

You have just finished machining an aluminum alloy part, but there are still tiny knife marks and burrs on the surface. You want to deal with it. Some people say sandblasting, while others insist onbead blasting. It sounds like using high-pressure air to spray particles. If you choose the wrong one, it will be troublesome. At the least, the effect will be wrong, and at the worst, it may damage the parts you have worked hard to process. This is exactly the typical problem we help customers solve every day.
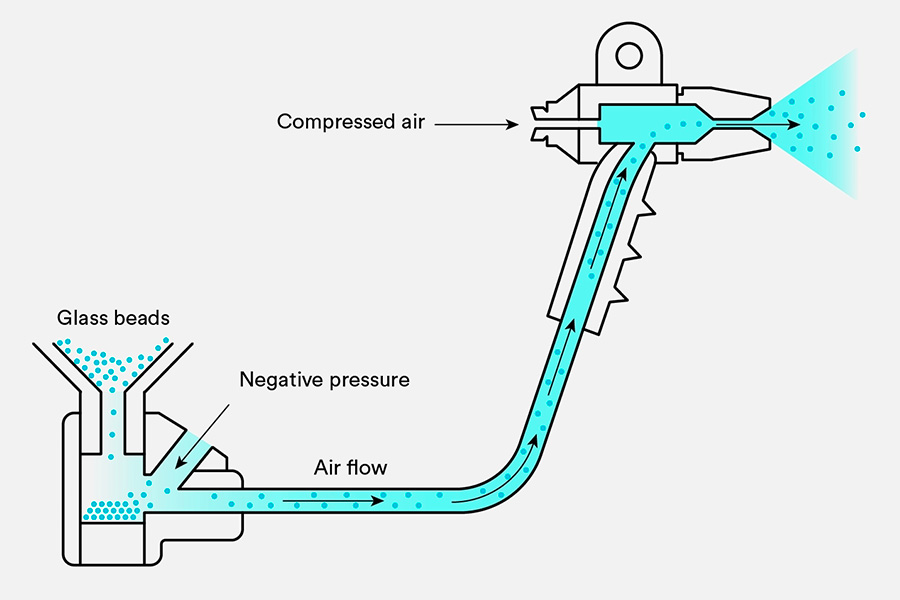
Sandblasting and bead blasting are two widely used surface finishing technologies, both of which can effectively complete the tasks of rust removal, decontamination, roughening and even improving appearance. They are similar in core principles: both rely on compressed air to spray abrasives onto the surface of the workpiece at high speed, and control the intensity of the treatment by adjusting the pressure and duration.
However, the core differences between the two determine their best application scenarios. Traditional sandblasting often uses hard abrasives with sharp edges and strong impact, which is very suitable for heavy-duty tasks such as large-area rust removal or thickcoating stripping. But for precision aluminum alloy parts like you encounter, or when you need to obtain a delicate, uniform matte surface without damaging the substrate, glass bead blasting is a better choice.
Core Answer Summary:
| Features | Bead Blasting | Traditional Sandblasting |
| Core role | Clean, polish, and strengthen the surface. | Stripping, etching, and strong cleaning. |
| Medium used | Spherical glass beads. | Sharp edged gravel (e.g. alumina, steel grit). |
| The impact on the surface | Compact and polish, remove minimal amount of material. | Cutting and etching, removing a significant amount of material. |
|
Final appearance
|
Smooth and uniform satin/matte texture. | A rough, textured matte surface. |
| Typical applications | Clean precision molds, polish automotive parts, and beautify stainless steel. | Remove heavy rust/paint and concrete surface treatment. |
This article will answer your questions:
- This guide specifically explains the core difference between glass bead blasting and sand blasting (Bead Blasting vs Sand Blasting) in terms of physical principles.
- I will use a real example of restoring an old motorcycle engine so that you can see the difference in their treatment effects with your own eyes.
- Finally, it will answer your common questions when choosing a process and help you find the surface treatment solution that best suits your cnc machining parts.
Why Is This Guide Worthy Of Your Trust? Talk About JS's Surface Treatment Concept
In my daily work, the birth of a part is definitely not as simple as a machine tool cutting it into shape. At JS, we always believe that surface treatment is not only the end of manufacturing, but also the first business card of the product.
We handle all kinds of materials, from aviation aluminum foraircraft partsto stainless steel for surgical instruments, each of which requires a different surface treatment method. Years of experience have taught us that choosing the wrong surface treatment method is not only as simple as making the part look cheap, it is likely to quietly change the key dimensions of the part and even weaken its strength and life.
We have various equipment in our workshop, such as glass bead blasting machines, but they are just tools. The real value lies in knowing when and why to choose it. For example, when we need to improve the fatigue life of a part, we will choose glass beads because they can form a beneficial compressive stress layer on the surface of the part. Conversely, if the part is to be painted orplatedlater, we will switch to alumina particles for sandblasting.
This ability to choose is not out of thin air. It comes from the practical accumulation of handling tens of thousands of parts by hand and watching them successfully delivered and reliably run.
"Bill Morton, former chairman of the Institute of Materials Finishing in the UK, often emphasized: Surface finishing is the last kilometre of design - get it wrong, and all before is wasted."
At JS, we have a deep understanding of this sentence. We use this expertise and practical experience every day to ensure that the parts are not only well made, but also the surface treatment step is done accurately and beautifully, so that it can not only withstand the test of actual use, but also win the trust of customers as soon as they get it.
In-Depth Analysis: The Principles And Effects Of The Two Processes
I am gloria, an engineer at JS.The two sandblasting processes can be visualized as two forms of "bullets" hitting the part surface:glass beads are similar to smooth marbles, which pack and polish the surface, not much powder falls off, and the surface is flat and matte. The angular sand (such as aluminum oxide) used instandard sandblastingwill take off more material and produce a coarse textured finish, quite dissimilar in look and texture.
Bead Blasting: Precision "Hammer" Polishing
How does it work?
I use 0.05-0.3mm medical-grade glass beads(ISO 11126-3 compliant) and "blow" them out with high-pressure air (less than 0.6MPa pressure). They hit the surface of the part, not scratching but more like millions of micro-hammers hitting very quickly, more than 500,000 times per second, creating a cold work hardening effect similar to forging.
What does it do to the surface?
- Almost no material loss:It does not clean by removing the material by amputation, but mainly employs "beading" in order to close the outermost layer of metal of the part and plug up those minute pores.
- Strengthen the surface:This kind of beating can form a dense inner pressure layer on the surface of the metal. That is a great benefit, which can greatly improve the ability of parts to resist fatigue and stress cracking. Picture the spinning parts in the frame or engine, which are better able to withstand wear because of this layering.
- Good-looking and smooth:Thefinished surfaceis an even matte or softly soft glossy look, which is like a light satin surface. Stainless steel treated this way (also called (bead blast finish stainless steel)) is greatly desired in appearance.
Key effect measurement
| Performance index | Aviation aluminum (7075) | Medical steel (316L) | Testing standards |
| Fatigue life improvement | 28.5% | 34.2% | ASTM E466 |
| Surface roughness Ra (μm) | 0.8-1.2 | 0.5-0.9 | ISO 4287 |
| Depth of compressive stress layer (mm) | 0.15 | 0.25 | X-ray diffraction method |
Data source: NASA/CR-20210015489 Metal Surface Strengthening Report (2021)
When to use it?
✓ Precision parts that cannot change size, such as surgical instruments and watch cases.
✓ Consumer electronics that require a uniform matte appearance.
✓ High-stress parts such as aircraft engine blades.
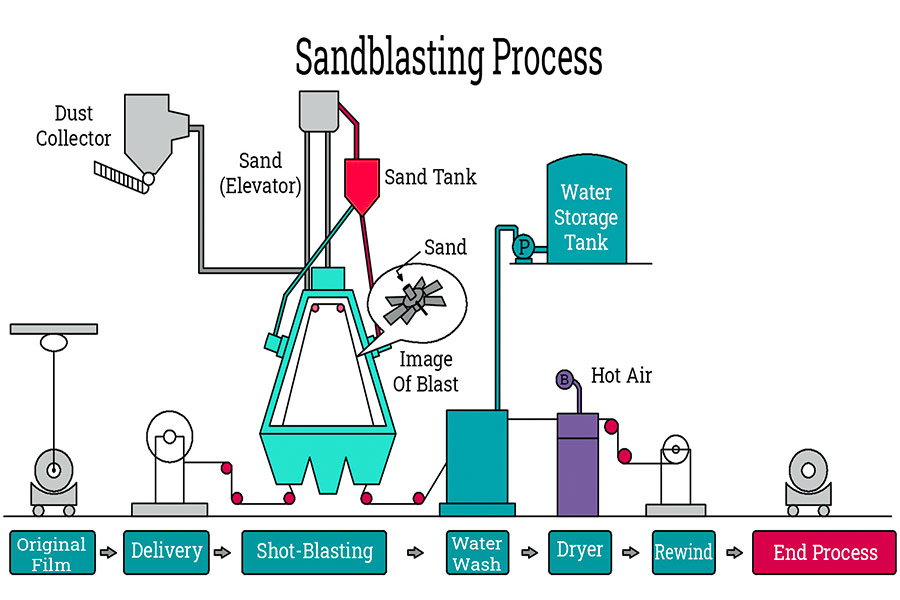
Sand blasting: Powerful "cutting" peeling
How does it work?
The "bullets" used here are sharp-edged particles, such as aluminum oxide (Mohs hardness 9), silicon carbide or steel grit. They are sprayed out at high speed, like countless small carving knives, cutting at a high pressure of 0.8-1.0MPa, and the surface etching rate reaches 20-50μm/min (equivalent to cutting off 1/3 of a hair per minute).
What does it do to the surface?
- Real knife and gun "cutting" material: This method is more ruthless, which is to scrape off a layer ofsurface material. It is particularly effective for dealing with thick rust, solid old paint, welding slag, etc., but it will inevitably take away some of the substrate.
- Make a rough surface: The final surface feels grainy and has a texture, which is bumpy and professionally called an "anchor pattern". This side is similar to a rough wall.
- Prime the coating: Thisrough surfaceis a good partner for paint, powder coating or electroplating. Roughness means a larger surface area, so the coating can be peeled off more firmly and grip more tightly, providing a foundation for excellent mechanical bonding.
Key effect measurements
| Performance index | Carbon steel (AISI 1045) | Titanium alloy (Ti-6Al-4V) | Testing standards |
| Coating adhesion (MPa) | 38.7 | 42.9 | ASTM D4541 |
| Anchor depth Rz (μm) | 50-70 | 40-60 | ISO 13565-2 |
| Rust removal efficiency (m²/h) | 25 | 18 | SSPC-SP 7 |
Data source: European Coating Journal Vol.45 (2023)
Industrial application cases
✓ Heavy-duty robotic arm: Thecoating bondingstrength of the joint parts after sandblasting is greater than 35MPa, and the service life exceeds 80,000 hours.
✓ Ship propeller: 30 minutes of alumina sandblasting replaces 8 hours of manual grinding (cost reduction of 67%).
✓ Building curtain wall: Create an anti-slip etched surface with Rz=60±5μm (in compliance with EN 14157 standard).
Last week, a drone manufacturer submitted an urgent order through online cnc machining services for 500 titanium alloy wing ribs.We use a step process:
- Alumina sandblasting(0.9MPa/45° angle) removes the laser oxide layer (taking 22 seconds/piece).
- Glass bead polishing(0.5MPa/70° angle) improves fatigue performance (Ra from 3.2μm to 0.9μm).
Key considerations for process selection
The core of the selection depends on the application requirements, material properties and the final requirements for the surface.The following are common decision reference points:
| Key considerations | Recommended process |
| Minimize size changes (Critical) | Glass bead sandblasting |
| Surface strength improvement (fatigue life increase>15%) | Glass bead sandblasting |
| Require satin/matte uniform decorative appearance (e.g. stainless steel bead blast finish) | Glass bead sandblasting |
| Thoroughly remove thick oxide scale/stubborn coating/welding slag (Removal Power) | Traditional sandblasting |
| Preparation for bonding for spray painting/powder coating (Ra>5 μm is recommended) | Traditional sandblasting |
Bead blasting is a gentle and precise "internal massage" that makes the surface beautiful and strong. Traditional sandblasting is a hard-core "surface scraping", which is specially used to treat various stubborn stains and prepare the coating in advance.
"When surface treatment determines the success or failure of a product, don't guess based on experience. Upload your part drawings to JS's onlinecnc machining servicesplatform, and we will issue a customized surface treatment plan within 10 hours based on material stress analysis + process database. Let professional data speak for itself and save trial and error costs!"
Practical Case Analysis: Restoring The 1972 Honda CB350 Engine Housing
Everyone knows the theory, but when you really do the motorcycle restoration yourself, especially the aluminum alloy engine side cover of the 1972 Honda motorcycle CB350, the problem arises.
Case: Give the old aluminum alloy engine a new lease of life
The owner's goal is clear:Remove the 50 years of accumulated sludge, oxidation and scratches, and let it restore the clean, slightly matte original texture of the year.
Wrong attempt: The "rollover scene" of traditional sandblasting
At the suggestion of a friend, the customer initially tried to use the common brown corundum (aluminum oxide) abrasive for sandblasting.As a result, several key problems occurred:
- Surface damage: Although sandblasting effectively removes dirt and oxide layers, the surface that should have been delicate becomes as rough as coarse sandpaper and completely loses its metallic luster.
- Dimension change: More seriously, the dimensional deviation of the thin-walled area exceeds ±0.3mm due to material etching, which affects the integrity of the part and cannot be assembled.
JS's solution: precision glass bead sandblasting
The customer came to us with the damaged side cover.We adopted an aluminum repair processspecifically for such precision and aesthetic requirements:
- Deep cleaning pretreatment:The first step is not to spray directly, but to soak and wash thoroughly with a strong chemical cleaning agent to dig out the old oil stains that have penetrated into the pores of the metal. Lay a cleaning foundation forsubsequent sandblasting.
- Glass bead sandblasting:The core steps are completed in our professional bead sandblasting cabinet. Use 100-200 mesh spherical glass beads (particle size ≈ hair diameter) and treat them evenly under a controllable pressure of 0.4MPa.
Why can glass beads do this?
- The size is preserved:The glass beads are round, and when impacted, they are like countless small hammers that gently knock, which can effectively peel off stubborn oxides and defects, but the impact on relatively soft aluminum alloys is gentle, and the thickness, shape, and key dimensions of the parts have not changed. The error of key dimensions is ≤0.02mm, and the thin-walled area is also safe.
- Perfect restoration of the original appearance:Therolling polishingeffect of the round beads is the key! The polished surface is extremely uniform, presenting a delicate, soft, satin-like matte effect. This is exactly the unique texture of classic motorcycle aluminum parts in the 1970s, and the original style that the owner has always dreamed of is back.
- Unexpected gain:Thisspraying processalso makes the aluminum surface a little tighter (the term is shot peening), and the shot peening effect increases the surface hardness of the aluminum alloy by about 10%, increasing durability.
Core revelation:
| Material type | Ideal craftsmanship | Risk points |
| Soft metals such as aluminum/copper/stainless steel | Glass bead sandblasting. | Traditional sandblasting can easily lead to size deviations. |
| Steel/heavy structural components | Traditional sandblasting. | Glass beads are ineffective against thick rust layers. |
"Robert H. Todd, an authority in the field of manufacturing engineering, emphasized in his Tool and Manufacturing Engineers Handbook: The selection of surface treatment processes must first consider material properties, part geometry and final functional requirements. Wrong choices may lead to disastrous consequences."
This case is a vivid interpretation of this. Choosing a process that does not match the material properties, part status and final goal often leads to counterproductive results.
To repair classic aluminum parts, traditional sandblasting can easily damage the surface and size. JS uses precision glass bead sandblasting technology to perfectly reproduce the original delicate matte texture while thoroughly cleaning, and ensure the stability of key dimensions. If you haveCNC machining partsthat need surface treatment, please contact JS and let us use professional technology to protect the classics.

FAQ - Your Last Question About Sandblasting
Are shot peening and glass bead blasting the same thing?
Not exactly.
You can think of "shot peening" as a larger category, where the main goal is to "press" beneficial compressive stress into the surface of the part through strong impact, significantly improving fatigue resistance. This is usually achieved with harder metal shots, which are more powerful and are common in critical parts such as aircraft parts or engine crankshafts that are subject to high stress.
Although glass bead blasting also belongs to the larger category of shot peening, its primary mission is different: we value its gentle cleaning ability and the beautiful surface effect it brings. Those round glass beads have a softer impact, which can effectively remove dirt and oxide layers, and can produce a uniform and delicate matte or satin texture through rolling polishing. It certainly has a slight strengthening effect (we call it shot peening), but this intensity is far less intense than metal shot peening, mainly to improve the surface's durability and resistance to small scratches.
In short, shot peening focuses on strengthening "muscles and bones", while glass bead blasting excels at cleaning and beautifying "appearance". Just like you use different tools for different delicate jobs.
Since traditional sandblasting is corrosive, why is it still so commonly used?
It's very simple, because this "shortcoming" is precisely its greatest value!
For steel parts, especially large equipment such as bridges, ships, and large engineering machinery, the most important thing is to ensure that the subsequent paint and coating can be attached to the metal surface for decades.
The sharp abrasives used in traditional sandblasting (such as brown corundum and quartz sand) can quickly and thoroughly gnaw off the thick rust layer, old paint and impurities. More importantly, it can create a uniform and appropriate roughness on the steel surface, just like providing countless tiny "anchor points" for the coating.
The super strong adhesion brought by this roughness is far more important than the possible size change of a few tenths of a millimeter. To put it bluntly, it lays the most economical and efficient foundation for the subsequent protective layer. Different purposes naturally have different means.
Can I do glass bead sandblasting at home?
Technically, there are indeed small sandblasting boxes for sale on the market. But safety and effectiveness issues must be taken seriously.
- First of all, the operation must be carried out in a closed sandblasting box, which can not only recycle expensive glass beads, but also is the key to preventing the inhalation of dust.
- Secondly, professional-grade respiratory protection equipment (such as positive pressure air supply or P100-level masks) is absolutely essential. The broken glass dust and the old pollutants cleaned up during the sandblasting process are extremely harmful to the lungs.
- Finally, the finished product effect is extremely dependent on experience. The air pressure, nozzle distance, and moving speed all need to be precisely controlled and repeatedly debugged, otherwise it is very easy to cause uneven surfaces or even damage.
For beloved old car parts or high-value items, it is a safer and more effective choice to entrust them to us who have professional equipment and experience.
Summary
Bead blasting and sandblasting are essentially two special tools:The former is like a precision beautician, which strengthens the surface through micro-hammer polishing without damaging the substrate, and is suitable for aluminum, stainless steel and other parts that need to retain dimensional accuracy and decorative texture. The latter is a powerful stripping expert, using cutting action to remove heavy stains and prime the coating, but it is easy to cause irreversible damage toprecision parts. Understanding their respective expertise is the key to ensuring that your parts are both beautiful and useful in the end.
Why choose JS to achieve full process control of parts?
- From the core to the surface, one-stop mastery:At JS, we not only provide precisioncustom cnc machiningmanufacturing, but also deeply understand the "life cycle" of parts. From the precise cutting of the first knife to the touch and feel of the last surface treatment, we pay attention to every detail that affects performance and beauty.
- Professional evaluation, transparent and efficient:Do you have an old part that needs to be processed, or a newly designed CNC machined part that needs a perfect surface finish? Don't guess which sandblasting is suitable!Our teamof engineers has rich experience and can recommend the best surface treatment solution for you based on your material, part status and final goal.
- Act now and get a clear blueprint:Just upload your design drawings or part information, and we will provide you with a clear and comprehensive cnc machining price. Let you see the investment and final effect of the entire project at a glance.
Let us work together to create amazing results from precision machining to perfect surface!Upload drawings now and start your professional manufacturing journey.

Disclaimer
The contents of this page are for informational purposes only.JS seriesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the Longsheng Network. It's the buyer's responsibilityRequire parts quotationIdentify specific requirements for these sections.Please contact us for more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyThis means selection efficiency, quality and professionalism.
To learn more, visit our website:jsrpm.com
Resource

