시간과 돈을 절약 하시겠습니까? 빠른 프로토 타이핑 자재 안내서 : 일반적인 실수의 90%를 피하십시오
작성자가 작성했습니다
JS
게시
Apr 17 2025
신속한 프로토 타이핑
우리를 따르십시오
< "> <"> in data-v-7b79c893 = "" ", 핵심 마이너리," "", "" "", "" "," "", "" "," "", "" "" "" "", "" "" "", "" "" "," "" "" "," ""및 핵심 마이너리. " 물리적 제조는 전통적인 프로토 타이핑을 훨씬 뛰어 넘었습니다. 가상 모델을 물리적 부품 또는 프로토 타입으로 빠르게 변환합니다. href = "https://jsrpm.com/rapid-prototyping"> 프로토 타이핑 의미 개념 검증에서 기능 테스트까지의 전체 프로세스는 재료 혁신을 통해 달성됩니다. 실제 작업 조건은 빠른 모형으로 시뮬레이션됩니다.
야금 및 생물 활성 재료 인 현대의 빠른 프로토 타이핑은 단기 검증에서 소규모 생산에 이르기까지 그라디언트 요구 사항을 정확하게 충족시킬 수 있습니다. 재료 및 지능형 복합재는 체계적으로 분석됩니다.
플랫 구성 요소는 고 에너지 레이저 빔으로 플라스틱, 목재 또는 얇은 금속 플레이트를 자르면 신속하게 만들 수 있으며, 일반적으로 조립하는 데 사용됩니다. https://jsrpm.com/Rapid-protopyping "> 구조적 부분을위한 https://jsrpm.com/rapid-protyping" 프로토 타입.
응용 프로그램 시나리오 : 그래픽 디자인 확인, 쉘 어셈블리, 프로토 타입 디스플레이.
wrap ""no-wrap " src = "https://imge.lsrpf.com/i/2025/04/18/dvj3fv-2.jpg"alt = "다양한 유형의 기술의 빠른 프로토 타이핑"width = "900"height = "600">
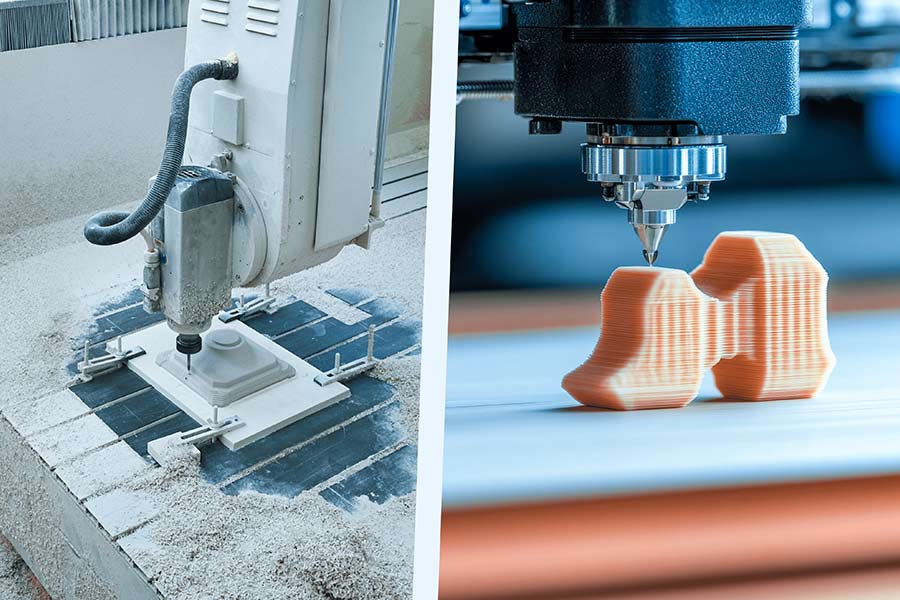
빠른 프로토 타이핑과 CNC 가공의 차이점은 무엇입니까?
여기는 빠른 프로토 타이핑과 CNC 가공 간의 핵심 차이를 비교합니다.
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 넓음 : 1px; 경계 색상 : #000000;" Border = "1">
치수 비교
빠른 프로토 타입
CNC 가공
제조 원칙
계층 제조 (예 : SLA, SLS 등)를 기준으로 재료는 쌓여 성형됩니다.
감산 절단에 따라 절단 도구를 사용하여 과도한 원료를 제거하십시오.
재료 적용 가능성
빠른 프로토 타입을위한 다중 재료 (플라스틱, 감광성 수지, 금속 파우더 등)를 지원합니다.
주류는 금속 (알루미늄, 강철) 및 하드 플라스틱 (ABS, PC)입니다.
정확도와 표면 품질
정확도 ± 0.1-0.5mm, 다공성/거친 표면, 치료 후 필요.
정확도는 ± 0.02mm 이내, 표면 부드러움이 높고 기능 테스트에 직접 사용할 수 있습니다.
비용 효율성
소규모 배치 생산량 (금형 수수료 없음), 빠른 반복에 적합합니다.
단위 비용은 비교적 높고 중간 배치 생산에 적합합니다.
.
응용 시나리오
초기 개념 검증 (예 : 자동차 프로토 타입), 복잡한 구조 프로토 타입 (예 : 중공 그리드).
CNC 가공은 금속 피팅 시험 생산과 같은 고 차도의 고강도 수요 시나리오를 지배하지만 특수 장비 및 프로세스에 의존합니다. 제품 품질.
프로토 타이핑 모델의 정확도에 영향을 미치는 요인은 무엇입니까?
프로토 타이핑 모델의 정확도는 설계 및 제조 프로세스 전체에서 다음의 주요 요인에 의해 영향을받습니다 :
설계 문서의 표준화 정도
프로토 타입 모델의 정확도는 주로 입력 데이터의 정확도에 달려 있습니다. href = "https://jsrpm.com/contact-us"> js 회사는 고객이 단계 및 Iges와 같은 표준 형식으로 CAD 문서 또는 도면을 제공하도록 지원합니다. 부정확 한 데이터가 프로토 타이핑 모델의 초기 정확도를 부적절하게 이끌어 낼 수 있으므로 설계 문서의 모든 측면에서 데이터 세부 사항에주의를 기울여야합니다.
.
재료 특성 및 선택 적응성
다른 재료의 물리적 특성은 가공 정확도에 큰 영향을 미칩니다. Titanium Titanium 합금 탄소 탄소 섬유와 같은 재료, JS Company는 프로토 타입 모델을위한 재료 옵션을 최적화하여 재료 특성으로 인한 정확도 편차를 줄입니다.
3. data-len = "44"data-v-7b79c893 = "" "> 제조 공정 및 장비 정확도
프로세스 선택은 프로토 타입 모델의 공차 수준을 직접 결정합니다. 다축 커플 링 기술 는 복잡한 표면 및 작은 기능에 적응할 수 있습니다. In addition, attention should also be paid to 3D printing and other additive manufacturing technology layer thickness setting.
4.Level of control of reprocessing technologies
After the prototype model is completed, it needs to be polished and electroplated. JS company ensures that these processes do not introduce additional errors through rigorous quality control systems such as three dimensional inspections and surface roughness testing.
In orthopedic prototyping, PEEK (3.6 GPa) has an elastic modulus close to human bone (1-20 GPa) that reduces stress shielding and prolongs the life of the implant.
3.High temperature and chemical resistance
Prototyped of surgical instruments require repeated high-temperature sterilization (such as autoclaving at 134 °C), where PEEK maintains a stable size and is resistant to corrosion by disinfectants such as alcohol and hydrogen peroxide.
Compared to titanium alloys, PEEK reduces processing costs by 30%-50%, shortens shortens prototyping cycles by 40%, and makes suitable for the development of small-scale custom medical devices.
What are the special requirements for prototype materials in the military industry?
1.Extreme environmental adaptation
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 넓음 : 1px; 경계 색상 : #000000;" Border = "1">
High intensity/lightweight: The structure of the missile body requires the use of carbon-fibre-reinforced composites (five times the specific strength of steel), such as the J-20 fuselage components.
Shock and fatigue resistance: The cartridge is made of tungsten alloy (density (density 19.3g/cm³) to withstand the blast, and aircraft landing was made of ultra-high strength steel (tensile strength ≥1500 MPa).
Creep-resistance and abrasion resistance:Tank tracks were coated with high manganese steel (working hardness index ≥0.3) and missile rails were coated with tungsten carbide (friction coefficient ≤0.1).
3.Security, confidentiality and counter-surveillance
Electromagnetic shielding: The stealth fighter jets coating inhibits radar radar detection ferrite absorbing materials (reflection loss ≥20 dB).
Non traceable characteristics:Special alloys add rare earth elements,such as gadolinium and dysprosium, to remove material fingerprints by microstructure blurring.
Counterfeiting label:The cartridge uses laser microengraving QR code embedded with nanomagnetic particles for full lifecycle tracking.
What are the environmentally friendly biodegradable prototype materials?
Environmentally friendly biodegradable prototype material
Type of material
전형적인 재료
Core features
Suitable for rapid prototyping technology
Biobased plastics
PLA (Polylactic Acid)
Complete synthesis (180 days), non-toxic and easy to process (FDM printing temperature 190-220 °C).
FDM, SLA.
PHA (polyhydroxyalkanoates)
The ocean is biodegradable, heat-resistant (melting point 180 °C) and extremely biocompatible.
SLS, injection molding.
Natural fibre boost
Bamboo fiber boost PLA
Compared to pure PLA, it is 50% stronger, a renewable resource, and has a manageable degradation rate (adjusted for starch addition).
CNC machining, 3D printing.
Hemp fiber boosts PBAT
High toughness 80% increase impact resistance), acid-base resistance, suitable for complex structures.
Compression molding and lamination process.
Synthetic biodegradable materials
PBAT (Polyadipic Acid/Butanediol Terephthalate)
The compost degradation cycle ≤ 90 days, mixed with PLA, can improve mechanical properties.
Blow molding, thermoforming.
PBS (polybutylene succinate)
High temperature resistance (melting point 110 °C), excellent creep resistance, suitable for load-bearing members.
Printing parameters: Layer thickness 0.1mm, filling density -40% to avoid warping due to shrinkage.
Post-treatment: In order to eliminate internal stress and improve the dimensional stability of the prototyped model, it was subjected to heat treatment (baking at 60 °C for 2 hours).
Industrial composting standards: Degradation is required at temperatures of 58 degrees Celsius and humidity over 80%. household composting is only 30-50% more efficient than industrial conditions.
What are the common reasons for rapid prototyping failures?
Reasons related to substance
1.Excessive shrinkage: After cooling, the volume of the material shrinks by more than 0.5mm, resulting in prototype deformation and hole displacement, especially affecting the precision of precision components.
2.Excessive moisture absorption: Materials such as PLA and nylon easily absorb moisture from the air, resulting in a 30% reduction in strength, resulting in flaking or surface cracks between layers and undermining the structural integrity of rapid prototyping parts.
3.Poor material compatibility: When the photosensitive resin does not match the printing equipment, problems such as clogging and wire breakage are likely to occur, leading to interruption of printing or deterioration of surface quality.
4.Differences in thermal expansion coefficient: High thermal expansion coefficient of metallic materials in the course of high temperature processing, will occur deformation, leading to precision components blockage or size tolerance, increasing the cost of later correction.
5.Material performance mismatch: If the selected prototype material is not strong enough or high brittleness, it may fracture during the test and design function cannot be verified.
Process parameter setting error
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 넓음 : 1px; 경계 색상 : #000000;" border="1">
Classification of reasons
Concrete manifestations
Influencing results
Improper layer thickness
Excessive layer thickness (>0.2mm).
Surface roughness excess (Ra >6.3μm).
Temperature parameter errors
Low Printing temperature (if PLA is below 190°C).
The material cannot be bonded and the bond between layers is insufficient.
Lack of support structures
Suspension structure without added support.
Lower cave-in, inner void.
Scanning too fast
SLA laser scan speed>8m/s.
Decreased molding accuracy (±0.1mm error).
JS has taken relevant measures in this regard:
Material verification: Material shrinkage rate test before printing (recommended shrinkage <0.5%).
Parameter optimization: Optimal layer thickness (recommended 0.05-0.15 mm) and temperature window determined by test printing.
Model Inspection: Non-manifold geometry and thin wall structures were detected using CAD software (recommended minimum wall thickness ≥0.8mm).
Environmental control: Stable workshop temperature and humidity (25±2°C /40-60% RH).
How does JS company ensure the stability of prototype size?
1.Accurate machining technology: Advanced CNC machine tools are used to achieve ±0.005mm of ultra-precision tolerance control, ensuring that every component strictly complies with design specifications.
2.Materials Science Management: Provides more than 50 metals, plastics and composites and optimizes processes based on material material properties (e.g. thermal expansion coefficient) to reduce deformation during processing.
3.Digital quality control: Through CAD document pre-review and 3D inspection equipment, to monitor the product size accuracy throughout the process, and timely correct possible deviations.
4.Environmental and process standardization: Maintain stable workshop humidity, implement uniform process parameters, and reduce the influence of environmental factors on material stability.
5.Experience-driven process optimization:A team of engineers with 20 years of experience, more than 30 technical training sessions per year, continuous improvement of process solutions, and increased consistency in repeat production.
요약
In the field of rapid prototyping, the boundary of material selection is constantly being reshaped, which drives the evolution of prototyping model from simple form verification to functional and intelligent. From its early reliance on a single engineering plastic to now covering metals, ceramics, biobased materials materials and smart composites, 3D printing has given prototypes properties closer to the end product through material innovation.
With continuous breakthroughs in materials science, future prototype models will overcome traditional performance limitations, achieve more complex structural validation and functional testing in aerospace, consumer electronics, and bioengineering, and further cement the status of rapid prototyping technology as a core tool for product development.
면책 조항
이 페이지의 내용은 정보 제공 목적만을위한 것입니다. JS 시리즈 친절하거나 명시 적 또는 암시 적으로 표현 또는 보증은 정확성, 완전성 또는 유용성에 대한 표현 또는 보증이 없습니다. 성능 매개 변수, 기하학적 공차, 특정 설계 기능, 재료 품질 및 유형 또는 유형 또는 제조업체가 Jusheng 네트워크를 통해 제공 할 것으로 추론해서는 안됩니다. 이것은 구매자의 책임입니다 부품에 대한 견적 요청 이 부분에 대한 특정 요구 사항을 결정하려면 자세한 정보를 연락하십시오
.
JS Team
js는 업계 최고의 회사입니다 맞춤형 제조 솔루션에 중점을 둡니다. 우리는 5,000 명 이상의 고객에게 서비스를 제공 한 20 년이 넘는 경험을 통해 높은 정밀도 cnc machining , Seete Metal Fabrication href = "https://jsrpm.com/3d-printing"> 3d printing , 주입 곰팡이 , 금속 스탬핑 및 기타 하나의 스탬핑 서비스. 공장에는 100 개 이상의 최첨단 5 축 가공 센터가 장착되어 있으며 ISO 9001 : 2015 인증. 우리는 전 세계 150 개국 이상의 고객에게 빠르고 효율적이며 고품질 제조 솔루션을 제공합니다. 볼륨 저용량이 적거나 대량 사용자 정의이든 24 시간 이내에 가장 빠른 배송으로 귀하의 요구를 충족시킬 수 있습니다. JS 기술 효율성, 품질 및 전문성을 선택하는 것을 의미합니다. 더 배우려면 : jsrpm.com
FAQS
1.Can rapid prototyping materials be reused?
Some plastics,such as PLA, can be recycled, but their performance deteriorates. metal powders can be reused, while photosensitive resins are often not.
2.Will rapid prototyping materials be affected by temperature?
Yes, temperature has a big impact on material properties. ABS, for example, deforms at high temperatures, PLA becomes brittle at low temperatures, nylon loses strength when it moisture absorption, and photosensitive resin soften at high temperatures. In order to avoid warping and cracking, the temperature difference between printing and reprocessing needs to be controlled.
3.Does multi-color printing require switching materials or technology?
Multi color printing can be achieved by converting materials (such as multicolor lines) or technologies (such as multi nozzle FDM). The former requires manual replacement of materials, while the latter automatically blends colors to reduce manual intervention.
4.What are the characteristics of nylon material in rapid prototyping?
Nylon material is wearable, flexible and lightweight. It is suitable for dynamic situations such as gears and moving parts. However, it deforms easily when it absorbs moisture and requires control of ambient humidity.