

Finition de surfaceest un lien largement négligé. Il se trouve derrière l'apparence brillante du produit et régit les performances et l'expérience de base.
Pensez à ces maux de tête: les pièces que vous avez conçues sont dimensionnellement précises, mais elles sont gaspillées et épuisées en raison de frottements excessifs lorsqu'ils sont assemblés. Vos produits électroniques haut de gamme avec d'excellents looks ont des empreintes digitales sur toutes leurs surfaces lorsqu'ils sont touchés par les consommateurs, et le coût baisse immédiatement. Les raisons de ces maux de tête sont généralement que le traitement de la surface n'est pas bon.
Ce n'est pas aussi simple que le processus d'embellissement précédent. La résistance à l'usure des pièces automobiles, la résistance à la corrosion de l'équipement médical, la résistance à la liaison entre le métal et le toucher de la coquille de téléphone portable reposent tous sur le traitement de surface. C'est comme s'il portait une couche intelligente invisible au produit, non seulement une belle apparence mais aussi fonctionnelle.
Ne le sous-estimez pas!Bien que le consommateur ne le remarque pas, la qualité de finition à la surface affecte directement la durée de vie des produits, la fiabilité et la satisfaction du client.
Donnez un exemple réel: dans leindustrie automobile, plus de 80% des rappels sont dus aux défauts de surface! N'est-ce pas suffisant pour démontrer le problème? Que ce soit pour faire un brillant miroir ou une sensation mate, améliorer la fonction résistante à la rouille ou pour assurer l'adhésion du revêtement, le traitement de surface est un lien technique crucial de base dans la fabrication de précision. Il détermine si les produits fabriqués par nous sont simplement utilisables ou plutôt faciles à utiliser et durables.
Résumé de la réponse de base:
| Objectif de traitement | Exemples de processus communs | Rôle central |
| Améliorer l'esthétique | Sandblasting, polissage, anodisation, peinture. | Changer la couleur, l'éclat et la texture pour améliorer un sentiment de sophistication |
| Améliorer les performances | Anodisation dur, placage du chrome dur, nitrade. | Améliorer la dureté, la résistance à l'usure et la résistance à la corrosion |
| Changer la fonction | Placage en or, placage d'argent, passivation. | Améliorer la conductivité, la soudabilité et la biocompatibilité |
Cet article répondra à vos questions:
- Dans ce guide, je vais définir pour vous ce qu'est le traitement de surface.
- Je vais vous montrer comment lire les marques de rugosité de surface sur les dessins d'ingénierie.
- Ensuite, je décrirai le plus utiliséTechniques de finition de surface métallique.
- Combiné avec un problème de sélection réel, comment équilibrer les exigences de performance, les effets esthétiques et les coûts de production, utilisez des cas réels pour expliquer comment choisir.
- Enfin, utilisez la session de questions / réponses pour répondre à des questions spécifiques que vous pouvez rencontrer.
Pourquoi devez-vous faire confiance à ce guide? Pratique réelle de JS dans le traitement de surface
Nous ne faisons pas que traiter les pièces dans notre entreprise JS. Ce que nous proposons, c'est le produit fini que les clients peuvent désormais acquérir et utiliser.Les détails subtils du processus de traitement de surface sont exactement ceux dont nous discutons.
- Par exemple, si vous voulez que votre couverture de téléphone portable soit aussi douce et cassante que les téléphones aux pommes, quel sable grossier et le sable fin êtes-vous censé pulvériser? Nous le faisons.
- Et pour que le polissage électrolytique de l'implant médical soit implanté dans le corps humain, comment choisir les paramètres pour le rendre fluide et sûr pour que le corps ne le rejette pas? C'est aussi une question que nous réfléchissons jour après jour.
Nousvous aider à résoudreTous les problèmes de composants de l'intérieur à l'extérieur, de la précision dimensionnelle à l'apparence et à la sensation finales. En parlant d'expérience, aucune des recommandations de ce guide ne vient directement des livres, mais plutôt résumé après avoir aidé les clients à résoudre des centaines de problèmes.
- Le client a-t-il rencontré le problème de la couleur étant plus foncée et plus claire dans certaines zones après l'anodisation? C'est à cause de l'épaisseur du film non uniforme, et nous l'avons surmontée.
- Le produit du client a échoué au test de pulvérisation saline et rouillé? Le problème est que le revêtement n'a pas été sélectionné de manière appropriée au début, et nous avons connu la même chose.
Chacun des mots que vous lisez ici est notre expérience sur le terrain acquise à partir d'essais répétés en laboratoire et de tests continus dans l'atelier, la sueur et l'argent. Ce n'est pas une théorie vide mais une méthode éprouvée a essayé des centaines de fois.
"Le maître de qualité Philip Crosby a souligné: la qualité n'est pas définie par l'inspection mais construite et réalisée dès le début."
L'objectif principal de ce guide est de vous permettre d'effectuer le traitement de surface à la fabrication et de concevoir la racine, de supprimer les risques possibles et d'améliorer la qualité et la fiabilité du produit.
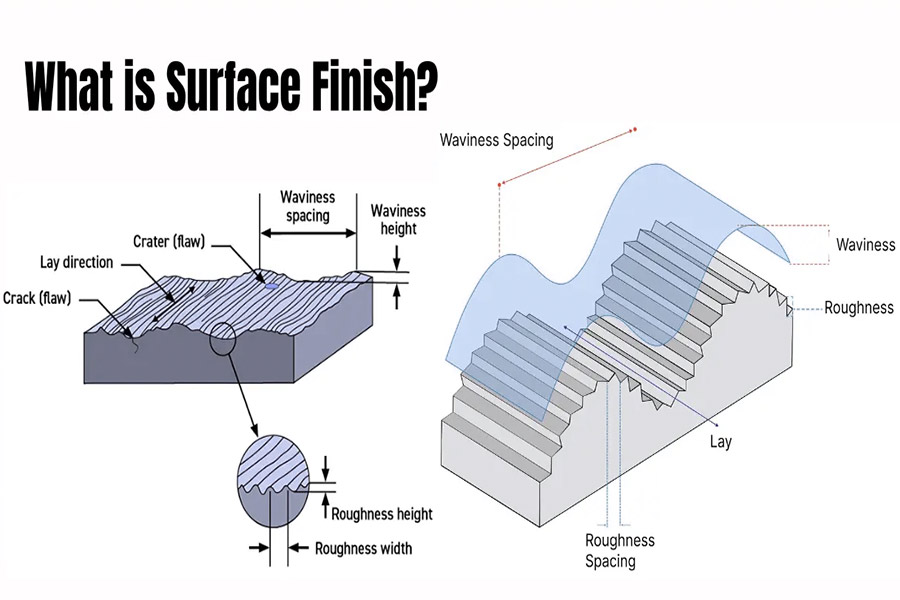
Interprétation du langage des ingénieurs: rugosité de surface
Pour nous, ingénieurs, la douceur n'est pas seulement un sentiment. C'est un paramètre clé qui peut être mesuré avec précision et clairement écrit en noir et blanc, qui estrugosité de surface.
Qu'est-ce que la rugosité de surface (RA)?
En termes simples, RA (moyenne de rugosité) est l'indicateur de base pour mesurer à quel point une surface "rugueuse" ou "lisse" est.
Imaginez: même si la surface métallique a l'air lisse, elle ressemble en fait à une montagne miniature lorsque vous zoomez, avec "Peaks" et "Vallées".
Comment mesurer RA?Il mesure la hauteur moyenne de ces «montagnes» jusqu'au «fond de la vallée».
Signification numérique:Plus la valeur RA est petite, plus les pics et les vallées sont petits, et plus la surface est plus plate et lisse.
Par exemple:
- RA 3,2 µm: il ressemble à un chemin de terre compacté, avec un sentiment de hauts et de bas.
- RA 0,8 µm: C'est comme une route d'asphalte plate, beaucoup plus fluide.
- RA 0,1 µm: c'est absolument la douceur ultime du niveau supérieur de la piste F1.
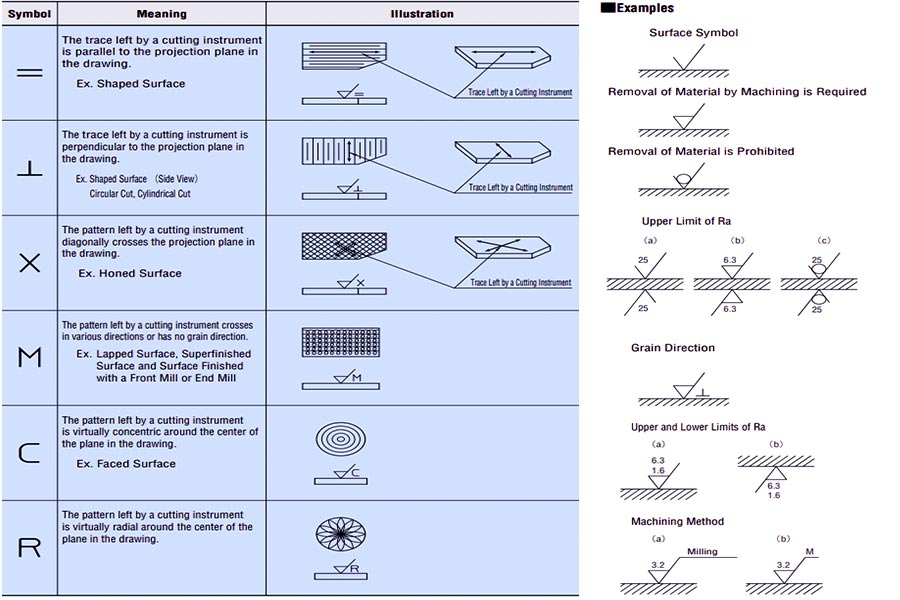
Comment lire les symboles de traitement de surface sur les dessins?
- Le panneau "Check Mark" (√) sur les plans est la spécification de la rugosité de surface. Les informations critiques sont cachées aux endroits suivants:
- Valeur RA (clé!):Le nombre écrit à l'intérieur de la "coche", tel que 3.2, signifie la rugosité maximale autorisée (la valeur RA ne peut pas la dépasser).
- Comment traiter?: Le texte sur la ligne horizontale au-dessus de la "coche" vous indique quel processus utiliser pour y parvenir, commefraisageet broyage.
- Comment mesurer la longueur? : Le nombre à droite (ou en dessous) de la "marque de contrôle" indique la longueur de l'échantillon (longueur d'échantillonnage) sélectionnée pendant la mesure.
- Dans quelle direction est la texture face? : Les petits symboles sous la "marque de contrôle", comme = (parallèle), x (croix), M (multidirectionnel), indiquent la direction de la texture de surface.
À quel point les différents processus peuvent-ils le faire? (Plage de valeur RA commune)
Le processus que vous choisissez détermine en grande partie à quel point la surface peut être lisse. Jetons un coup d'œil à nos communs:
| Technologie de traitement | Plage de valeurs RA typique (µm) | Le sentiment de regarder / de toucher |
| Fonderie | > 12.5 | Il est clairement rugueux, avec des trous de sable visibles et une texture granulaire. |
| Fraisage | 1.6 - 6.3 | Vous pouvez voir / sentir le couteau les marques un par un. |
| Tournant | 0,8 - 3,2 | Il y a des motifs en spirale très fins, plus lisses que le fraisage. |
| Affûtage | 0,2 - 1,6 | C'est assez lisse, avec quelques ridules directionnelles. |
| Polissage | <0,4 | Très brillant, avancé peut réaliser un effet miroir. |
"Comprendre la rugosité de surface et les symboles de dessin est une étape clé pour garantir les performances et l'apparence des pièces. Ne laissez pas la rugosité devenir la lacune de votre produit! Chez JS, nous traitons ces détails tous les jours. Vous voulez des pièces qui sont à la fois faciles à utiliser et à bien contrôler la qualité de la source."
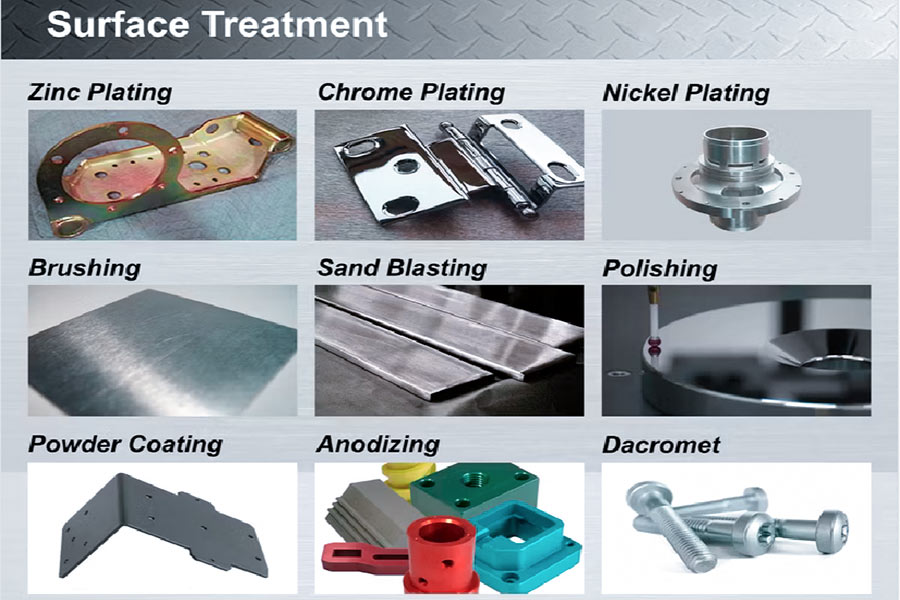
Visite du processus de finition de surface grand public
Il existe de nombreuses façons de traiter la surface, tout comme la boîte à outils de notre ingénieur. Chaque outil a sa meilleure méthode de traitement. La clé dépend de l'effet que vous souhaitez que la pièce atteigne.
Catégorie 1: Méthode soustractive Rendre la surface plus fluide
Il s'agit de moudre la surface ou de supprimer une couche pour la rendre plus lisse, plus uniforme ou pour créer une texture spécifique:
- Sable de sable / coup de feu: frappez la surface de la pièce avec du sable à grande vitesse ou de petits coups en acier. L'effet est de faire une surface mate uniforme, et elle peut également libérer la contrainte à l'intérieur de la pièce pour la rendre plus forte. Je l'utilise souvent pour faire des pièces d'apparence ou nettoyer la surface.
- Polirage / broyage: Le but est de poursuivre la douceur ultime! Du polissage de la machine au polissage mécanique chimique plus avancé, l'idée principale est de moudre la couche par couche pour minimiser les fosses de surface (valeur RA) et la rendre brillante ou même comme un miroir. Les boîtiers de surveillance et les pièces décoratives haut de gamme en sont inséparables.
- Dessin de fil: cela a dû être vu par tout le monde. La texture de beaucouppanneaux d'appareil domestiquesest d'utiliser une ceinture de ponçage ou une brosse pour "dessiner" des lignes droites sur la surface dans une direction spécifique, qui semble très texturée.
Catégorie 2: Méthode additive - Mettez les "vêtements" à la surface
Ce processus consiste à mettre une couche supplémentaire de matériau à l'extérieur de la pièce, principalement pour la protection, l'apparence ou pour créer une nouvelle fonction. Dans le fonctionnement commun et finition de surface:
- Electroplasting: immerge la pièce dans une solution de métal et passer un courant électrique pour plaquer une fine couche de film métallique en continu à la surface. Par exemple, le placage en nickel est anti-rust, le placage chromé est brillant et résistant à l'usure (comme un pare-chocs de voiture), et le placage en or / argent est principalement pour la conductivité. Nous l'utilisons souvent pour faire des connecteurs et des pièces d'ornementation.
- Anodisant (pour l'aluminium): C'est «l'armure exclusive» pour l'aluminium et ses alliages. Grâce au traitement électrique, un film d'oxyde dur et dyable "grandit" à la surface de l'aluminium. Il est coloré, résistant à la corrosion et résistant à l'usure. Nous utilisons le processus sur de nombreux composants électroniques et automobiles grand public.
- Peinture pulvérisée / pulvérisation en poudre: le plus populaire, peut-être. La peinture à la pulvérisation est la pulvérisation de la peinture liquide et la pulvérisation en poudre est la pulvérisation de poudre en plastique chargée (adsorbée statiquement puis cuite). Il est d'une variété de haute couleur et d'une bonne protection. Des voitures aux machines à laver, partout. Le plus utilisé dansNotre atelier est la pulvérisation de poudre, ce qui est rentable et également respectueux de l'environnement.
Catégorie 3: Méthode de conversion - Modification de la surface elle-même
Ce n'est pas une méthode additive ou soustractive, mais modifie les propriétés du matériau de surface:
- Passivation (acier inoxydable): Utilisez un acide spécial pour laver les liens de fer restants sur la surface afin que le film mince de chrome de chrome naturel et imperméable sur la rouille naturel sur la surface de l'acier inoxydable soit plus compact et parfait, et la propriété anti-rouille atteint directement un haut niveau. Vous devez passer ce niveau pour la production dedispositifs médicauxet l'équipement de qualité alimentaire.
- Noircissement / phosphation (principalement pour l'acier): le noircissement forme une fine couche d'oxyde noir à la surface de l'acier et le phosphating forme une couche de cristal phosphate. La fonction principale est d'empêcher la rouille, et c'est une grande amorce pour la peinture ultérieure, ce qui rend le bâton de peinture meilleur. La majorité des boulons noirs et des outils que vous voyez sont traités en noircissement.
- Traitement thermique (durcissement de la surface): par exemple, nitrative et carburation. Ce n'est pas seulement le chauffage, mais mettre les pièces dans une atmosphère spéciale pour les chauffer. Permettez à ces matériaux de «forer» dans les surfaces avec des pièces et modifiez le «physique» de la surface. Le but est de rendre la surface des pièces particulièrement dure et résistante à l'usure, mais le noyau doit être difficile. Les engrenages et les arbres, qui ont une frottement sévère, tous comptent sur lui.
"Le professeur Mike F. Ashby, une autorité sur la sélection des matériaux, a souligné que la sélection, le traitement et le traitement de surface des matériaux devraient être considérés dans son ensemble, qui est une voie collaborative pour atteindre la fonction, la beauté et la fiabilité du produit."
Le choix du processus de finition de surface dépend des exigences fonctionnelles, des exigences d'apparence et de l'environnement d'utilisation des pièces. JS se concentre sur la technologie de surface des matériaux et fournit des recherches professionnelles et un jugement. Veuillez nous fournir vos besoins spécifiques et vos dessins de pièces. Nous allons combiner notre expérience pour recommander le plus appropriétraiter la solutionPour vous, vous assurer que les pièces ont des performances fiables et respectent les normes d'apparence en une seule étape.
Analyse de cas réelle: décision de traitement de surface d'un support de drone haut de gamme
Le traitement en surface ne signifie pas le choix d'un processus. Cela ressemble plus à des blocs de construction. Il est nécessaire de combiner différents «blocs de construction» (processus) en fonction des besoins de différentes parties des pièces pour obtenir l'effet le plus parfait. Le cas de support de drone suivant est particulièrement illustratif de cette vérité.
Défi des clients: il doit être beau, durable, léger et rentable
Nous avons un client qui veut faire un support en alliage en aluminium (6061-T6) pour un drone de photographie aérien professionnel. Les exigences ne sont pas simples:
- Apparence élevée: il doit être en noir mat de haute qualité et doit correspondre exactement à la conception du corps.
- Doit être durable: il vole souvent à l'extérieur, exposé au vent et à la pluie, et doit être résistant aux rayures et résistant à la corrosion.
- Les pièces clés doivent être résistantes à l'usure: le trou intérieur reliant le support et le cardan est souvent actif, il doit donc avoir un faible frottement et être super résistant à l'usure, sinon il se lâche en peu de temps.
- Les coûts doivent être contrôlés: c'est quelque chose qui doit êtreen masse, donc ça ne peut pas être trop cher.
Trick de JS: Traitement de partition et résoudre pas à pas
Le plan initial a rencontré des contradictions:
- Problème 1: Si le support entier est anodisé dur, la résistance à l'usure du trou intérieur (HV500 +) est absolument satisfaite, mais l'apparence globale est gris foncé, pas le noir mat pur que les clients veulent, et le coût est très élevé.
- Problème 2: Si seul le sablage ordinaire + l'anodisation noire est effectué, l'apparence est noire mate, et le coût est également réduit, mais la dureté du trou intérieur ne suffit pas (l'anodisation ordinaire est à propos de HV300), et elle ne peut pas résister au frottement quotidien du cardan.
Les deux solutions ci-dessus ne sont pas possibles, que faire?Nous avons utilisé notre compréhension approfondie des outils de finition de surface pour optimiser le schéma de combinaison:
Étape 1: Blasting global
AprèsCNC UsinéBracket, effectuez d'abord 150 # en verre de sable de sable dans l'ensemble. Cette étape rend la surface de toute la partie uniforme et délicate, jetant les bases de l'effet mat ultérieur.
Étape 2: Protégez les pièces clés
Utilisez un bouchon en caoutchouc résistant à haute température spécial pour protéger avec précision le trou intérieur qui nécessite une résistance à l'usure. Cette étape doit être précise et la fuite ne doit pas se produire.
Étape 3: Obtenez l'apparence de la couleur
Maintenant, faites une anodisation noire ordinaire pour le support. Parce que le trou intérieur est protégé, le liquide d'oxydation ne peut pas entrer, donc seule la surface extérieure devient noire. Nous contrôlons l'épaisseur du film d'oxyde noir à environ 15 µm, afin que nous puissions obtenir l'apparence noire mate de haute qualité que les clients veulent, et le coût est conforme aux attentes.
Étape 4: oxydation dure locale
Retirez soigneusement le bouchon en caoutchouc protecteur du trou intérieur et effectuez un anodisation dur sur ce trou intérieur seul. Cette étape rend l'épaisseur du film d'oxyde sur la surface du trou intérieur atteignant plus de 40 µm, la dureté dépasse HV500, la résistance à l'usure est très bonne et le problème de frottement du cardan est parfaitement résolu.
Résultat final: utilisez la solution combinée pour obtenir l'effet de 1 + 1> 2
Jetez un œil aux véritables avantages apportés par cette solution de combinaison:
| Indice | Plan de processus unique | Schéma de combinaison JS | Avantages reflétés |
| Apparence | L'oxydation dure apparaît sous forme de gris foncé / gris vif, qui ne répond pas aux exigences. | Noir mat de haute qualité, satisfaisant pleinement la conception. |
Améliorez la valeur esthétique du produit.
|
| Porter la résistance du trou intérieur | La dureté d'oxydation ordinaire est insuffisante (sur HV300). | Oxydation dure, dureté> HV500, excellente résistance à l'usure. | Prolonger considérablement la durée de vie des composants centraux. |
| Coût complet | Le coût de l'oxydation pleinement dure est élevé. | Le coût du plan de combinaison est réduit d'environ 20%. | Améliorez considérablement la compétitivité du marché. |
Révélation de base:
Ce cas nous enseigne qu'une excellente ingénierie de finition de surface ne consiste pas à "commander un plat" dans le menu, mais comme un vieux médecin chinois prescrivant une prescription, les "symptômes" (exigences) de différentes parties des pièces sont déterminés, puis une "prescription de combinaison" précise est prescrite. Cela repose sur la compréhension de divers processus et l'expérience pratique accumulée dans l'atelier.
"Ingénierie de finition de surfaceest un lien clé pour déterminer les performances et l'apparence du produit. Face à des exigences complexes, JS est bon à utiliser une combinaison de processus pour obtenir les meilleurs résultats au meilleur coût. Vous voulez que vos composants clés soient à la fois fiables et exceptionnels? Envoyez-nous immédiatement vos dessins de pièce et vos exigences de performance, et l'équipe d'ingénierie JS personnalisera une solution de traitement de surface pour vous. "

FAQ - Répondez à vos questions de traitement de surface
Quel est le meilleur, l'anodisation ou la peinture?
En fait, il n'y a pas de «mieux» simple, la clé dépend de ce dont vos pièces ont besoin.
- L'anodisation est principalement pour les pièces en aluminium. C'est pour former un film dur sur le substrat. Il a une texture de liaison super forte, extrêmement résistante à l'usure et plus métallique, mais moins d'options de couleurs.
- La peinture pulvérisée / pulvérisation en poudre consiste à couvrir une couche de peinture avec des couleurs extrêmement riches, ce qui convient à presque tous les matériaux et a des performances à coût élevé, mais le revêtement est relativement facile à endommager par les bosses.
Quelle méthode de traitement dois-je choisir?
Pour une durabilité extrême et une sensation métallique (parties en aluminium), choisissez l'anodisation. Pour l'apparence colorée ou les matériaux non en aluminium, choisissez la peinture au pulvérisation. Il existe d'autres solutions dans le domaine du placage et de la finition de surface (comme l'électroples), et le choix final dépend de vos besoins spécifiques.
Pourquoi mes pièces en acier inoxydable rouillent-elles encore? N'est-il pas dit que l'acier inoxydable ne rouille pas?
Concernant la question de la rouille des pièces en acier inoxydable,Un point clé doit être clarifié:
La nature de l'acier inoxydable est "relativement pas facile à rouiller", mais pas "absolument pas de rouille".Pendant le traitement ou l'utilisation, la surface peut être contaminée par des polluants tels que les liens de fer, ou son film de protection naturel peut être détruit. Ces zones endommagées ou contaminées deviendront le point de départ de la rouille dans des environnements humides et salés.
Par conséquent, pour les applications qui nécessitent une résistance à la rouille extrêmement élevée (comme les dispositifs médicaux et les pièces du navire), il ne suffit pas d'utiliser de l'acier inoxydable seul. Le traitement de la passivation doit être effectué après le traitement. La passivation élimine complètement les contaminants de surface par des méthodes chimiques et fait que la surface de l'acier inoxydable reconstruit un film protecteur d'oxyde de chrome plus dense et plus stable. Il s'agit d'une étape clé pour garantir que les pièces en acier inoxydable peuvent jouer leur résistance à la corrosion due.
La «finition de surface» et la «rugosité de surface» sont-elles la même chose?
En tant qu'ingénieur chez JS, la différence entre la finition de surface et la rugosité doit être clarifiée:
Les deux indiquent essentiellement les mêmes attributs, mais avec des angles d'expression opposés.
- La rugosité de surface est un paramètre technique quantitatif qui mesure avec précision la concavité microscopique et la convexité de la surface à travers une valeur spécifique (comme RA = 0,8 μm). Plus la valeur est petite, plus elle est lisse.
- La finition de surface est un concept qualitatif traditionnel, qui utilise des symboles de qualité (comme ▽ 7) pour décrire vaguement le degré de douceur. Plus le grade est élevé, plus il est lisse.
Dans la pratique d'ingénierie moderne, nous préférons utiliser des marques de rugosité avec les valeurs de PR (comme RA 1.6). Cette expression est plus précise, quantifiable et conforme aux normes internationales, et peut éviter de traiter les erreurs causées par des définitions vagues de qualité.
Autrement dit: la rugosité est exprimée en nombre, la douceur est exprimée dans les symboles et la rugosité numérique est le langage universel de la communication d'ingénierie actuelle.
Résumé
La finition de surface est loin d'être un lien facultatif à la fin du processus de fabrication. Il s'agit d'un élément d'ingénierie de base qui nécessite une considération stratégique au début de la conception des produits. Il détermine directement l'appel d'apparence du produit, la fiabilité fonctionnelle, la durée de vie et la rentabilité globale. Maîtriser et optimisersurface processus de finitionest une capacité clé pour créer d'excellents produits.
Vous craignez que le traitement de surface inapproprié affaiblit le potentiel de valeur de votre produit?
Chez JS, nous avons un équipement de finition de surface complet et une accumulation de génie profonde. De la finition CNC,formage de tôlerie, Pour un traitement de surface final, nous fournissons un service à guichet unique. Nous sommes une entreprise technique d'équipement de finition de surface et un partenaire pour vous aider à résoudre des problèmes.
Agissez maintenant:
- Téléchargez votre conception: Laissez-nous évaluer comment «personnaliser la couche» pour vos pièces.
- Obtenez une solution d'experts:Ingénieurs JSRecommandera la meilleure combinaison de traitement de surface en fonction de vos performances, de vos besoins en matière de performance, et de coût.
- Recevez un devis clair: obtenez rapidement un devis de fabrication complet couvrant le traitement et le traitement de surface.
Laissez-nous travailler ensemble pour nous assurer que vos produits sont de qualité, à l'intérieur comme à l'extérieur.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:jsrpm.com
Ressource

