

Технология 3D -печати изменяет логику производства цифровым производством.От быстрого прототипирования промышленных шестерни и пользовательских скелетов для медицинского использования до легких компонентов для гоночных двигателей, он продолжает раздвигать границы производства.В качестве связи между дизайном и производством, 3D -печатные модели стали эффективными инструментами для проверки творчества.JS предоставляет профессиональные услуги 3D -печати, охватывающиеПроцессы FDM, SLA, SLS и Metal Printing, поддерживая все, от разработки прототипа до производства небольших партий и помощи инновациям земли.
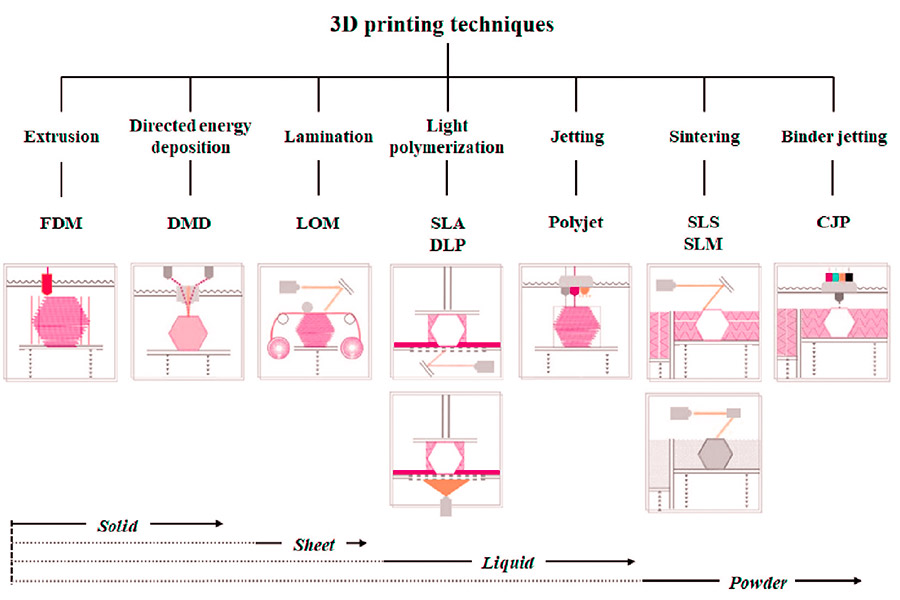
Каковы типы технологий 3D -печати?
1. ПросвешенМоделирование осаждения (FDM)
- Принцип: формование расплавленного осаждения путем нагревания пластикового волокно -слоя при экструзии слоя.
- Особенности: низкая стоимость,Подходит для быстрого прототипа, эффективный производственный процесс JS может оптимизировать его скорость.
2.дереолитография (SLA)
- Принцип: Технология лечения ультрафиолетового излучения, жидкая смола образуется из -за отверждения УФ.
- Особенности: высокая точность (± 0,05 мм), гладкая поверхность, подходящая для сложных конструкций, соответствует требованиям JS Precision Manufacturing.
3Селективное лазерное спекание (SLS)
- Как это работает: лазерный спеченный нейлоновый порошок не требует опорной структуры.
- Особенности: Высокая прочность, подходящая для функциональных деталей, совместимость металлического/композитного материала JS может расширить свой диапазон приложений.
4Multi Jet Fusion (MJF)
- Как это работает: слияние слоя струйного порошка, затвердевание нейлонового порошка слоем за счет плавления и инфракрасного нагрева.
- Функции:Высокая скорость (в 3 раза быстрее, чем SLS), высокая деталь (± 0,08 мм),Поддержка массового производства функциональных компонентови способность адаптироваться к JS для быстрого производства и оптимизации затрат.
5Селективное лазерное плавление (SLM)
- Как это работает: металлическая порошковая лазерная плавление для высококачественного производства.
- Особенности: высокая точность (± 0,02 мм), высокая температурная устойчивость, технология точной обработки JS может еще больше улучшить качество продукции.
Сравнение технологий 3D -печати
| Тип техники | Скорость | Расходы | Тип материала | Сложность обработки | Связанные преимущества компании JS |
| FDM | Середина | Низкий | Пластмассы, такие как PLA и ABS. | ★★★ ☆ | Эффективная скорость оптимизации производственного процесса. |
| СЛА | Быстро (DLP) | Центр | Фоточувствительная смола. | ★★★★ ☆ | Высокая точность сопоставления JS ± 0,005 мм стандарт. |
| SLS | Середина | Центр | Нейлон, ТПУ и другие порошки. | ★★★★ ☆ | Поддержка расширения металлических/составных приложений. |
| MJF | Очень быстро | Средний | Нейлон (PA12/PA11). | ★ ★ ★ ★ ★ | Повышение эффективности производства партий для быстрой доставки. |
| СЛМ | Медленный | Высокий | Металлический порошок (титан, нержавеющая сталь). | ★ ★ ★ ★ ★ | Точная технология обработки обеспечивает высокую сложность деталей. |
- Быстрая доставка может быть достигнута за 1-2 недели с использованием технологии MJF, что повышает эффективность производства до 3 раза по сравнению с обычными SLS.
- Комбинация MJF, SLA и JS± 0,005 мм возможность обработки точностигарантирует, что компоненты соответствуют строгим стандартам в аэрокосмической, медицинской и других областях.
- Технология MJF уменьшает отходы материала за счет пакетного спекания, что в сочетании с оптимизацией процесса JS,Снижение затрат клиентов в среднем на 20%.
Каково влияние толщины слоя печати FDM на прочность?
Взаимосвязь между толщиной слоя и механической прочностью
1. Чем толще слой, тем слабее межслойная адгезия
- При печати FDM каждый слой расплавленного пластика должен быть полностью связан с предыдущим слоем.Если слой является толстым (например, 0,3 мм или более), площадь контакта между слоем и слоем уменьшается, что может привести к снижению адгезии, особенно когда направление силы параллельно схеме слоя (например, испытания на растяжение).
- Предложение оптимизации: JS Компания по умолчанию на тонкую толщину слоя 0,1-0,2 мм в печатном обслуживании дляКомпоненты с высокой нагрузкойи улучшает общую прочность за счет увеличения площади контакта между слоями.
2Чем толще слой, более плотная структура
- Меньшая толщина слоя, такая как 0,05 мм, уменьшает зазор между слоями, что делает поверхность более гладкой и внутренней структурой более равномерной.Эта плотность помогает рассеять стресс и избежать локальных слабостей, тем самым увеличивая воздействие.
- JS Case: во время печатиуслугаИз аэрокосмических частей JS контролирует толщину слоя печати.
Влияние толщины слоя на направление печати
- Сила деталей FDM является анизотропной, то есть вдоль направления печати (ось Z) обычно сильнее вертикального направления (ось XY).Если направление загрузки перпендикулярно слою, тонкий слой печатает риск наслоения, в то время как толстые слои могут сломаться из -за слабых соединений между тонкими слоями.
- Решение: профессиональная инженерная команда JS будетРекомендую самую оптимальную комбинацию направления печатии толщина, чтобы максимизировать прочность конструкции на основе требований конструкции продукта.
Баланс между толщиной слоя и свойствами материала
1. Слои по сравнению
- Толстые слои печатаются быстро и используют меньше расходных материалов, что делает их подходящими для быстрого прототипирования, но им может не хватать прочности из -за межслоевых дефектов. Например, при печати ABS-пластика с толщиной слоя 0,3 мм прочность на растяжение может быть на 15% -20% ниже, чем у толщины слоя 0,1 мм.
- Оптимизация затрат: служба печати JS использует интеллектуальные алгоритмы дляавтоматически рекомендую наиболее экономичное решение толщины слояОбеспечивая силу, сэкономить клиентам более 30% затрат на материалы.
2Тонкие слои добавляют прочность, но уделяют больше времени, чтобы печатать
- Тонкослойная печать может улучшить прочность, но время печати, очевидно, увеличивается.Например, слой 0,05 мм требует в шесть раз превышает длину 0,3 мм слой.
- Гарантированное время на печать: JS использует промышленную кластер принтеров с несколькими новыми принтерами, поэтому даже если вы выбираете ультратонкие слои, вы можете отправить в течение обещанных 1-2 недели.
Выбор толщины слоя в реальных приложениях
1. Функциональные детали по сравнению с деталями отображения
- Функциональные детали (такие как ручки для инструментов, механические детали): рекомендуется 0,1-0,2 мм толщину слоя, учитывая как прочность, так и эффективность.
- Отображение деталей (например, модели внешнего вида): может быть выбрана толщина слоя 0,3 мм для снижения затрат и ускорения доставки.
- Индивидуальная служба:JS предоставляет бесплатную техническую консультацию и динамически корректирует параметры толщины слоя в соответствии с потребностями клиента.
2. Материальная адаптация
- PLA/ABS: обычная толщина слоя составляет 0,1-0,3 мм, а тонкие слои могут улучшить характеристики детализации.
- Нейлоновые/композитные материалы: 0,05-0,15 мм. Толщина слоя рекомендуется для повышения вязкости.
- Библиотека материалов для печати.

Какие параметры определяют разрешение печати SLA?
Параметры основных, влияющие на разрешение печати SLA
1Тип источника света и размера спеклей
- Источник лазерного света: диаметр пятна, как правило, составляет 10-100 микрон, подходит для ювелирных изделий, стоматологии и другихВысокие модели.
- Источник света DLP: спек-фонарь прогнозируется через цифровой проектор, а размер пикселя определяет разрешение (например, 50-100 микрон для проекции 2K/4K).
- Воздействие: чем меньше размер спека, тем лучше детали оси x/y, но время печати может увеличиться.
2Скорость сканирования и время экспозиции
- Чем медленнее скорость сканирования, тем выше энергия воздействия на единицу площади, тем глубже лекарство; Если сканирование слишком быстрое, лекарство может быть неполным.
- Направление оптимизации: динамическая корректировка скорости сканирования (например, снижение скорости подробного сканирования) на основе сложности модели.
3Толщина слоя (разрешение оси Z)
- Диапазон толщины слоя варьируется от 25 до 100 микрон.Чем тоньше толщина слоя, тем яснее детали оси Z, но время печати увеличивается линейно.
- Например,50 микрон для быстрого прототипированияи 25 микрон для точных деталей.
4Свойства
- Вязкость: смолы с низким содержанием сумасшедших имеют хорошую текучесть, легко заполнять небольшие конструкции, но скорость отверждения необходимо сбалансировать.
- Фоточувствительность: высокопрофессиональные смолы чувствительны к свету и могут затвердеть при низкой энергии, снижая риск тепловой деформации.
5Сложность геометрии модели
- Нависающие структуры и отверстия требуют дополнительной поддержки или многоуровневой корректировки стратегии, которые могут быть за счет локального разрешения.
- Метод оптимизации: адаптивная структура поддержки генерируется программным обеспечением для нарезки модели.
Таблица сравнения параметров и оптимизации
| Параметры | Влияние на разрешение | Направление оптимизации | Типичное значение |
| Тип источника света | Лазер> DLP (лазер имеет более высокую точность в том же разрешении). | Выберите Laser для точных моделей и DLP для массового производства. | Лазер: 50 мкм / DLP: 100 мкм |
| Размер пятна | Чем меньше место, тем яснее детали. | Используйте высокоостренные лазерные головки или проекцию 4K DLP. | 50 мкм (лазер) |
| Скорость сканирования | Чем медленнее скорость, тем более завершается отверждение. | Уменьшите скорость в мелких областях (например, 0,1 мм/с) и ускоряйтесь на больших площадях. | 50-200 мм/с |
| Толщина слоя | Толщина слоя вдвое и разрешение оси Z увеличивается в 4 раза. | Используйте тонкие слои (25 мкм) для точных деталей и толстых слоев (100 мкм) для увеличения скорости. | 50 мкм (стандарт) |
| Смола вязкость | Низкая вязкость улучшает плавность и детальную наполнение. | Используйте специальные смолы (например, прозрачные смолы с вязкостью ≤1500CP). | 500-2000 куб |
| Модель угла навеса | Если угол слишком мал, требуется плотная опора, а блокировка света влияет на отверждение. | Избегайте <45 ° свес или добавьте вспомогательные опоры в дизайн. | ≥60 ° (неподдерживаемое) |
Правильно выбрав комбинации параметров,Модель 3D -печати может достичь точного производства от проверки концепции до функциональных прототипов.
Какая технология печати более стабильна в высокотемпературных средах?
13D -печать металлических материалов(предпочтительнее высокотемпературной среды)
SLM/DMLS (селективное лазерное плавление/спекание)
- Теплостойкость: такие материалы, как титановый сплав (TI6AL4V, температура плавления 1668 ° C) и на основе никеля суперсплавы (INNSEL 718, температура плавления 1390 ° C) могут выдерживать высокие температуры при более чем 600 ° С.
- Стабильность: лазер растает слой металлического порошка за слоем, ткань компактная, а устойчивость к ползучести является сильной.
- Поддержка службы 3D -печати: печатные магазины уменьшают остаточное напряжение и предотвращают тепловую деформацию, оптимизируя лазерную мощность, скорость сканирования и стратегии охлаждения.
2Керамическая технология 3D-печати (потенциал устойчивости к сверхвысокой температуре)
SLA/DLP (легкая керамика)
- Теплостойкость: глинозем (AL2O3, температура плавления 2050 ° C) и оксид циркония (Zro2, температура плавления 2700 ° C) Керамика может выдерживать температуры выше 1500 ° C.
- Стабильность: керамические бланки требуют высокотемпературного спекания (выше 1600 ° C), плотность близка к теоретическим значениям, а коэффициент теплового расширения низкий.
- Служба службы 3D -печати: принтерыПредоставьте полный спектр услуг от печати до обезжиривания и спеканияЧтобы гарантировать, что керамические детали не содержат трещин и стабильны.
3Высокопроизводительная инженерная пластиковая 3D-печать
FDM (моделирование осаждения расплавленного осаждения)
- Теплостойкие материалы: Peek (температура плавления 343 ° C), Ultem (температура плавления 335 ° C) и другие специальные пластмассы.
- Стабильность: Peek сохраняет прочность после длительного использования при 260 ° C, но температура печати (280-320 ° C), и необходимо оптимизировать условия охлаждения.
- Служба службы 3D -печати: печатные магазиныИспользуйте оборудование FDM промышленного класса(например, серия Stratasys Fortus) с термостатами, чтобы уменьшить деформацию.
SLS (селективное лазерное спекание)
- Теплостойкость: нейлон + композиты из стекловолокна/углеродного волокна с кратковременной температурной стойкостью до 180 ° C.
- Стабильность: лазерное спекание является компактным, но легко окисляется при высокой температуре в течение длительного времени и требует защиты поверхностного покрытия.
- Служба 3D -печати.
- Преимущества:Пластическая 3D -печатьявляется недорогим коротким временем цикла, подходит для средней и высокотемпературной среды (например, автомобильные впускные коллекторы, электронный радиатор и т. Д.).
Рекомендации по выбору технологий для сценариев высокой температуры
| Температура сцены | Рекомендуемая технология | Основные преимущества | Ключевые возможности печатных магазинов |
| 600-1000 ℃ | Металлический SLM/DMLS. | Высокая сила и устойчивость к ползучести. | Лазерное оборудование, вакуумная среда, термообработка. |
| 1000-1500 ℃ | Керамическая SLA/DLP. | Ультра -высокая температурная устойчивость и коррозионная стойкость. | Специализированные керамические материалы и высокотемпературный процесс спекания. |
| 200-600 ℃ | Peek FDM, Nylon SLS. | Экономика и легкий. | Промышленное оборудование и модификация материала. |
Как достичь слоистой укладки в 3D -реактивной печати?
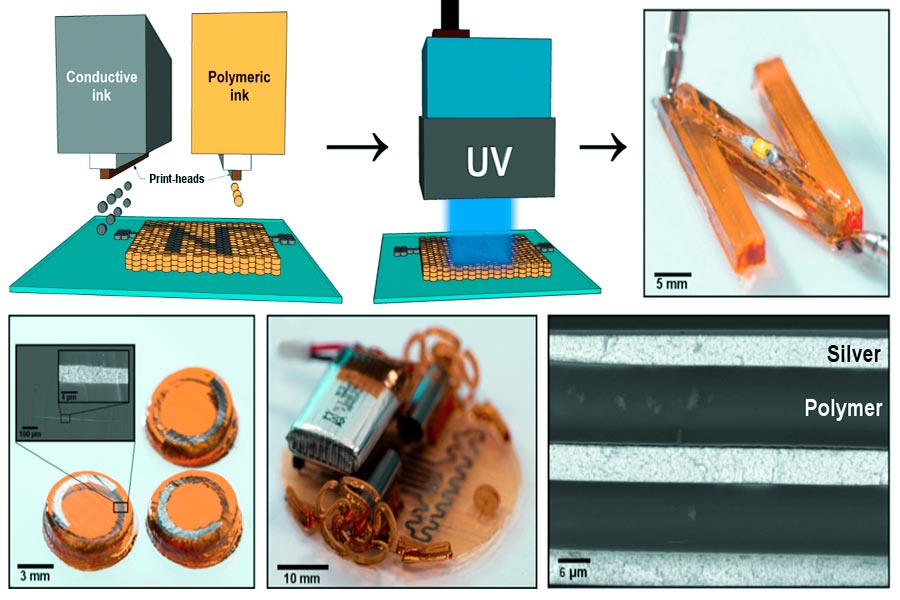
Технология печати чернил-это наложите жидкий материал друг на друга, чтобы создать трехмерные объектыПолемЕго ядро заключается в высокой высокой режиссете и управлении реактивной реакцией и отверждением.Конкретные этапы реализации и ключевые технологии следующие:
1Подготовка материалов: адаптация жидкой среды
- Фоточувствительная смола: наиболее часто используемый материал, который требует быстрого отверждения и высокой стабильности вязкости.
- Опорно-материал: водорастворимый или плавкий материал, используемый для временной поддержки сложных структур.
- Оптимизация реактивной печати чернил: точность впрыска сопла (например, диаметром 20-100 мкл) должна регулироваться путем регулировки параметров, таких как вязкость материала и поверхностное натяжение.
2Чернильная печатная головка: точная инъекция капель
Пьезоэлектрический привод или технологию теплового пенообразования:
- Пьезоэлектрическая керамика: пьезоэлектрическая керамика, деформированная путем изменений напряжения, а полость чернил сжимается для получения крошечных капель.
- Термическое пенообразование: локальное нагревание чернил с образованием пузырьков, способствует спрею капель.
- Сотрудничество с несколькими новыми:Печать в промышленном классеГоловы интегрируют сотен сопел, чтобы добиться единого развертки на большой площади.
- Планирование слоистого пути: программное обеспечение срезает 3D -модели на 2D -сегменты, а также слои с брызги в струйке вдоль пути вдоль пути.
3Слои по сложному укладку: литье затвердевания капли
- Фотография (ультрафиолетовое ультрафиолетовое излучение):
- После того, как каждый слой жидкой смолы распыляется, немедленно затвердевают ультрафиолетовым светом или светодиодным светом, чтобы сформировать твердый тонкий слой.
- Точный контроль: интенсивность света и время экспозиции должны соответствовать характеристикам затвердевания материала (например, технология SLA/DLP).
- Термическое отверждение: некоторые материалы (такие как некоторые нейлоновые порошковые связующие) нагревают, чтобы инициировать реакции сшивания.
- Многослойная укладка:Повторите процесс отверждения распыления, пока не будет завершена трехмерная структура(толщина слоя обычно составляет 20-100 микрон).
4После лечения: улучшение и оптимизация поверхности
- Удаление структуры поддержки: растворить или растопить временный опорный материал.
- Обработка поверхности: шлифование, шлифование или химическая полировка для устранения этапа эффекта.
- Техническое обслуживание поздней стадии: некоторые материалы требуют вторичного отверждения для улучшения механических характеристик.
Как выбрать вспомогательные материалы для сложных моделей 3D -печати?
1Принцип структурной адаптации
Структура свеса (> 45 °):
- PVA/бедра: растворимый каркас для растворимости воды или удаления растворителя.
- Пример: в 3D -моделях печать наклонных мостов поддержка PVA может быть удалена растворимостью воды, чтобы предотвратить повреждение инструмента для деталей.
Структура моста (длинный промежуток):
- Опорные стержни ABS/нейлон: высокая температура, устойчивая к поломке во время печати (например, модель роботизированного рычага).
- Например, поддержка бедер может противостоять высокой температуре, когдаПечать сетки в 3D -моделях печатиЧтобы предотвратить поломку во время печати.
2Сопоставление и разделение материалов
Легкая комбинация кожура:
- PLA+PVA: низкая адгезия, гладкая отделка.
- Пример:3D -модели печатьПрозрачная смола модель соответствовала поддержке PVA и растворена в воде без остатков.
Комбинация химического растворения:
ABS+бедра: лимон необходим для растворения каркаса и подходит для сложных внутренних частей, таких какКомпоненты передачи.
3Фактические требования к производительности
- Сценарий тепла:Керамические/металлические опоры: высокотемпературная устойчивая (например, титановая печать сплава), требующая механического очистки.
- Контроль усадки:Скорость усадки материала вспомогательного материала ближе к модели модели (например, поддержка PETG + PETG).
4Эффективность после лечения
Быстрое удаление:
- Водорастворимый (PVA):Подходит для печати среднего и небольшого размера, сокращение времени после лечения (предпочтительнее среднего и небольшого размера).
- Ручное пилинг (TPU): низкая стоимость, но требует тонкой обработки.
План защиты окружающей среды:Рекомендуется выбрать биоразлагаемые каркасы (например, биоразлагаемые материалы на основе PBDE) для снижения затрат на очистку отходов жидкости.
5Адаптация принтера
Оборудование FDM:
- Совместное поддерживается: PLA/PVA/HIP, оптимизируйте эффект разделения, оптимизированное разделение путем регулировки температуры сопла.
- Пример: 3D -модели печатают полые сферы с поддержкой бедер, гладкая поверхность ацетонового пара.
Оборудование SLA/DLP:
- Поддерживаемое растворимой смолой, она была излечена ультрафиолетовым светом, а затем пропитан и удалял непосредственно.
- Например, когда3D -модели печатьточные шестерни, смола поддержка сохраняет микроскопические детали.
Может ли JS достичь функционально оцениваемых компонентов через много материала 3D -печать?
1Поддержка технологии многоматериальной печати
Услуги 3D -печати JS включают MJF и технологии композитной металлической/керамической печати, который может переключать различные материалы (например, металлическая керамика, карбид-полимер) во время того же процесса печати для достижения непрерывных или сегментированных изменений градиента в составе материала.
2Совместимость материала и градиент дизайн
Благодаря услугам 3D -печати JS клиенты могут выбирать из различных материалов, включая металлы, керамику и композиты, а также свободно разрабатывать микроструктуру компонентов функционального градиента (например, истирающий устойчивый + субстратный слой).
3Оптимизация процесса и обеспечение производительности
Оборудование для промышленного уровня JS поддерживает управление толщиной (± 0,005 мм)и управление температурой для обеспечения равномерной прочности связывания раздела и градиентного перехода в разных материалах и соответствия экстремальным условиям труда, таким как высокая температура и давление.
4Индивидуальные решения
Для таких областей, как аэрокосмические и медицинские устройства, команда JS может предоставлять полный спектр услуг, от выбора материала и конструкции структуры градиента до переработки, таких как:
- Аэрокосмические детали двигателя: градиентная конструкция подложки титанового сплава + керамическое тепловое барьерное покрытие.
- Ортопедические имплантаты: металлический скелет биомиметический дизайн + биологически активное керамическое покрытие.
Краткое содержание
В качестве разрушительной технологии 3DPrinting продолжает стимулировать изменения в производстве с различными типами процессов (например, FDM, SLA, металлическая печать и т. Д.) И широкий спектр сценариев применения (от промышленного производства до медицинских инноваций).Будь то эффективное производство сложных функционально градиентных частей илиБыстрая итерация пользовательских моделей, 3D -печатные услуги демонстрируют незаменимую гибкость и экономику.Поставщики технологических услуг, представленные JS, еще больше снизили технологический порог за счет интеграции мультиматериальной печати, управления процессом точности и поддержки цепочки в отрасли, что позволяет предприятиям сосредоточиться на инновациях в дизайне и создании ценностей.

Отказ от ответственности
Контент на этой странице только для общих ссылок.JS SeriesНе дает никаких явных или подразумеваемых гарантий относительно точности, своевременности или применимости предоставленной информации. Пользователи не должны предполагать, что спецификации продукта, технические параметры, показатели производительности или качественные обязательства сторонних поставщиков полностью соответствуют контенту, отображаемому на этой платформе. Конкретная функция проектирования, материалы стандарты и требования к процессу продукта должны основываться на фактическом соглашении заказа. Рекомендуется, чтобы покупательУдивительно запросить официальную цитатуи проверить детали продукта перед транзакцией. Для дальнейшего подтверждения,Пожалуйста, свяжитесь с нашей командой по обслуживанию клиентов для профессиональной поддержки.
JS Команда
JS является ведущим поставщиком отрасли индивидуальных производственных услуг,Посвящены предоставлению клиентам высокопроизводительных и высокоэффективных универсальных производственных решений. С более чем 20 -летним опытом работы в отрасли мы успешно предоставили профессиональномуОбработка ЧПУ, Производство листового металла, 3D -печать, Инъекционное формование, металлическая штамповкаи другие услуги для более чем 5000 предприятий, охватывающих несколько областей, таких как аэрокосмическая, медицинская, автомобильная, электроника и т. Д.
У нас есть современная фабрика, сертифицированная с ISO 9001: 2015, оснащенным более 100 передовыми пятью центрами оси, чтобы гарантировать, что каждый продукт соответствует стандартам самого высокого качества. Наша сервисная сеть охватывает более 150 стран по всему миру, обеспечивая 24-часовой быстрый отклик как для мелкомасштабного процесса, так и для крупномасштабного производства, обеспечивая эффективный прогресс вашего проекта.
ВыборJS Командаозначает выбор партнеров по производству с отличным качеством, точной доставкой и достоверностью.
Для получения дополнительной информации, пожалуйста, посетите официальный веб -сайт:jsrpm.com
Часто задаваемые вопросы
1. Печать SLS требует поддержки?
Печать SLS обычно не требует поддержки.Неремочный нейлоновый порошок естественным образом охватывает модель, чтобы избежать разрушения в воздухе.Только несколько сложных конструкций требуют небольшого количества вспомогательной поддержки, которая значительно упрощает процесс переработки.
2. Какая технология подходит для печати прозрачных деталей?
Технология SLA подходит для печати прозрачных деталей.Он использует фоточувствительную смолу, которая затвердевает под ультрафиолетовым светом.Поверхность гладкая и прозрачная.Подходит для выполнения высокой точной прозрачной модели (например, оптических деталей).
3. На что влияет толщина слоя FDM?
Толщина слоя FDM влияет на гладкость поверхности, время печати и прочность печати.Чем толще слой, тем более заметен рисунок, тем быстрее печать, но интенсивность может быть уменьшена.
4. Как большая часть может сделать 3D -печать?
Устройства 3D-печати промышленного класса могут производить большие части счетчиков (например, аэрокосмические детали), в то время как настольные устройства обычно ограничиваются несколькими десятками сантиметров и подходят для небольших моделей или прототипов.
Ресурсы

