

製造業では、製品の精度、生産速度、品質管理がすべて重要です。この時点で、 cncターニング(コンピューター数値制御ターニング)は非常に利用されました。
今日、それは自動車部品、航空機のコンポーネント、さらには医療機器の生産で見ることができます。マシンが金属片を複雑な部分に変える方法や自動制作の秘密を学びたい場合、この記事では、CNCの回転がどのように機能するか、それが直面する課題について説明します。
CNCは何ですか?
簡単に言えば、CNCターニングは、回転する原材料と正確に制御された切削工具を使用して、過剰な部品を徐々に除去するプロセスです。コンピュータープログラムが工作機械に動作するように完全に命令できるようにする制御。
昔ながらの旋盤とは異なり、旋盤は、ツールを自動的に切り替えることができるだけでなく、シリンダーやスレッドなどの複雑な構造を正確に機械的に機械することができ、さらに0.01ミリメートル以内の制御エラー!
CNCターニングサービスの機能は何ですか?
素人の用語では、CNCターニングサービスとは、回転処理を必要とする自動車部品とネジなど、金属材料を「形作る」ためのコンピューター制御マシンの使用を指しますこのテクノロジーの最大の利点は、人間の髪の10分の1の精度で手動操作エラーを最小限に抑え、24時間連続的に回転させることができることです。
今日、多くの加工プラントは、CNCターニングとミリングの組み合わせを使用して、精度を確保し、効率を改善しています。特に人気のある小さなバッチカスタム最近の注文の場合、この柔軟な生産方法は特に人気があります。顧客は今日、特別な形のジョイントと明日の溝のあるシャフトを必要とし、CNC機器はプログラムをすばやく調整して処理できます。
実際には、CNCターニングサービスのコア機能は、金属処理をより賢く、より信頼できるものにすることです。従来の機械処理の基本原則を保持するだけでなく、インテリジェントコントロールの利点も追加します。 CNCミリングと組み合わせると、基本的に製造業界の部品処理ニーズの80%以上を満たすことができます。
CNCの回転は一般的にどのように機能しますか?
通常、最初のステップは、旋盤のチャックに金属製のバー(ほとんどの場合は丸い)をクランプすることです。このチャックは、材料とともに回転できる電気ジャイロスコープのようなものです。現時点では、ツールホルダーのカッターヘッドが機能し始めています。プリセットルートに従って回転材料にゆっくりと近づき、層ごとに過剰な部品を切り取ります。
では、マシンはどのようにしてカットするかをどのように知っていますか?キーは、私たちが提供するCNCターニング描画PDF設計ファイルにあります。エンジニアに絵を描くようなものです。 CADの3次元設計図面図またはCAM処理手順を、マシンが理解できる言語に変換します。ワークショップマスターは、CNCターニングプログラミングを個人的に実行します。
このシステムは、マシンで手を振ることができないマスターをインストールするようなものです。カッターヘッドがとるルートのすべてのミリメートルは、事前に計算されます。 10〜8を作ることは言うまでもなく、1000部を作ることで、それぞれが双子のように見えることを保証できます。
処理プロセス全体は、実際には回転 +切断の組み合わせです。材料が速く回転するほど、カッターヘッドの移動ルートがより正確になり、最終部分がデザイン図の要件に近づきます。多くの加工プラントは、この方法を使用することを好みます。特に、エンジンのピストンロッドや医療機器の精密シャフトなど、円で処理する必要がある部品について。サイズがミリメートルに正確であることを保証するだけでなく、生産効率を向上させることもできます。
CNC旋盤は?
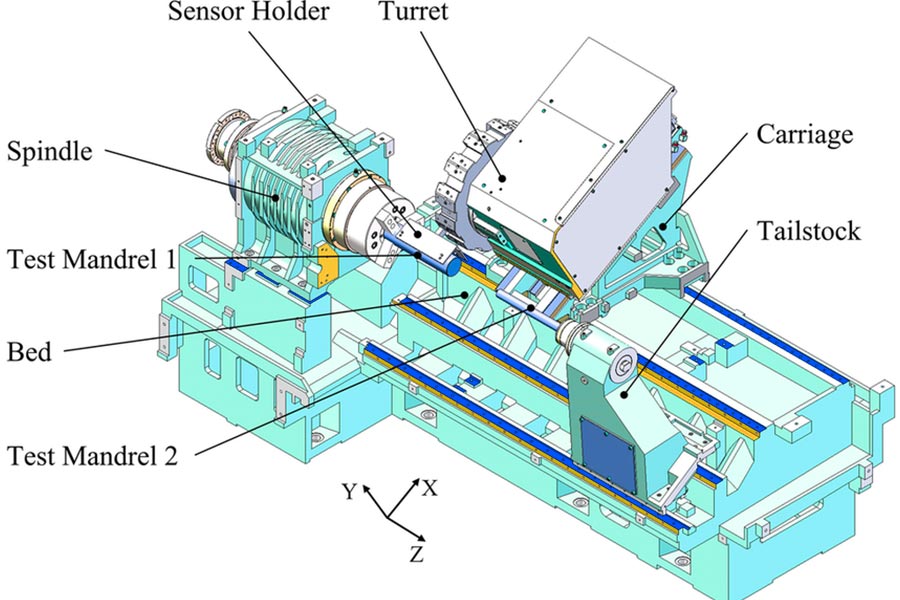
で構成されていますCNC旋盤は、労働ロボットチームの一部門のようなものであり、各メンバーがその役割を持っています。最も重要な7つの部分(
)から分割しましょう1.Command Center-コントロールユニット
それは旋盤の脳のようなものです。オペレーターがコマンドに入れるとすぐに、「ネジめくり」のコマンドを機械で読みたい言語に翻訳し、各成分を正確に連携させることができます。旋盤に自動駆動システムを設置するようなものです。
2.パワーハート - スピンドルシステム
- スピンドル:スピンチャックとワークピースが乱暴に、その最高速度は毎分6000回転しています(電動ドリルの3倍)。
- サブスピンドル:ハイエンドモデルでのみ利用可能な「2番目の手のペア」は、さらなる治療のためにワークピースの背面に自動的に駆動できます。二重ヘッドネジを作成するために、前面のスレッドを回した後、サブスピンドルはワークピースを保持し、それを裏返して回転させ、再巻き付けの不快感を排除します。
3. Machinery Palm -Chuck&Collet
- チャック:スチール製の止め鉄の鉄の指はワークピースを保持し、ワシュバシンの鋼鉄のブロックを削ることができます。
- コレット:特に、電動ドリルのドリルチャックのような小さな部品、キーチェーンのサイズの精密サイズの部品を加工するのに適しています。
- 私たちの小さな秘密:6 cm未満の直径のマシンコンポーネントにチャックを使用することをお勧めします。
4.スチールバックボーン - 旋盤ベッド
重い鋳鉄基金は、「スケルトン」に相当する旋盤です。 高速革命の振動に耐えなければなりませんそして、トランジングのときに巻き込まれたときの激しいバスでの巻き込みを想像してください。
5.turretシステム
- タレット:12-20の異なるツールが円形のターンテーブルに取り付けられるようにサポートされており、ターニングツール、ドリルビット、およびスレッドツールが並んで配置されています。
- ツールの変化ブラックテクノロジー:0.5秒以内にプログラムコマンドを使用してターゲットツールに自動的に切り替えます。古いマスターがツールを見つけるよりも10倍高速です。
- ツールホルダー:すべてのツールには独自の位置があり、調整ネジを使用してツール拡張長(0.01mmまでの精度)を正確に設定できます。
6.カットツール
材料選択:
- ダイヤモンドコーティングツール:アルミニウムのようなソフトメタルの場合、高効率と低抵抗で連続的に削減できます。
- 炭化物ツール:コバルトやチタンなどの要素を追加することで強化された、それらはステンレス鋼やチタン合金。 li> li>
構造的特徴:
- スレッドカッター:正確に整列した切断歯で標準メトリック/インペリアルスレッドをカットできます。
- カットオフツール:非常に狭いツールボディ構造(ツールボディの厚さ3-6mm)は、ワークピースの繊細な分離に使用されます。
- 内側の穴ツール:薄いシャフトはマイクロカットヘッドと組み合わされ、最小機械加工できるキャビティ構造はφ2mm
処理戦略:
- 粗い段階:高いレーキ角カッターを使用して、許容値の90%以上をすばやく取り出します。
- 仕上げ段階:小さな半径ツール(R0.2-0.4mm)に切り替え、フィード速度を0.05mm/rに低下させ、RA0.8μm表面を取得します。
7.クーリングシステム
は含まれていませんが、液体注射を切断することは非常に重要です:
- ツールを冷却します(高速切断では先端温度は500°を超えています)。
- ツールエンタングルメントを防ぐためにアイアンチップを洗い流します。
- 機械加工の表面で「研磨スパ」を実行。
CNCターニングセンターパラメーターを設定する方法
CNCターニングマシンの実際の処理では、次の4つの基本的なパラメーターを、特定の労働条件の観点からオペレーターによって規制する必要があります。これらのパラメーターは、最終製品の処理効率、ツールの寿命、品質に直接影響を与えます。
1.スピンドル速度(rpm)
スピンドルの速度とワークフィーチックの直径は、革命速度を低下させてコンパスで大きな円をマークする場合と同様に、反比例します。直径が増加するにつれて、一定の切断線速度を維持するために速度を低下させる必要があります。
2.フィードレート(mm/rev)
ツールの革命ごとの移動は、表面仕上げおよび加工生産性と直接的な相関があります。
- 高すぎる:ツールジャンプまたはワークの表面損傷をもたらします。
- 低すぎる:処理時間が長く、burrsになりやすい。
推奨されるベンチマーク値:
鋼:0.1-0.3 mm/rev。
アルミニウム材料:0.2-0.5 mm/rev。
3.ワークフィーチックの直径の影響
直径サイズは、2つの重要な要因に直接影響します。
- ツールの選択:直径50mmの場合、強化ツールホルダーが推奨されます。
- システムの剛性:直径20mmの場合、振動を防ぐために飼料速度を下げることができます。
4.カット深度(mm)
操作ごとに摂取する材料の量を制御するための重要な領域:
- 粗い機械加工:切削工具の端まで(ハードアロイナイフ:鋼のコンポーネントの場合は1.5mm、アルミニウム成分の場合は3mm)。
- 精密機械加工:0.1-0.5mmで制御されています(表面粗さ要件に応じて)。
JS特別リマインダー: ステンレス鋼を処理する場合、ツールの破損を避けるために深さを20%減らす必要があります。
CNCターニングプログラミングの重要な考慮事項は何ですか?
1.材料特性識別
(1)材料とツールの間の対応:
- ソフトマテリアル:アルミニウム合金など、ダイヤモンドコーティングツールが優先されますは、通常のツールよりも摩擦係数が40%低く、滑らかな連続切断を実現できます。
- 硬質材料:硬化鋼(HRC> 50)を処理する場合、CBN(CUBICホウ素窒化物)ブレードを使用する必要があります。その高温抵抗は、1200°Cの切断温度に耐えることができます。
(2)異常な処理のための予防措置:
- ステンレス鋼の固着:水ベースのクーラントの濃度を8%-10%に増やし、極度の圧力添加物を追加してチップ融解を避けます。
- 鋳鉄製ダストコントロール:レーキ角チップブレーカーを備えたブレードを使用し、2.5m/sのガスパージシステムを使用して作業領域をリアルタイムでクリーニングします。
- 典型的なケース:ワークショップが304ステンレススチールスリーブを処理した場合、G75コマンドのQパラメーターは有効になり、3mm幅のチップがスピンドルに巻き付けられ、機器が突然停止します。 Q値を0.3mmに調整した後、チップの長さは15mm以内に制御され、処理の連続性は大幅に改善されました。
2.幾何学的構造処理
(1)複雑な部分を3つのステップに分解します。
①
次に端面を平らにします。
(2)衝突防止チェックリスト:
- ツールバーの長さ:ディープホールを処理する場合、ツールバーの全長が穴の直径の4倍未満である必要があります(たとえば、φ20mm穴を処理する場合、ツールバーは最大80mmです)
- クランプクリアランス:少なくとも3mmの安全距離を離れて、駐車時にフロントとリアの間の距離として想像してください。
- 特別な形状:内側の凹型アークに遭遇した場合、等高線よりも小さいR角度のツールを使用する必要があります。
(3)残りの割り当て戦略:
- 重要な交配面(ベアリングポイントなど):0.02mmの仕上げ手当を残します。これは髪の厚さの1/4です。
- 非批判的な部品(プロセスボスなど):0.1mmにリラックスして、処理時間の約30%を節約できます。
- 変形可能な部品:手順でのプロセス、最初に0.5mmの手当を残し、その後老化した治療後に細かいターン。
(4)プログラムをデバッグするときに3つのことを行う必要があります:
- 空の実行チェック:工作機械で200%の飼料レートで実行し、ツールの変更点を書き留めるように観察します。
- 最初のピース測定:最初のコンポーネントを機械加工した後、 3つの座標を使用して3つのキーサイズを測定します。
- パラメーターの調整:実際の切断音に応じて調整すると、通常の切断音は引き裂く紙と同じくらい平らでなければなりません。
3.ツールパス計画
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線:1px;境界線:#000000;" border = "1">4.カットパラメーターリンケージ
- 3つの要素のバランス:速度(n)、フィード(f)、および切断深度(AP)を動的に調整する必要があります。
- ラフ化式:AP(3mm)×F(0.3mm/r)=高い材料除去率。
- 仕上げ式:n(2,000rpm)×f(0.05mm/r)=高い表面品質。
- 工作機械の負荷監視:電力が定格値の85%を超える場合の自動速度削減
5.フィクスチャポジショニングの3つの原則
- 一貫性のあるデータム:設計図面から品質検査への処理とクレンプまで、同じセットの位置決めデータムポイントを回避するために使用する必要があります。
- 剛性保証:直径の5倍を超える長さの細い部品(油圧ロッドなど)を処理する場合、曲げと変形を防ぐためにフォロワーツールホルダーを設置する必要があります。
- 高速切り替え:クイックチェンジフィクスチャシステムを使用して、ポジショニングモジュールはレゴブロックのように組み合わされ、生産変更時間は2時間から40分に圧縮されます。
6.プログラムの最適化のための3つのトリック
- 大まかなターニングサイクル:G71コマンドを使用して、繰り返し切断ステップをパッケージ化および処理し、コードの量を70%削減します。
- インテリジェントツール補償:T0101番号では、最初の2桁がツールを選択し、最後の2桁01はツールNo. 1の補正値を表します。
- サブルーチンの再利用:同じ構造に遭遇した場合、M98を使用して書かれたプログラムセグメントを呼び出して、コードを繰り返し入力する必要性を節約します。
7.品質と安全制御
オンライン検出:プログラムにM05スピンドル停止コマンドを挿入し、プローブでサイズを自動的に補正します。
緊急計画:
x/z軸ソフトリミット設定機械の衝突を防ぐため。
各ツールの最大切断荷重を個別に設定します。
CNCのターンが直面している課題とそれらを解決する方法は?
チャレンジ1:ハードマテリアルの処理の難しさ
典型的な問題: 硬化鋼(HRC55以上)および高温合金を処理すると、ツールの摩耗率は3〜5回増加し、表面の粗さは制御が困難です。
解決策:
- cbn(cubic boron nitride)ツールを使用します最大1200の耐熱性と、高圧冷却(圧力≥7MPa)と組み合わせて耐熱性があります。
- 変数パラメーター処理を実装します。ライン速度は大まかな処理段階で80m/minで、微細な処理段階で50m/minに減少します。
- 超音波振動補助技術を導入すると、切削力は40%減少します。
アプリケーションケース:JSは、インコルエル718タービンディスクを処理するときに、上記のソリューションを介して15個/ブレードから45個/ブレードにツール寿命を増やしました。
チャレンジ2:複雑な構造処理
典型的な問題: 内側の空洞の交差穴を持つ構造部品の場合、ツールパスは干渉が発生しやすくなります(たとえば、エアロスケのジョイントパーツを処理します
予防措置:
プログラミングフェーズでは、エンジニア 3Dシミュレーションソフトウェアを使用してを使用して、次のことに焦点を当てています。
✓ツールの変化ポイント位置。
✓アークの切断角度。
✓ツールホルダースイングスペース。
実際の処理前の3段階検証:
ompy空のツールで実行することにより、工作機械の動きの軌跡を観察します
nylonナイロンテストピースでテスト切断
チャレンジ3:処理効率と品質の矛盾
<テーブルスタイル= "境界線 - 崩壊:崩壊;幅:100%;境界線幅:1px;境界線:#000000; height:144.688px;" border = "1">ブレークスルーパス:
- PCBNツールを使用して、研削の代わりにハードターニングを実装します(プロセス時間の60%を節約)。
- 適応供給システムを開発して、切断荷重に応じてパラメーターを動的に調整します。
- コンポジット処理テクノロジーを適用、CNCターニングおよびミリングセンターはミリング機能を統合します。
要約
高精度と高効率の機械加工機能により、CNCターニングテクノロジーは、円筒形のコンポーネントを製造するための好ましい選択となっています。車両のエンジンアプリケーションのための精度のシャフト部分から内部空洞構造まで、 Millimeter dimensions in Medical製品、電動工具ライブラリや多軸リンケージなどの高度な構成は、複雑なパートマシンのプロセス全体を実行するためのマシンを有効にします。
パーツをカスタマイズする場合、 JSのデジタル製造プラットフォームは、ターンからフライスまでのソリューションを提供します。デザイン図をオンラインでアップロードするだけで、材料の選択から許容範囲の最適化まで、無料の製造可能性分析を提供します。わずか48時間以内に製造プロセスに入ることができます。 3Dモデルをアップロードし、今日のパーツにターニング図面のスマートマニュファクチャリングサービスを体験してください!

免責事項
このページの内容は情報のみを目的としています。サードパーティのサプライヤーまたはメーカーがLongShengネットワークを通じて提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または出来事は推測すべきではありません。これはバイヤーの責任ですこれらのパーツの特定の要件を決定するために、パーツの引用を求めてください。
jsは業界をリードする会社ですカスタム製造ソリューションに焦点を当てています。 5,000人以上の顧客にサービスを提供している20年以上の経験により、高精度 cnc machining 、 jsチーム
詳細については、href = "https://jsrpm.com/"> jsrpm.com
FAQS
1.回転におけるスピンドルの役割は何ですか?
スピンドルは、ワークの回転を駆動するコアコンポーネントであり、ワークピースのクランプと回転力の送信を担当します。速度を正確に制御することにより(1分あたり50〜3000回転)、切削工具とワークピースの間の安定した相対運動を保証し、機械加工の精度と表面の品質に直接影響します。
2. CNCのコア機器は何ですか?
CNC旋盤は、数値制御システム、スピンドル、および供給システムで構成されるコア機器です。 CNCシステムはプログラムの命令を解析し、スピンドルはワークピースを駆動して回転させ、フィードシステムは直線で移動するツールを制御します。 3つは協力して精密な切断を完了します。
3.ツールはワークピースに沿ってどのように移動しますか?
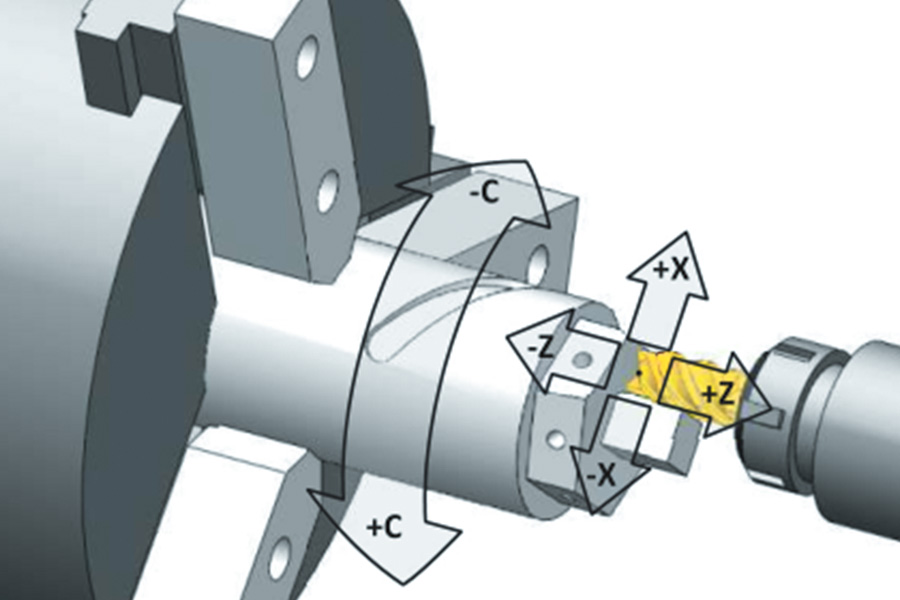
切削工具は、X軸(ラジアル)およびZ軸(軸)に沿って正確に移動するサーボモーターによって駆動されます。 CNCシステムは、プログラムの命令に従って移動速度とパスを制御し、切断中に0.001mmの精度で設定された軌道に従って、複雑な輪郭加工を実現します。
4.クーラントの実用的な機能は何ですか?
クーラントは、主に冷却、潤滑、チップ除去の機能を提供します。切断熱の75%を奪い、ツールの過熱(> 600℃が燃焼する)を防ぎ、ツールの絡み合いを避け、ツールの寿命を30%以上潤滑および延長し、ワークピースの熱変形を防ぐことができます。
リソース
>
