

В современном производстве быстрое прототипирование, поскольку основной мост между цифровым дизайном и физическим производством вышел далеко за рамки традиционного прототипирования.Быстрое прототипирование - это метод, который сочетает в себе цифровой дизайн с многоуровневыми методами производства, такими как 3D -печать и обработка ЧПУ сБыстро превращать виртуальные модели в физические части или прототипыПолемПрототипирование значенияВесь процесс от проверки концепции до функционального тестирования достигается за счет материальных инноваций.Механические свойства и эффекты внешнего вида в фактических условиях труда моделируются с помощью быстрого макета.
Благодаря прорывам в полимерных композитах, металлургии порошка и биоактивных материалов, современное быстрое прототипирование может точно соответствовать требованиям градиента от кратковременной проверки до мелкомасштабного производства.В этой статье систематически анализируются характеристики инженерных пластмасс, металлических материалов и интеллектуальных композитов.
Какие материалы можно использовать для быстрого прототипирования?
В области быстрого прототипирования,Выбор материалов напрямую влияет на производительность и эффективность производства прототипов.Обычно используемые материалы классифицируются следующим образом:
1Инженерные пластмассы
Сочетание прочности, прочности и преимуществ затрат, материал подходит дляБыстрая проверка механических структурПолемНапример:
- ABS: теплостойкость (80 ° C), удаление от удара, обычно используется в автомобильных оболочках и прототипе домашнего прибора.
- PLA: биоразлагаемая, простая в печати, подходит для недорогих концептуальных моделей.
- Нейлон PA16: истирающий, абонент, амортизирует, подходит для испытательных шестерни и движущихся деталей.
2Металлические материалы
Высокие прототипы реализуются с помощью обработки ЧПУ илиМеталлическая 3D -печать для удовлетворения высоких требований:
- Алюминиевый сплав 6061: более легкий вес, предпочитаемый для стойки для дронов и прототипов радиатора.
- Нержавеющая сталь 316L: Corrosion -restistant, обычно используется в медицинском оборудовании и точных деталях.
- Титановый TI6 AL 4V: легкий и сильный, подходящий для лопастей двигателя прототипа.
3Фоточувствительная смола
Жидкая смола образуется фотополимеризацией и имеет высокую поверхностную точность:
- Стандартная смола: высокая производительность для ювелирных и игрушечных прототипов.
- Прозрачная смола: прозрачность оптического класса для проверки линз и прозрачного жилья.
- Гибкая смола: аналогично резиновой эластичности, используемой для проверки уплотнений или прототипов носимых устройств.
4Композиты материалы
Комбинируя волокнистые и матричные материалы для преодоления ограничений производительности одного материала:
- Угнозируемый волокно -волокно.предпочтительный прототип для аэрокосмических антенных каркасовПолем
- Эпоксидная смола из стекловолокна: она обладает отличными изоляционными свойствами и часто используется в прототипах новых аккумуляторных батарей для автомобилей.
- Кевлар-волоконно-составной материал: защита от маршрута, защита от маркировки, тестирование оболочки специального оборудования.
5Биоматериалы
Прототипирование с высокой точностью, предназначенной для медицинской области:
- PEEK:Стандартный материал высокой биосовместимости ортопедических прототипов имплантата.
- Прозрачные стоматологические смолы: быстрая проверка стоматологических моделей и ортодонтических планов.
- Материал каркаса клеточной культуры: поддерживается тканевой инженерией быстрое прототипирование основных технологий.
6Разлагаемые материалы
Новые варианты, обусловленные экологическими требованиями:
- PLA: сертификация пищевого класса, одноразовые посуды, предпочтительные.
- PHA: Временный прототип морского разведочного оборудования, биоразлагаемого в океане.
- PBAT: биоразлагаемый пластиковый компост, быстрая выборка упаковочных коробок.

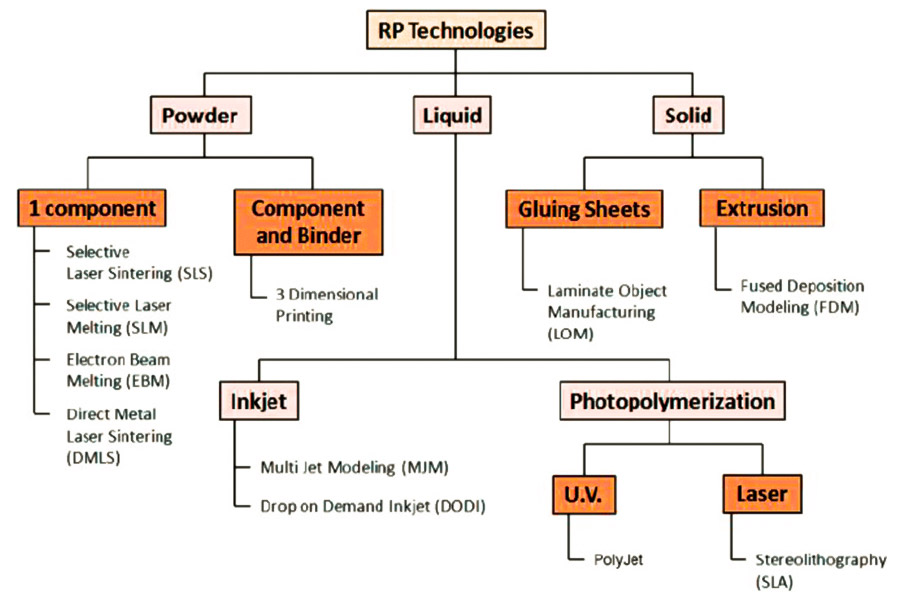
Какие методы используются в быстром прототипировании?
В области быстрого прототипирования общие методы могут быть классифицированы по следующим категориям, каждая из которых может быть эффективно итерация и подтвержденаБыстрый прототип технологии:
1Аддитивное производство (3D -печать)
| Метод применения | Принцип работы | Характеристика |
| FDM (моделирование осаждения слитого осаждения) | Горячий расплав экструдирован и сложен. | Низкая стоимость, простой в эксплуатации, подходит для ABS, PLA и других пластмасс. |
| SLA (световая стереолитография) | УФ -отвердие жидкому смоле наслоируется. | Гладкая поверхность и высокая точность (± 0,1 мм) для сложных структур. |
| SLS (селективное лазерное спекание) | Лазерное спекание порошковых материалов (нейлон, металлический порошок). | Нет опорной структуры, высокой прочности, подходящей для функционального тестирования. |
| DLP (цифровая обработка света) | Цифровой проектор многослойный отверстие для отверждения. | Скорость литья быстрая, а точность сопоставима с SLA. |
2. Субтрактивное производство (обработка ЧПУ)
Обработка с ЧПУ
- Как это работает:Разрежьте металлические или пластиковые листы, чтобы создать твердые тела.
- Особенности: Точность до ± 0,02 мм, отличное качество поверхности.
- Использование: металлические детали (алюминий, сталь), точное быстрое формование.
Поворот
- Принцип: вращение заготовки - это основное движение, режущий инструмент вдоль прямой подачи, образуя вращающуюся поверхность.
- Особенности: высокая точность, непрерывная эффективность резки, но только для вращательных симметричных деталей.
- Применимые сценарии: ось, рукав и цилиндрические/конические детали.
фрезерование
- Принцип: вращение инструмента является основным движением, линейной/изогнутой подачей заготовки, сложный контур резки.
- Особенности: адаптируемая к многолеточному резке, может обрабатывать плоскую, изогнутую, нерегулярную структуру.
- Применимые сценарии: Обработка не подлегающих деталей, таких как лезвия, плоскость и турбины.
3Лазерная резка
- Плоские компоненты могут быть быстро созданы путем резки пластиковых, деревянных или тонких металлических пластин с высокоэнергетическими лазерными балками, обычно используемыми для сборкиструктуры или декоративные детали для быстрых прототипов.
- Сценарии применения: проверка графического дизайна, сборка оболочки, дисплей -прототип.
В чем разница между быстрым прототипированием и обработкой ЧПУ?
Вот сравнение основных различий между быстрым прототипированием и обработкой ЧПУ:
| Сравнение размеров | Быстрое прототипирование | Обработка с ЧПУ |
| Принципы производства | На основе слоистого производства (например, SLA, SLS и т. Д.) Материалы сложены и формируются. | На основе подтракционной резки используйте режущие инструменты для удаления избыточного сырья. |
| Применимость материала | Поддержите несколько материалов (пластмассы, фоточувствительная смола, металлический порошок и т. Д.) Для быстрых прототипов. | Основными являются металлы (алюминий, сталь) и твердые пластмассы (ABS, ПК). |
| Точность и качество поверхности | Точность ± 0,1-0,5 мм, пористая/шероховатая поверхность, требуется после лечения. | Точность находится в пределах ± 0,02 мм, поверхностная плавность высокой и может использоваться непосредственно для функционального тестирования. |
| Экономическая эффективность | Низкая стоимость производства небольших партий (без платы за плесени), подходящая для быстрой итерации. | Стоимость единицы относительно высока и подходит для производства средней партии. |
| Сценарии приложения | Ранняя валидация концепции (например, прототипы автомобилей), сложные структурные прототипы (например, полой сети). | Функциональное тестирование (например, телефонные рамы) и подготовка к массовому производству точных компонентов. |
- Быстрое прототипирование лучше подходит для недорогой и эффективной ранней проверки прототипа(например, прототипы с 3D-печатью) и охватывает широкий спектр материалов от пластмасс до металлов.
- Обработка с ЧПУ доминирует в высоком определении сценариях спроса, таких как пробное производство металлических фитингов, но опирается на специализированное оборудование и процессы.Оба часто используются в комбинации, чтобы сбалансировать эффективность разработки и качество продукта.
Какие факторы влияют на точность моделей прототипирования?
Точность модели прототипирования влияет на следующие ключевые факторы на протяжении всего процесса проектирования и производства:
1Степень стандартизации проектных документов
Точность модели прототипа зависит в первую очередь от точности входных данных.Компания JS поддерживает клиентов для предоставления документов или чертежей CAD в стандартных форматах, таких как шаг и IGE. Внимание должно быть уделено деталям данных во всех аспектах проектного документа, поскольку неточные данные могут привести к неадекватной начальной точности модели прототипирования.
2Материальные характеристики и адаптивность отбора
Физические свойства различных материалов оказывают большое влияние на точность обработки.Предоставляя опыт обработки для более чем 50 материалов, таких как титановое углеродное волокно с титановым сплавом, компания JS имеет оптимизированные варианты материала для прототипной модели, снижая отклонение точности из -за характеристик материала.
3Процесс производства и точность оборудования
Выбор процесса непосредственно определяет уровень толерантности модели прототипа.JS Company принимает оборудование для с ЧПУ с топонародами ± 0,005 мм,в сочетании с технологией мультисевой связи, который может быть адаптирован к сложным поверхностям и меньшим функциям.Кроме того, внимание также должно быть уделено 3D -печати и другим настройкам толщины слоя производства аддитивного производства.
4Уровень контроля технологий переработки
После того, как модель прототипа будет завершена, ее необходимо отполировать и гальванировать.JS Company гарантирует, что эти процессы не вводят дополнительные ошибки с помощью строгих систем контроля качества, таких как трехмерные проверки и тестирование шероховатости поверхности.
Почему выбирают материал для медицинского оборудования?
1Биосовместимость и безопасность
Peek IS ISO 10993 Тестирование на цитотоксичность и сертифицированные FDA, иЕго прототипированная модель может быть использована непосредственно для проверки имплантата человекаЧтобы избежать риска отторжения иммунитета.
2Соответствие механических свойств с потребностями человека
В ортопедическом прототипировании Peek (3,6 ГПа) имеет упругой модуль, близкий к человеческой кости (1-20 ГПа), который уменьшает защиту от стресса и продлевает срок службы имплантата.
3. Высокая температура и химическая стойкость
Прототипировано хирургических инструментовТребовать повторной высокотемпературной стерилизации (например, автоклавирования при 134 ° C), где Peek поддерживает стабильный размер и устойчив к коррозии дезинфицирующими средствами, такими как спирт и перекись водорода.
4. Любость реализации сложных структур
Используя 3D -печать, Peek можно использовать дляПроизводство прототипированных структур, таких как пористые костяные каркасы, способствуйте росту костных клеток и уменьшите использование материала для достижения легкого.
5. Стоимость баланса и эффективность
По сравнению с титановыми сплавами, Peek снижает затраты на обработку на 30%-50%, сокращает циклы прототипирования на 40%и делает подходящим для разработки мелких пользовательских медицинских устройств.

Каковы особые требования для прототипов материалов в военной промышленности?
1Экстремальная экологическая адаптация
| Требования к производительности | Конкретные сценарии | Типичные материалы |
| Теплостойкость (800 ° C+) | Ракетный сог двигателя, космосовой тепловой защитный слой. | Титановый сплав и керамические композиты.(CMC). |
| Низкая температурная устойчивость (-196 ° C) | Полярное оборудование, жидкие резервуары для хранения водорода. | Алюминиевый сплав (7075-T73), Peek. |
| Радиационное сопротивление | Ядерные подводные лодки, космические зонды. | Сплав молибдена, полиэтилен (HDPE). |
| Коррозионная устойчивость (соляное распылитель/кислотный щелочка) | Пропеллер корабля, Устойчивый корпус. | Нержавеющая сталь 316L, титановый TI-6 Al-4V. |
2Отличная механическая производительность
Высокая интенсивность/легкий вес:Структура ракетного корпуса требует использования углеродных корпоративных композитов (в пять раз превышает удельную прочность стали), таких какJ-20 Фузеляж КомпонентыПолем
Устойчивость к шоку и усталости:Картридж изготовлен из вольфрамового сплава (плотность (плотность 19,3 г/см сегодня), чтобы противостоять взрыву, а самолетная посадка была изготовлена из сверхвысокой прочности (прочность на растяжение ≥1500 МПа).
Устойчивость к ползучести и истиранию: Танковые дорожки были покрыты высокой марганцевой сталью (индекс рабочей твердости ≥0,3) иракетные рельсы были покрыты карбидом вольфрама(коэффициент трения ≤0,1).
3Безопасность, конфиденциальность и контрвеянка
Электромагнитное экранирование:Покрытие Stealth Fighter Jets ингибирует радиолокационные радарные ферритовые материалы (потери отражения ≥20 дБ).
Не отслеживаемые характеристики: Специальные сплавы добавляют редкоземельные элементы, такие как гадолиний и диспрозиум, чтобы удалить материалы отпечатков пальцев путем размытия микроструктуры.
КОНДЕРФИТАЦИЯ ЛАЙКИ: В картридже используется лазерный микроэнцеврал QR -код, встроенный с наномагнитными частицами для полного отслеживания жизненного цикла.
Каковы экологически чистые биоразлагаемые прототипные материалы?
Экологически чистый биоразлагаемый материал прототипа
| Тип материала | Типичный материал | Основные особенности | Подходит для технологии быстрого прототипирования |
| Пластмассы биобалисты | PLA (полилактивная кислота) | Полный синтез (180 дней), нетоксичный и прост в обработке (температура печати FDM 190-220 ° C). | FDM, SLA. |
| Pha (Polyhydroxyalkanoates) | Океан является биоразлагаемым, термостойким (точка плавления 180 ° C) и чрезвычайно биосовместимы. | SLS, литья инъекции. | |
| Натуральное повышение клетчатки | Бамбуковое волокно Boost PLA | По сравнению с Pure PLA, он на 50% сильнее, возобновляемый ресурс и имеет управляемый уровень деградации (скорректирован для сложения крахмала). | Обработка ЧПУ, 3D -печать. |
| Конопляное волокно повышает PBAT | Высокая вязкость 80% увеличивает устойчивость к воздействию), устойчивость к кислотно-основе, подходящая для сложных структур. | Компрессия сжатия и процесс ламинирования. | |
| Синтетические биоразлагаемые материалы | PBAT (полиадипическая кислота/бутаньдиол терефталат) | Цикл деградации компоста ≤ 90 дней, смешанный с PLA, может улучшить механические свойства. | Ударный формование, термоформование. |
| PBS (полибутилен сукцинат) | Высокая температурная устойчивость (температура плавления 110 ° C), превосходная стойкость к ползучести, подходит для носителей нагрузки. | Инъекционное формование, экструзионный литье. |
О ключевых технологиях и приложениях
1PLA быстрое прототипирование:
- Параметры печати: толщина слоя 0,1 мм, плотность заполнения -40%, чтобы избежать деформации из -за усадки.
- После лечения. Чтобы устранить внутреннее напряжение и улучшить размерную стабильность прототипной модели, она подвергалась термической обработке (выпекание при 60 ° C в течение 2 часов).
2Адаптируя общественную PHA к медицинским состояниям:
- Совместимость стерилизации: поддерживает стерилизацию этиленоксида оксида (остаток ≤10ppm) досоответствовать требованиям прототипирования для хирургических инструментов.
- Контроль деградации: цикл контролируемого деградации от 6 месяцев до 2 лет может быть достигнут путем регуляции молекулярной массы (50 000-200 000 Да).
3Ограничения природного усиления волокна
Гигроскопичность: бамбуковое волокно может поглощать до 15% воды в средах высокой влажности иТребовать модификации поверхности, чтобы соответствовать точному прототипированию точного быстрого прототипирования.
4.c.Условия деградации ompost
Стандарты промышленного компостирования: деградация требуется при температуре 58 градусов по Цельсию и влажности более 80%.Компостирование домохозяйства всего на 30-50% эффективнее, чем промышленные условия.
Каковы общие причины быстрого прототипирования прототипирования?
Причины, связанные с веществом
1. Экспрессивная усадка:После охлаждения объем материала сокращается более чем на 0,5 мм, что приводит к деформации прототипа и смещению отверстий, особенно влияя на точность точных компонентов.
2. Экспрессивное поглощение влаги:Материалы, такие как PLA и нейлон, легко поглощают влагу из воздуха, что приводит к снижению прочности на 30%, что приводит к отслаиванию или поверхностным трещинах между слоями и подрывам структурной целостности быстрого прототипирования.
3. Совместимость с теплом материала:Когда фоточувствительная смола не соответствует печатному оборудованию, такие проблемы, как засорение и поломка проволоки, могут возникнуть, что приведет к прерыванию печати илиухудшение качества поверхностиПолем
4. Выдачи в коэффициенте теплового расширения:Высокий коэффициент термического расширения металлических материалов в ходе высокой температурной обработки будет иметь деформацию, что приведет к точковой блокировке компонентов или устойчивости к размеру, что увеличивает стоимость более поздней коррекции.
5. Материальное несоответствие производительности:Если выбранный материал прототипа недостаточно силен или высокая хрупкость, он может сломать во время тестирования и проектирования.
Ошибка настройки параметра процесса
| Классификация причин | Бетонные проявления | Влияя на результаты |
| Неправильная толщина слоя | Чрезмерная толщина слоя (> 0,2 мм). | Избыток шероховатости поверхности (RA> 6,3 мкм). |
| Ошибки параметров температуры | Низкая температура печати (если PLA ниже 190 ° C). | Материал не может быть связан, а связь между слоями недостаточна. |
| Отсутствие структур поддержки | Структура подвески без дополнительной поддержки. | Нижняя пещера, внутренняя пустота. |
| Сканирование слишком быстро | Скорость сканирования SLA> 8 м/с. | Снижение точности литья (± 0,1 мм ошибка). |
JS принял соответствующие меры в этом отношении:
- Проверка материала: тест на скорость усадки материала перед печати (рекомендуемая усадка <0,5%).
- Оптимизация параметров: оптимальная толщина слоя (рекомендуется 0,05-0,15 мм) и температурное окно, определяемое тестовой печатью.
- Инспекция модели: геометрия без допуска и тонкие стены были обнаружены с использованием программного обеспечения CAD (рекомендуемая минимальная толщина стенки ≥0,8 мм).
- Контроль окружающей среды: стабильная температура и влажность мастерской (25 ± 2 ° C /40-60% RH).
- Спецификация после лечения:Разработать стандартизированные процессы удаления и очистки каркаса(например, время ультразвуковой очистки ≤5 минут).
Как компания JS обеспечивает стабильность размера прототипа?
1Точная технология обработки:Усовершенствованные машины ЧПУ используются для достижения ± 0,005 мм контроля ультрапериментальной толерантности, гарантируя, что каждый компонент строго соответствует спецификациям проектирования.
2Управление материаловедением:Предоставляет более 50 металлов, пластмассы и композитови оптимизирует процессы на основе свойств материала (например, коэффициент термического расширения) для снижения деформации во время обработки.
3Цифровой контроль качества:Через предварительный обзор документа CAD и 3D-инспекционное оборудование для мониторинга точности размера продукта на протяжении всего процесса и своевременных правильных возможных отклонений.
4Стандартизация окружающей среды и процесса:Поддерживать стабильную влажность семинара, реализовать однородные параметры процесса и уменьшить влияние факторов окружающей среды на стабильность материала.
5Оптимизация процесса, управляемой опытом: Команда инженеров с 20 -летним опытом работы, более 30 технических тренировок в год, постоянное улучшение процесса решений и повышение последовательности в повторном производстве.
Краткое содержание
В области быстрого прототипирования граница выбора материала постоянно изменяется, что стимулирует эволюцию модели прототипирования от простой проверки формы до функциональной и интеллектуальной.С самого раннего положения от единого инженерного пластика до теперь, покрывающего металлы, керамику, материалы для биологических материалов и интеллектуальные композиты,3D -печать дала свойства прототиповБлиже к конечному продукту через материальные инновации.
Благодаря непрерывным прорывам в области материаловедения будущие модели прототипов будут преодолевать традиционные ограничения производительности, достичь более сложной структурной валидации и функциональных испытаний в аэрокосмической, потребительской электронике и биоинженерии, а также еще больше укрепляют статус технологии быстрого прототипирования как основной инструмент для разработки продукта.

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные функции проектирования, качество материалов и тип или качество изготовления, которые будет предоставить сторонний поставщик или производитель через сеть Jusheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Можно ли повторно использовано материалы для быстрого прототипирования?
Некоторые пластмассы, такие как PLA, могут быть переработаны, но их производительность ухудшается. Металлические порошки могут быть повторно использованы, в то время как фоточувствительные смолы часто нет.
2. Повлияют ли на быстрое прототипирование материалов по температуре?
Да, температура оказывает большое влияние на свойства материала.Например, ABS деформируется при высоких температурах, PLA становится хрупким при низких температурах, нейлон теряет силу, когда он поглощает влажность, а фоточувствительная смола смягчается при высоких температурах.Чтобы избежать деформации и растрескивания, необходимо контролировать разницу температур между печати и переработки.
3. Многоцветная печать требует переключения материалов илитехнология?
Многоцветная печать может быть достигнута путем преобразования материалов (таких как многоцветные линии) или технологий (например, FDM с несколькими соплами).Первый требует ручной замены материалов, в то время как последний автоматически смешивает цвета, чтобы уменьшить ручное вмешательство.
4. Каковы характеристики нейлонового материала при быстром прототипировании?
Нейлоновый материал является носимым, гибким и легким. Он подходит для динамических ситуаций, таких как передачи и движущиеся части.Однако он легко деформируется, когда он впитывает влагу и требует контроля влажности окружающей среды.
Ресурсы
Высокопроизводительные пластики

