

Wie kann ein gewöhnliches Stück Metallplatte in ein Server -Chassis verwandelt werden, das Schlüsselkomponenten, eine nahtlose Geräteschale oder eine robuste Strukturklammer unterstützt? In den Augen unserer JS ist dies keine einfache Faltung.Metallbiegungbedeutet, dass wir eine präzise Kraft anwenden, um die Metallplatte dauerhaft entlang einer eingestellten Linie zu verformen und sie von einer geraden Platte in den Winkel oder die von uns benötigte Form zu verwandeln, z. B. eine V-förmige Rille oder eine U-förmige Biegung.
Es klingt nach Biegen mit Gewalt, aber es ist alles andere als so einfach. Es ist definitiv eine Wissenschaft, dies gut zu machen. Was unser Team jeden Tag denkt, ist, wie man die Eigenschaften von Metallmaterialien versteht, wie man die richtige Methode auswählt und diese fortgeschrittenen, computergesteuerten Geräte entsprechend der Dicke der Metallplatte und dem gewünschten Biegewinkel verwendet.
Warum ist es so speziell?Denn die Genauigkeit und Qualität des endgültigen Biegewinkels hängen alle davon ab, ob diese Details vorgestellt werden.
Es liegt genau an diesemBeharren auf Präzisionskontrolledass wir scheinbar gewöhnliche Metallplatten in Schlüsselteile verwandeln können, die verschiedene Branchen unterstützen. Von unauffälligen kleinen Klammern bis hin zu großen Strukturteilen ist die technische Weisheit des Metallbiegens dahinter kondensiert.
Kernantwort Zusammenfassung:
| Bühne | Kernprinzip | Ergebnis |
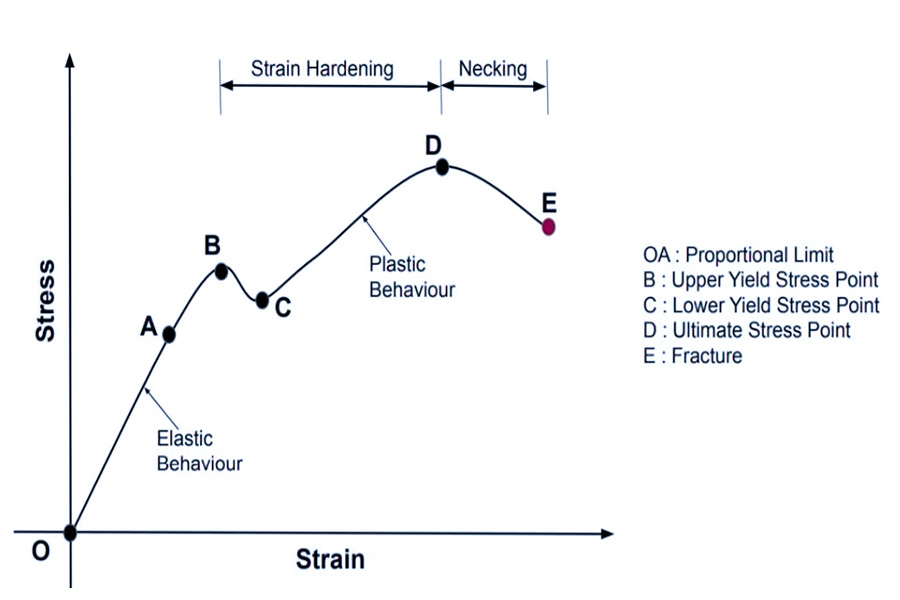
| Anfangsphase der Kraftanwendung | Elastische Verformung. | Das Material ist vorübergehend gebogen und kann nach der Freigabe der Kraft vollständig in seinen ursprünglichen Zustand zurückkehren. |
| Den Ertragspunkt überschreiten | Plastische Verformung. | Es tritt eine dauerhafte Verformung auf, was zu einem Schlupf und irreversiblen Veränderungen in der inneren Kristallstruktur des Metalls führt. |
| Nach der Veröffentlichung der Kraft | Frühlingsback. | Die teilweise elastische Verformung wird wiederhergestellt, was zu einem endgültigen Biegewinkel größer ist als beim Entladen (geringfügige Öffnung). |
| Engineering -Kompensation | Überbiegen. | Berechnen Sie die Rückprallmenge und beugen Sie sich zu einem Winkel, der kleiner als der Zielwinkel ist, um dem Rückprall entgegenzuwirken. |
Dieser Artikel beantwortet Ihre Fragen:
- In diesem Leitfaden werde ich Ihnen die Physik des Metallbieges erzählen und ausführlich erklären, wie eine Pressebremse funktioniert.
- Vergleichen Sie dann mehrere häufig verwendete Biegemethoden.
- Teilen Sie dann ein praktisches Beispiel für ein Problem, das wir gelöst haben.
- Schließlich werde ich alle gemeinsamen Fragen beantworten, die Ihnen wichtig sind.
Warum sollten Sie diesem Leitfaden vertrauen? Fertigungserkenntnisse von JS
Dieser Leitfaden stammt jeden Tag aus unserem JS -Workshop. Wir "sprechen" jeden Tag mit Metall und geben mit der Pressebremse genaue Anweisungen.
Nehmen Sie als Beispiel eine einfache 90-Grad-Kurve.Glaubst du, es ist einfach?
Im tatsächlichen Betrieb erfordern die Erholung des Materials, die Auswahl des Biegeradius und die Freisetzung von Innenspannungen genaue Berechnungen. Jeder Vorschlag in diesem Leitfaden ist die eigentliche Erfahrung, die wir nach der Verarbeitung von Tausenden von Blechenteilen von Hand angesammelt haben.
Wir bei JS bieten mehr als nur onlineVerarbeitungsdienste für Metallbiege. Wir haben uns tief in den gesamten Herstellungsprozess unserer Kunden einbezogen und schwierige praktische Probleme gelöst.
Zum Beispiel haben wir im Workshop eine Situation gestoßen, in der die Teile am Ende nicht zusammengebaut und gebildet werden konnten, da die Biegesequenz nicht korrekt angeordnet war. Durch die Optimierung der Biegelösung haben wir das Risiko eines Materialrisses in der Kurve erfolgreich vermieden. Wir hoffen, Ihr technischer Partner auf der Straße von der Zeichnung zum physischen Produkt zu sein.
"Wie Dr. Joseph Juran, ein Führer auf dem Bereich der Qualität, betonte: Erfahrung ist nicht das, was mit Ihnen passiert, sondern das ist, was Sie mit dem machen, was mit Ihnen passiert."
Der Inhalt unseres Leitfadens ist das Ergebnis unseres wiederholten Denkens und der Verfeinerung massiver Workshop -Praktiken, Herausforderungen und erfolgreicher Lösungen. Es stammt aus der realen Produktionslinie und kondensiert unser Verständnis des Blechformprozesses, weshalb Sie ihr vertrauen können.
Die Wissenschaft der Metallbiegung: Die Kunst der plastischen Deformation
Wenn Sie möchten, dass ein flaches Metallblatt in den gewünschten Winkel beugt, können Sie nicht nur einen starken Druck ausüben. Der Schlüssel ist, die beiden Kerndeformationseigenschaften von Metall zu verstehen:elastische Verformung und plastische Verformung.Nur wenn Sie genügend Kraft auftragen, um das Metallblatt einzudringendie plastische VerformungZone kann das Metall den festgelegten Biegewinkel beibehalten.
Stufe 1: Elastische Verformung
Stellen Sie sich vor, Sie biegen einen Plastikurler sanft mit Ihren Händen. Es wird sich biegen, aber sobald Sie loslassen, wird es in seine ursprüngliche Form zurückspringen. Gleiches gilt für Metalle, wenn die Kraft am Anfang klein ist. Es wird ein wenig verformen, aber solange Sie loslassen, wird es sofort zu seiner ursprünglichen Form zurückkehren, ohne eine Spur zu verlassen. Diese Stufe ist wie die sofortige Reaktion des Materials, und es werden keine dauerhaften Änderungen stattfinden.
Der wichtigste Wendepunkt: Ertragsfestigkeit
Jedes Metall hat einen "hartnäckigen Punkt", der professionell genannt wirdErtragsfestigkeit. Wenn die Kraft, die Sie einsetzen, immer größer wird, so groß, dass die "Muskeln und Knochen" im Metall zu scheitern, sich zu bewegen und zu verurteilen, übertrifft sie diesen Punkt. Sobald es diesen Punkt überschreitet, kann das Metall nicht mehr vollständig in seine ursprüngliche Form zurückkehren. Es markiert den Beginn der dauerhaften Verformung.
Das ultimative Ziel: Plastische Verformung
Wenn die angewendete Kraft die Streckgrenze stetig überschreitet, tritt das Metall in die gewünschte plastische Verformungsstufe ein. Die zu diesem Zeitpunkt auftretende Biegung ist dauerhaft! Das Metallblatt wurde in eine neue Form umgewandelt. Die Kernarbeit unserer Biegermaschine besteht darin, das Metall genau und kontrollierbar in diese Phase zu bringen und dort zu halten.
Eine Realität, die nicht ignoriert werden kann: Frühlingsback
Auch nach der Beugung des Metalls wird es dauerhaften Verformungen (plastische Verformung) erfährt, und ein Teil der elastischen Kraft, die versucht, seine ursprüngliche Form wiederherzustellen, wird im Inneren gespeichert. Genau wie ein Frühling, der gebogen wurde, will sich zurückspringen. Wenn der Biegedruck freigesetzt wird, wird diese äußere Kraft den Biegewinkel ein wenig abprallen, nämlichDer Frühlingseffekt.
Unterschätzen Sie diesen Frühling nicht, es wird den Winkel des fertigen Produkts direkt ungenau machen! Um dies auszugleichen, müssen sowohl erfahrene Workshop -Meister als auch intelligente CNC -Biegesysteme diesen Frühlingsbetrag im Voraus berechnen und reservieren.
Der spezifische Betrieb ist:Um einen genauen 90-Grad-Biegewinkel zu erhalten, muss die tatsächliche Biegung möglicherweise absichtlich auf 87 oder 88 Grad gedrückt werden und sich dann auf die eigene Rückprallkraft des Materials verlassen, um auf genau 90 Grad zurückzukehren! Dieser Winkelunterschied, der tiefer vorgepresst ist, ist der Überbiegewinkel.
Sie sehen also, Metallbiegung ist kein brutaler Kraftjob, sondern eine Wissenschaft vonGenau die Elastizität und Plastizität steuern.Von Verständnis der Ertragsfestigkeit des Materials über plastische Verformungen bis hin zur Entschädigung der Frühlingsback hängt jeder Schritt darauf zusammen, ob das fertige Produkt qualifiziert ist.
"Im JS -Workshop denke ich jeden Tag über diese Details nach. Wenn Sie das nächste Mal auf Biegenprobleme beim Entwerfen von Blechteilen stoßen, oder sicherstellen möchten, dass die Biegungen genau sind, können Sie mit uns gerne mit uns sprechen. Mit meiner Erfahrung kann ich Ihnen helfen. "
Kernprozess und Geräte: Analyse der Hauptbiegetechnologien
Nach dem Verständnis der Grundprinzipien der Biegung besteht der nächste Schritt darin, sich auf wichtige Geräte zu verlassen, um dies zu erreichen. Im Bereich der Blechverarbeitung,CNC Pressbremseist definitiv die Hauptkraft bei der Erreichung von Metallbiegen.Es wird hauptsächlich die Biegeaufgabe durch verschiedene Arbeitsmodi abgeschlossen:
Hauptkraft: CNC Pressbremse
Wie funktioniert es?
Kurz gesagt, es basiert auf der Zusammenarbeit zwischen oberen und unteren Teilen. Auf der Maschine befindet sich ein Schlag und ein Würfel mit einer V-förmigen Öffnung unten. Wir setzen das Metallblech zwischen sie. Dann drückt der Schlag hart nach unten und drückt das Blatt in die v-Grove unten, und der Winkel wird gebildet. Dies ist der grundlegende Betrieb unserer täglichen Metallbiegung.
Vergleich von drei Kernbiegemethoden
"Prof. Peter Ulintz betonte: Verständnis und Auswahl der Biegemethode, die der Anwendung entspricht, ist der Schlüssel zum Erreichen eines dreieckigen Gleichgewichts zwischen Kosten, Präzision und Produktionseffizienz."
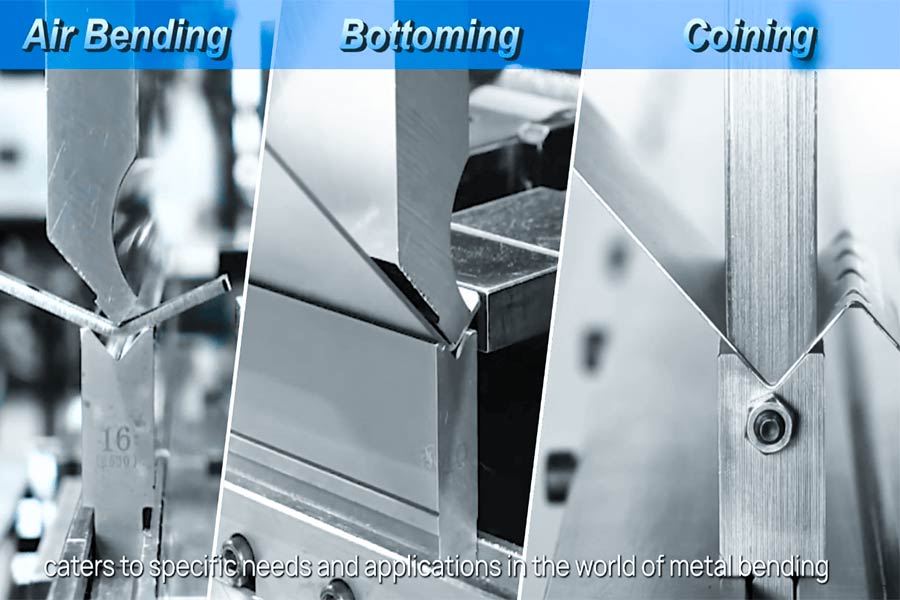
Die Arbeitsmethode von CNC -Biegerautomaten ist nicht statisch, und es gibt hauptsächlich dreiBiegemethoden:
(1) Luftbiegung (am häufigsten verwendet):
- Prinzip: Der Schlag drückt das Blatt nach unten, drückt das Blatt jedoch nicht vollständig auf den Boden der Form, was gleichbedeutend mit dem Biegen des Blattes in der Luft über der Form entspricht.
- Vorteile: Flexibilität ist das größte Highlight. Sie können viele verschiedene Winkel mit einer Form verwenden, die sehr bequem ist. Darüber hinaus hat es die niedrigste Geräte-Tonnage-Anforderung unter den drei mit schneller Produktionsvorbereitung und hoher Kosteneffizienz.
- Einschränkungen: Der Bildungswinkel wird stark von materieller Erholung beeinflusst. Denn nach der Freigabe des Materials erholt es sich ein wenig und der Winkel der Biegung kann sich leicht von der Einstellung unterscheiden. Es hängt also von der Erfahrung des Bedieners und der Kontrollgenauigkeit der Maschine ab.
(2) Boden (genauer):
- Prinzip: Diesmal drückt der Schlag auf das Blatt nach unten, dicht dagegendie V-förmige Oberflächeder Form, und der Biegewinkel wird vollständig durch die Form der Form bestimmt.
- Vorteile: höhere Präzision! Da der Druck fest ist, ist der Raum, an dem das Material zum Abprallen zu rücken, und die Winkelregelung genauer.
- Einschränkungen: Erfordert 30% -50% höhere Geräte-Tonnage als Luftbiegung. Noch wichtiger ist, dass eine Reihe von Formen nur den spezifischen Winkel erstellen kann, für den er ausgelegt ist. Um den Winkel zu ändern, muss die Form ersetzt werden und die Flexibilität ist etwas schlecht.
(3) Präzizierung (hohe Präzision, aber selten verwendet):
- Prinzip: Verwenden Sie extrem hohe Tonnage (normalerweise 5-8-mal das von Luftbiegung), um die Spitze des Stanzes wie eine Stempel in das Material zu zwingen, so dass das Material deformiert und den Rückprall vollständig beseitigt.
- Vorteile: Theoretisch kann es die höchste Genauigkeit und Winkelkonsistenz erreichen.
- Einschränkungen: Es dauert zu viel Zeit für Maschinen und Formen, die Maschine ist belastet und die Form ist leicht zu beschädigen. Es kann normalerweise nur für weichere Materialien oder bestimmte Anlässe verwendet werden. Aufgrund der hohen Investitionen und vieler Einschränkungen wird es jetzt immer weniger in der Produktion verwendet, es sei denn, die Präzisionsanforderungen sind besonders streng.
Vergleich der Kerndaten häufig verwendeter Biegermethoden:
| Biegemethode | Anwendungsdurchdringungsrate (geschätzt) | Typischer Winkelgenauigkeitsbereich | Erforderliche Tonnage (relative Luftbiegung) | Haupt anwendbarer Materialstärkebereich |
| Luftbiegung | 85% - 95% | ± 0,5 ° - ± 1,0 ° | Benchmark (100%) | Dünne Platte mittelgroße Platte (allgemein anwendbar). |
| Bodenbiegung | 10% - 30% | ± 0,1 ° - ± 0,5 ° | 130% - 150% | Dünne Platte - mittlere Platte. |
| Prägung | <3% | ± 0,1 ° (theoretisch optimal) | 500% - 800% | Dünnes Blatt (hauptsächlich aus weichen Materialien). |
Quelle: ASM Handbuch, Fabtech Report.
Biegekurven und Zylinder: Rollbiegung
Wann ist es am besten, es zu benutzen?
Wenn Sie Bögen, Zapfen oder Zylinder mit kontinuierlichen Kurven herstellen müssen, können CNC -Biegermaschinen dies nicht tun. Dies ist, wenn dieRollenbiegermaschinekommt ins Spiel.
Wie funktioniert es?
Normalerweise basiert es auf drei oder vier rotierende Rollen, und die Metallplatte geht durch sie. Durch die Einstellung der Position und des Winkels der Walzen ist die Platte nach und nach gebogen und bildet schließlich den Lichtbogen, den wir wollen, oder rollen zu einem Zylinder. Dies ist ein spezielles Werkzeug für die gekrümmte Oberflächenmodellierung.
Kurz zusammenfassen: Die Luftbiegung ist flexibel und arbeitssparend und die Hauptkraft der täglichen Metallbiegung. Das Bodenbiegen ist genauer, aber nicht flexibel genug. Das Drucken von Biegung verfolgt extreme Genauigkeit, ist aber teuer und wird jetzt selten verwendet. Um gekrümmte Zylindern herzustellen, müssen Sie sich auf Rollbiegermaschinen verlassen. Jede Methode hat die am besten geeignete Verarbeitung dafür.
"Bei JS wissen wir, dass die Auswahl des richtigen Biegeprozesses für Teilqualität und -kosten von entscheidender Bedeutung ist. Wenn Sie Blechteile haben, die verarbeitet werden müssen, insbesondere für diejenigen, die Präzision, Effizienz oder komplexe Formen erfordern, zögern Sie nicht, mit uns zu sprechen. Unser Team ist erfahren und gut ausgestattet, um Ihnen die am besten geeignete Metallbiegung zu wählen."
Tatsächliche Kampffallanalyse: Erstellen einer Präzisionskonsole -Hülle für eine Drone -Bodenstation
Ich habe gerade ein sehr interessantes Projekt abgeschlossen, das als Beispiel richtig verwendet wird, um Ihnen zu sagen, wie Metallbiegung eine Schlüsselrolle in tatsächlichen Produkten spielt. Diesmal soll es einem Unternehmen helfen, das Drohnen -Bodenstationen zum Bau a machtPräzisionskonsoleschale.
Kundenherausforderung: Eine komplexe Hülle, die eine perfekte Ausrichtung erfordert
Projekthintergrund:Der Kunde ist ein Startup mit Ideen und entwarf eine tragbare Dross -Bodenkonsole. Die Schale besteht aus 2 mm dicker 5052 Aluminiumlegierplatte, und es müssen Löcher geöffnet werden, um den Bildschirm, den Joystick und verschiedene Schnittstellen zu installieren.Die gebogenen Ecken summieren sich auf mehr als 12!Das Wichtigste ist, dass die Positionen aller Öffnungen und Ecken genau sein müssen und selbst ein wenig Unterschied nicht funktioniert.
Mögliche Risiken:
Sobald wir das anfängliche Design bekamen, kannten wir die Risikopunkte dieses Projekts. Was ist das Problem? Zwei Orte:
- Erstens ist der Biegeradius nicht ausreichend: Das Design des inneren Biegeradius einiger Teile beträgt nur 0,5 mm, was viel kleiner ist alsder MindestbiegeradiusEmpfohlen für das Material (normalerweise 1 -mal der Materialstärke, z. B. 2 mm).
- Zweitens ist der Biegerabstand zu klein: Wenn dieses Design befolgt wird und die Biegermaschine direkt verwendet wird, riss das Material entweder direkt beim Biegen oder die Teile werden deformiert und verschrottet, da die Form nicht eingeführt oder stört. Die Gefahr ist nicht unbedeutend!

JS 'Engineering Fix: Hersteller- und Prozessoptimierungsdesign
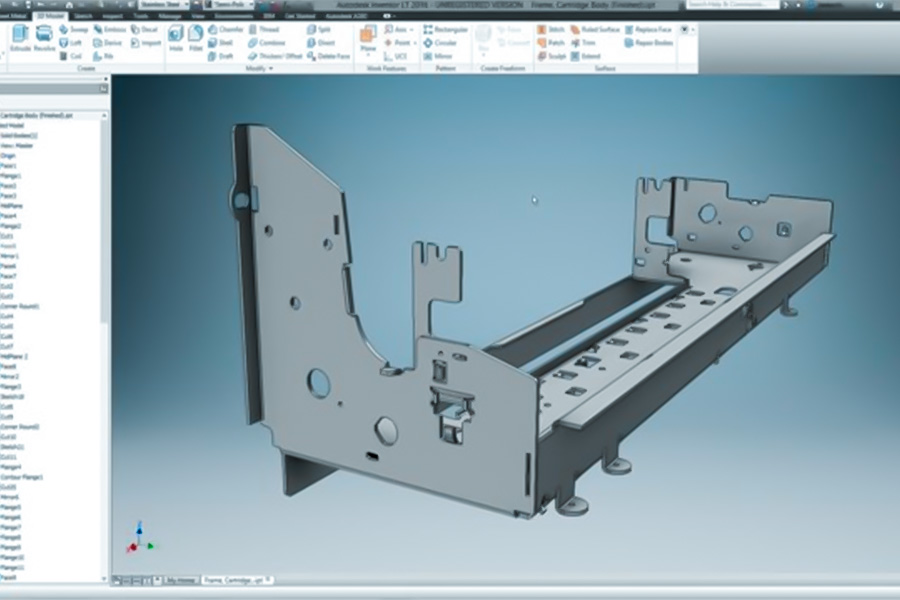
(1) Ursachenanalyse (DFM):
Während der Phase des Projektangebots und der Machbarkeitsanalyse haben wir eine spezielle Software verwendet, um eine gründliche Analyse des Kunden durchzuführen3D -Modellund die oben genannten Risikopunkte schnell identifizieren.
(2) Anspruchsvolle Kundenänderung:
Das Problem zu finden ist nicht der Zweck, sondern die Lösung des Problems. Wir haben den Kunden rechtzeitig kontaktiert und einige Optimierungsvorschläge gemacht:
- Erhöhen Sie den Biegeradius: Es ist extrem empfohlen, den minimalen Biegerradius von den unsicheren 0,5 mm bis 2 mm (Dicke des Materials) zu erhöhen, die den Materialeigenschaften entsprechen. Auf diese Weise ist es sicher zu biegen und wird nicht zerbrechen.
- Nehmen Sie Anpassungen in der Flanschhöhe vor: Irgendwo werden die beiden Biegungen zu schwer. Nehmen Sie eine Anpassung in der Höhe eines der Flansche vor, sodass genügend Platz für die Biegeform ist, in der sie arbeiten können, damit sie nicht konflikt.
(3) ordnungsgemäße Prozessplanung:
Für komplexe Komponenten mit mehr als 12 Biegungen ist die Biegesequenz sehr wichtig. In der falschen Sequenz können die Teile aufgrund einer strukturellen Verriegelung bei der Biegung nicht erfüllen.Unsere IngenieureHabe immer abgeschlossen und die besten Biegeschritte eingerichtet, um eine einfache Fahrt zu haben.
(4) Genauige Entfaltungsberechnung:
Um sicherzustellen, dass die endgültige Größe genau ist, muss die entfaltete Flachplattengröße bis zum Millimeter berechnet werden. Wir verwenden Software, um den Biegungabzug jeder Ecke genau zu berechnen, um sicherzustellen, dass genaue Ränder beim Schneiden und Schneiden anschließend Biegen reserviert sind.
Vergleich der wichtigsten Punkte der Prozessoptimierung:
| Konstruktionsrisikopunkte | Kundenditiver Design | JS -Optimierungsplan | Optimierungszweck |
| Mindestbogenradius | 0,5 mm | 2 mm (1 -fache der Materialstärke). | Vermeiden Sie das Biegen und Knacken, um die materielle Sicherheit zu gewährleisten. |
| Schlüsselflanschhöhe | 15 mm | Einstellen auf 18 mm. | Reservieren Sie einen ausreichenden Schimmelbetriebsraum, um Biegestörungen zu verhindern. |
| Biegesequenz | Unklar | Detaillierte Schrittplanung. | Verhindern Sie, dass Teile sich selbst speichern, und stellen Sie sicher, dass alle Biegungen abgeschlossen werden können. |
Endergebnisse und Wert
- Ergebnisse: Die Designoptimierung ist vorhanden, die Prozessplanung ist klar und der Meister unseres Workshops verfügt über hervorragende Betriebsfähigkeiten. Die Stichprobe wurde einmal erfolgreich gebogen! Alle Lochpositionen, Grenzflächenpositionen und Biegewinkel entsprechen den Anforderungen an die Entwurfsgenauigkeit.
- Wert: Das Wichtigste ist, dass unsere professionelle DFM -Analyse in der frühen Phase dem Kunden dabei geholfen hat, eine Testproduktion zu vermeiden, die verpflichtet war. Es hat nicht nur ein paar tausend Dollar an Beweisgebühren gespart, sondern vor allem, sondern mindestens eine Woche kostbarer F & E -Zeit!
- Kerninspiration: Um mit einem komplexen Metallbiegeteil umzugehen, reicht es nicht aus, ein Top zu habenCNC -Biegermaschine. Der eigentliche Wert liegt in der praktischen Erfahrung unserer Ingenieure, die Risiken im Voraus vorhersehen, das Produktdesign optimieren und perfekte Prozesse planen können. Ausrüstung ist tot, Erfahrung lebt!
"Dieser Fall zeigt vollständig, dass für die Präzisionsblechverarbeitung, insbesondere komplexe Biegerteile, eine eingehende technische Analyse und Prozessplanung in der frühen Phase von entscheidender Bedeutung sind. Bei JS haben wir nicht nur fortgeschrittene Geräte, sondern auch ein erfahrenes Team von Ingenieuren, die sich darauf konzentrieren, Ihr Design in Produkte umzuwandeln, die effizient hergestellt werden können."
FAQ - Alle Biegeprobleme, über die Sie besorgt sind
Was ist die am häufigsten verwendete Blechbiegemethode? Warum?
In Bezug auf die am häufigsten verwendete Biegemethode,Die Antwort ist klar: Luftbiegung.
Warum ist es am beliebtesten?
- Der Schlüssel sind zwei Wörter: Flexibilität! Ein Satz von Standard-V-förmigen unteren Sterben mit einem geeigneten Schlag kann in eine Vielzahl verschiedener Winkel gebeugt werden, indem die Tiefe des Abwärtsdrucks des Stempels präzise gesteuert wird. Dies bedeutet, dass die Häufigkeit, mit der der Würfel während der Produktion geändert werden muss, stark verringert und die Effizienz natürlich verbessert wird.
- Es eignet sich besonders für Produktionsszenarien mit einer Vielzahl von Produkten und einem kleinen einzelnen Stapelvolumen, was Zeit spart und die Kosten steuert. In den Metallbiegeprojekten, mit denen wir täglich in Kontakt kommen, wird konservativ geschätzt, dass mehr als 90% der Arbeiten die erste Wahl für die Luftbiegung sein werden.
Was ist "Springback"? Wie löst ich es?
Frühlingsback ist ein wichtiges Problem, das nicht vermieden werden kann. Es bezieht sich auf das natürliche Phänomen, dass sich der Metallblech kurz nach dem Entfernen des Biegedrucks erholt. Sie können sich vorstellen, ein Stahlherrscher zu beugen, und es wird immer einen Teil erholen, wenn Sie loslassen.
Wie löst ich es?
- Die Kernidee ist eine Überbiegung der Vergütung.Einfach ausgedrückt, es soll den Winkel absichtlich etwas kleiner als der Zielwert beugen (wenn er beispielsweise 90 Grad betragen soll, kann er tatsächlich auf 88 Grad gedrückt werden), so dass der Raum für den Rückprall gelassen wird, damit er sich nur auf den Winkel erholen kann, den wir benötigen.
- Dieser Ausgleichsbetrag ist jedoch nicht erraten, er muss durch empirische Formel berechnet werden oder fein abgestimmt werden, indem versucht wird, sie mehrmals zu biegen. In unserem Workshop können erfahrene Meister den Rückprall sehr genau mit der Maschinenkompensationsfunktion kontrollieren.
Was ist die wichtigste Überlegung bei der Gestaltung von Biegeteilen?
Als Erstline-Biegeringenieur der JS Company,Diese drei Faktoren sind für uns am kritischstenBeim Entwerfen von Blechbiegeteilen:
- Mindestbiegeradius: Dies ist das Endergebnis! Der innere Radius der Biegung darf nicht geringer sein als die Grenze, die das Material tragen kann, sonst knackt es, wenn es gefaltet ist. Normalerweise muss der minimale Radius mindestens gleich der Materialstärke (1T) sein, und der sichere Punkt beträgt je nach Härte des Materials 1,5 t oder 2T.
- Minimale Flanschhöhe: Es ist die Höhe der "Kante", die gefaltet ist. Wenn es zu kurz ist, kann die Form nicht stetig geklemmt oder gepresst werden, und die Größe des gebogenen Teils ist ungenau oder sogar ausrutscht. In Erfahrung muss die Höhe dieser Kante mindestens das 4 -fache der Materialstärke (4T) zuverlässig sein.
- Sicherer Abstand zwischen Löchern und Schlitzen und der Biegerlinie: Wenn das Loch oder der Schlitz zu nahe an der Linie ist, um gebeugt zu werden, ist es leicht, das Loch zu verformen oder zu flach, wenn es gebogen ist. Eine ausreichende Sicherheitsentfernung muss während des Designs reserviert werden. Dieser Abstand hängt auch mit der Materialdicke und dem Lochdurchmesser zusammen und muss nach Standards berechnet oder verwiesen werden.
Wenn Sie diese drei Punkte gut kontrollieren, können Sie die meisten Probleme der Fertigung und das Risiko von Teilen im Voraus vermeiden.
Zusammenfassung
Metallbiegung ist keine einfache "Biegung", sondern eine Technologie, die Materialwissenschaft, mechanische Berechnung und Präzisionstechnologie integriert. Hinter jeder präzisen Biegung befindet sich die strenge Kontrolle über Details und die Erfahrung aus unzähligen Praktiken. Unabhängig davonPräzise Metallbiege -Technologie.
Bei JS bieten wir mehr als nur Wettbewerbspreise an:
Von der Designer-Machbarkeitsanalyse (DFM), um Ihnen zu helfen, Risiken zu vermeiden, bis hin zur genauen Berechnungen und der Prozessplanung, um perfekte Abmessungen zu gewährleisten, bis hin zur endgültigen hochwertigen Bereitstellung.
Handeln Sie jetzt!
Laden Sie Ihre CAD -Datei hoch(Unterstützt Schritt, IGES, Solidworks und andere Formate) und lassen Sie es JS 'professionelles Team für Sie bewerten!

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen gibt es keine Darstellungen oder Garantien. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des KäufersErfordern TeileangeboteIdentifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit über 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet, ISO 9001: 2015 Certified. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine kleine Volumenproduktion oder eine große Anpassung an die Anpassung, können wir Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. wählenJS -TechnologieDies bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:jsrpm.com
Ressource

