

Acabado superficiales un enlace ampliamente ignorado. Se encuentra detrás de la brillante apariencia del producto y gobierna el rendimiento y la experiencia principales.
Piense en estos dolores de cabeza: las partes que ha diseñado son dimensionalmente precisas, pero se desperdician y se agotan debido a la fricción excesiva a medida que se ensamblan. Sus productos electrónicos de primera línea con excelentes looks tienen huellas digitales en todas sus superficies cuando los consumidores lo tocan, y el costo cae de inmediato. Las razones de estos dolores de cabeza suelen ser que el procesamiento de la superficie no es bueno.
No es tan fácil como el proceso de embellecimiento anterior. La resistencia al desgaste de las piezas del automóvil, la resistencia a la corrosión del equipo médico, la resistencia a la unión entre el metal y el toque de la shell del teléfono móvil dependen del tratamiento de la superficie. Es como si usar una capa inteligente invisible para el producto, no solo se vean bien sino también funcional.
¡No lo subestimes!Si bien el consumidor puede no notarlo, la calidad de acabado en la superficie afecta directamente la vida del producto, la confiabilidad y la satisfacción del cliente.
Dar un ejemplo de la vida real: en elindustria automotriz¡Más del 80% de los retiros se deben a defectos superficiales! ¿No es esto suficiente para demostrar el problema? Ya sea para hacer que el espejo brillo o la sensación mate, para mejorar la función a prueba de óxido o para garantizar la adhesión del recubrimiento, el tratamiento de superficie es un vínculo técnico de núcleo crucial en la fabricación de precisión. Determina si los productos fabricados por nosotros son simplemente utilizables o más fáciles de usar y duraderos.
Resumen de la respuesta central:
| Propósito de procesamiento | Ejemplos de procesos comunes | Rol central |
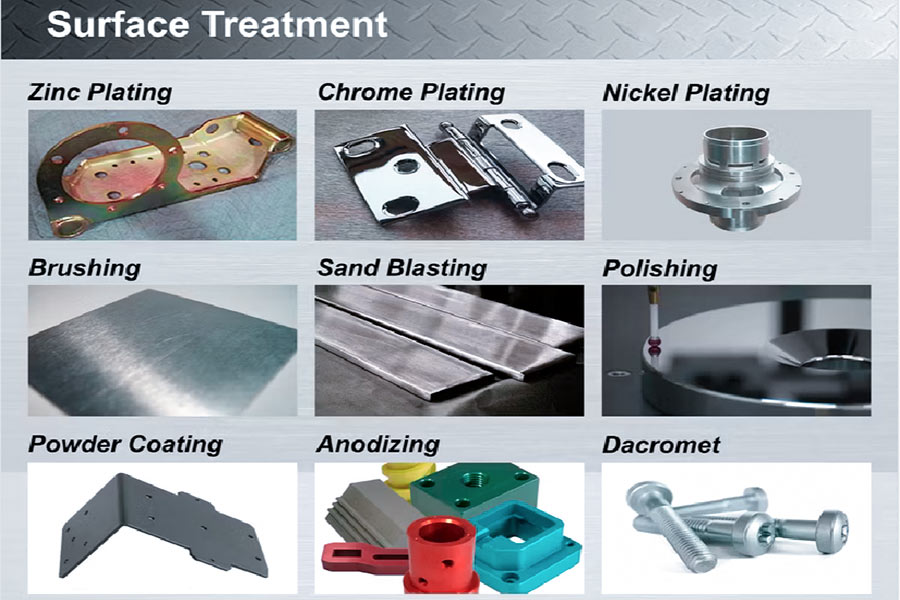
| Mejorar la estética | Sandblasting, pulido, anodización, pintura. | Cambiar color, brillo y textura para mejorar una sensación de sofisticación |
| Mejorar el rendimiento | Anodización dura, recubrimiento de cromo duro, nitruración. | Mejorar la dureza, la resistencia al desgaste y la resistencia a la corrosión |
| Función de cambio | Chapado en oro, plateado, pasivación. | Mejorar la conductividad, la soldabilidad y la biocompatibilidad |
Este artículo responderá a sus preguntas:
- En esta guía, te definiré qué es el tratamiento de superficie.
- Te mostraré cómo leer las marcas de rugosidad de la superficie en dibujos de ingeniería.
- Entonces describiré el más utilizadoTécnicas de acabado de la superficie del metal.
- Combinado con un problema de selección de la vida real, cómo equilibrar los requisitos de rendimiento, los efectos estéticos y los costos de producción, use casos reales para explicar cómo elegir.
- Finalmente, use la sesión de preguntas y respuestas para responder preguntas específicas que pueda encontrar.
¿Por qué debes confiar en esta guía? La práctica del mundo real de JS en el tratamiento de superficie
No solo procesamos piezas en nuestra empresa JS. Lo que ofrecemos es el producto terminado que los clientes ahora pueden adquirir y usar.Los detalles sutiles del proceso de tratamiento de la superficie son exactamente los que discutimos.
- Por ejemplo, si desea que la cubierta de su teléfono móvil sea tan suave y frágil como los teléfonos de manzana, ¿qué arena gruesa y arena fina se supone que debes rociar? Lo hacemos.
- Y para que el pulido electrolítico del implante médico se implante en el cuerpo humano, ¿cómo elegir los parámetros para que sea suave y seguro para que el cuerpo no lo rechace? También es una pregunta que reflexionamos día tras día.
Nosotrosayudarte a resolverTodos los problemas del componente de adentro hacia afuera, desde la precisión dimensional hasta la apariencia y la sensación finales. Hablando de experiencia, ninguna de las recomendaciones en esta guía proviene directamente de los libros, sino que resume después de haber ayudado a los clientes a resolver cientos de problemas.
- ¿El cliente ha encontrado el problema de que el color sea más oscuro y más claro en algunas áreas después de anodizar? Eso se debe al grosor de la película no uniforme, y lo hemos superado.
- ¿El producto del cliente falló la prueba de spray de sal y se oxidó? El problema es que el recubrimiento no se seleccionó adecuadamente al principio, y experimentamos lo mismo.
Cada una de las palabras que está leyendo aquí es nuestra experiencia de campo obtenida de pruebas repetidas en el laboratorio y pruebas continuas en el taller, sudor y dinero. No es una teoría vacía, pero un método probado probó cientos de veces.
"El maestro de calidad Philip Crosby enfatizó: La calidad no se define por inspección, sino que se construye y se hace desde el principio".
El objetivo principal de esta guía es permitirle llevar a cabo el tratamiento de la superficie en la raíz de fabricación y diseño, eliminar posibles peligros y mejorar la calidad y confiabilidad del producto.
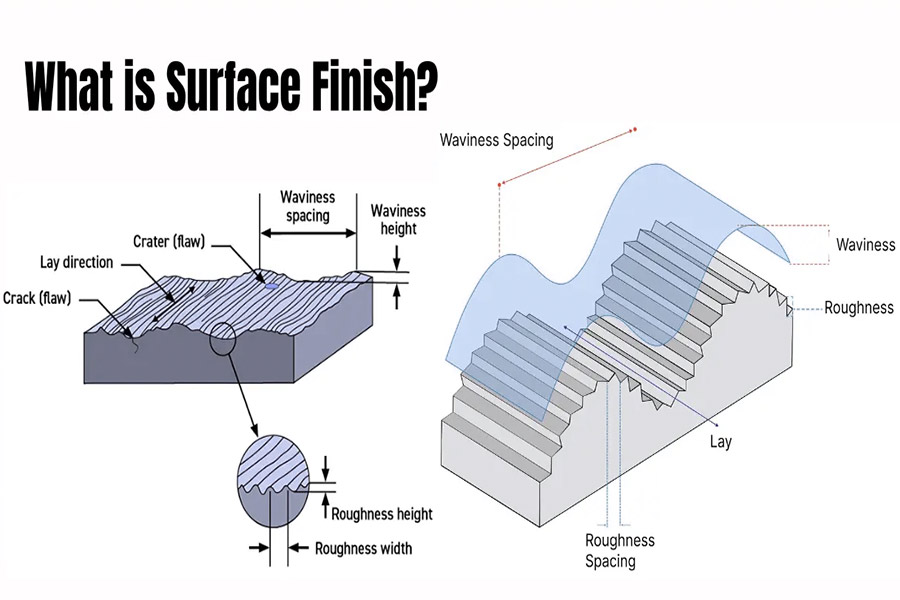
Interpretando el lenguaje de los ingenieros: rugosidad de la superficie
Para nosotros los ingenieros, la suavidad no es solo una sensación. Es un parámetro clave que se puede medir con precisión y claramente escrito en blanco y negro, que esRugosidad de la superficie.
¿Qué es la rugosidad de la superficie (RA)?
En pocas palabras, la AR (promedio de rugosidad) es el indicador central para medir cuán "áspero" o "suave" es una superficie.
Imagínese: incluso si la superficie del metal se ve suave, en realidad parece una montaña en miniatura cuando se acerca, con "picos" y "valles".
¿Cómo medir RA?Mide la altura promedio desde estas "montañas" hasta el "fondo del valle".
Significación numérica:Cuanto más pequeño sea el valor de RA, más pequeños son los picos y los valles, y el más plano y más suave la superficie.
Por ejemplo:
- RA 3.2 µm: se siente como un camino de tierra compactado, con una sensación de altibajos.
- RA 0.8 µm: es como un camino de asfalto plano, mucho más suave.
- RA 0.1 µm: esa es absolutamente la suavidad final del nivel superior de pista F1.
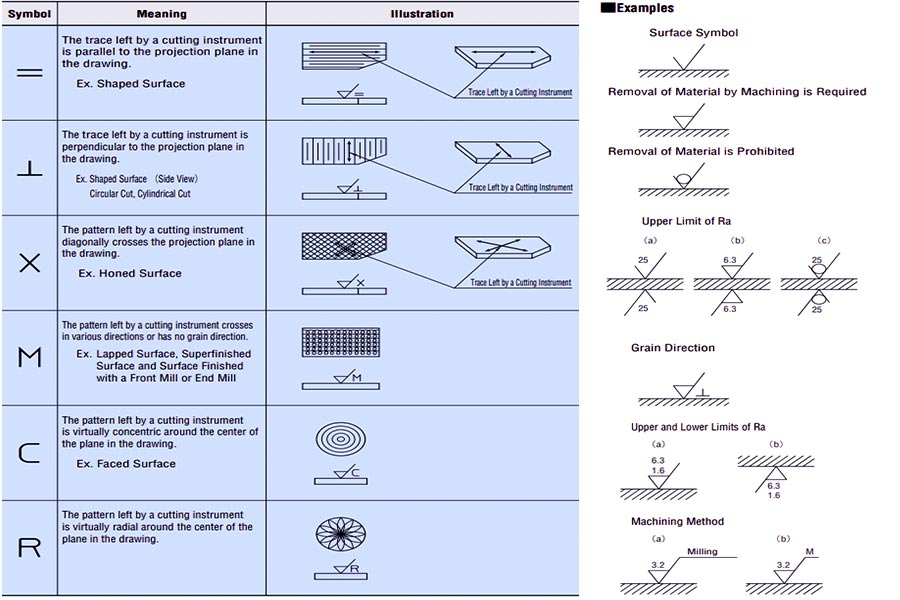
¿Cómo leer los símbolos de tratamiento de la superficie en los dibujos?
- El signo de "marca de verificación" (√) en los planos es la especificación de la rugosidad de la superficie. La información crítica está oculta en los siguientes lugares:
- Valor de ra (clave!):El número escrito dentro de la "marca de verificación", como 3.2, significa la rugosidad máxima permitida (el valor de RA no puede excederlo).
- ¿Cómo procesar?: El texto en la línea horizontal sobre la "marca de verificación" le dice qué proceso usar para lograrlo, comomolienday molienda.
- ¿Cómo medir la longitud? : El número a la derecha (o abajo) de la "marca de verificación" indica la longitud de la muestra (longitud de muestreo) seleccionada durante la medición.
- ¿En qué dirección se enfrenta la textura? : Los símbolos pequeños debajo de la "marca de verificación", como = (paralelo), x (cruz), m (multidireccional), indican la dirección de la textura de la superficie.
¿Qué tan suaves pueden hacerlo diferentes procesos? (Rango de valor de RA común)
El proceso que elija determina en gran medida cuán suave puede ser la superficie. Echemos un vistazo a nuestros comunes:
| Tecnología de procesamiento | Rango de valor típico de RA (µm) | La sensación de mirar/tocar |
| Fundición | > 12.5 | Es claramente áspero, con agujeros de arena visibles y textura granular. |
| Molienda | 1.6 - 6.3 | Puedes ver/sentir el cuchillo marca uno por uno. |
| Torneado | 0.8 - 3.2 | Hay patrones espirales muy finos, más suaves que la molienda. |
| Molienda | 0.2 - 1.6 | Es bastante suave, con algunas líneas finas direccionales. |
| Pulido | <0.4 | Muy brillante y avanzado puede lograr un efecto espejo. |
"Comprender la rugosidad de la superficie RA y los símbolos de dibujo es un paso clave para garantizar el rendimiento y la apariencia de las piezas.
Tour del proceso de acabado de superficie convencional
Hay muchas maneras de tratar la superficie, al igual que la caja de herramientas de nuestro ingeniero. Cada herramienta tiene su mejor método de tratamiento. La clave depende de qué efecto desea que logre la parte.
Categoría 1: Método sustractivo para hacer la superficie más suave
Esto es para moler la superficie o eliminar una capa para que sea más suave, más uniforme o para crear una textura específica:
- Peening de arena/disparo: golpear la superficie de la pieza con arena de alta velocidad o pequeños disparos de acero. El efecto es hacer una superficie mate uniforme, y también puede liberar la tensión dentro de la parte para fortalecerla. A menudo lo uso para hacer piezas de apariencia o limpiar la superficie.
- Pulido/molienda: ¡el objetivo es seguir la máxima suavidad! Desde el pulido de la máquina hasta el pulido mecánico químico más avanzado, la idea del núcleo es moler la capa por capa para minimizar los pozos de superficie (valor de AR) y hacerlo brillante o incluso como un espejo. Las cajas de reloj y las piezas decorativas de alta gama son inseparables.
- Dibujo de alambre: esto debe haber sido visto por todos. La textura de muchospaneles de electrodomésticoses usar un cinturón o un cepillo de lijado para "dibujar" líneas rectas en la superficie en una dirección específica, que se ve muy texturizada.
Categoría 2: Método aditivo: ponga "ropa" en la superficie
Este proceso es poner una capa adicional de material en el exterior de la pieza, principalmente para protección, apariencia o para crear una nueva función. En la operación común de recubrimiento y acabado de superficie:
- Electroplatación: sumerja la parte en una solución de metal y pase una corriente eléctrica a la placa de una capa delgada de película de metal continuamente en la superficie. Por ejemplo, el revestimiento de níquel es anti-riegue, el enchapado cromado es brillante y resistente al desgaste (como un parachoques de automóvil), y el recubrimiento de oro/plata es principalmente para la conductividad. A menudo lo usamos para hacer conectores y piezas de ornamentación.
- Anodizante (para aluminio): es la "armadura exclusiva" para el aluminio y sus aleaciones. A través del tratamiento eléctrico, una película de óxido dura y coloreable "crece" en la superficie del aluminio. Es colorido, a prueba de corrosión y resistente al desgaste. Utilizamos el proceso en muchos componentes electrónicos de consumo y automóviles.
- Pintura de pulverización/pulverización en polvo: el más popular, tal vez. La pintura en aerosol es pulverizar pintura líquida, y la pulverización en polvo es pulverización de plástico cargado en polvo (estáticamente adsorbido y luego horneado). Es de variedad de alto color y buena protección. Desde automóviles hasta lavadoras, en todas partes. Más utilizado enNuestro taller es pulverización en polvo, que es rentable y también ecológico.
Categoría 3: Método de conversión: modificar la superficie en sí misma
Este no es un método aditivo o sustractivo, pero modifica las propiedades del material de superficie:
- Pasivación (acero inoxidable): use un ácido especial para lavar las arengas de hierro restantes en la superficie para que la película delgada natural de óxido de cromo a prueba de óxido en la superficie de acero inoxidable sea más compacta y perfecta, y la propiedad a prueba de óxido alcanza directamente un alto nivel. Necesitas pasar este nivel para la producción dedispositivos médicosy equipo de grado alimenticio.
- Ennegrecimiento/fosfato (principalmente para acero): el ennegrecimiento forma una capa delgada de óxido negro en la superficie del acero, y la fosfatación forma una capa de cristal de fosfato. La función principal es evitar el óxido, y es una gran imprimación para la pintura posterior, haciendo que la pintura sea mejor. La mayoría de los pernos y herramientas negras que ves son ennegrecidos tratados.
- Tratamiento térmico (endurecimiento de la superficie): por ejemplo, nitruración y carburación. No se trata solo de calentar, sino poner las piezas en una atmósfera especial para calentarlas. Permita que estos materiales "perforen" en las superficies con piezas y cambien el "físico" de la superficie. El propósito es hacer que la superficie de las piezas sea particularmente dura y resistente al desgaste, pero el núcleo debe ser difícil. Los engranajes y ejes, que tienen fricción severa, todos dependen de ello.
"El profesor Mike F. Ashby, una autoridad en la selección de materiales, enfatizó que la selección, el procesamiento y el tratamiento de superficie de los materiales deben considerarse como un todo, que es un camino colaborativo para lograr la función, la belleza y la confiabilidad del producto".
La elección del proceso de acabado de la superficie depende de los requisitos funcionales, los requisitos de apariencia y el entorno de uso de las piezas. JS se centra en la tecnología de superficie material y proporciona investigación y juicio profesional. Proporcione sus necesidades específicas y dibujos de piezas. Combinaremos nuestra experiencia para recomendar la más adecuadasolución de procesosPara que usted se asegure de que las piezas tengan un rendimiento confiable y cumplan con los estándares de apariencia en un solo paso.
Análisis real de casos: decisión de tratamiento de superficie de un soporte de drones de alta gama
El tratamiento de la superficie no significa elegir un proceso. Es más como bloques de construcción. Es necesario combinar diferentes "bloques de construcción" (procesos) de acuerdo con las necesidades de diferentes partes de las partes para lograr el efecto más perfecto. El siguiente caso de soporte de drones es particularmente ilustrativo de esta verdad.
Desafío del cliente: debe ser guapo, duradero, ligero y rentable
Tenemos un cliente que quiere hacer un soporte de aleación de aluminio (6061-T6) para un dron de fotografía aérea profesional. Los requisitos no son simples:
- Apariencia alta: debe ser de negro mate de alta calidad y debe coincidir exactamente con el diseño del cuerpo.
- Debe ser duradero: a menudo vuela al aire libre, expuesto al viento y a la lluvia, y debe ser resistente a los arañazos y resistentes a la corrosión.
- Las piezas clave deben ser resistentes al desgaste: el agujero interno que conecta el soporte y el cardán está frecuentemente activo, por lo que debe tener baja fricción y ser súper resistente al desgaste, de lo contrario se soltará en poco tiempo.
- Los costos deben controlarse: esto es algo que debe serproducido en masa, por lo que no puede ser demasiado caro.
El truco de JS: procesamiento de partición y resuelve paso a paso
El plan inicial encontró contradicciones:
- Problema 1: Si todo el soporte es anodizado duro, la resistencia al desgaste del agujero interno (HV500+) está absolutamente satisfecho, pero la apariencia general es gris oscuro, no el negro mate puro que los clientes desean, y el costo es muy alto.
- Problema 2: Si solo se realiza la arena ordinaria + anodización negra, la apariencia es de negro mate y el costo también se reduce, pero la dureza del agujero interno no es suficiente (la anodización ordinaria es aproximadamente HV300), y no puede resistir la fricción diaria del cardán.
Las dos soluciones anteriores no son factibles, ¿qué hacer?Utilizamos nuestra comprensión profunda de las herramientas de acabado de superficie para optimizar el esquema de combinación:
Paso 1: Sandblasting general
Después de laCNC mecanizadoSoporte, primero realice 150# Glass Bead Sandblasting en todo. Este paso hace que la superficie de toda la parte sea uniforme y delicada, estableciendo las bases para el efecto mate posterior.
Paso 2: proteger las partes clave
Use un tapón de goma resistente a alta temperatura especial para proteger con precisión el orificio interno que requiere resistencia al desgaste. Este paso debe ser preciso y la fuga no debe ocurrir.
Paso 3: Obtenga la apariencia de color
Ahora, haga anodización negra ordinaria para el soporte. Debido a que el agujero interno está protegido, el líquido de oxidación no puede ingresar, por lo que solo la superficie externa se vuelve negra. Controlamos el grosor de la película de óxido negro a aproximadamente 15 µm, para que podamos obtener la apariencia negra mate de alto grado que los clientes desean, y el costo está en línea con las expectativas.
Paso 4: oxidación dura local
Retire cuidadosamente el tapón de goma protector del orificio interno y realice anodizado duro en este agujero interno solo. Este paso hace que el grosor de la película de óxido en la superficie del agujero interno alcance más de 40 µm, la dureza excede HV500, la resistencia al desgaste es muy buena y el problema de fricción de cardán está perfectamente resuelto.
Resultado final: use la solución de combinación para lograr el efecto de 1+1> 2
Eche un vistazo a los beneficios reales traídos por esta solución combinada:
| Índice | Plan de proceso único | Esquema de combinación JS | Ventajas reflejadas |
| Apariencia | La oxidación dura aparece como gris oscuro/gris brillante, lo que no cumple con los requisitos. | Negro mate de alto grado, que satisface el diseño. |
Mejore el valor estético del producto.
|
| Resistencia al desgaste del agujero interior | La dureza de oxidación ordinaria es insuficiente (alrededor de HV300). | Oxidación dura, dureza> HV500, excelente resistencia al desgaste. | Extender significativamente la vida útil de los componentes centrales. |
| Costo integral | El costo de la oxidación completamente dura es alto. | El costo del plan de combinación se reduce en aproximadamente un 20%. | Mejora significativamente la competitividad del mercado. |
Revelación del núcleo:
Este caso nos enseña que una excelente ingeniería de acabado de superficie no se trata de "ordenar un plato" del menú, pero como se determina un médico chino que prescribe una receta, los "síntomas" (demandas) de diferentes partes de las piezas se determinan, y luego se prescribe una "prescripción combinada" precisa. Esto se basa en la comprensión de varios procesos y la experiencia práctica acumulada en el taller.
"Ingeniería de acabado de superficiees un enlace clave para determinar el rendimiento y la apariencia del producto. Enfrentados con requisitos complejos, JS es bueno para usar una combinación de procesos para lograr los mejores resultados al mejor costo. ¿Quiere que sus componentes clave sean confiables y sobresalientes? Envíenos sus dibujos y requisitos de rendimiento de inmediato, y el equipo de ingeniería de JS personalizará una solución de tratamiento de superficie para usted ".

Preguntas frecuentes: responda sus preguntas de tratamiento de superficie
¿Cuál es mejor, anodizante o pintura?
De hecho, no hay "mejor" simple, la clave depende de lo que necesiten sus partes.
- La anodización es principalmente para piezas de aluminio. Es para formar una película dura en el sustrato. Tiene unión súper fuerte, extremadamente resistente al desgaste y una textura más metálica, pero menos opciones de color.
- La pulverización/pulverización en polvo es cubrir una capa de pintura con colores extremadamente ricos, que es adecuado para casi cualquier material y tiene un rendimiento de alto costo, pero el recubrimiento es relativamente fácil de dañar por los golpes.
¿Qué método de tratamiento debo elegir?
Para una extrema durabilidad y sensación metálica (piezas de aluminio), elija anodización. Para apariencia colorida o materiales no aluminados, elija pintura en aerosol. Hay otras soluciones en el campo del enchapado y el acabado de la superficie (como la electroplatación), y la elección final depende de sus necesidades específicas.
¿Por qué mis piezas de acero inoxidable todavía se oxidan? ¿No se dice que el acero inoxidable no se oxidará?
Con respecto a la cuestión de la oxidación de piezas de acero inoxidable,Se debe aclarar un punto clave:
La naturaleza del acero inoxidable es "relativamente no fácil de oxidar", pero no "absolutamente no óxido".Durante el procesamiento o uso, la superficie puede estar contaminada con contaminantes como las presentaciones de hierro, o su película de óxido protector natural puede ser destruida. Estas áreas dañadas o contaminadas se convertirán en el punto de partida de óxido en entornos húmedos y salados.
Por lo tanto, para aplicaciones que requieren resistencia de óxido extremadamente alta (como dispositivos médicos y piezas de barco), no es suficiente usar acero inoxidable solo. El tratamiento de pasivación debe realizarse después del procesamiento. La pasivación elimina por completo los contaminantes de la superficie a través de métodos químicos y hace que la superficie de acero inoxidable reconstruya una película protectora de óxido de cromo más densa y más estable. Este es un paso clave para garantizar que las piezas de acero inoxidable puedan jugar su debida resistencia a la corrosión.
¿Son el "acabado superficial" y la "rugosidad de la superficie" lo mismo?
Como ingeniero en JS, la diferencia entre el acabado superficial y la rugosidad debe aclararse:
Los dos son esencialmente indicando los mismos atributos, pero con ángulos de expresión opuestos.
- La rugosidad de la superficie es un parámetro técnico cuantitativo que mide con precisión la concavidad microscópica y la convexidad de la superficie a través de un valor específico (como RA = 0.8 μm). Cuanto menor sea el valor, el más suave es.
- El acabado superficial es un concepto cualitativo tradicional, que utiliza símbolos de grado (como ▽ 7) para describir vagamente el grado de suavidad. Cuanto mayor sea la calificación, más suave es.
En la práctica moderna de ingeniería, preferimos utilizar marcas de rugosidad con valores de AR (como RA 1.6). Esta expresión es más precisa, cuantificable y en línea con los estándares internacionales, y puede evitar el procesamiento de errores causados por definiciones de grado vagas.
En pocas palabras: la rugosidad se expresa en los números, la suavidad se expresa en los símbolos y la rugosidad digital es el lenguaje universal de la comunicación de ingeniería actual.
Resumen
El acabado superficial está lejos de ser un enlace opcional al final del proceso de fabricación. Es un elemento de ingeniería central que requiere una consideración estratégica al comienzo del diseño del producto. Determina directamente el atractivo de la apariencia del producto, la confiabilidad funcional, la vida útil y la rentabilidad general. Dominar y optimizarsuperficie procesos de acabadoes una capacidad clave para crear excelentes productos.
¿Le preocupa que el tratamiento de superficie inadecuado debilite el potencial de valor de su producto?
En JS, tenemos equipos completos de acabado de superficie y acumulación de ingeniería profunda. De CNC Finishing,formación de chapa, al tratamiento de superficie final, brindamos un servicio único. Somos una empresa técnica de equipos de acabado de superficie y un socio para ayudarlo a resolver problemas.
Toma medidas ahora:
- Cargue su diseño: permítanos evaluar cómo "personalizar la capa" para sus piezas.
- Obtenga una solución experta:Ingenieros de JSRecomendará la mejor combinación de tratamiento de superficie en función de su rendimiento, apariencia y requisitos de costos.
- Reciba una cotización clara: obtenga rápidamente una cita de fabricación integral que cubra el procesamiento y el tratamiento de superficie.
Permítanos trabajar juntos para asegurarnos de que sus productos sean de calidad, por dentro y por fuera.

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:jsrpm.com
Recurso

