

في صناعة التصنيع ، تستخدم تقنية طحن CNC على نطاق واسع في معالجة أجزاء معقدة مختلفة بسبب دقة عالية وكفاءتها العالية. سواء في أجزاء من الفضاء الدقيق أو تصنيع السيارات الأجزاء الحرجة ، لا يمكن استبدال طحن CNC. ومع ذلك ، من أجل تحقيق طحن CNC عالي الجودة ، يجب النظر في بعض الجوانب المهمة للتصميم والهندسة. سيتم شرح العوامل التالية بعمق في هذه الورقة بحيث يمكن للقراء فهم أفضل لتكنولوجيا طحن CNC وتحسين جودة المعالجة وكفاءتها.
ما هو طحن CNC؟
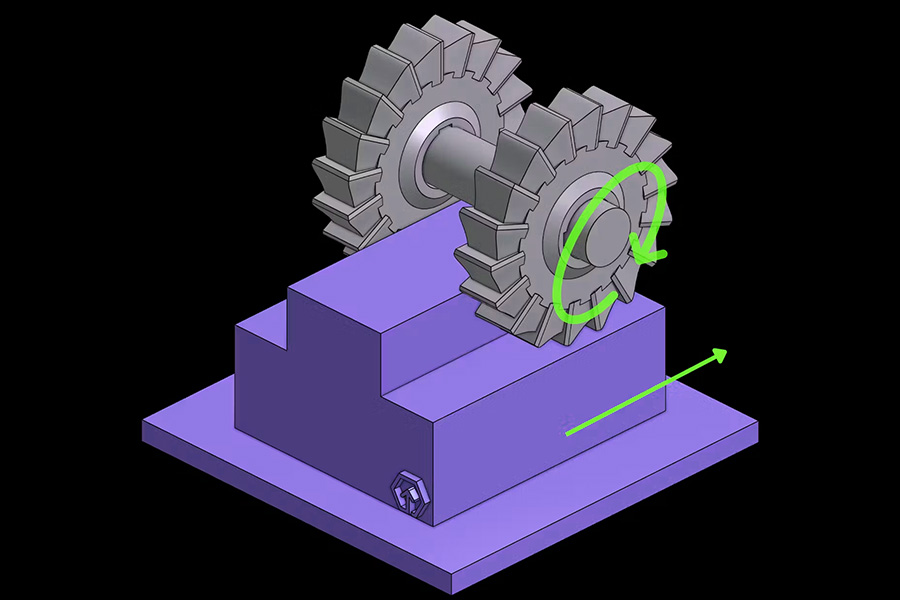
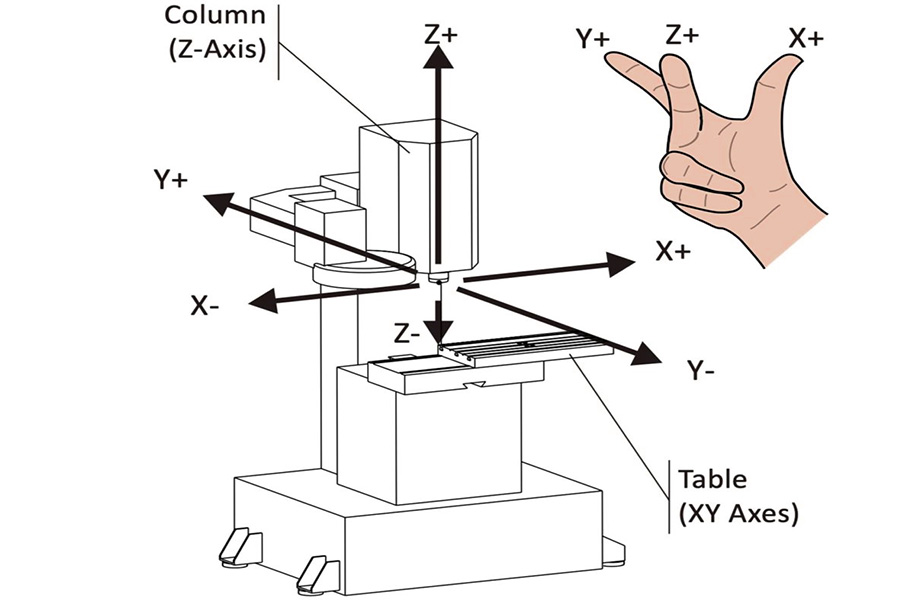
يشير طحن CNC (طحن التحكم في الكمبيوتر) إلى تقنية الآلات الدقيقة التي تسيطر عليها الكمبيوتر . باستخدام أداة دوارة ، تتم إزالة قطعة العمل ويتم تصنيع المواد الخام (على سبيل المثال ، المواد المعدنية أو البلاستيكية أو المركبة) في أجزاء ذات أشكال هندسية معقدة. على النقيض من آلات الطحن اليدوية التقليدية ، يتم التحكم في طحن CNC بشكل حصري بواسطة تعليمات الكمبيوتر (رمز G) ، ولديه دقة الفرعية (عادةً ما تصل إلى ± 0.005 مم) وتكرارها العالي ، وهو محور التصنيع خلال عصر الصناعة 4.0.
ما هي أهم الجوانب تصميم وهندسة في طحن CNC?
أكثر الجوانب الحاسمة في التصميم والهندسة في طحن CNC تنطوي على العديد من الروابط الرئيسية ، والتحسين الشامل ضروري لتحقيق عملية فعالة ودقيقة. فيما يلي قائمة وشرح لأهم الجوانب:
1. تصميم الأدوات واختياره
نوع الأداة مطابقة
اختر قاطع نهاية الكرة (سطح منحني معقد) أو مطحنة نهاية (تصنيع الطائرة/الأخدود) أو شفرة دائرية (مواد يصعب معها الآلة) وفقًا لاحتياجات الآلات.
- مثال: لآلة سطح شفرة محرك الطائرات ، مطلوب قطع نهاية كرة عالية الدقة ؛
تحسين المعلمة الهندسية
- زاوية أشعل النار الرئيسية: تؤثر على توزيع قوة القطع (على سبيل المثال ، 45 درجة زاوية أشعل النار الرئيسية القوى الشعاعية والمحورية متوازنة ، لطحن الوجه ؛ 10 ° زاوية أشعل الخليق الرئيسية للآلات بمعدل تغذية عالية).
- زاوية الحلزون: يمكن أن تقلل زاوية الحلزون الكبيرة (على سبيل المثال ، 45 درجة) من اهتزاز القطع ، ولكن يجب ضبطها على صلابة أداة الآلة.
- زاوية RAKE وزاوية الخلفية: زيادة زاوية أشعل النار تقلل من قوة القطع ولكنها تقلل من قوة النصل ؛ يجب تعديل الزاوية الخلفية وفقًا لصلابة المواد (المادة الصلبة تقلل من الزاوية الخلفية لدعم أفضل).
الطلاء والمواد
يمكن تعزيز مقاومة التآكل للأدوات من خلال تكنولوجيا الطلاء (على سبيل المثال ، tialn ، ticn) ؛ يمكن تطبيق أدوات السيراميك أو CBN في قطع عالية السرعة من مواد عالية الصدفة.2. تحسين معلمة تحسين
التوازن بين ثلاثة عوامل
- سرعة القطع: يجب تعديلها وفقًا لخصائص المواد (يمكن أن تصل سبائك الألومنيوم إلى 1000 متر/دقيقة ، يجب أن تقتصر سبيكة التيتانيوم على أقل من 60 مترًا/دقيقة).
- معدل التغذية: يتعلق بسمك الرقائق ، يمكن أن تعزز رقاقة رقيقة (على سبيل المثال 0.1 مم) معدل التغذية ، ولكن يجب ضمان قوة الأداة.
- عمق القطع: يمكن للآلات ذات الطبقات إزالة الاهتزاز ، على سبيل المثال ، لا يمكن أن يتجاوز عمق القطع المفرد في الخشن 50 ٪ من قطر الأداة.
تخطيط المسار
استخدام القوس لتقليل تركيز الإجهاد ؛ تبطئ في الزوايا لتجنب كسر الأدوات.
- مثال: في machining machining ، استخدم القطع الحلزوني بدلاً من القطع الرأسية لتقليل التأثير.
3. تصميم لاعبا اساسيا وربط الشغل
الاستقرار والصلابة
تجنب المفرط المفرط للأداة (نسبة التداخل/القطر الموصى بها ≤3: 1) ، واستخدم حاملي أدوات تخطي الاهتزاز حسب الحاجة.
دقة تحديد المواقع
يمكن للتجهيزات المتخصصة أن تقلل من أوقات التثبيت (على سبيل المثال ، نظام تحديد المواقع الصفر من خمسة محاور) وتحسين التكرار في تحديد المواقع إلى 0.005 ملم.
التحكم في التشوه الحراري
عند تصنيع قطع العمل الكبيرة ، يجب حجز بدل التوسع الحراري أو يجب تطبيق تقنية الآلات ذات درجة الحرارة المنخفضة.
4. الاهتزاز والإدارة الحرارية
قمع الاهتزاز
تحسين معلمات القطع (على سبيل المثال ، تقليل عمق القطع الشعاعي) ، أو استخدام قواطع الطحن غير المتكافئة أو أنظمة تقليل الاهتزاز النشطة.
- مثال: عند تصنيع الأجزاء الرقيقة الجدران ، املأ قطعة الشغل الداخلية بمواد امتصاص الاهتزاز.
تعويض الخطأ الحراري
رصد التشوه الحراري لـ أداة الماكينة من خلال مستشعرات درجة الحرارة وتعويض الأخطاء من خلال برنامج CAM.
5. جودة السطح والدقة
التحكم في خشونة السطح
حدة الأداة (على سبيل المثال ، نصف قطر الحافة ≤ 10μm) ، وسرعة القطع (يمكن للآلات عالية السرعة أن تقلل من حافة المبنى) واستراتيجية التبريد (على سبيل المثال ، التصميم الدقيق MQL) كلها تؤثر على جودة السطح.
دقة ربط متعددة المحاور
في تصنيع الخمسة محاور ، يجب استخدام المحاكاة لتجنب تصادم الأدوات مع قطعة العمل ، و RTCP (نقطة مركز الأدوات الدوارة) تستخدم لتحقيق دقة أعلى.
6. المفاضلة بين الكفاءة والتكلفة
تحسين معدل إزالة المعادن
يمكن تحسين الكفاءة من خلال استراتيجية "HSM (الطحن عالي السرعة)" لعمق القطع الكبير والأعلاف الصغيرة ، ولكن يجب تنسيق طاقة الماكينة.
إدارة الحياة للأداة
يتم تطبيق نظام مراقبة ارتداء الأدوات ، مع تحسين مسار أداة البرمجيات ، لتمديد عمر الأداة بأكثر من 30 ٪.
7. القدرة على التكيف
تصنيع المواد التي يصعب قطعها
- سبيكة التيتانيوم: يتطلب قطع تبريد منخفض السرعة وعالي الضغط ؛
- المواد المركبة: pcd (polyclystalline diamond) يتم استخدام أدوات لتجنب delamination.
يجب أن يأخذ التصميم في مراعاة تصميم أداة الأدوات-machine- من خلال الاختيار العلمي للأدوات ، والمطابقة الدقيقة لعلامات القطع ، وتعزيز الاهتزاز والتحكم الحراري ، والوقاية من المخاطر مقدمًا من خلال تكنولوجيا المحاكاة ، يمكن تعزيز كفاءة المعالجة والجودة بشكل كبير. في الاستخدام الفعلي ، يجب تطوير خطط العملية المستهدفة وفقًا لمواد محددة ومتطلبات الدقة وأهداف التكلفة.
كيفية اختيار الزاوية الرئيسية المناسبة لقاطع الطحن؟
اختيار زاوية الانحراف الرئيسية لقاطع الطحن له تأثير مباشر على توزيع قوة القطع ، وحياة الأداة ، والكفاءة و الجودة السطحية للمعالجة في CNC milling . فيما يلي تحليل خطوة بخطوة لاستراتيجية اختيار زاوية الانحراف الرئيسية من خصائص المواد ومتطلبات المعالجة ونوع الأداة وشرط العملية:
اختر وفقًا لخصائص المادة المعالجة:
- مواد أكثر ليونة (مثل سبيكة الألمنيوم والنحاس): اختر زاوية أولية تتراوح من 45 إلى 60 درجة لموازنة قوة القطع والكفاءة.
- المواد الصلبة (مثل سبائك الفولاذ والتيتانيوم المروط): اختر زاوية أساسية تتراوح من 10 إلى 25 درجة لتوزيع قوة القطع وتقليل تآكل الأداة.
- المواد الهشة (الحديد الزهر والسيراميك): اختر زاوية رئيسية من 75 درجة إلى 90 درجة بحيث يتم تجنب التكسير.
اختر وفقًا لمتطلبات المعالجة:
- الآلات الخشنة (إزالة المواد كحد أقصى): اختر الزاوية الرئيسية من 30 درجة إلى 45 درجة بحيث يتم تعظيم سمك القطع.
- الآلات الدقيقة (الانتهاء من السطح العالي): اختر الزاوية الرئيسية من 60 درجة إلى 90 درجة بحيث يتم تقليل الاهتزاز وتعزيز نعومة.
- القطع ذات الجدران الرقيقة/تصنيع العمود النحيف: استخدم زاوية الانحراف الأولية من 75 درجة إلى 90 درجة لتقليل فرصة التشوه.
اختر استنادًا إلى نوع أداة القطع:
- قاطع طحن الوجه: 45 ° ~ 60 ° للخشونة و 90 درجة للآلات الدقيقة.
- مطحنة النهاية: 10 ° ~ 30 ° للخشونة و 45 درجة للآلات للأغراض العامة.
- سكين رأس الكرة: تختلف زاوية المغادرة الرئيسية بشكل نشط مع نقطة التلامس للسطح المنحني ، والتي تتطلب تحسين مسار CAM.
حدد وفقًا لحالة العملية:
- الآلات عالية السرعة (HSM): اختر زاوية رئيسية بين 10 درجة و 30 درجة مع سرعة عالية وعمق القطع الضحلة.
- قطع متقطع (على سبيل المثال ، Keyway): اختر زاوية رئيسية بين 45 درجة و 60 درجة للحصول على أقصى قدر من الصلابة.
- المبدأ الأساسي: زاوية الانحراف الرئيسية الصغيرة (10 ° ~ 30 °) مناسبة لمواد الصلابة العالية أو المعالجة الفعالة ؛ زاوية الانحراف الرئيسية الكبيرة (75 درجة ~ 90 درجة) مناسبة للمواد الهشة أو الأجزاء ذات الجدران الرقيقة ؛ توازن عالمية وكفاءة مع زاوية الانحراف الرئيسية المعتدل (45 درجة ~ 60 درجة).
كيف تتجنب الإفراط في عمل الشغل؟
الإفراط في الإفراط هو مشكلة جودة شائعة في طحن CNC ، والتي قد تؤدي إلى قطع عمل محطمة ، وزيادة التكاليف ، وحتى تلف المعدات. فيما يلي حل منهجي يغطي عملية التصميم والبرمجة والتصنيع والاختبار بأكملها:
1. Programming Phase
تحسين المسار
محاكاة باستخدام برنامج CAM (مثل Vericut) لتجنب التغييرات المفاجئة في شرائح الخط المستقيم والتحولات الحادة في القوس الدائرية.
تعويض الأدوات
استخدم تعويض G41/G42 بشكل صحيح ، وضبط قيم التآكل ديناميكيًا ، وتجنب أخطاء التعويض.
الفائض والطبقة الطبقية
اترك هامشًا يتراوح بين 0.1-0.3 ملم للآلة الخشنة ، وتقليل عمق قطع واحد في القطع ذات الطبقات (مثل contour milling ).
2.Tools و Tiptures
اختيار الأداة
إعطاء الأولوية لأدوات القطع القصيرة (نسبة القطر/القطر ≤ 3: 1) ، مع تكييف قطرها مع خصائص الآلات.
تصميم التداخل المضاد
محاكاة الموضع المكاني بين المباراة والأداة خلال خمسة محور تصنيع ، وقم بتصميم أخدود تجنب التثبيت.
معايرة الدقة
تحقق بانتظام من الأخطاء الهندسية لأداة الماكينة وتعويض عن الخلوص العكسي.
التحسين
تقليل السرعة بنسبة 50 ٪ عند قطع/خارج لتقليل التأثير ؛ تجنب القطع باستخدام أدوات فارغة.
مراقبة الوقت الحقيقي
شاشة القطع قوة (مستشعر الطاقة/الاهتزاز) وإغلاقها في حالة تشوهات.
4.ction و Post-Processing
التحقق من المقالة الأولى
CMM التفتيش بالحجم الكامل+معيار المعايرة السريعة لتحقيقات في الجهاز.
فحص السطح
التأكيد البصري/المجهري لعدم علامات القطع ، الأشعة المقطعية (قطعة عمل عالية الدقة).
5. السيناريوهات والردود
سيناريو الإفراط في القضية الحل معالجة الأجزاء الرقيقة الجدران تسبب اهتزاز الأدوات في انحراف المسار استخدم حامل أدوات تقويم قصير ، قطع أدوات ، وعمق القطع المفرد ≤ 0.5 مم معالجة الارتباط الخمسة المحاور المباراة والتداخل المكاني للأداة استخدم برنامج CAM لمحاكاة مسار الحركة وضبط بنية التثبيت أو مسار الأداة معالجة التجويف العميقة الأدوات المتراكمة طويلة جدًا ، مما يسبب الانحناء استخدم "القطع الحلزوني" بدلاً من القطع الرأسية ، أو استخدم قضيب التمديد + دليل دليل معالجة السطح المنحنية قيمة تعويض دائرة نصف قطرها خاطئ تحقق من قيمة التعويض من خلال القطع التجريبية قبل المعالجة ، وإنشاء قاعدة بيانات تعويض الأدوات لتجنب الإفراط في إجراء قطع العمل ، يكون التحكم في النظام مطلوبًا من خمسة أبعاد: تصميم مسار البرمجة ، تحسين الأدوات ، ضمان دقة الأدوات الآلي ، مراقبة الوقت الحقيقي وردود الفعل. تشمل المبادئ الأساسية:
- الوقاية أولاً: اكتشف المخاطر مقدمًا من خلال المحاكاة وقطع التجارب ؛
- التعديل الديناميكي: تحسين المعلمات في الوقت الحقيقي وفقًا لارتداء الأدوات ومواد الشغل ؛
- التحقق من الحلقة المغلقة: تحسين العملية بشكل مستمر على أساس بيانات الكشف.
من خلال التدابير المذكورة أعلاه ، يمكن تخفيض خطر الإفراط في التصويت إلى أقل من 0.1 ٪ ، مما يؤدي بشكل كبير إلى تحسين معدل عائد المعالجة.

ما هي القواعد الأساسية لتصميم طحن CNC؟
تتضمن القواعد الأساسية لتصميم طحن CNC بشكل أساسي الجوانب التالية:
إمكانية الوصول إلى الأدوات
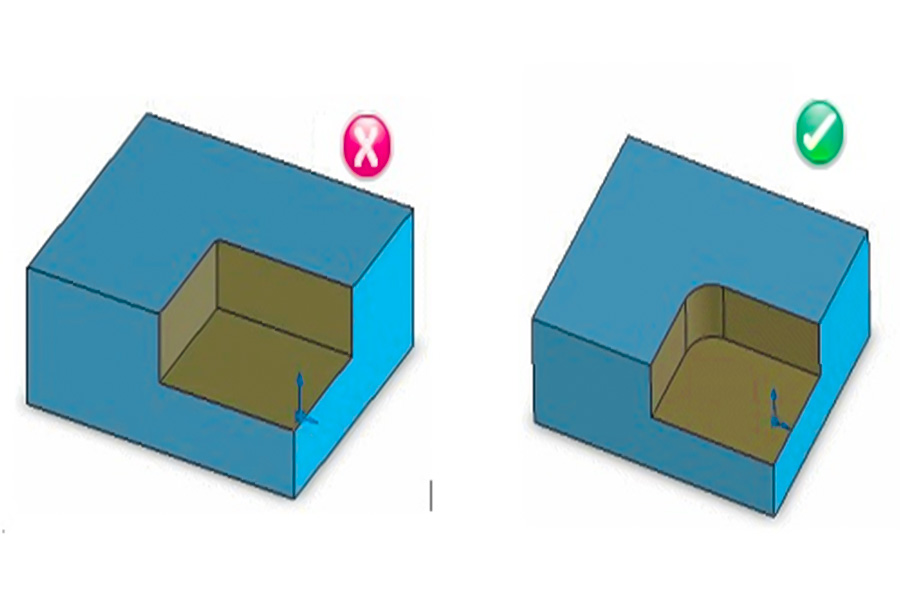
أداة القطع هي أسطواني ، ويجب تصميم الزوايا الداخلية مع زوايا مستديرة (≥ 130 ٪ من دائرة نصف قطرها الأداة) لتجنب الزوايا الصحيحة. 1: 6 (يمكن أن تصل الأدوات الخاصة 30: 1).
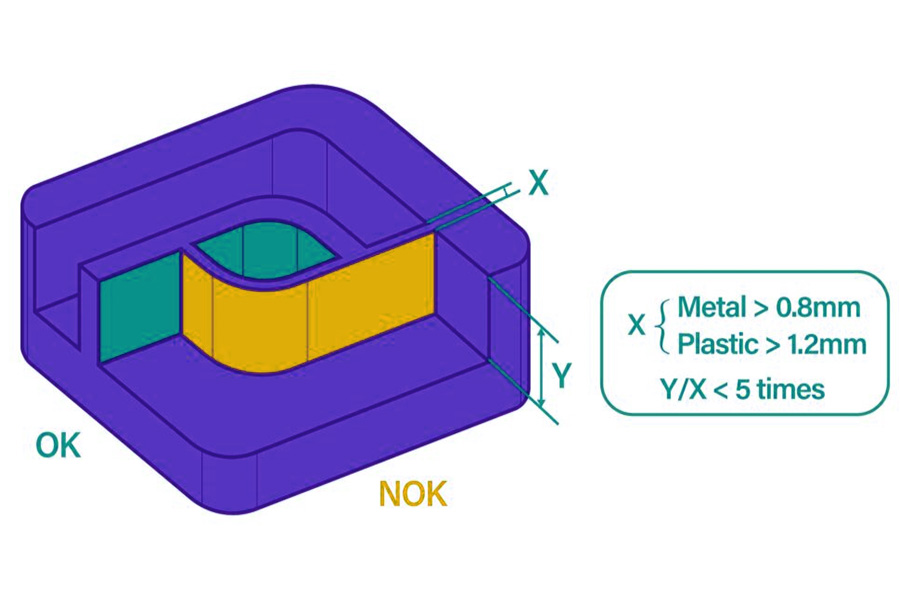
تصميم سمك الجدار
الحد الأدنى لسماكة الجدار للأجزاء المعدنية هو 0.8 مم ، ولأجزاء بلاستيكية يبلغ 1.5 مم. الأجزاء الرقيقة عرضة لتشوه الاهتزاز.
تصميم ثقب وخيط
قطر الثقب ≥ 2.5 مم ، العمق الموصى به لنسبة القطر ≤ 4 مرات (نموذجية 10 مرات ، حدود 40 مرة).
الميزات الصغيرة والتفاوتات الصغيرة
مطلوب أدوات خاصة للتصنيع الدقيق (الفتحة <2.5 مم).
تصنيف التسامح: قياسي ± 0.125 مم ، نموذجي ± 0.025 مم ، حد ± 0.0125 ملم.استراتيجية المعالجة
مسار القطع: يستبدل القطع القوس القطع المستقيمة ، مع إعطاء الأولوية للطحن الأمامي (تقليل قوة القطع والحرارة).
المواد المطابقة وأدوات القطع
مواد الأدوات مناسبة لقطاعات العمل (مثل PCD لسبائك الألومنيوم و CBN للصلب المطفأ).
التثبيت وتحسين الأداة
قلل من عدد أوقات التثبيت وأكمل ميزة التسامح الضيقة في تثبيت واحد.
الحد من عدد أدوات القطع (مثل حجم الفتحة الموحدة) لتقليل تكاليف استبدال الأدوات.المبادئ الأساسية:
- قابلية الآلات أولاً: يجب أن يفي التصميم بالقيود المادية للأداة.
- توازن الدقة والتكلفة: تحسين الكفاءة من خلال تصنيف التسامح واختيار الاستراتيجية.
- تقليل تغييرات الأداة والتشبث: تقليل وقت المساعدة وتحسين اتساق المعالجة.
ما هي تأثيرات هندسة الأدوات في تصميم طحن CNC؟
التأثيرات الرئيسية لهندسة الأدوات في تصميم طحن CNC هي:
زاوية الرصاص
نطاق الزاوية: 45 درجة (تصنيع خشن) إلى 90 درجة (الآلات الدقيقة).
التأثير: زاوية صغيرة (45 درجة) تزيد من القوة المحورية ، فهي مناسبة لأدوات آلة الصلابة المنخفضة ؛ الزاوية الكبيرة (90 درجة) تقلل من القوة الشعاعية ، وتقلل من الاهتزاز ، ويحسن جودة السطح (يمكن أن يكون RA 0.4 μ م).
الزاوية الأمامية
زاوية أشعل النار الإيجابية (+10 ° ~+15 °): القطع الضوئية والسهلة ، تصريف رقاقة سهلة ، مناسبة للمواد الناعمة مثل الألومنيوم والنحاس (زيادة 20 ٪ في سرعة القطع).
زاوية أشعل النار السلبية (-5 ° ~ 0 °): يعزز قوة الشفرة ، مناسبة للمواد الصلبة مثل الفولاذ المطفأ وسبائك التيتانيوم ، ويمتد عمر الأداة بنسبة 30 ٪.
زاوية الإغاثة
القيمة العادية: 6 ° ~ 12 °.
التأثير: إذا كانت الزاوية الخلفية صغيرة جدًا (<6 °) ، فسوف ترفع الاحتكاك وتؤدي إلى ارتفاع درجة الحرارة ؛ الزاوية الخلفية عالية جدًا (> 15 درجة) تقلل من قوة الحافة المتطورة ويجعلها عرضة للتقطيع (يوصى بزاوية الخلفية لأدوات القطع الصلبة عند 8 درجات).
عدد الشفرات وزاوية الحلزون
عدد الشفرات: شفرتان (إخلاء رقاقة جيد ، مناسب لآلات الأخدود العميق) ؛ 4 شفرات (ثبات عالٍ ، جودة السطح RA ≤ 0.8 μ م).
الزاوية الحلزونية: 30 درجة ~ 45 درجة (طبيعية) ، زاوية حلزونية عالية (على سبيل المثال ، 45 درجة) تعمل على تحسين معدل إزالة الرقائق ويقلل من درجة حرارة القطع بنسبة 20 ٪.
نصف قطر الأنف
الآلات القاسية : دائرة نصف قطرها كبيرة (R0.8 ~ 1.2 مم) ، ومقاومة تأثير جيدة ، وترجمات التغذية 15 ٪.
machining الدقة : نصف قطر صغير (r0.2 ~ 0.4mm) ، يقلل من بقايا القطع ، ويحقق دقة ملائمة ± 0.01m.
زاوية ميل الشفرة
أقلزاوية الشفرة السلبية (-5 درجة): يعزز قوة الشفرة ، قابلة للاستخدام في القطع المتقطعة (على سبيل المثال ، الحديد الزهر).
يتحكم الشكل الهندسي لأداة القطع في تقسيم قوة القطع (نسبة القوة الشعاعية/المحورية) ، والتشطيب السطحي (قيمة RA) ، ومتانة الأدوات (معدل التآكل) ، وكفاءة عملية التشغيل (معدل إزالة المواد) ، وإدارة الاهتزاز. يجب تحسين مجموعات المعلمات ديناميكيًا بناءً على صلابة المواد (على سبيل المثال ، الألومنيوم/التيتانيوم ) ، مرحلة التصنيع (COARSE/Fine) ، و machine tool.
ما هي الطرق التي تتميز بها طحن CNC عن تحول CNC؟
الجدول التالي هو جدول مقارنة لـ التمييز الأساسي بين تحول CNC وطحن CNC :
أبعاد المقارنة CNC Milling CNC Turning نوع المعالجة قطع قطعة عمل ثابتة عن طريق تدوير الأداة (المعالجة الطرفية) قطع أداة ثابتة/متحركة عن طريق تدوير قطعة العمل (المعالجة الطرفية) وضع الحركة تدور الأداة ، يتم تثبيت قطعة العمل على قابلية العمل وتتحرك تدور الشغل ، وتتحرك الأداة محوريًا أو شعاعيًا الأشكال القابلة للتطبيق الطائرات ، الفتحات ، الثقوب ، الأسطح ثلاثية الأبعاد المعقدة (مثل القوالب) أسطواني ، مخروطي ، ملولب وغيرها من الميزات المتناظرة بالتناوب أنواع الأدوات النموذجية End Mills ، Mills Face ، Mills Ball-end ، T-Slot Mills أدوات تحول خارجية ، أدوات تحول الثقب الداخلية ، أدوات تحول مؤشرات الترابط ، أدوات القطع دقة المعالجة ± 0.005–0.02mm (عمليات خاصة مطلوبة للدقة العالية) ± 0.001–0.01mm (دقة أعلى للهيئات الدوارة) قابلية تطبيق المواد مجموعة واسعة (المعادن ، البلاستيك ، المواد المركبة ، وخاصة المواد الصلبة) مواد الدكتايل (الألومنيوم والنحاس والصلب والمواد الهشة معرضة لانهيار الحافة) جودة السطح ra 0.4–3.2μm (يعتمد على تحسين مسار الأداة) RA 0.1–1.6μm (القطع المستمر أسهل للتحكم) التعقيد يمكن معالجة polyhedrons والهياكل المعقدة غير المتماثلة مناسبة للأجزاء المحورية ، تتطلب الهياكل المعقدة مراكز تحول متعددة المحاور كفاءة الإنتاج متوسطة منخفضة (تغييرات الأداة المتكررة ، عمليات متعددة) عالية (القطع المستمر ، مناسب للإنتاج الضخم) سيناريوهات التطبيق النموذجية tell tair ، antles mobile hopics ، parts justructural eviation الأجزاء العمود ، الشفاه ، السحابات الملولبة تكلفة المعدات عالية (يمكن أن تصل آلات الطحن متعددة المحاور إلى الملايين)
low (تكاليف المخرطة القياسية حوالي 200،000-500،000 يوان) شرح إضافي
- اتجاهات المعالجة مجتمعة: Modern يمكن أن يجمع مراكز الطحن والتحول من خمسة محاور بين المركزين.
- مقارنة الدقة: يتمتع الدوران بمزيد من المزايا في السيطرة على التحمل التماثل الدوراني مثل الأسطوانة والدورة ، في حين أن الطحن أكثر مرونة في التسطيح والموضع.
- تآكل الأداة: يسبب الطحن تآكلًا أسرع للأدوات بسبب القطع المتقطع (أعلى بنسبة 30 ٪ من الدوران).
ملخص
يحتاج طحن CNC إلى تحقيق التوازن بين العملية والتكلفة والجودة مع التفكير المنهجي. يكمن النواة في تحقيق الآلات الفعالة من خلال تحسين هندسة الأدوات (مثل زاوية أشعل النار ، وزاوية الحلزون ، وخصائص مواد مطابقة للطلاء) ، وتصميم استراتيجية الآلات (مثل تقليل اهتزاز الطحن لأسفل ، والقطع الطبقي للسيطرة على الارتفاع المتبقي) والتكيف مع بنية الشغل (مثل سماكة الجدار 0.8 ملم لمنع التكرار ، وركبة القطران 130 ٪) ؛ في الوقت نفسه ، من الضروري الجمع بين حدود أداء أداة الآلة (مثل قوة المغزل ، والدقة الديناميكية) وتصلب المباراة (الفراغ/المباراة الهيدروليكية لتقليل تشوه التشوه) لضمان الاستقرار ، وأخيرا تحقيق أهداف الجودة من خلال التحمل المتقاطع (المتواجد النموذجي ". التشكل) ، تشكيل تحسين الحلقة المغلقة ذات الارتباط الكامل من التصميم إلى التصنيع.

📞 الهاتف: +86 189 2585 8912
📧 البريد الإلكتروني: doris.wu@js-rapid.com
🌐 الموقع الإلكتروني: https://jsrpm.com/إخلاء المسئولية
محتوى هذه الصفحة مخصص لأغراض إعلامية فقط. js series لا توجد تمثيلات أو ضمانات من أي نوع ، صريحة أو ضمنية ، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحة المعلومات. لا ينبغي استنتاج أن معلمات الأداء والتحمل الهندسي وميزات التصميم المحددة وجودة المواد ونوعها أو صنعة التي سيوفرها المورد أو الشركة المصنعة من الطرف الثالث من خلال شبكة Longsheng. هذه هي مسؤولية المشتري اطلب اقتباسًا عن الأجزاء لتحديد المتطلبات المحددة لهذه الأجزاء.
JS Team
JS هي شركة رائدة في الصناعة تركز على حلول التصنيع المخصصة. مع أكثر من 20 عامًا من الخبرة في خدمة أكثر من 5000 عميل ، فإننا نركز على الدقة العالية Machining CNC ،
