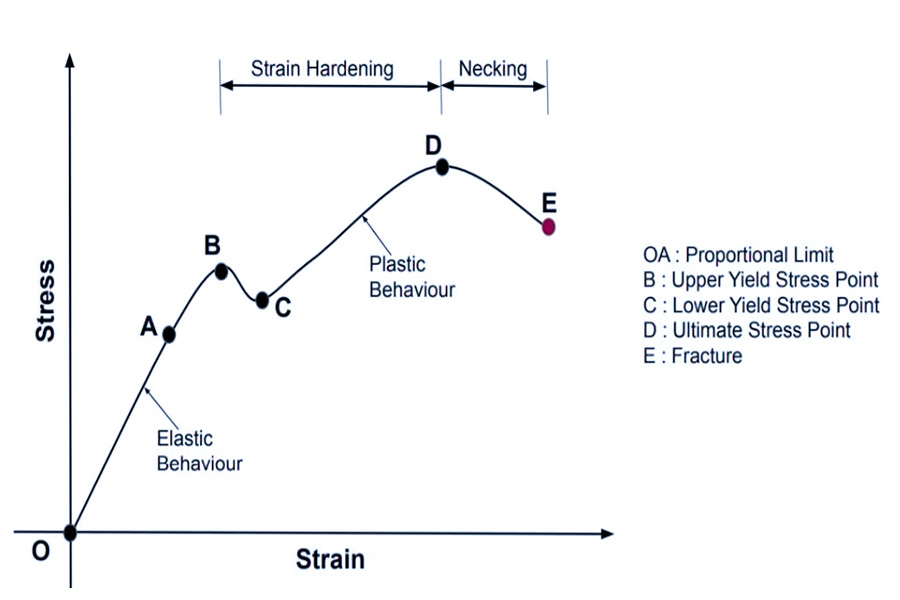
Se você deseja que uma folha plana de metal se incline no ângulo desejado, não pode simplesmente aplicar forte pressão. A chave é entender as duas características principais da deformação do metal:Deformação elástica e deformação plástica.Somente quando você aplica força suficiente para fazer a folha de metal entrara deformação plásticaZona o metal pode manter o ângulo de curvatura definido.
Estágio 1: deformação elástica
Imagine que você dobra gentilmente uma régua de plástico com as mãos. Ele se dobrará, mas assim que você deixar ir, ele voltará à sua forma original. O mesmo vale para os metais quando a força é pequena no início. Ele se deformará um pouco, mas enquanto você deixar ir, retornará imediatamente à sua forma original sem deixar nenhum rastro. Este estágio é como a resposta instantânea do material, e nenhuma alteração permanente ocorrerá.
O ponto de virada da chave: força de escoamento
Todo metal tem um "ponto teimoso", que é chamado profissionalmenteforça de escoamento. Quando a força que você usa se torna cada vez maior, tão grande que os "músculos e ossos" dentro do metal começam a falhar, se movem e deslocam, ele excede esse ponto. Depois de exceder esse ponto, o metal não pode mais retornar completamente à sua forma original. Marca o início da deformação permanente.
O objetivo final: deformação plástica
Quando a força aplicada excede constantemente a força de escoamento, o metal entra no estágio de deformação plástica que queremos. A flexão que ocorre neste momento é permanente! A folha de metal foi transformada em uma nova forma. O trabalho principal de nossa máquina de flexão é trazer o metal para esse estágio com precisão e controle e mantê -lo lá.
Uma realidade que não pode ser ignorada: Springback
Mesmo depois que o metal é dobrado, ele passa por deformação permanente (deformação plástica) e uma parte da força elástica que tenta restaurar sua forma original é armazenada dentro. Assim como uma primavera que foi dobrada, quer se recuperar. Então, quando a pressão de flexão for liberada, essa força externa fará com que o ângulo de flexão se recupere um pouco, o que éo efeito Springback.
Não subestime neste Springback, ele tornará diretamente imprecisa o ângulo do produto acabado! Para compensá -lo, os mestres de oficina experientes e os sistemas de flexão CNC inteligentes devem calcular e reservar esse valor de Springback com antecedência.
A operação específica é:Para obter um ângulo preciso de flexão de 90 graus, a flexão real pode ter que ser deliberadamente pressionada para 87 ou 88 graus e depois confiar na força de rebote do material para recuperar exatamente 90 graus! Essa diferença de ângulo que é mais presa é mais profunda é o ângulo excessivo.
Veja bem, a flexão de metal não é um trabalho de força bruta, mas uma ciência deControlar com precisão elasticidade e plasticidade.Desde a compreensão da força de escoamento do material, da deformação plástica e da compensação do Springback, cada etapa está relacionada a se o produto acabado é qualificado.
"No workshop do JS, penso nesses detalhes todos os dias. Da próxima vez que você encontrar problemas de flexão ao projetar peças de chapa metal ou querer garantir que as curvas sejam precisas, fique à vontade para conversar conosco. Com minha experiência, posso ajudá -lo a transformar as linhas nos desenhos em objetos reais que são exatamente iguais. "
Processo e equipamento central: análise das principais tecnologias de flexão
Depois de entender os princípios básicos da flexão, o próximo passo é confiar no equipamento -chave para alcançá -lo. No campo do processamento de chapa metal,CNC Pressione Freioé definitivamente a força principal para alcançar a flexão de metal.Ele conclui principalmente a tarefa de flexão através de vários modos de trabalho diferentes:
Força principal: CNC Press Brake
Como funciona?
Em suma, baseia -se na cooperação entre as partes superior e inferior. Há um soco na parte superior da máquina e um dado com uma abertura em forma de V abaixo. Colocamos a folha de metal entre eles. Em seguida, o soco pressiona com força, pressionando a folha na g-groove abaixo, e o ângulo é formado. Esta é a operação básica de nossa flexão diária de metal.
Comparação de três métodos de flexão do núcleo
"O Prof. Peter Ulintz enfatizou: entender e selecionar o método de flexão que corresponde à aplicação é a chave para alcançar um equilíbrio triangular entre custo, precisão e eficiência da produção".
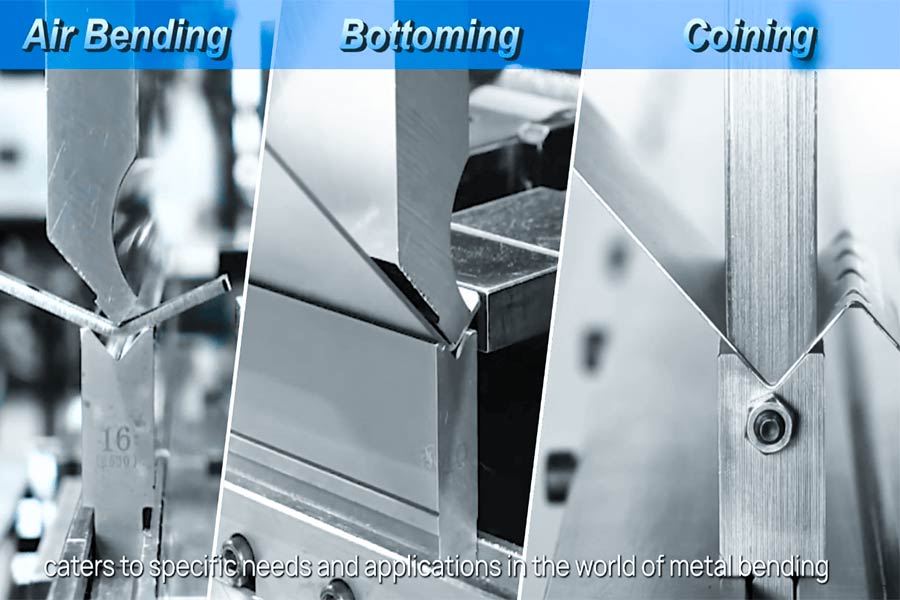
O método de trabalho das máquinas de flexão CNC não é estático e existem principalmente trêsMétodos de flexão:
(1) flexão do ar (mais comumente usado):
- Princípio: o soco pressiona a folha para baixo, mas não pressiona completamente a folha no fundo do molde, o que é equivalente a deixar a folha dobrar no ar acima do molde.
- Vantagens: a flexibilidade é seu maior destaque. Você pode fazer muitos ângulos diferentes usando um molde, o que é muito conveniente. Além disso, possui o menor requisito de tonelagem de equipamentos entre os três, com preparação rápida de produção e alta efetividade.
- Limitações: O ângulo de formação é bastante afetado pela recuperação do material. Porque depois de liberar o material, ele se recuperará um pouco, e o ângulo da curva pode ser ligeiramente diferente da configuração. Portanto, depende da experiência do operador e da precisão do controle da máquina.
(2) fundo (mais preciso):
- Princípio: desta vez o soco pressiona a folha no fundo, firmemente contraa superfície em forma de V.do molde e o ângulo de flexão é completamente determinado pela forma do molde.
- Vantagens: maior precisão! Como a pressão é sólida, o espaço para o material se recuperar é menor e o controle do ângulo é mais preciso.
- Limitações: requer tonelagem de equipamentos 30% a50% mais alta do que a flexão do ar. Mais importante, um conjunto de moldes só pode criar o ângulo específico para o qual foi projetado. Para alterar o ângulo, o molde deve ser substituído e a flexibilidade é um pouco ruim.
(3) cunhagem (alta precisão, mas raramente usada):
- Princípio: use tonelagem extremamente alta (geralmente 5-8 vezes a de flexão do ar) para forçar a ponta do soco no material como um carimbo, de modo que o material se deforme e elimine completamente a recuperação.
- Vantagens: teoricamente, ele pode atingir a maior precisão de formação e consistência do ângulo.
- Limitações: leva muito tempo para máquinas e moldes, a máquina está sobrecarregada e o molde é facilmente danificado. Geralmente, pode ser usado apenas para materiais mais macios ou ocasiões específicas. Devido ao alto investimento e muitas restrições, agora é usado cada vez menos na produção, a menos que os requisitos de precisão sejam particularmente rigorosos.
Comparação dos dados principais dos métodos de flexão comumente usados:
| Método de flexão | Taxa de penetração de aplicação (estimada) | Faixa de precisão do ângulo típico | Tonelagem necessária (flexão relativa do ar) | Faixa de espessura do material principal principal |
| Flexão de ar | 85% - 95% | ± 0,5 ° - ± 1,0 ° | Benchmark (100%) | Placa fina de placa média espessa (universalmente aplicável). |
| Flexão inferior | 10% - 30% | ± 0,1 ° - ± 0,5 ° | 130% - 150% | Placa fina - placa média. |
| Cunhando | <3% | ± 0,1 ° (teoricamente ideal) | 500% - 800% | Folha fina (principalmente feita de materiais macios). |
Fonte: Manual ASM, Relatório Fabtech.
Curvas e cilindros de flexão: dobrar o rolo
Quando é melhor usá -lo?
Quando você precisa fazer arcos, cones ou cilindros com curvas contínuas, as máquinas de flexão do CNC não podem fazê -lo. É quando oRoll Machine de flexãoentra em jogo.
Como funciona?
Geralmente, depende de três ou quatro rolos rotativos, e a placa de metal passa por eles. Ajustando a posição e o ângulo dos rolos, a placa é dobrada pouco a pouco e, finalmente, forma o arco que queremos ou rola em um cilindro. Esta é uma ferramenta especial para modelagem de superfície curva.
Para resumir brevemente: a flexão do ar é flexível e salvadora, e é a principal força da flexão diária de metal. A flexão do fundo é mais precisa, mas não flexível o suficiente. A impressão de flexão persegue extrema precisão, mas é cara e raramente é usada agora. Para fazer cilindros curvos, você deve confiar em máquinas de flexão do rolo. Cada método tem o processamento mais adequado para ele.
"Na JS, sabemos que a escolha do processo de flexão correta é fundamental para a qualidade e o custo. Se você tiver peças de chapa metálica que precisam de processamento, especialmente aquelas que exigem precisão, eficiência ou formas complexas, não hesite em conversar conosco a qualquer momento. Nossa equipe é experiente e bem equipada para ajudá-lo a escolher a solução de flexão de metal mais adequada".
Análise de caso de combate real: Construindo um shell de console de precisão para uma estação de solo de drones
Acabei de terminar um projeto muito interessante, que é justo usar como exemplo para dizer como a flexão do metal desempenha um papel fundamental nos produtos reais. Desta vez, é para ajudar uma empresa que fabrica estações de terra para construir umshell de console de precisão.
Desafio do cliente: um shell complexo que precisa de alinhamento perfeito
Antecedentes do projeto:O cliente é uma startup com idéias e projetou um console portátil de drone em terra. A concha é feita de placa de liga de alumínio 5052 de 2 mm de espessura e os orifícios devem ser abertos nela para instalar a tela, joystick e várias interfaces.Os cantos dobrados somam mais de 12!O mais importante é que as posições de todas as aberturas e cantos devem ser precisos, e até uma pequena diferença não funcionará.
Riscos potenciais:
Assim que obtivemos o design inicial, conhecíamos os pontos de risco deste projeto. Qual é o problema? Dois lugares:
- Primeiro, o raio de flexão é insuficiente: o design do raio de flexão interior de algumas partes é de apenas 0,5 mm, o que é muito menor queo raio mínimo de flexãoRecomendado para o material (geralmente 1 vezes a espessura do material, por exemplo, 2 mm).
- Segundo, o espaçamento de flexão é muito pequeno: se esse projeto for seguido e a máquina de flexão for usada diretamente, o material rachadura diretamente quando dobra ou as peças serão deformadas e descartadas porque o molde não pode ser inserido ou interfere. O perigo não é insignificante!

Correção de engenharia da JS: Projeto de Fabricação e Otimização de Processos
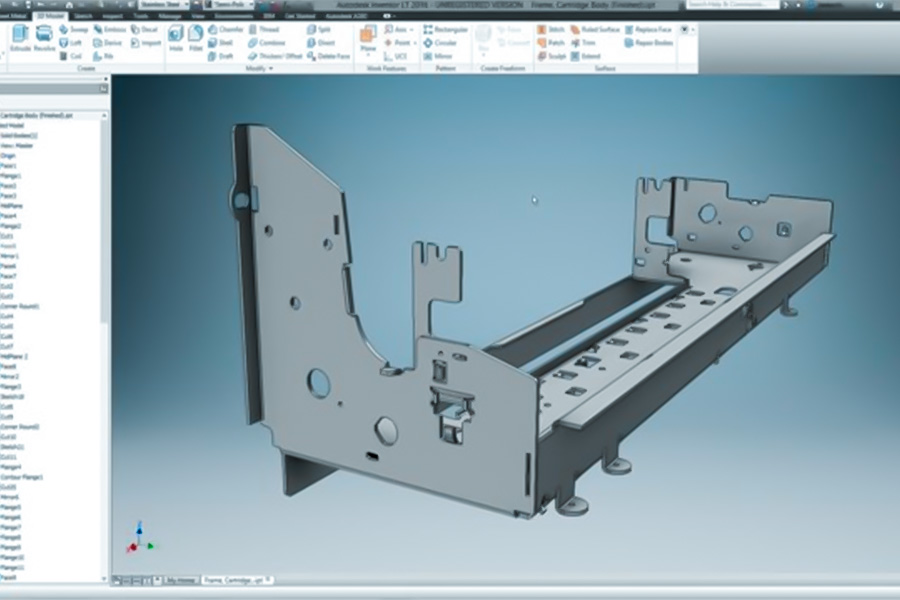
(1) Análise de causa raiz (DFM):
Durante o estágio de citação do projeto e análise de viabilidade, usamos software especializado para realizar uma análise completa do clienteModelo 3De identificar rapidamente os pontos de risco acima mencionados.
(2) Modificação sofisticada do cliente:
Encontrar o problema não é o objetivo, mas resolver o problema é. Entramos em contato com o cliente em tempo hábil e fornecemos algumas sugestões de otimização:
- Aumente o raio de curvatura: é extremamente recomendável aumentar o raio mínimo de curvatura dos 0,5 mm inseguros a 2 mm (espessura do material) apropriados às características do material. Dessa maneira, é seguro dobrar e não quebrar.
- Faça ajustes na altura do flange: em algum lugar as duas curvas ficam muito pesadas. Faça um ajuste na altura de um dos flanges para que haja espaço suficiente para o molde de flexão funcionar para que ele não entre em conflito.
(3) Planejamento de processo adequado:
Para componentes complexos com mais de 12 dobras, a sequência de flexão é muito importante. A sequência errada tornará as peças incapazes de atender às seguintes operações devido ao bloqueio estrutural em flexão.Nossos engenheirossempre concluíram e estabeleceram as melhores etapas de flexão em uma tentativa de fazer um passeio fácil.
(4) Cálculo de desenvolvimento preciso:
Para garantir que o tamanho final seja preciso, o tamanho da placa plana desdobrado deve ser calculada no milímetro. Usamos o software para calcular com precisão a dedução de curvatura de cada canto para garantir que as margens precisas sejam reservadas para a flexão subsequente ao cortar e cortar.
Comparação dos principais pontos de otimização do processo:
| Projetar pontos de risco | Design inicial do cliente | Plano de otimização JS | Objetivo de otimização |
| Raio mínimo de dobra | 0,5 mm | 2 mm (1 vezes a espessura do material). | Evite dobrar e rachaduras para garantir a segurança do material. |
| Altura do flange -chave | 15mm | Ajuste para 18 mm. | Reserve espaço de operação de molde suficiente para evitar interferências de flexão. |
| Sequência de flexão | Pouco claro | Planejamento detalhado de etapas. | Impeça que as peças-bloqueios e garanta que todas as dobras possam ser concluídas. |
Resultados finais e valor
- Resultados: A otimização do projeto está em vigor, o planejamento do processo é claro e o mestre de nossa oficina possui excelentes habilidades operacionais. A amostra foi dobrada com sucesso ao mesmo tempo! Todas as posições do orifício, posições de interface e ângulos de flexão atendem aos requisitos de precisão do projeto.
- Valor: o mais importante é que nossa análise profissional do DFM no estágio inicial ajudou diretamente o cliente a evitar uma produção de teste que falhasse. Ele não apenas economizou alguns milhares de dólares em taxas de prova, mas, mais importante, economizou pelo menos uma semana de precioso tempo de P&D!
- Inspiração central: para lidar com uma parte complexa de flexão de metal, não é suficiente para ter um topoMáquina de flexão CNC. O valor real está na experiência prática de nossos engenheiros que podem prever riscos com antecedência, otimizar o design do produto e planejar processos perfeitos. O equipamento está morto, a experiência está viva!
"Este caso ilustra completamente que, para o processamento de chapas de precisão, peças de flexão especialmente complexas, análises aprofundadas de engenharia e planejamento de processos no estágio inicial são cruciais. No JS, não apenas temos equipamentos avançados, mas também uma equipe experiente de engenheiros que se concentram em ajudá-lo a transformar seu design em produtos que podem ser fabricados com eficiência".
Perguntas frequentes - todas as questões de flexão que você está preocupado
Qual é o método de flexão de chapas de metal mais comumente usado? Por que?
Em relação ao método de flexão mais comumente usado,A resposta é clara: flexão do ar.
Por que é o mais popular?
- A chave são duas palavras: flexibilidade! Um conjunto de matrizes inferiores em forma de V padrão com um soco adequado pode ser dobrado em uma variedade de ângulos diferentes, controlando com precisão a profundidade da pressão descendente do soco. Isso significa que o número de vezes que o dado precisa ser alterado durante a produção é bastante reduzido e a eficiência é naturalmente melhorada.
- É especialmente adequado para cenários de produção com uma grande variedade de produtos e um pequeno volume de lote único, o que economiza tempo e controla os custos. Nos projetos de flexão de metal com os quais entramos em contato diariamente, estima -se de forma conservadora que mais de 90% do trabalho será a primeira escolha para a flexão do ar.
O que é "Springback"? Como resolvê -lo?
Springback é uma questão -chave que não pode ser evitada. Refere -se ao fenômeno natural que a folha de metal recupera um pouco após a remoção da pressão de flexão. Você pode imaginar dobrar uma régua de aço, e ela sempre se recuperará quando você o soltar.
Como resolvê -lo?
- A ideia principal é a compensação excessiva.Simplificando, é deliberadamente dobrar o ângulo um pouco menor que o valor alvo (por exemplo, se estiver 90 graus, ele pode realmente ser pressionado a 88 graus), deixando espaço para recuperação para que ele possa apenas se recuperar no ângulo de que precisamos.
- Mas essa quantidade de compensação não é adivinhada, deve ser calculada por fórmula empírica ou ajustada, tentando dobrá-la várias vezes. Em nosso workshop, os mestres experientes podem controlar a recuperação com muita precisão com a função de compensação da máquina.
Qual é a consideração mais importante ao projetar peças de flexão?
Como engenheiro de flexão de primeira linha da JS Company,Esses três fatores são os mais críticos para nósAo projetar peças de flexão de chapas metálicas:
- Raio mínimo de flexão: este é o ponto principal! O raio interno da dobra não deve ser menor que o limite que o material pode suportar, caso contrário, rachará quando estiver dobrado. Geralmente, o raio mínimo deve ser pelo menos igual à espessura do material (1T), e o ponto de segurança é de 1,5T ou 2T, dependendo da dureza do material.
- Altura mínima do flange: é a altura da "borda" que é dobrada. Se for muito curto, o molde não pode ser preso ou pressionado de forma constante e o tamanho da parte dobrada é imprecisa ou mesmo desliza. Na experiência, a altura dessa borda deve ser pelo menos 4 vezes a espessura do material (4T) para ser confiável.
- Distância segura entre os orifícios e os slots e a linha de flexão: se o orifício ou o slot estiver muito próximo da linha para ser dobrado, é fácil deformar ou achatar o orifício quando está dobrado. A distância de segurança suficiente deve ser reservada durante o projeto. Essa distância também está relacionada à espessura do material e ao diâmetro do orifício e precisa ser calculada ou referenciada pelos padrões.
Controlar bem esses três pontos pode evitar a maioria dos problemas de fabricação e o risco de peças que demoram com antecedência.
Resumo
A flexão de metal não é uma "curva" simples, é uma tecnologia que integra ciência material, cálculo mecânico e tecnologia de precisão. Por trás de todas as curvas precisas estão o controle estrito dos detalhes e a experiência acumulada de inúmeras práticas. Se seu projeto é um gabinete industrial resistente ou uma delicada alojamento de equipamentos eletrônicos, sua qualidade e confiabilidade não podem ser separados do apoio detecnologia precisa de flexão de metal.
Na JS, oferecemos mais do que apenas preços competitivos:
Desde a análise de viabilidade do projeto (DFM) até ajudá-lo a evitar riscos, cálculos precisos e planejamento de processos para garantir dimensões perfeitas, para entrega final de alta qualidade.
Aja agora!
Carregue seu arquivo CAD(Apoia o passo, o IGES, o SolidWorks e outros formatos) e deixe a equipe profissional da JS avaliar isso para você!

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNão há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante de terceiros fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas do projeto, qualidade e tipo de material ou mão de obra através da rede Longsheng. É responsabilidade do compradorRequer cotação de peçasIdentifique requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,Carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de pequeno volume ou a personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologyIsso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site:jsrpm.com
Recurso

